john
-
Numero contenuti
353 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di john
-
un altra cosa che mi sono dimenticato ma per caso sai come faccio a prima di farla partire a stampare farle fuoriuscire un po di filamento e quando finisce a retrarlo indietro??
-
Allora eccomi qua allora ho fatto una nuova con il coasting attivo le impostazioni che ho usato sono: e mie impostazioni sono ALtezza layer 0.1 larghezza layer 0.425 pareti,top e bottom layer 3 densita 50% temperatura hotend 195c velocita 45mm/s zhop 0.2 retrazione 4mm 35mm/s il coasting Vol 0,08 e Min Vol Before Coasting 0,8. e uso Il PLA eryone questo è il risulatoto.... secondo voi si puoi migliorare?? c'è ancora qualche filo ma non penso di poter abbassare ancora di piu la temperatura e ci sono delle bave sulle estremita..

-
Allora ho controllato il bowden ma a me sembra ok nel senso che filo non balla dentro ed a me sembra abbastanza preciso, io sui miei setting uso lo zhop e la retrazione a 6mm perche ho visto che se abbasso incomincio a trovare fili ovunque, il coasting sai dove lo trovo su cura?? cosi provo. Si mi avevi gia chiesto infatti la sto tenendo d occhio ma la temperatura oscilla di 1 grado e non molte volte questo è il miglior PID che sono riuscito a fare. Comunque volevo vedere la differenza tra un mio setting a 0.1 altezza layer e il tuo e ora lo ho fatto partire ammesso che vedo gia che con il tuo ci ho impiegato un ora e venti minuti e con il mio setting ci impiego 2 ore e venti minuti, pero voglio confrontarli e vedere le differenze.... piu tardi ti faccio sapere e posto foto
-
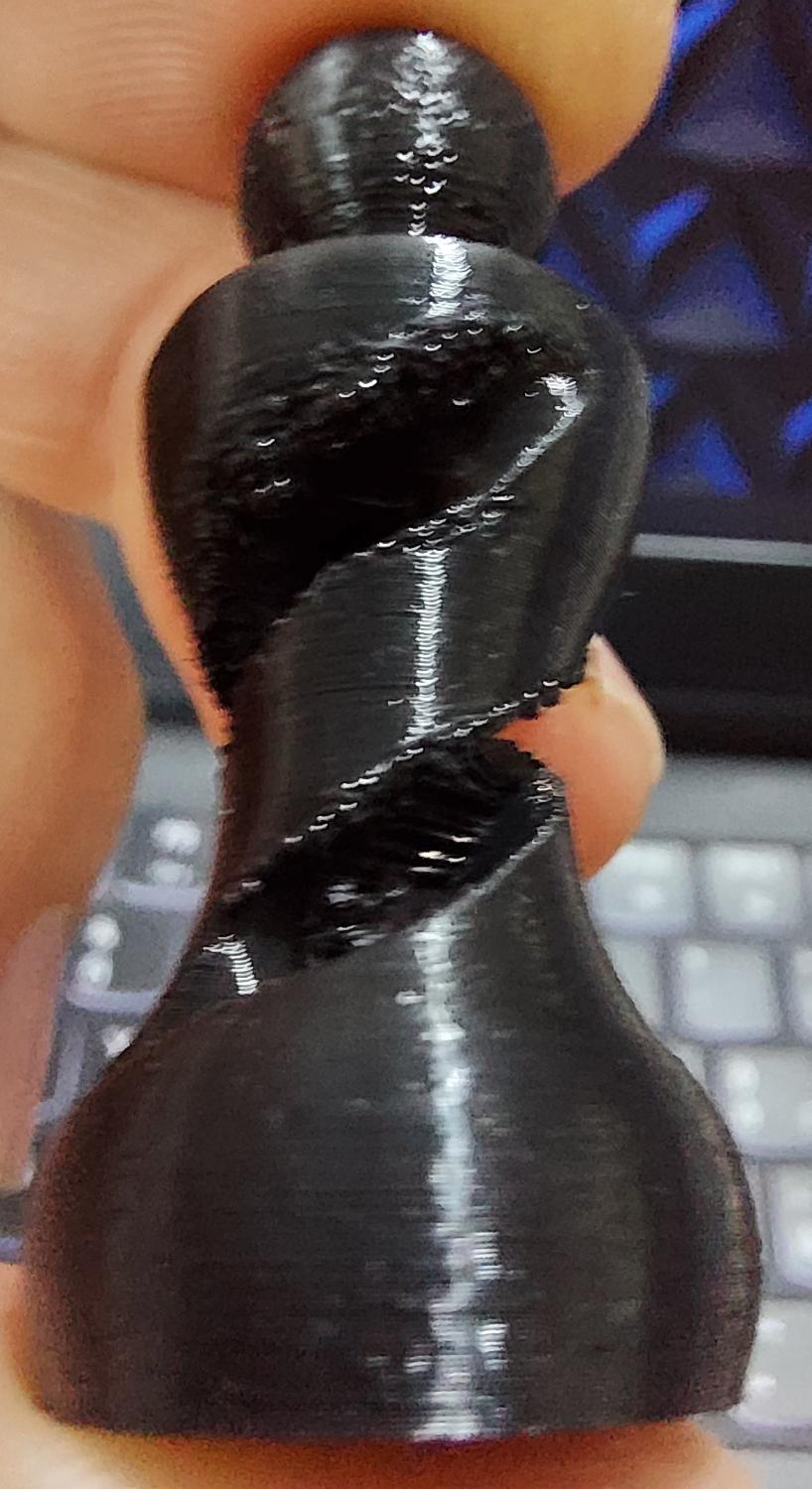
Allora ho fatto una prova dopo aver fatto il tuo flie g code. e vedendo che insomma c'èrano delle differenze ne ho rifatto uno io vi posto le foto quello a sx lo ho fatto io e quello a dx è il file di Otto. le mie impostazioni sono ALtezza layer 0.2 larghezza layer 0.425 pareti,top e bottom layer 3 densita 50% temperatura hotend 200c velocita 45mm/s retrazione 6mm 35mm/s e uso Il PLA eryone
-
Allora Otto lo ho appena fatto partire da 20 min e sembra venire fuori davvero bene, pero ti posto le foto appena finisce
-
Scusami mi confondo sempre cmq io ho questa sensazione che il filo non scorra bene nel senso che a mano alla temperatura di 250 c il pla dovrebbe uscire bene dall hotend e invece scorre bene per poco e poi si indurisce.... però l hot end è pulito non ha niente dentro
-
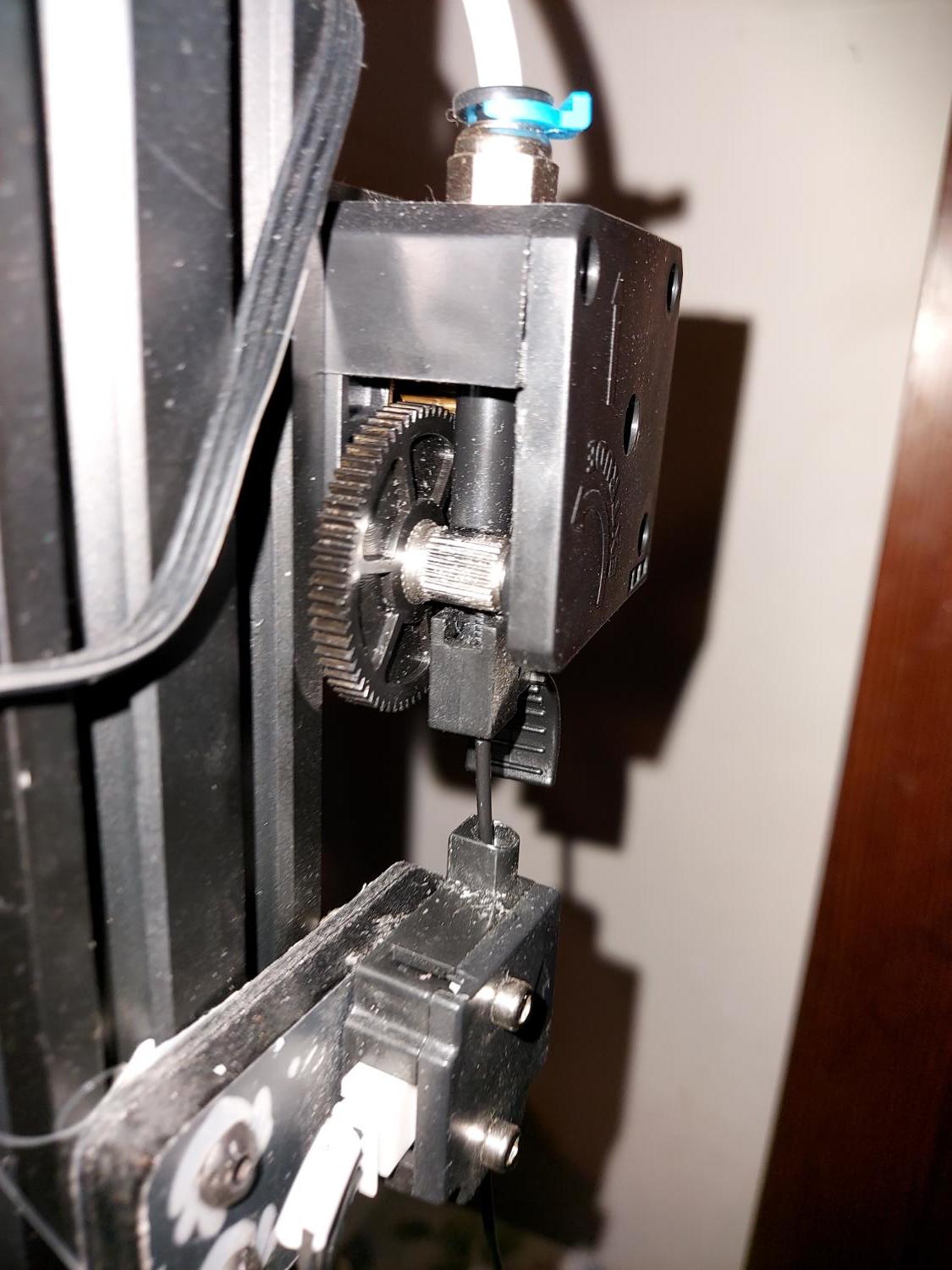
ok provero domani mattina cmq si l e strusore è in metallo ed è quello in foto, intanto grazie a appena ho qualcosa vi dico
-
Allora per hotend credo si nel senso che per richiuderlo lo scaldato e stretto bene, provo a vedere la ruota ma cercherò magari di mettere delle foto, magari si vedete qualcosa
-
Allora l estrusore lo ho smontato tutto ed è pulito però il bowden rovinato non credo perché ho provato a farlo scorrere togliendo dall estrusore e si muove bene, la ruota godronata la ho guardato ma non mi sembra sporca e non penso che sia usurata in 2 mesi e il filamento lo ho asciugato da poco..... provero a vedere la ruota se vedo qualcosa cosa dovrei cerca se sporca o consumata ?? Ok allora domani proverò di sicuro e vediamo che succede, grazie intanto a tutti
-
Guarda neanche io capisco ora ho settato i parametri originali e ho fatto partire una stampa ma poco dopo la partenza il filamento si è bloccato e non esce più.... non capisco proprio dove sia il problema...
-
allora ho fatto un altra prova con le impostazioni che mi aveva consigliato Otto ma la macchina non ne vuole sentire secondo me ce qualche problema nello scorrimento del filamento ma non so cosa possa essere, questa è la mia impressione vendendola lavorare ....vi posto qualche foto
-
se dovesse venirti bene ti dispiacerebbe mandarmi il gcode. cosi provo anche io sulla mia..?
-
Allora ora la ho fatta ripartire con le impostazioni che mi hai consigliato, unica cosa che ho cambiato ho aumentato a 200c e il flow rate all 83% per avere uno spessore parete 0.40-0.41 con il wall test, ho provato a postare il file stl ma supera il limite kb, il link è questo https://www.thingiverse.com/thing:3547967,
-
Allora appena arrivo a casa proverò sia con le impostazioni da te suggerite e posterò il file stl., ma non ho capito come fare con il discorso di regolare gli step per il flw rate all 100% nel senso che la macchina è stata settata precisa gli step/mm dell estrusore se faccio la prova esteudo perfettamente 100mm di filamento e facendo la prova dell wall test per avere una parete giusta a di spessore 0.4 devo avere un flow rate al 80%... percui non ho capito come potrei portarlo al 100%.... Elvox che in realtà è eryone è la marca del Pla che utilizzo..
-
Scusate pla elvox
-
Ciao killorb allora, temperatura 190 c Altezza layer 0.2 altezza primo layer 0.2 larghezza della linea 0.4 percentuali di flusso 80% percentuali di riempimento 50% numero di top e bottom layer 3 numero di pareti perimetrali 2 retrazione 6mm 35mm/s velocita 45mm/s ti ho dato qualche informazione in piu, magari puo essere utile
-
Mentre cercavo di farmi qualche idea ho trovato anche il modo di mandarti le foto, cmq sono d accordo con te, ma trovo strano che sia cosi complicata da tarare, fa fatica a partire, dopo parte e lascia buchi o estrude di piu di quel che deve, anche se ho tarato il flow rate facendo il wall test e anche il filamento che sia preciso... ecco qui aggiungo anche la retrazione che a qualsaisi temperatura non funziona è troppo strano..
-
Ehh lo so ma qualsiasi foto dettagliata che faccia supera 1000kb percui non riesco a postarneneache una, ma in ogni caso sto pensando di smontarla e trasformarla in un altro progetto o svenderla, perche non funziona, il filamento si inceppa sempre fa fatica ad uscire e quando esce anche se il motore è fermo continua a uscire filamento a qualsiasi temperatura...
-
Ciao, ti posto le foto ma non capisco in un primo momento sembrava migliorata poi disastro ancora, la retrazione funziona ma i fili sono ovunque anche a 190c, la stampa viene fuori male, secondo me in qualche modo si inceppa ma non capisco dove estrusore nuovo e pulito, la rotellina dell ingranaggio stretta quasi al massimo così non possa scivolare, se hai qualche idea dimmi pure... Non riesco a postarle perche sono piu grandi di 1000 kb percui se hai una mail te le mando li
-
Allora mi rimangio tutto per il momento, io ho sempre provato con lo slicicer ideamker, ieri un po preso dalla disperazione ho provato Cura e con le stesse identiche impostazione che usavo in ideamker la stampante sembra un altra, si ci sono ancora delle imperfezioni ( ti postero una foto il prima possibile) pero sembra un altra stampante, adesso a breve ti posto delle foto se riesci a dirmi come sistemare queste cose.
-
Ciao otto, allora ho sostituito l hot end con uno singolo ma non c'è niente da fare la stampante in alcune facce c'è sovraestrusione (sembra che ne metta di piu) ed in altre facce ci sono tanti buchini, io sono sempre piu convinto che il problema sia la retrazione (perche da quando ho trovato il modo di farla funzionare, la macchina non va piu bene)
-
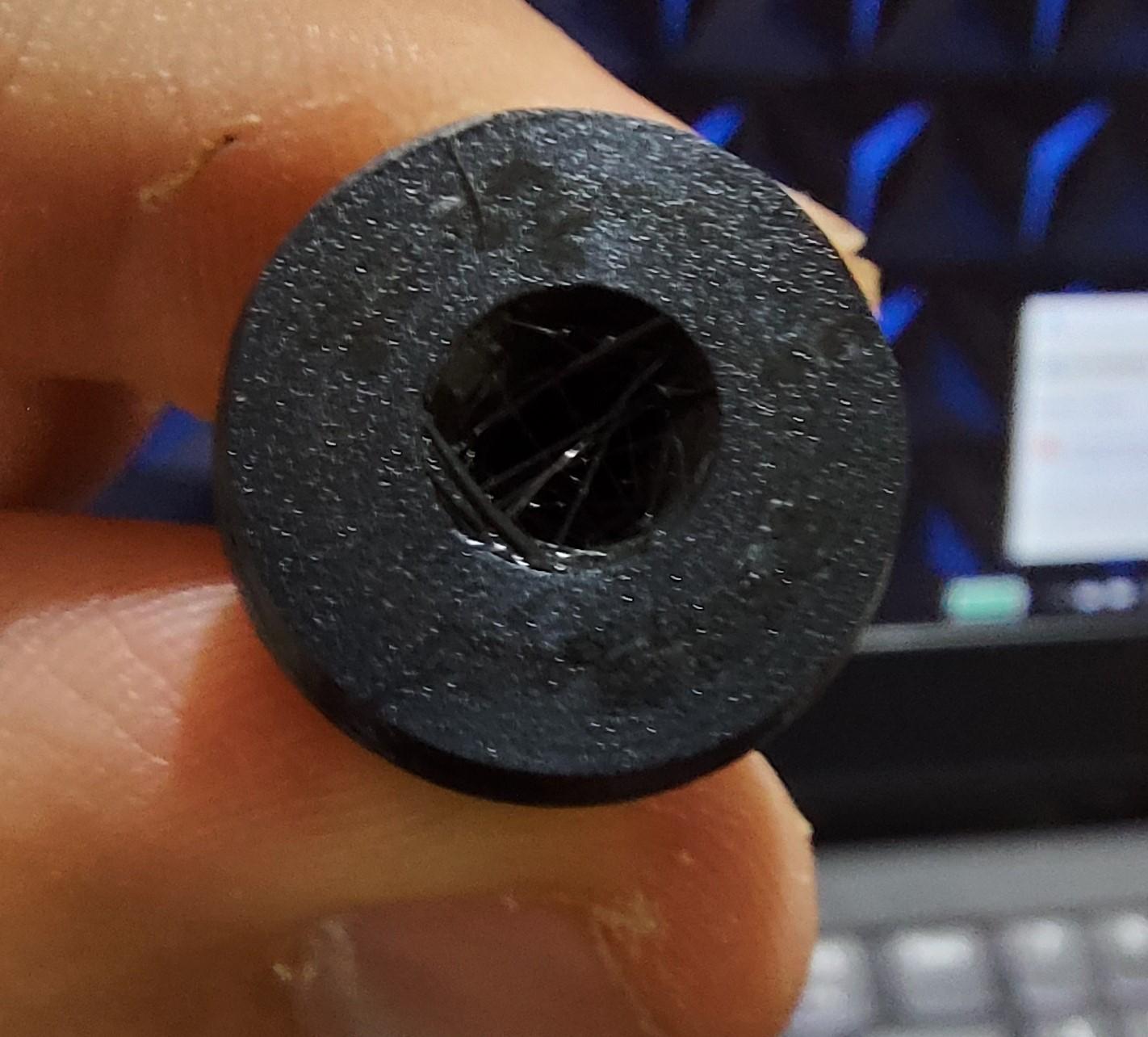
Allora ti posto un po di foto, l oggetto lo ho spezzato apposta perche andavo meglio a fotografarlo, ametto che questo lo ho fatto con un coasting 3.5mm sicuramente troppo, pero i problemi li avevo lo stesso anche con il coasting a 0.50. Ti ho messo anche la foto dell ingranaggio, io ho guardato e girando ho visto un puntino nero su tutto l ignranaggio ma no macchie e l estrusore si come vedi è un estrusore normale, non penso sia quello il problema, pero insomma se hai qualche consiglio, dopo due mesi di prove sincermante sta stronzy mi sta stancando...^^
-
Ciao, dopo mille peripezie e prove non cè niente da fare continua a stampare male, adesso il pid è fatto e la temperatura è stabile, allora la retrazione diciamo lascia qualche filetto impostando la temperatura a 190c è 6mm 40mm/sec, però la cucitura sembra disallineata, in alcuni punti anche il pezzo è disalineato e ed il pezzo è pieno di buchi più tardi metterò delle foto se hai qualche idea.... io ho provato a leggere anche altri forum e opinioni ma nessuno che abbia risolto
-
Ciao Otto, allora io utilizzo il pla eryone, pero dammi tempo perche ora la stampante non capisco perche si inceppa, ho smontato anche tutto il gruppo estrusore ma non c'è niente, in questi giorni provero a vedere cmq ho provato a vedere la temperatura e mi oscilla anche di 5 C percui sicuramente è un problema, ho letto anche il post pero non ho capito come faccio ad inserirre i nuovi dati nella stampante....
-
Ok, allora domani provero a fare una stampa abbassando la temperatura a 200 C e rallentando la velocita angolare e poi ti faccio sapere, cmq ti posso gia dire che la temperatura non la mantiene stabile oscila 2-3 c e che il coasting lo ho disabilitato. In ogni caso la macchina ha un unico estrusore dove vanno innestati due filamenti io ora ne uso solo, percui è come la stessi usando in singolo. Cmq domani ti faccio sapere, grazie intanto.