john
-
Numero contenuti
353 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di john
-
Allora il tubetto capricorn lo ho tagliato dritto con lo strumento che vendono con il kit, poi l hot end io lo ho pulito più volte (non aveva più alcun residuo di filamento sia hot end che ugello) e lo ho chiuso prima scladandolo e poi avvitandoloo tutte le sue parti... montato inserito la sonda e il perno riscaldante ( scusate non mi vieni in mente il suo nome) tutto come era in origine ( sono sicuro perché gli ho fatto anche le foto)
-
Sfortunatamente non posso scendere ancora di molto al massimo posso provare a lavorare a 171-172 sennò dopo incomincia a oscillare le temperature e il filo non esce più... Tu dici che è un travel ridicolo sinceramente non lo so quanto sia, perché il file me lo ha passato otto ma anche sulle mie stampe che è impostato a 120 mm/s la,situazione non è migliore
-
Allora ti ho fatto il video e un paio di foto sempre il tuo file che mi hai postato ieri

-
Allora ieri la ho guardata per un bel po e la rotellina quando passava da una torre all altra si bloccava per poi ripartire..
-
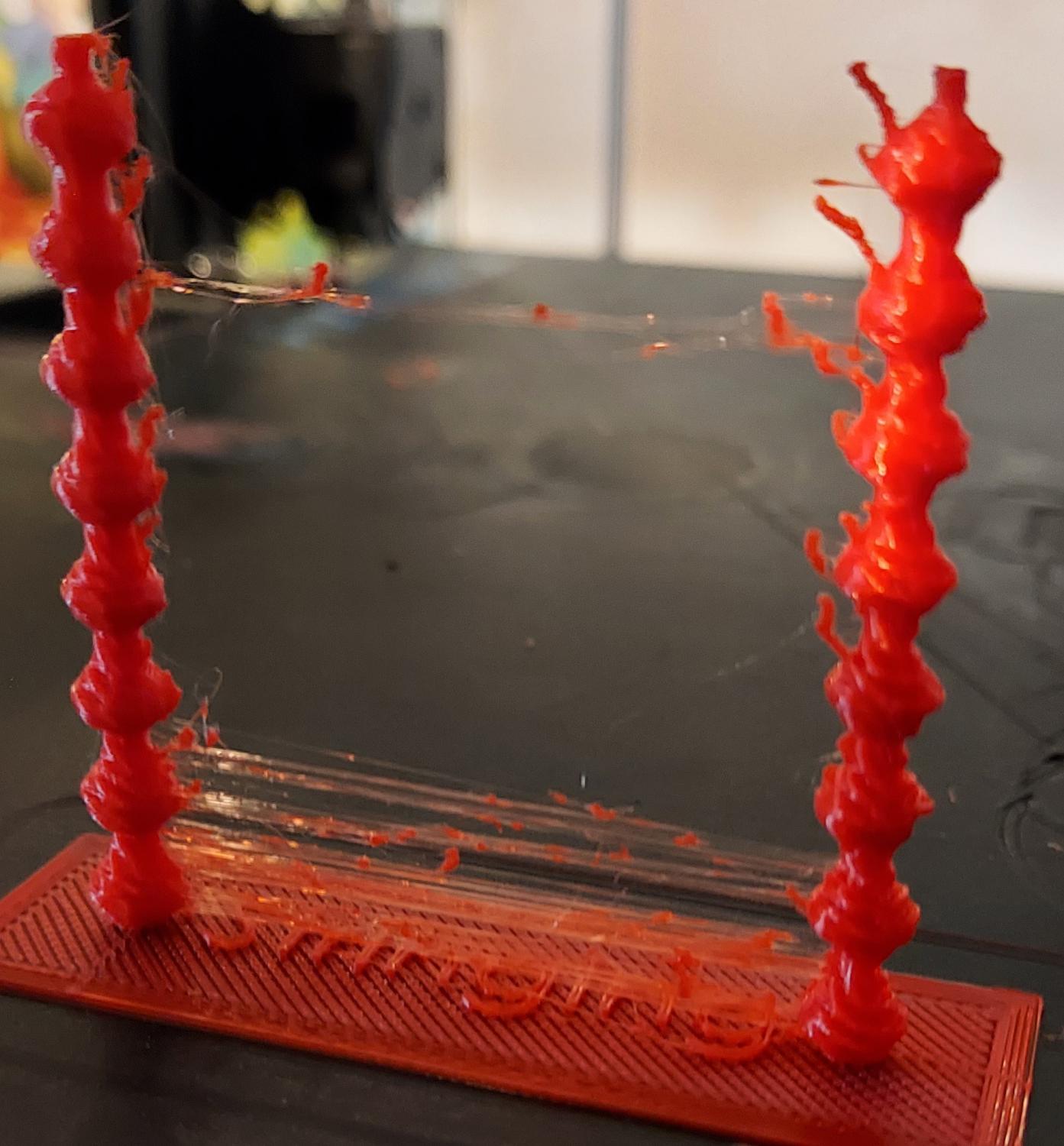
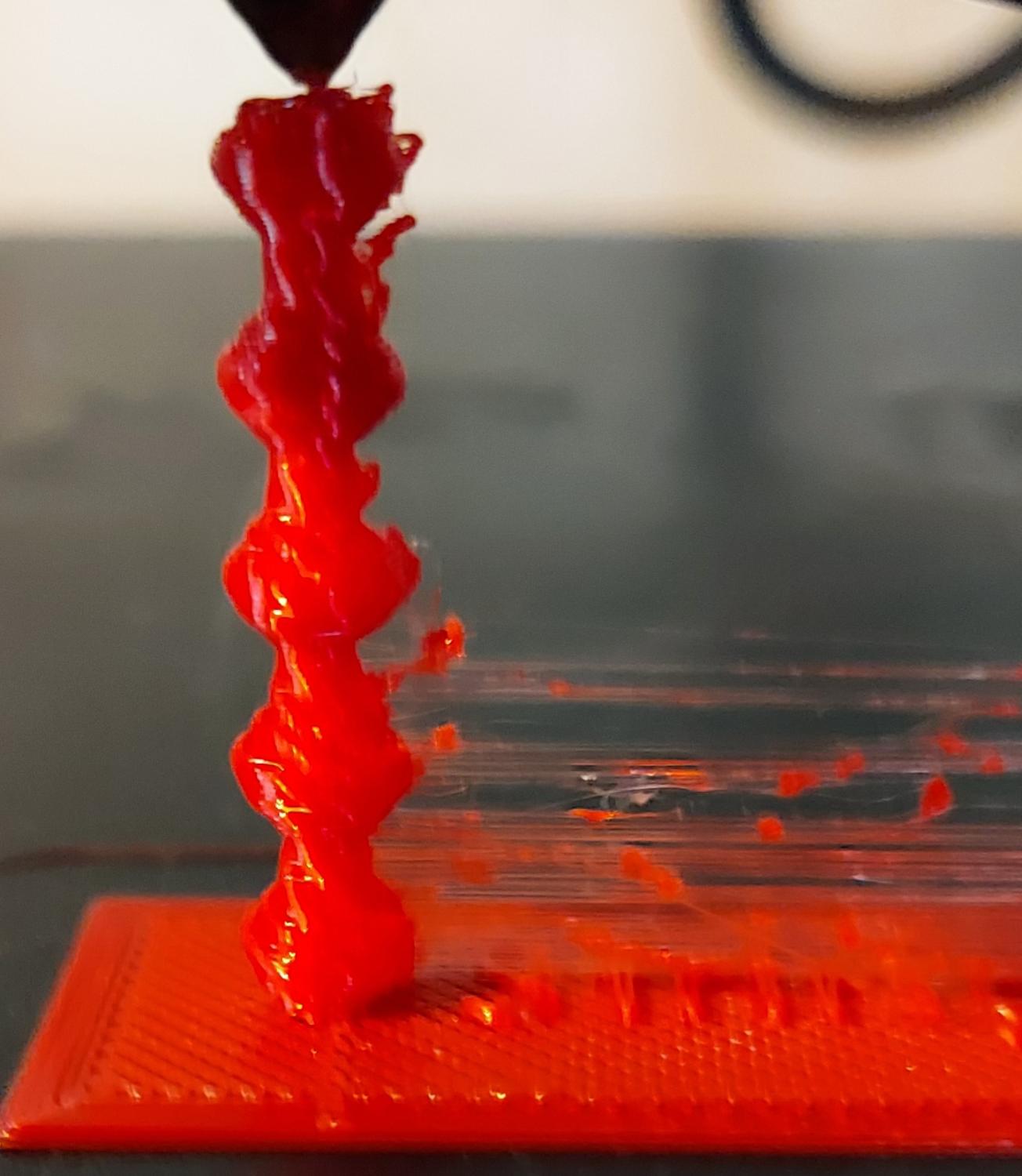
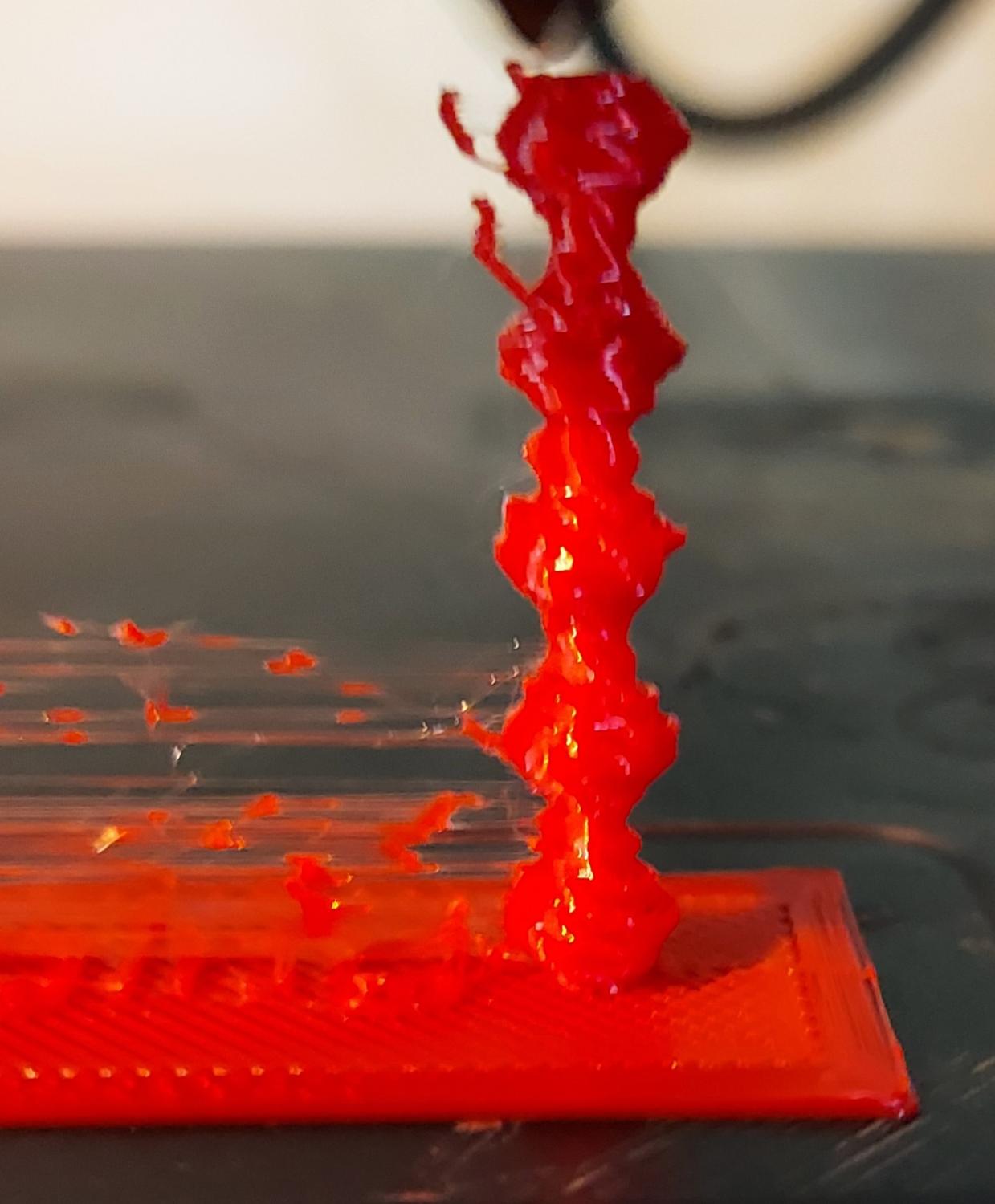
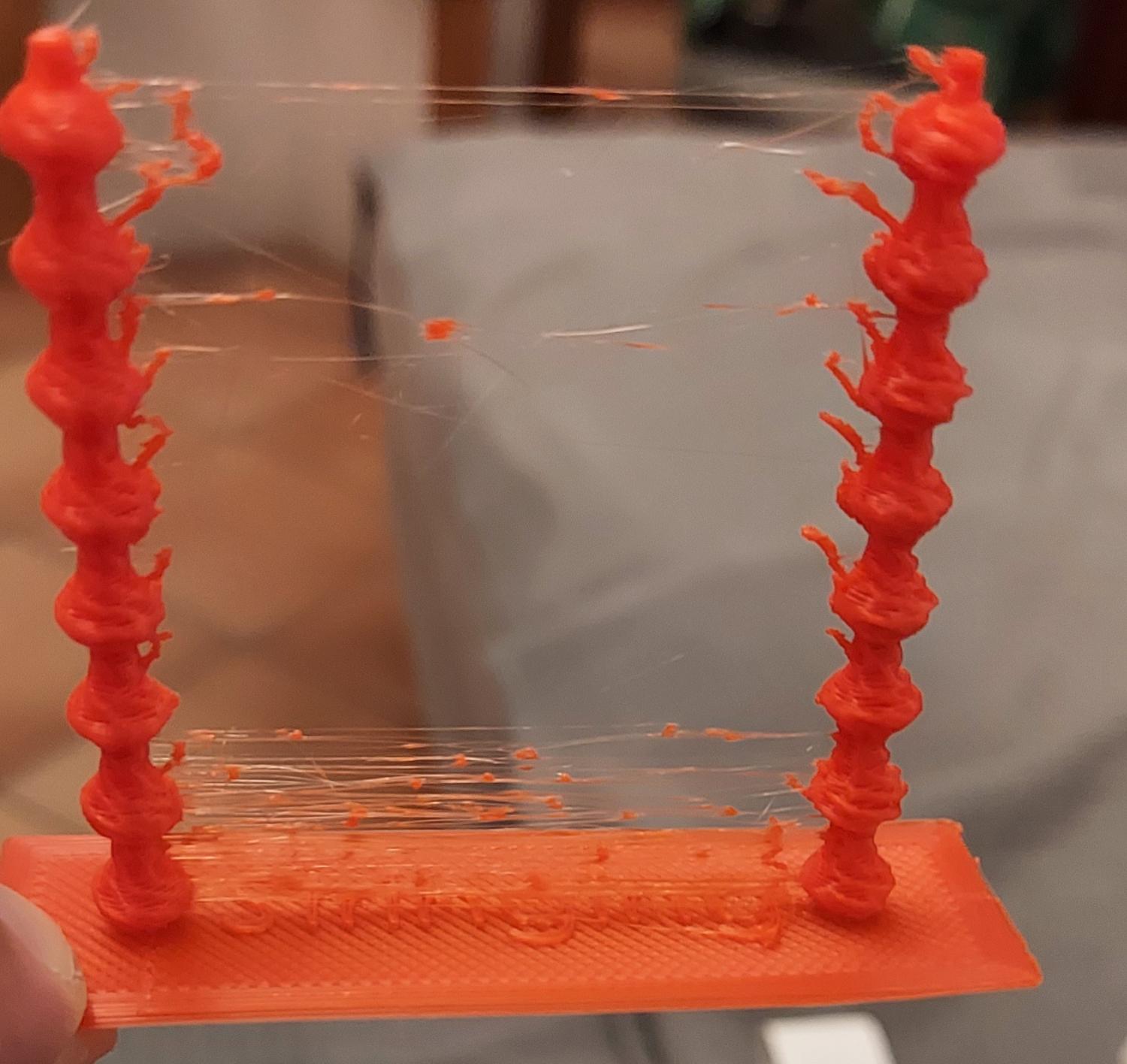
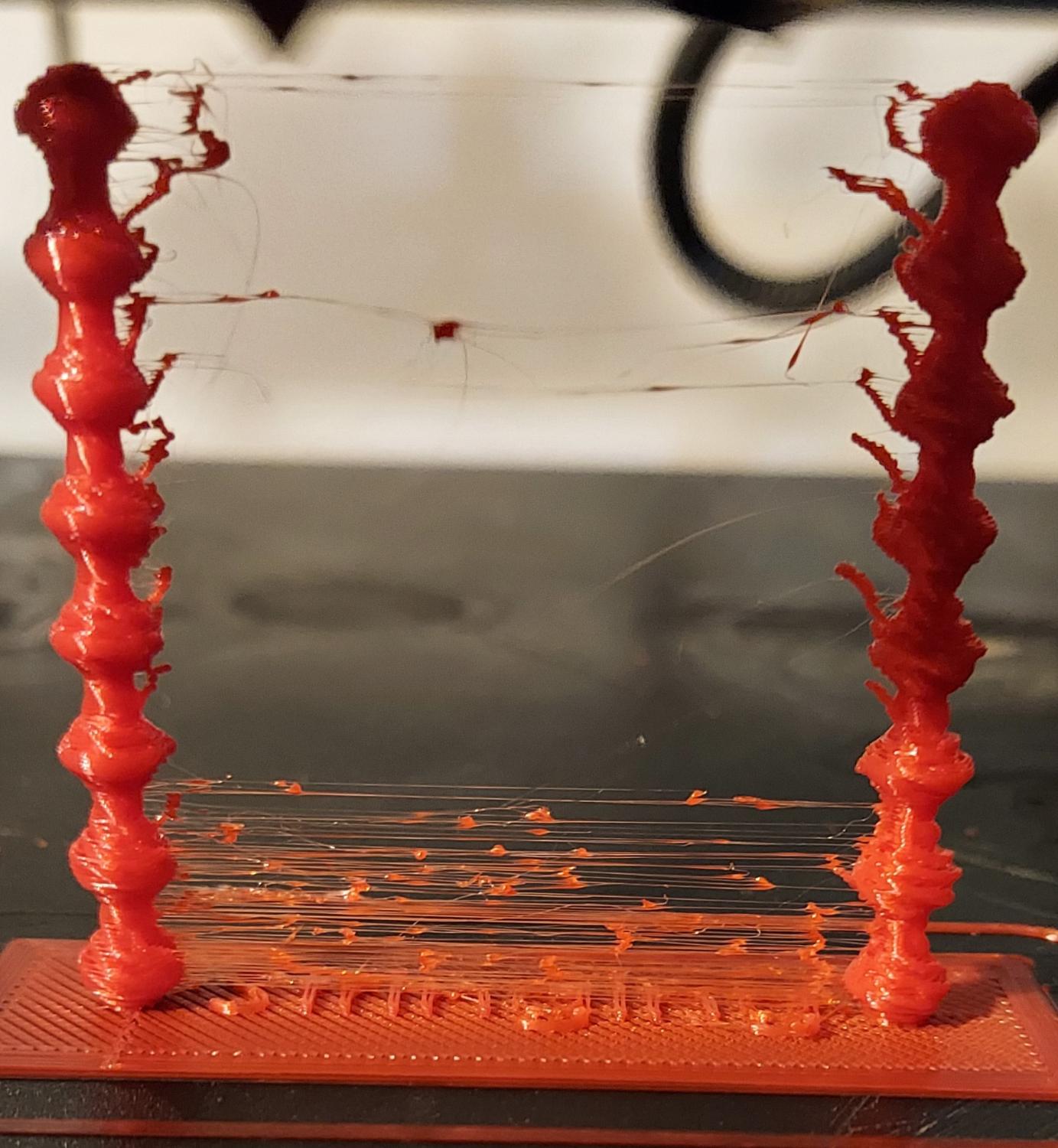
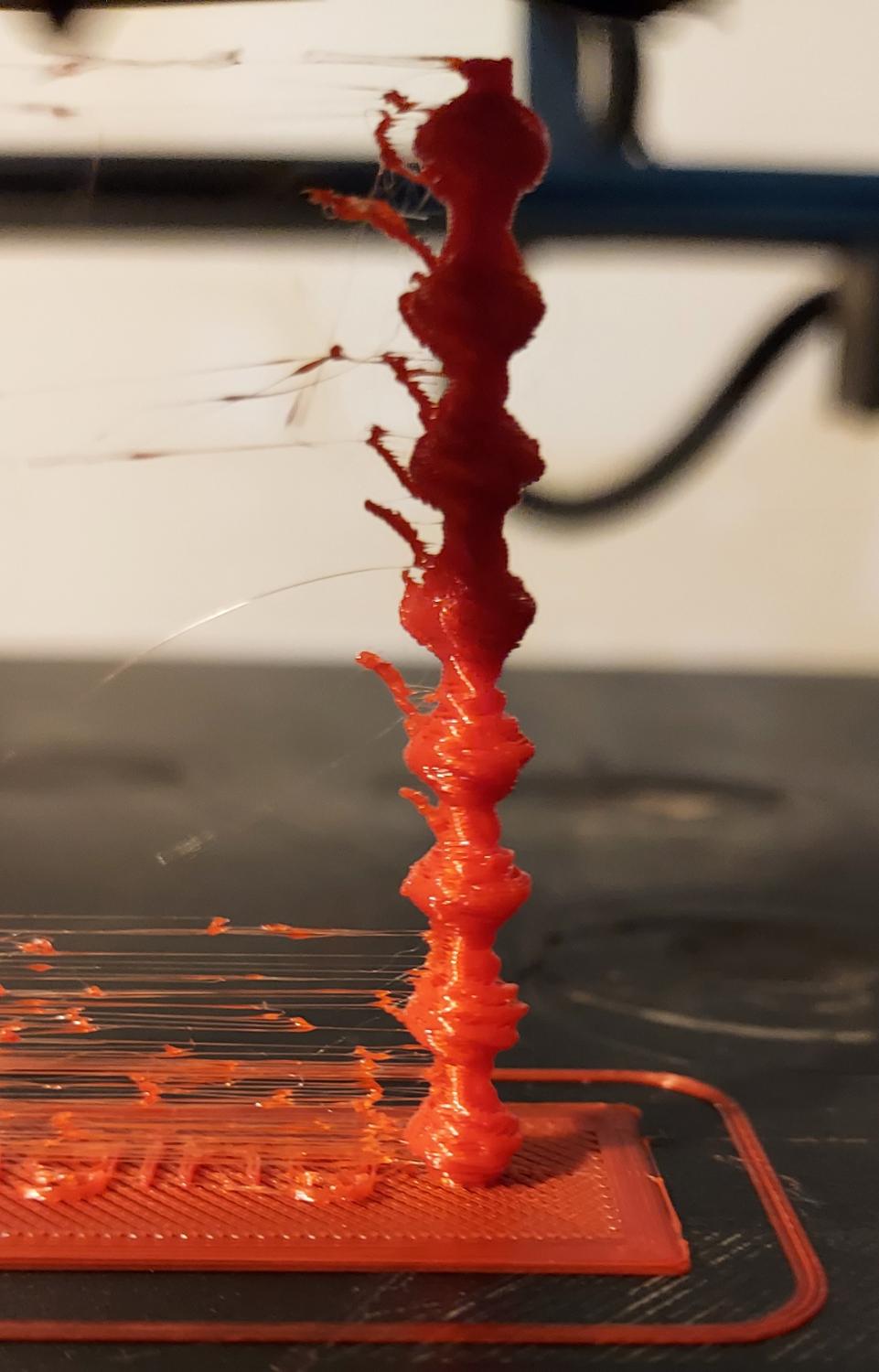
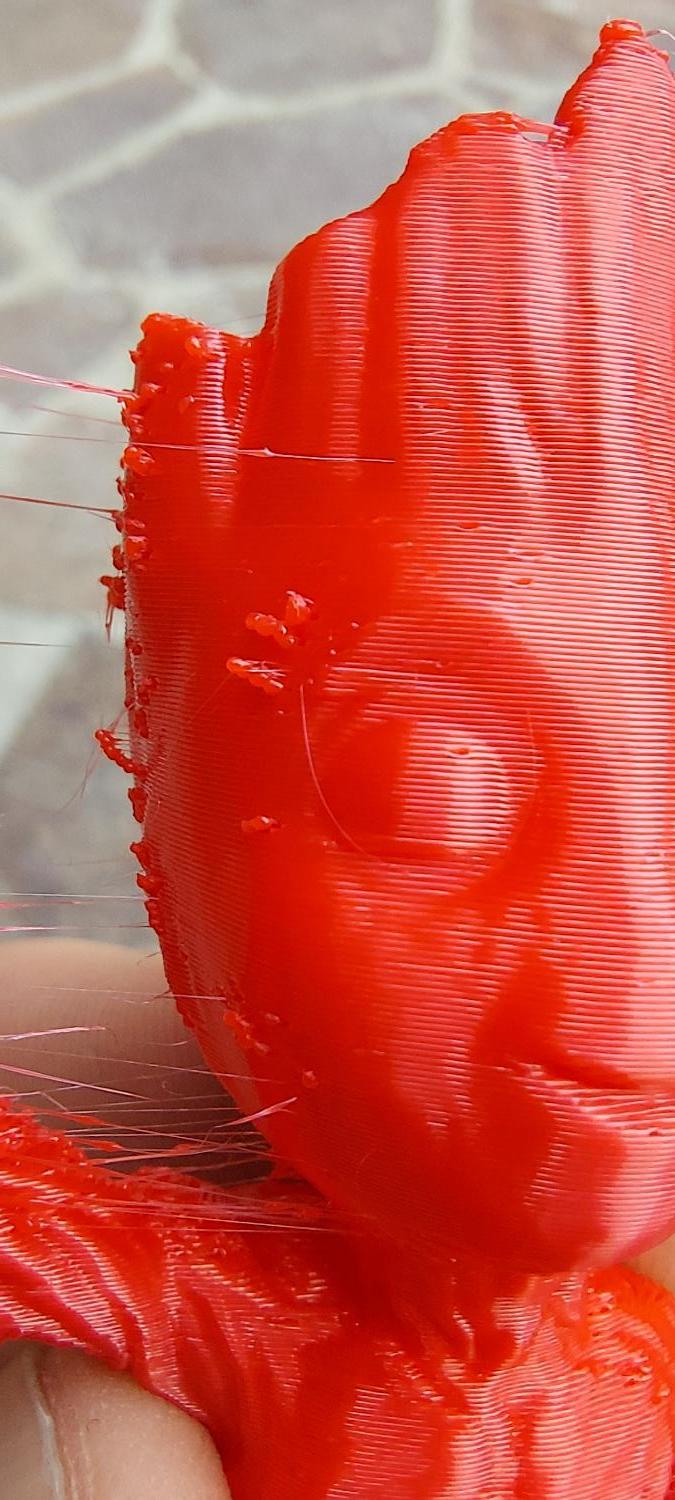
Allora ti posto le foto ma è sotto estrusa e ci sono un po di fili e casini....
-
ecco le impostazioni della stampante: (spero di essere riuscito a riemettertelo perfettamente in ordine perche dopo il coppia e incolla era tutto incasinato) ; ;; Versione: V1.4.1ZE_RC27m4 LCD: 3';' seguito da commenti M8000 I1; supporta o meno il salvataggio dopo lo spegnimento M8001 I1; supporto o meno all'inizio del ripristino M8002 I-1; direzione motore X M8003 I-1; Direzione motore Y M8004 I1; direzione motore Z M8005 I-1;E direzione motore M8005 I1 E2;E2 direzione motore M8005 I1 E3;E3 direzione motore M8005 X0; asse X 0: la testa di estrusione si muove 1: la piattaforma si muove M8005 Y0; asse Y 0: la testa di estrusione si muove 1: la piattaforma si muove M8005 Z1; asse Z 0: la testa di estrusione si muove 1: la piattaforma si muove M8006 I100, velocità iniziale M8007 I20; velocità di piegatura rotaia M8008 I100; accelerazione M8007 E20; velocità di piegatura binario E M8008 E100;E accelerazione M8009 S0.006250; x,y in ogni passo mm M8010 S0.001250;z per passo mm M8011 S0.001308;e mm per passo M8012 I100; XY velocità massima M8013 I20;Z velocità massima M8014 I120;E velocità massima M8015 I8; Z la prima velocità zero M8016 I6;Z secondo velocità di ritorno allo zero M8015 S25; XY velocità zero per la prima volta M8016 S6; velocità di ritorno a zero XY per la seconda volta M8017 I6; lunghezza pre-estrusione M8018 I120; Velocità massima di pre-estrusione M8019 I50; velocità di prelievo del filo Makerware M8020 S1.500000; Lunghezza di ritiro del filo Makerware M8033 S0.000000; Makerware cambia la lunghezza del ritiro del filo dell'estrusore M8021 S1.750000;diametro consumabile M8022 I275; Temperatura massima della testa di estrusione M8022 T170; Temperatura minima di estrusione dei materiali di consumo M8023 I100; temperatura massima del letto caldo M8023 T0; abilitazione avviso temperatura 0: abilitazione 1: disabilitazione M8024 I330;X corsa massima M8025 I330; Y richiede una corsa ampia M8026 I400.000000;Z corsa massima M8027 I2; Numero di teste di estrusione M8027 S1; testina di stampa multi-in e one-out 1: sì 0: no ; M8027 Z0; considera E2 come l'altro asse del doppio asse Z ; M8027 Y0; considera E2 come l'altro asse del doppio asse Y ; M8027 E0; tratta E2 come doppio asse E1 M8027 T1;0: Disabilita letto caldo 1: Abilita letto caldo M8028 S0.000000; compensazione prelievo filo withdrawal M8029 I0;Limite XY 0: Limite minimo 1: Limite massimo 2: Limite bilaterale 3: Posteriore sinistro 4: Anteriore destro M8029 T0; cablaggio limite 0: limite normalmente aperto 1: limite normalmente chiuso M8029 S0;Tipo limite Z 0: limite minimo 1: limite massimo M8029 C0; azione dopo la ricerca del punto di riferimento XYZ 0: ritorno al punto zero (0,0,0) 1: arresto alla posizione limite M8029 P-1; Limite del filamento (livellamento delta); 1: Uguale al tipo di limite XYZ -1: Opposto al tipo di limite XYZ M8029 D1; Abilita rilevamento materiali di consumo M8030 I0; temperatura di autoaccensione del ventilatore M8030 I50 T-1; La temperatura di autoaccensione della ventola della scheda madre, normalmente aperta è impostata su zero M8031 S0.000000; secondo estrusore offset X M8032 S0.000000; offset Y della seconda testa di estrusione M8031 D0.000000; terzo estrusore offset X M8032 D0.000000; offset Y della terza testa di estrusione M8034 I1; supporto per cartelle o meno M8035 I7; Numero di punti di livellamento ; M8036 X0.1 Y0.1; Inserire tante coordinate quanti sono i punti, minore di 0 è il rapporto di corsa, altrimenti sono le coordinate M8036 X10.0000 Y10.0000; posizione di livellamento M8036 X60.0000 Y50000; posizione di livellamento M8036 X300.0000 Y300.0000; posizione di livellamento M8036 X60.0000 Y300.0000; posizione di livellamento M8036 X300.0000 Y300.0000; posizione di livellamento M8036 X60.0000 Y50000; posizione di livellamento M8036 X300.0000 Y50000;posizione livellamento M8080 I2;Tipo di modello 0: XYZ 1: Delta 2: Hbot M8081 I2;sensore di temperatura 0: NTC 100K 1 B 1: Termocoppia tipo K 2: Resistenza termica EPCOS NTC M8083 S180.000000;Lunghezza asta Delta Delta M8083 Z200.000000; corsa Delta Z ; M8083 I2; Se abilitare il livellamento automatico M8083 D0 P0; angolo iniziale e angolo finale del servo M8084 S80.000000; raggio di stampa delta M8084 D0; differenza raggio livellamento M8084 P0; modalità livellamento, apertura quadrata 0:7x7 1:37 punti, esagono regolare M8084 Z1.579998; offset Delta Z, 0: l'offset è vietato, la corsa è determinata impostando Z su zero, non su 0, la corsa è determinata dalla posizione del grilletto livellamento + valore offset M8085 I6000; durata logo di avvio, minimo 100 ms, massimo 6000 ms M8085 T0; tempo di attesa in standby dello screen saver, in secondi M8085 P0; Quanto tempo ci vorrà per spegnersi dopo lo standby? M8086 I1; divisione di frequenza del software di suddivisione del motore, se non capisci, imposta 1 M8087 I0 T8000; I: il tempo dalla direzione valida all'impulso valido (ns), T: il tempo di mantenimento dell'impulso più breve (ns) Se non è presente un drive esterno, impostare tutto a 0 M8089 P0 ;; Se forzare lo spegnimento di tutti i motori e del riscaldamento al termine della stampa 0: Spegnere tutto 1: Nessuna operazione dopo la stampa 2: Zero crossing dopo la stampa M301 P22.2000 I1.0800 D114.0000;parametro PID temperatura M8489 I256; rapporto pwm quando la ventola della scheda madre si avvia automaticamente M8489 T3; velocità di avanzamento del filo per il caricamento dei materiali di consumo M8489 S5; Quando il modello Delta sta livellando, la velocità di discesa durante il rilevamento dei punti ; M8520 I0;Supporto per incisione laser, reindirizzerà più funzioni, disabilitato per impostazione predefinita 1: supportato 0: non supportato ; M8520 T0; Supporto livellamento manuale, predefinito disabilitato 1: supporto 0: non supportato ; M8521 I0; Ridefinizione del riscaldamento del letto caldo, il valore predefinito è 0 M8500; salva configurazione
-
Ok allora aspetto un tuo file cmq l ultimo a 172c e il penultimo al 175c cmq io ho impostato il flow rate al 60% dall LCD, non so te quanto avessi impostato nel tuo file... cmq sta sera ti posto le mie impostazioni
-
Allora finalmente sono sotto estrusore con il file che mi hai mandato te e impostandolo al 60% però non è costante la sotto estrusione (non so sia giusto) perche in alcuni parti la figura è lisca e ben fatta.. ti posto le foto....
-
Allora ho provato a impostare 170c ma sfortunatamente oscilla troppo a basse temperature percui il filo faceva fatica ad uscire, ora la ho messa a 172 ( oscilla massimo 1 c) e flow rate 60% stiamo a vedere
-
Allora io ho provato a stampare con il file mandato da te temperatura 175c e flow rate al 90% come vedi cè ancora qualche filo, buchi e blob (ti posto le foto)... allora ora provo se riesco ad abbassare a 170c e impostero il flow rate a 60% (tutto dall lcd) cmq ho notato una che cè differenza se uso il profilo che ho creato io a se mi mandi te il file ( eppure le impostazioni che usiamo sono le stesse)
-
Allora otto la ho fatta ripartire a temperatura 175c e dall LCD ho messo 90% e ora sta stampando... però incomincio ad avere un dubbio mi è arrivato anche hot end dalla tronxy quelli originale dell xsa pro (che dovrebbe essere quello che monta la tua macchina) vale la pena provare a cambiarlo?? Non riesco a capire se sia un stampante rognosa?? Perché l altro giorno quando ho fatto lo squalo avevo la temperatura bassa (se non ricordo male 180) e mi si spezzo il filo entrambe le volte, ora stiamo lavorando a 175 (e vediamo come viene)ma come faccio io a sapere che non si spezzera magari in altre stampe
-
Allora ho reimpostato tutto di default e ho fatto partire la stampa che mi hai mandato te otto a 180c purtroppo(non so il perche) poco dopo essere partita è salita a 200c, mi sono accorto a metà Busto e da la ho reimpostato a 180c e ha finito con quella temperatura percui le foto che ho fatto sono da metà Busto in su.. ci sono ancora buchi e alcuni blob (secondo me un po meno blob)
-
Diciamo che la cosa strana è successa quando ho incominciato a provare la retazione la macchina si è incasinata.... però boh sinceramente non capisco.. cmq domani rimetto tutto di default e abbassero la temperatura...
-
Ok.. proverò lunedì ti faccio sapere, ma il mio dubbio è che sia "nata male"
-
Allora cerco di rispondere a tutti i vostri dubbi... allora ho già provato a metterla di default e il risultato è sempre lo stesso( amesso che avevo cambiato solo l estrusore) prima dell upload. Per la retrazione no ti dico che varia perche ho fatto delle prove visive provando ad retrare 2 o 10 mm e si vedeva che l una dall altra ritraeva più filamento, te otto dici che sia il setting ma guarda che è un setting normale(base), trovo strano che sia così difficile farla andare bene
-
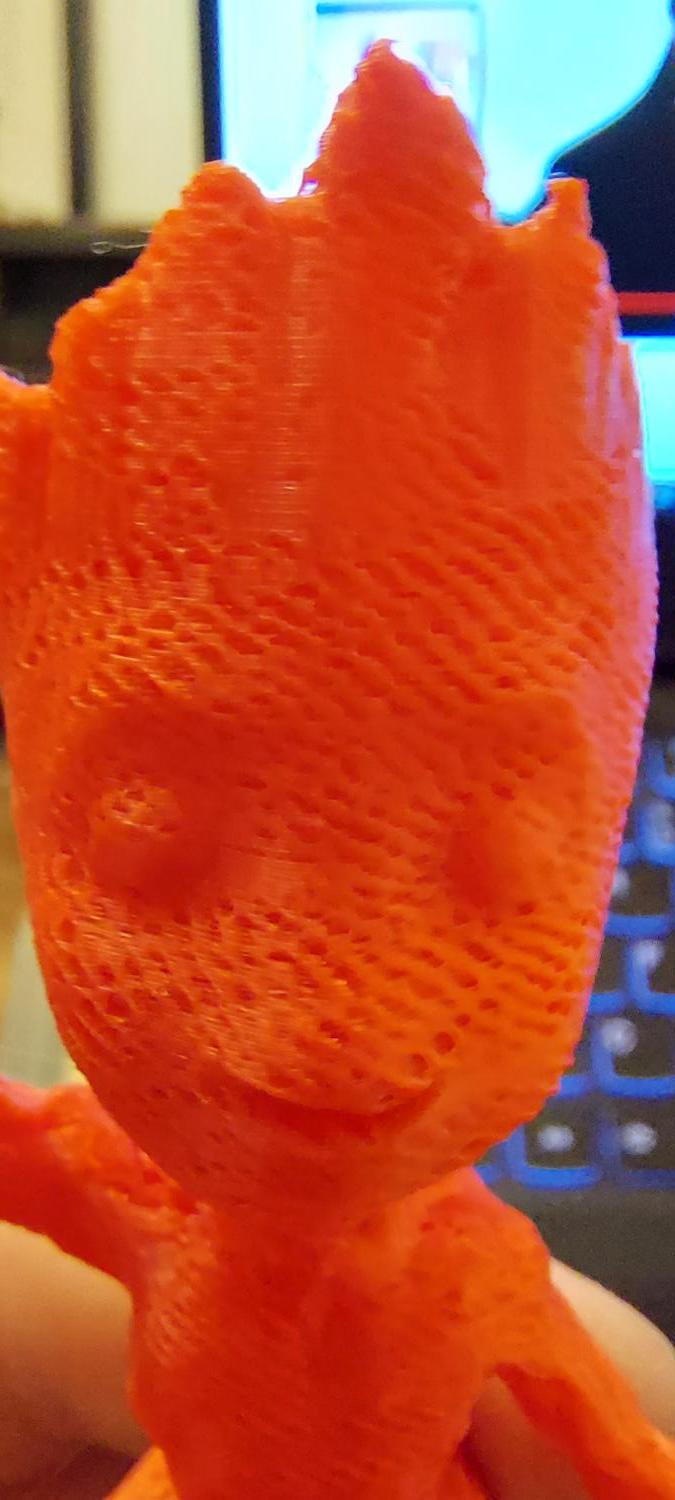
Ecco il risultato con il tuo gcode
-
Ok adesso lancio cmq questo il mio risultato di oggi
-
Allora lo sto rifacendo ho aumentato a 6mm 35mm/s la retrazione, ho abbassato il layer a 0.1 e ho messo flowrate generale al 70%, flusso parete 70% e flusso superiore/ inferiore 95%
-
Si si ho capito quello che dici ma che non ci siano grandi miglioramenti dei fili e dei blob e di alcuni punti in cui manca filamento, non so che cosa fargli( se paragono la fake anet8 che ho e questa anet non mi ha fatto tutti questi problemi), cmq più tardi lancio una stampa con altezza layer 1.5 e flowrate 70% e vediamo come viene e quando puoi se mi posti la tua provo a farla e vediamo... intanto ti ringrazio della pazienza e del tempo che ci stai spendendo
-
Ok guarda io non lo ho mai usata quella funzione la ho attivata solo per vedere cosa è adesso ( ma se dici di non usarla allora la spengo). Cmq si capisco questo che è complicato ma la mia ha problemi ovunque, se riusciamo a sistemarla e che stampi bene, senno la provo a vendere, si sta rivelando un po troppo rognosa ed 3-4 mesi ce vado avanti a prove....
-
si esatto senza supporti, il fil gpas betwenn wall è impostato in tutti i possibili punti, invece la cucitura io ho selezionato nascondi giunzione?? giusto?
-
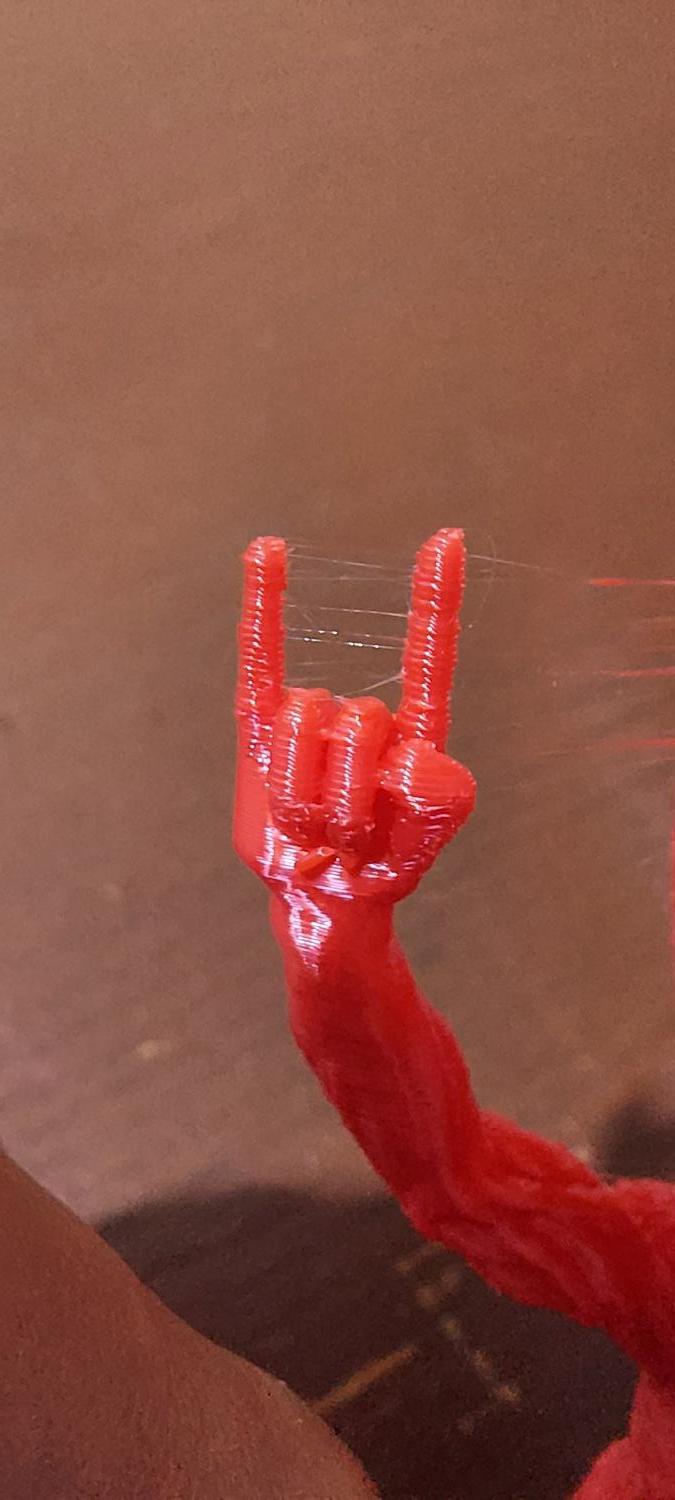
Allora supporti non ne sto usando, appena ho possibilità guardo quel comando che mi hai detto ma non lo ho mai visto( come dovrei settarlo nel caso) https://www.thingiverse.com/thing:3993121 questo è il link
-
Allora ho fatto come hai detto lo slicer il flowrate era impostato al 95% io dal LCD ho messo 85% e risultato non cambia anzi ci sono più fili
-
No no ti sei spiegato benissimo ora ho capito... cmq ora la ho fatta ripartire e dall LCD ho impostato 85%, le ho anche preso il copri hot end in gomma che ho visto che la mia non ce lo aveva a confronto delle altre( quel cubetto in gomma che si mette sopra all ugello)
-
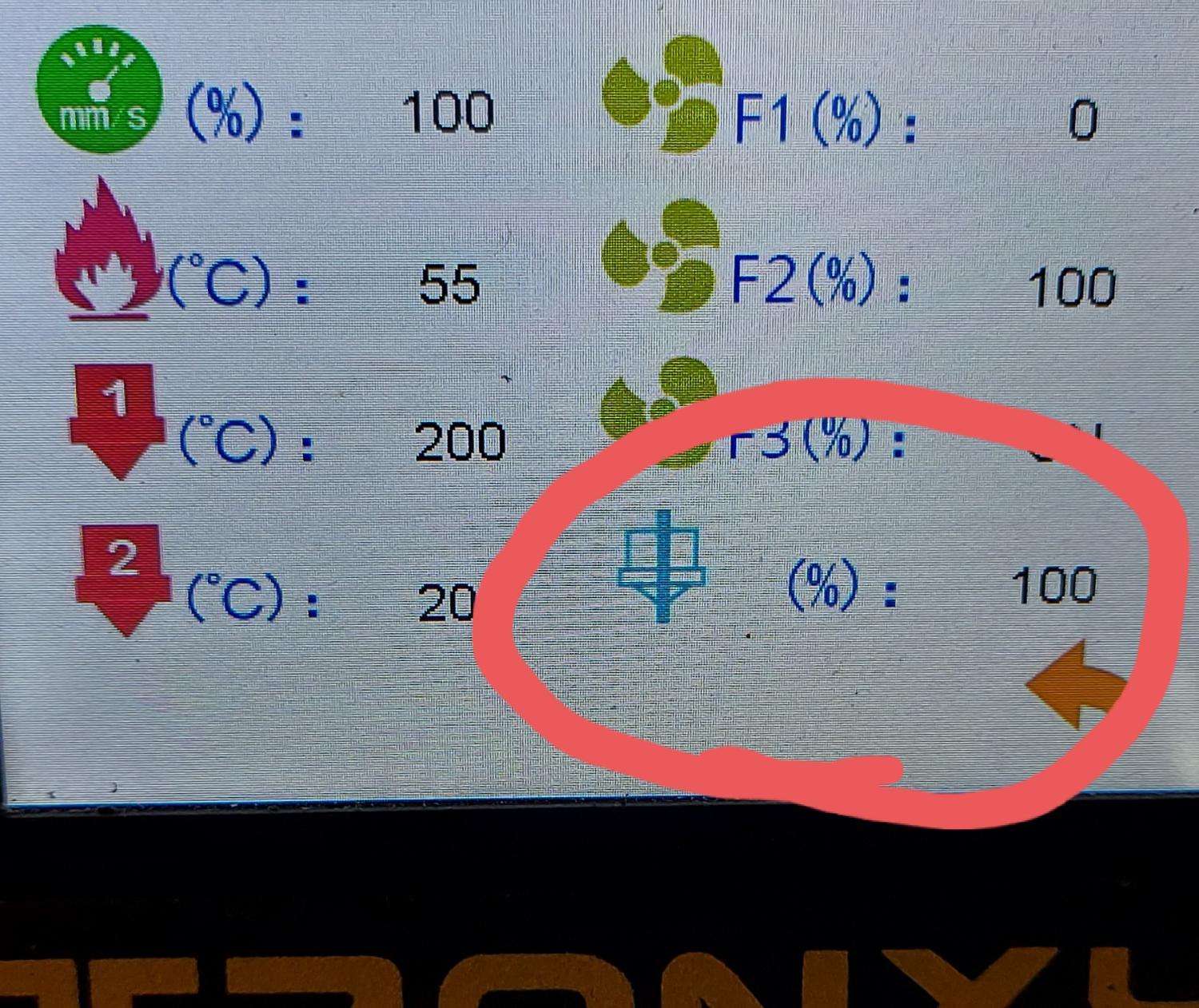
Ok, intanto oggi quando arrivo a casa lancio un stampa e impostero il flowrate al 85% e controllerò la cucitura dove è impostata, però cè una cosa che non continuo a capire, quello cerchiato in rosso è il flow rate giusto?? ad ogni variazione da Cura che io gli do lui sul LCD resta sempre a 100 ma non dovrebbe variare in base all impostazione che io gli do?? E se io vario l impostazione dall LCD come faccio a capire ce reale flow rate è?? ( scusami ma non ci sto più capendo niente con questa stampante)