john
-
Numero contenuti
353 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di john
-
Ti chiedo una cosa otto ma potrebbe essere la temperatura a cui lavoro (200c) troppo bassa??
-
Scusa ma non ho capito come mai non si siano poatate

-
Ecco il risultato ci sono ancora alcuni segni di sovraestrusione al 95%, abbasso ancora ?
-
Ok ora rilancio cmq si ci sono molti blob però non vedo quei punti o linee dove mancava completamente il materiale
-
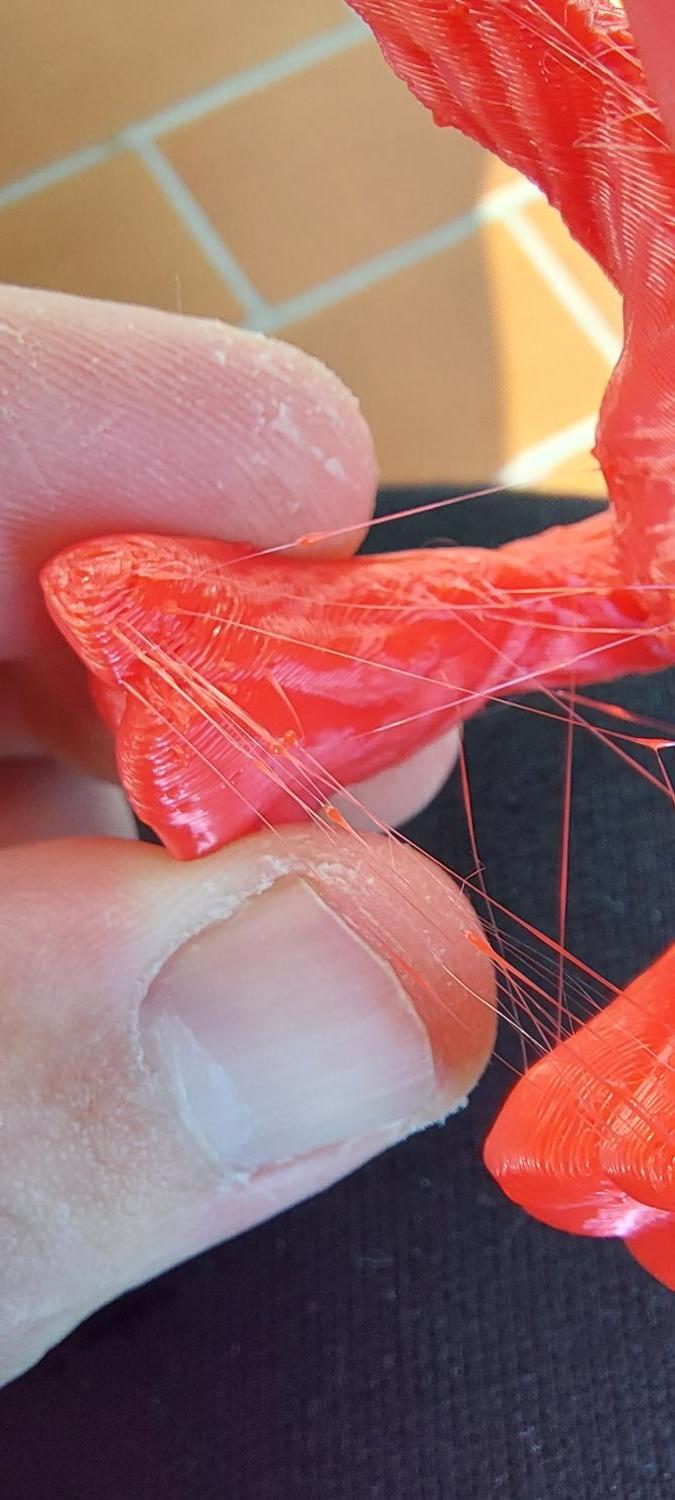
Allora secondo me cè qualche miglioramento fa ieri e unica cosa cambiata ovviamente l impostazione è settato il flow rate al 106% ecco il risultato Ci sono dei blob ma anche dei buchi...
-
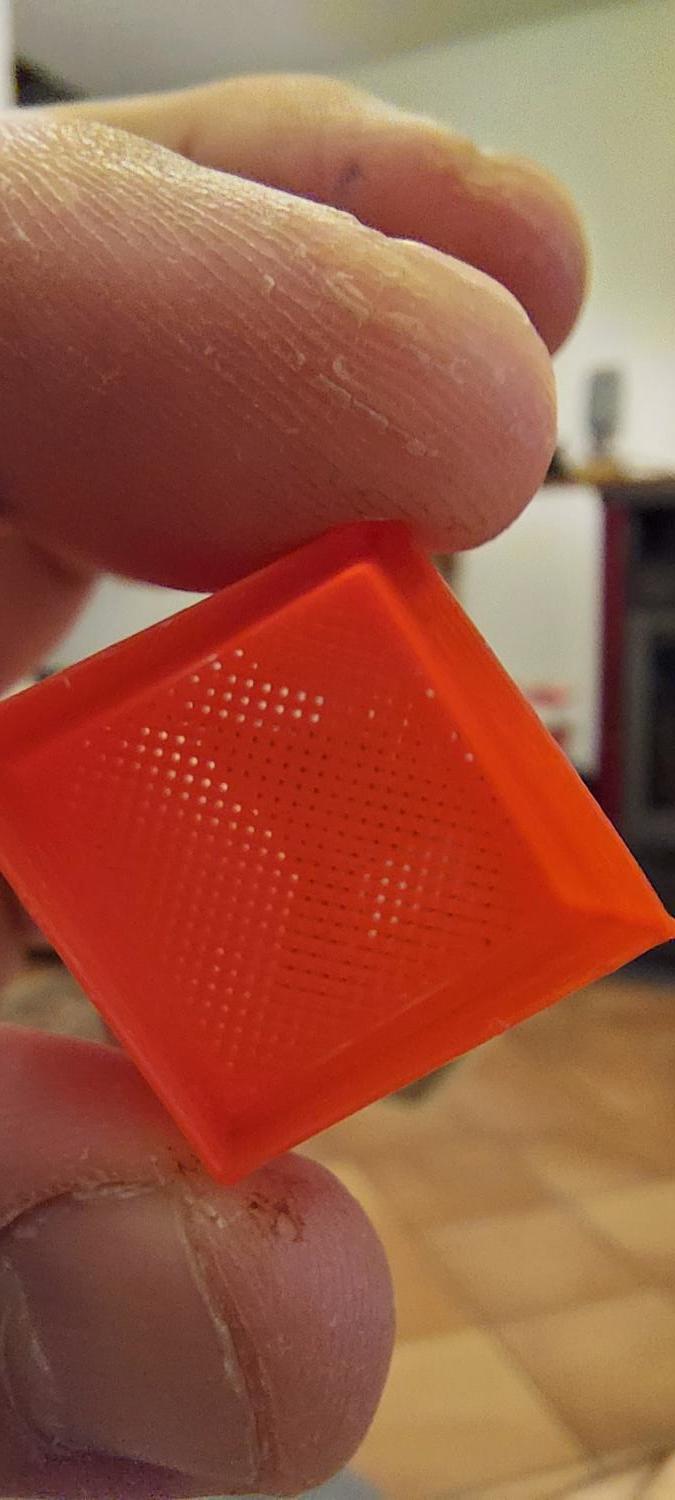
Ok grazie a tutti per la spiegazione Allora otto ho reimpostato le impostazione dell update, ho fatto partire la stampa del cubetto e ho trovato che il flowrate giusto è 106% anche visivamente non ci sono buchi come ieri però contro luce si vedono dei puntini, in ogni caso ora stampo il groot e vediamo cosa viene fuori
-
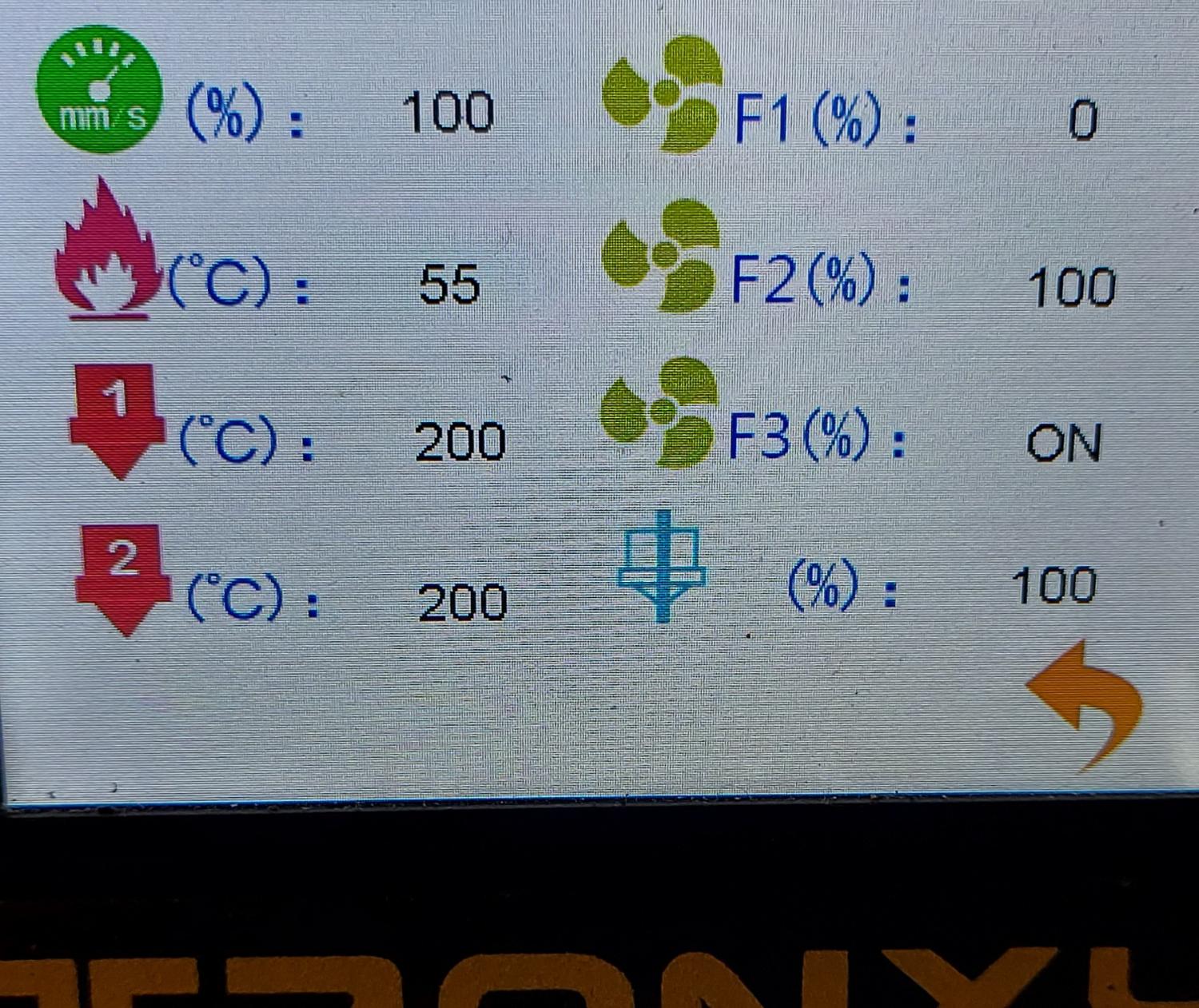
Ciao grazie della spiegazione ma allora cosa è quello in alto a sinistra ( non regoli le velocità con quello)
-
Ho provato con il settaggio dell update gli stemp/mm sono sballati cioè su 100 mm circa ne estrudera 80 ( circa)... in ogni caso ho solo toccato l impostazione step/mm dell estrusore. Però tu dici che sia sotto estruso ma lo spessore della parete è0.45-46 e invece dovrebbe essere 0.425 e la temperatura non sballa troppo si muove al massimo di 1 c. Cmq se la rimetessi originale e provassi con il flow rate all 100%?
-
Grazie mille
-
Grazie di avermi risposto, ma potresti dirmi come si chiama il gruppo su facebook cosi provo a seguirlo e capire se è la stampante che cerco
-
scaldo l hot end alla temperatura a cui penso di lavorare (in questo caso 200c) faccio un segno con la penna sul filamento a 100 millimetri estrudo e facendo riferimento dal segno fatto sul filamento capisco se è ok
-
Buona sera a tutti, vorrei qualche informazione da chi ha questa stampante o per lo meno la conosce bene.... come è?
-
Allora tanto per cambiare anche se modifico il flow rate con il wall test lo spessore non cambia rimane sempre attorno 0.45- 0.46 e stampa piena di buchi....
-
Ho combinato allora aggiornata la stampante, regolato gli step/mm (il dato che ho impostato sul firware è di 1148) cosi estrude preciso 100 mm, pero il flow rate è peggiorato ora sto provando con il cubetto al 80% e poi lo vedo pieno di buchi come se mancasse filamento. adesso finisco di provare e poi vediamo..
-
Ho capito, cmq ho un nuovo problema non si collega piu a repiter hoster.. qualcuno sa il perche??
-
Allora io faccio proprio come dici Whitedavil regolo gli step per mm come dici te e poi regolo il flow rate pero ora mi avete messo un dubbio entrambi io su cura in questo caso ho impostato l 83% di flowrate per avere lo spessore giusto, pero a bordo macchina sull lcd il flow rate lo trovo sempre a 100% e ovviamente stampo con quel flow rate perche ho impostato cosi lo spessore wall?? (spero di essermi spiegato) cioè anche se su cura è piu basso di 100 sull lcd è sempre a 100 il flow rate.... cmq otto ora la aggiorno ri regolo il tutto e vedo di stampare un altra volta il groot
-
Ecco il risultato Ecco il risultato
-
No ma cosa sarebbe?? E sai dirmi come si fa?
-
Allora trovato, è sui materiali (scusa ma non avevo mai usato questo slicer), comunque ho impostato il tutto ho rifatto il wall test ora risulta che all 86% avevo lo spessore del muro a 0.40-0.41. Per questioni di tempo ho rimesso la figurina completa senza tagliarla stesse impostazioni di ieri pero il flow rate lo ho impostato al 83% (lo ho abbassato un po visto che ieri che era preciso ed ero sovra estruso). Allora ora sta stampando se ci sono altre cose da provare basta che mi dici e io appena arrivo a casa, provo.
-
Allora cè un problema, sono sicuro all 100% che gli step/mm siano giusti perché li ho provati anche ieri, però io su cura non ho mai trovato dove mettere lo spessore reale del filamento, potrebbe essere quello?
-
Allora ti mando il file probabolamente dovrò mettervi il link e riprovo a lanciarla abbasando il flow rate appena arrivo a casa.... ma quello che vi chiedo come fa a essere sovraestrusione se in alcuni punti manca del filamento come sulla testa e sulla schiena?? Cmq il flow rate al momento lo ho al 77%
-
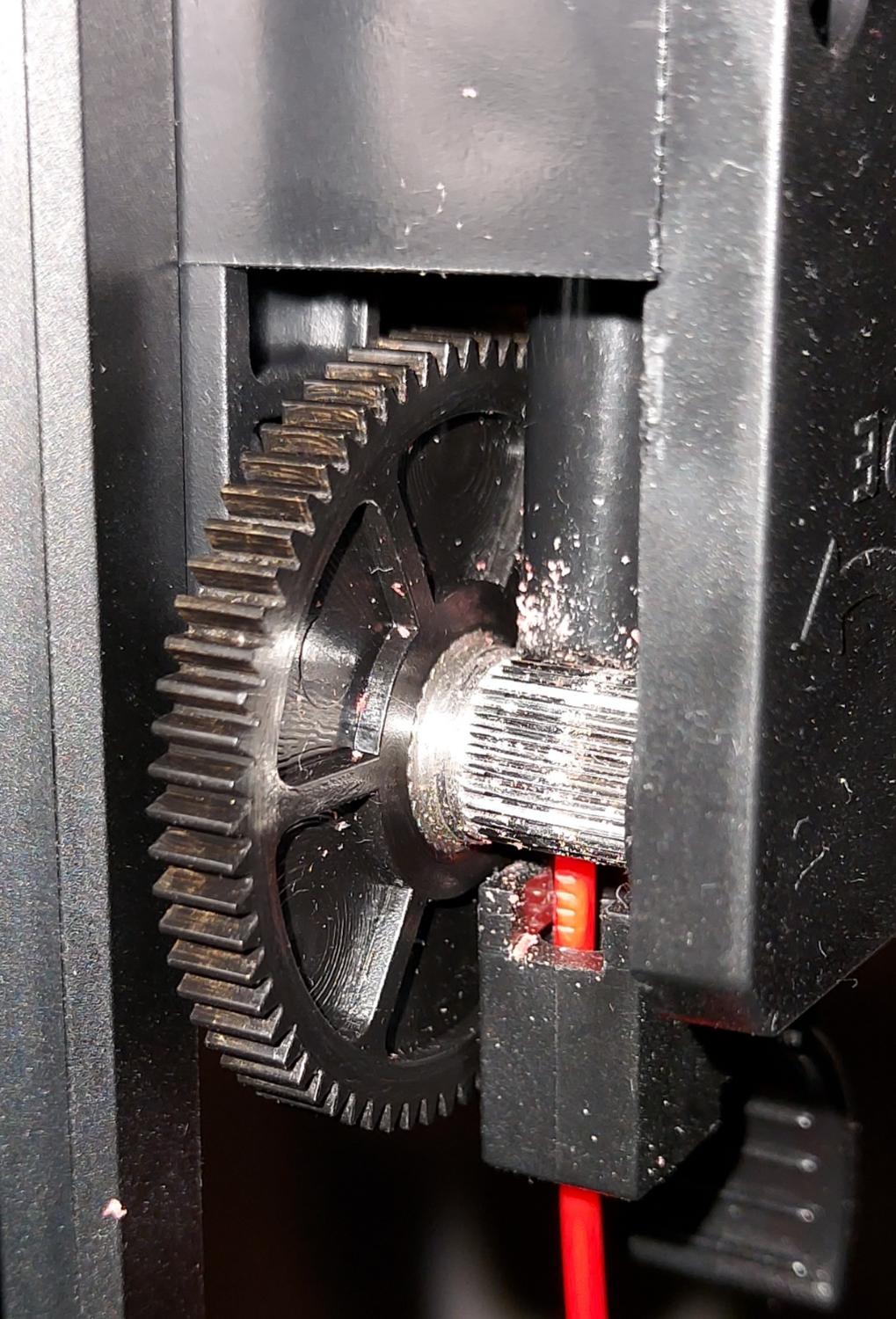
Ciao, whitedavil sono d accordo con te che cura è troppo incasinato(mio parere personale), ho sempre cercato di usare ideamaker secondo molto piu semplice, pero secondo me non comunica bene con la stampante, perche da quando sono passato a cura abbiamo incominciato a vedere diversi miglioramenti che prima non avevo, ti posto la foto degli igranaggi Ecco il risultato non è dei migliori altezza 0.2 e con le impostazione da te suggerite
-
Ehh non te lo so dire per certo ma penso proprio di si
-
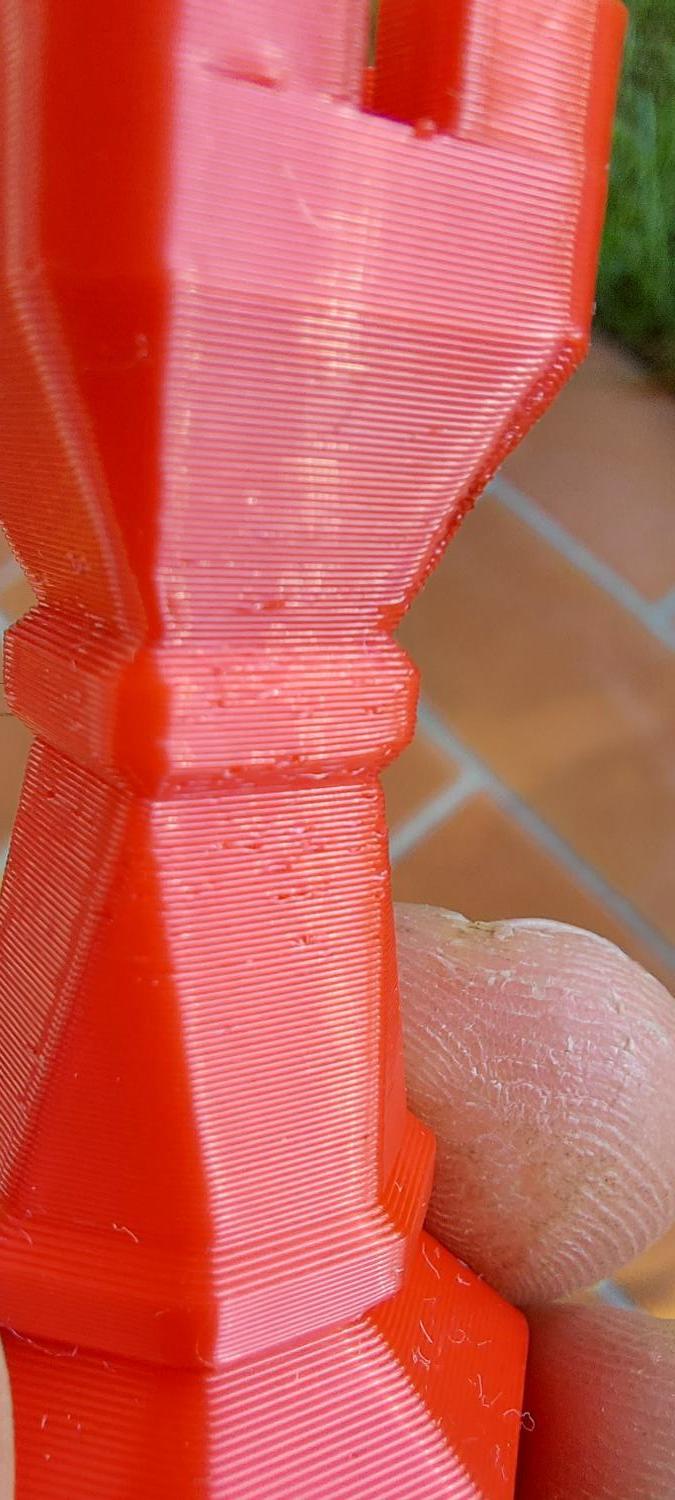
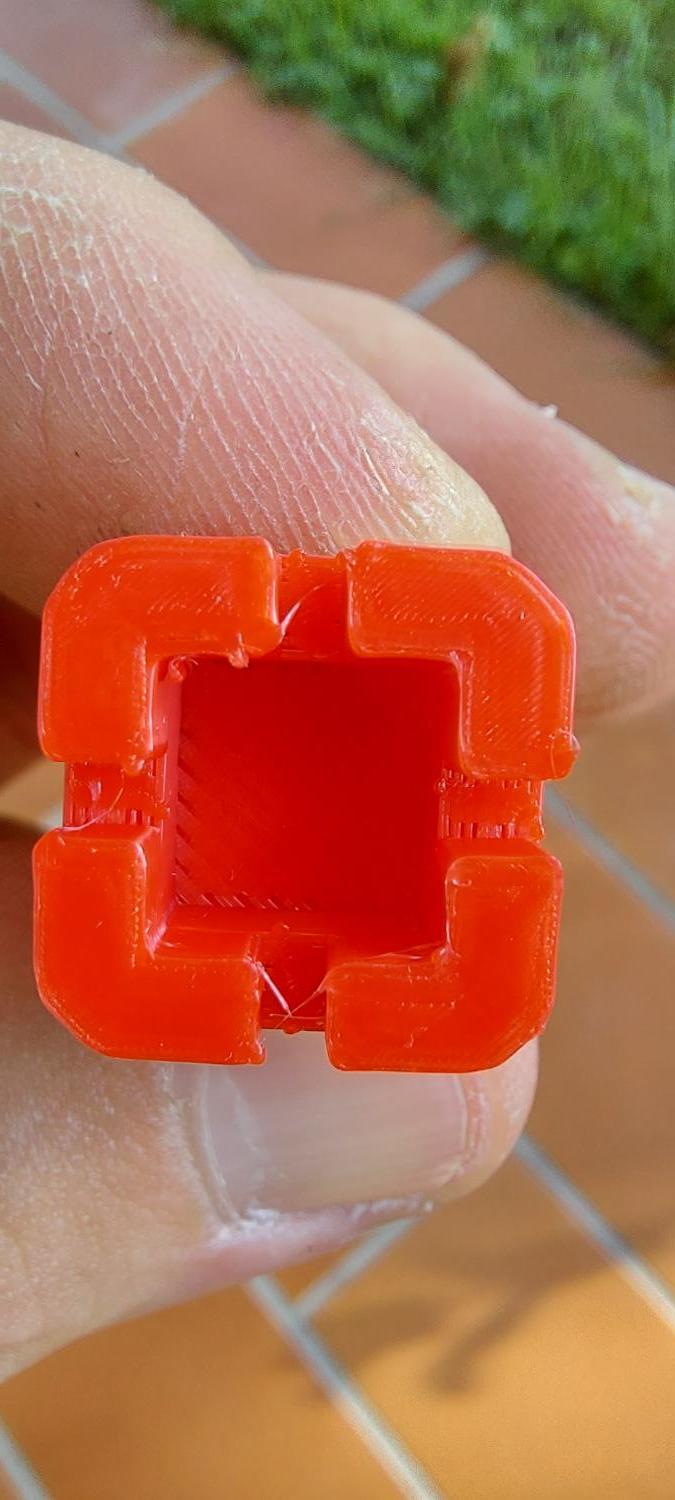
Ok... io cmq ho stampato la torre tu posto le foto, ora vado a stampare la figurina groot
-
Allora non so se ho sbagliato, ma la ho fatta partire ora con la torre che era una delle prime cose che provavo a fare con le impostazioni nuove, retrazione ho messo 5 mm 35mm/sec e ora stiamo a vedere se invece preferisci il groot fammi sapere che appena torno a casa glielo faccio fare. Ti chiedo Otto ma secondo te se provassimo con il PETG?? potrebbe essere "piu facile"??