Classifica



Contenuto Popolare
Mostra il contenuto con la massima reputazione da 22/01/2026 in Risposte
-
Ho individuato il problema. Alcune delle onde non erano completamente parallele al piatto ma poggiavano su spigoli, a causa della curvatura che era stata data in progetto. Ho risolto tagliando 1mm di ogni lato, portando le sezioni ad essere perfettamente parallele ed aderenti al piatto. Era anche il motivo per cui Bambustudio creava il Brim solamente su alcune delle parti in appoggio. Evidentemente ha bisogno di un minimo di superficie per creare il Brim. Questo il risultato Timelapse stampa Grazie per l'aiuto4 punti
-
nn ci ho ancora stampato, ho terminato oggi alle 19 e se nn mi sbrigavo a ripulire la sala, neache mangiavamo stasera 😩 conto di fare delle prove domani con PLA+ (devo stampare una pinza per i JST) Ma ho gia' in programma di rifare la parte superiore delfiltro Nevermore perche' la stampa attuale mi ha un po' warpato, niente di drammatico ma esteticamente nn mi piace tanto in realta' tutti i kit trovati sono forniti senza pannello. questo su OneTwo3D in UK (unico trovato con profili neri disponibili) propone il triplo pannello. Alla fine il costo dei 3 pannelli (2 + la cornice interna) veniva a costare poco di piu' il singolo pannello da 3mm. La legnata e' stata la spedizione, ma alla fine far spedire le cose da me e' sempre costoso, quindi alla fine tra kit, pannello e spedizione me la sono cavata con 95e Devo provarlo, io lo schermetto lo uso abbastanza ma, come tutte le cose, e' da farci l'abitudine, ed in effetti, se proprio vado in sbatti, mi modifico il supporto e passa la paura 😄3 punti
-
Eventualmente per assicurarti che sia un problema di config del firmware piuttosto che dello slicer puoi semplicemente, dopo aver fatto la home, mandare da console Z in alto di 10cm: se sono 10cm reali potrebbe essere il fw corretto e lo slice sbagliato, se sono ~16cm o piu' di 10cm e' sbagliata la proporzione di Z nel fw.3 punti
-
Arrivato il motore da 23 mm, montato e va bene, ho dovuto cambiare, di poco, gli step/mm, credo per il passaggio bowen/direct, non scalda e stampa anche il tpu, che sinceramente speravo che l'oggetto stampato venisse più morbido. Pochi euro e sono soddisfatto, devo ancora provare la velocità max3 punti
-
A spiegarlo a fondo e' lunga e non ne sarei in grado, ma per partire di base direi: _ Belt response per avere le 2 cinghie tirate abbastanza uguali _ Axis shaper calibration scegli lo shaper che preferisci con le frequenze ecc che ti da in alto a destra in base alle accel max che vuoi usare _ Vibrations profile per le velocita', la massima qualita' la ottieni mettendo nello slicer le velocita' dove c'e' la striscia verde, ovvero vibrazioni minori Dal grafico vedi anche se hai qualcosa che non va, l'ottimo sarebbe avere un solo picco, ma li inizia il divertimento a capire cos'e' che fa risonanze strane e ci esci pazzo, e spesso non e' nemmeno il caso se non si tratta solo di una vite allentata, cavi fissati male ecc. Tipo sulla mia erano i pannelli, ma vallo a capire! Scoperto per caso quando ho messo l'isolamento. Per le atre funzioni piu' specifiche o spiegate meglio auguri a leggere e guardarti video 😅3 punti
-
Quanto tempo aspetti di "heatsoak"? (o com'e' che come si dice in italiano ) Sullla mia se stampo col piatto a 110 devo aspettare sui 15 minuti sia per la temperatura in camera che per l'espansione termica del piatto, o mi si incasina nel gantry leveling, mesh ecc. A parte il piatto anche gli estrusi del gantry scaldandosi si deformano parecchio. E faccio Z home come prima cosa nello start print, poi dinuovo prima della mesh. P.S: Se stampi spesso ABS o simili metti l'isolante quello cinese/amazon all'interno dei pannelli, cosi' facendo sono arrivato a 75 gradi in camera sulla 350 e ciao ciao warping.3 punti
-
bhe se i poli sono invertiti ti domandi come mai nn funziona? 🙂 Semplicemente stacca il connettore bianco da Fan0, con un oggetto appuntito, fai uscire i pin dei cavi dal connettore JST e reinseriscili nell'ordine corretto. Prima di reinserili, con un alama affilata o similare, risolleva la linguetta dei due pin, altrimenti reinserendoli nn si incastrano all'interno del JST3 punti
-
Oppure cambiare i parametri di stampa: https://store.piffa.net/3dprint/ender/is_vases/ender_vase.mp4 e fare qualche modifica, https://print.piffa.net/ , se ne hai voglia. Ormai oggi compri una corexy con poco piu' di 200e...3 punti
-
Buongiorno a tutti! Sono riuscito a caricare il firmware sulla scheda madre non senza sbattimento perché le SD grosse non le garbano granché e non faceva il flash del firmware a . CUR da .bin. Ad ogni modo alimentata da USB col laptop si accende ma da una serie di errori. TMC Error e errori sulle temperature, cosa che dovrebbe essere legata al fatto che non ho ancora collegato praticamente nulla eccetto lo schermo. vedrò di collegare tutto alla stampante e fare qualche test. 🙂👋🏻
 3 punti
3 punti -
Con quelle impostazioni: si. Di certo non e' un modello ideale per stampanti FDM ma te hai giustamente i parametri di stampa di macchine di ~8 anni fa, prova a fare lo slice con i parametri di una stampante moderna e vedi tu la differenza.3 punti
-
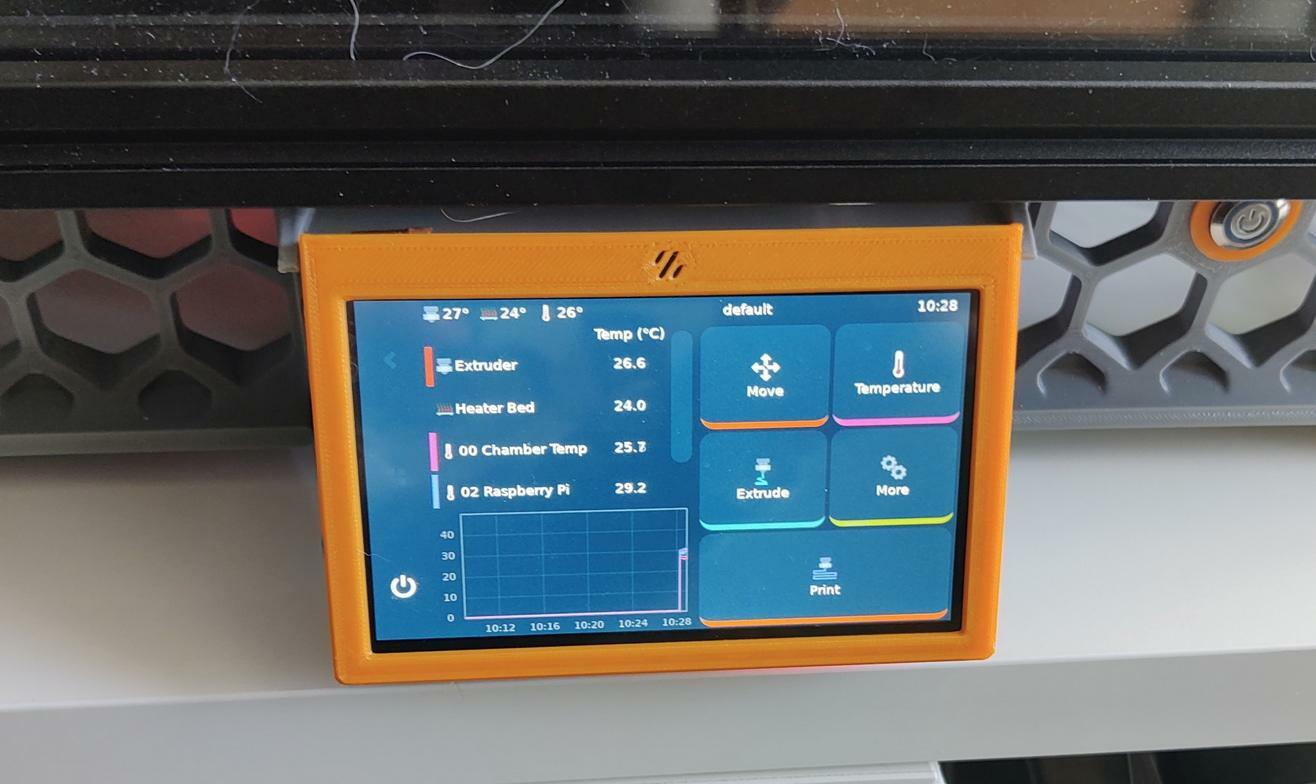
Ehhhh nn ce l'ho fatta a tenermi il monitor incassato, faceva troppo brutto, mi rovinava l'estetica stilosa e dovevo abbassarmi per vedere la temperatura dell'estrusore.... non era cosa....... e quindi raccattato una mod per "estendere" il monitor, rimaneggiata perche' lo faceva sporgere di 20mm di troppo, ridisegnato alcune parti xche' non mi sembravano stilose abbastanza e stampato Ora il weekend mi sorride un po' di piu' 😄😄 Per quanto riguarda la temperatura in camera, questa mod l'ho stampata in poco piu' di 2h e la camera ha raggiunto i 60C (attualmente ho 2 ventole blower 5020 sotto il piatto che sostituiro' con due 8015 axial appena mi arrivano, le ultime due, sulla carta, dovrebbero far circolare il modo piu' efficiente l'aria e migliorare l'uniformita' della temperatura).
2 punti
-
Colui il quale ha disegnato quel pezzo e' un folle, pensare di stamparlo in FDM in un pezzo solo e' similmente pazzia. Per il resto i parametri di stampa andrebbero bene, al massimo puoi provare con un filamento sotto al 10% di umidita'. E' il design che e' improponibile.2 punti
-
Buonasera a tutti! Condivido qui il link del Repository su Gitub con i file di configurazione di Marlin per la Tronxy X5S con BTT SKR 1.4 Turbo che ho compilato per la mia stampante https://github.com/i3dmlab/Tronxy-X5S---Bightreetech-SKR-1.4-Turbo-2 punti
-
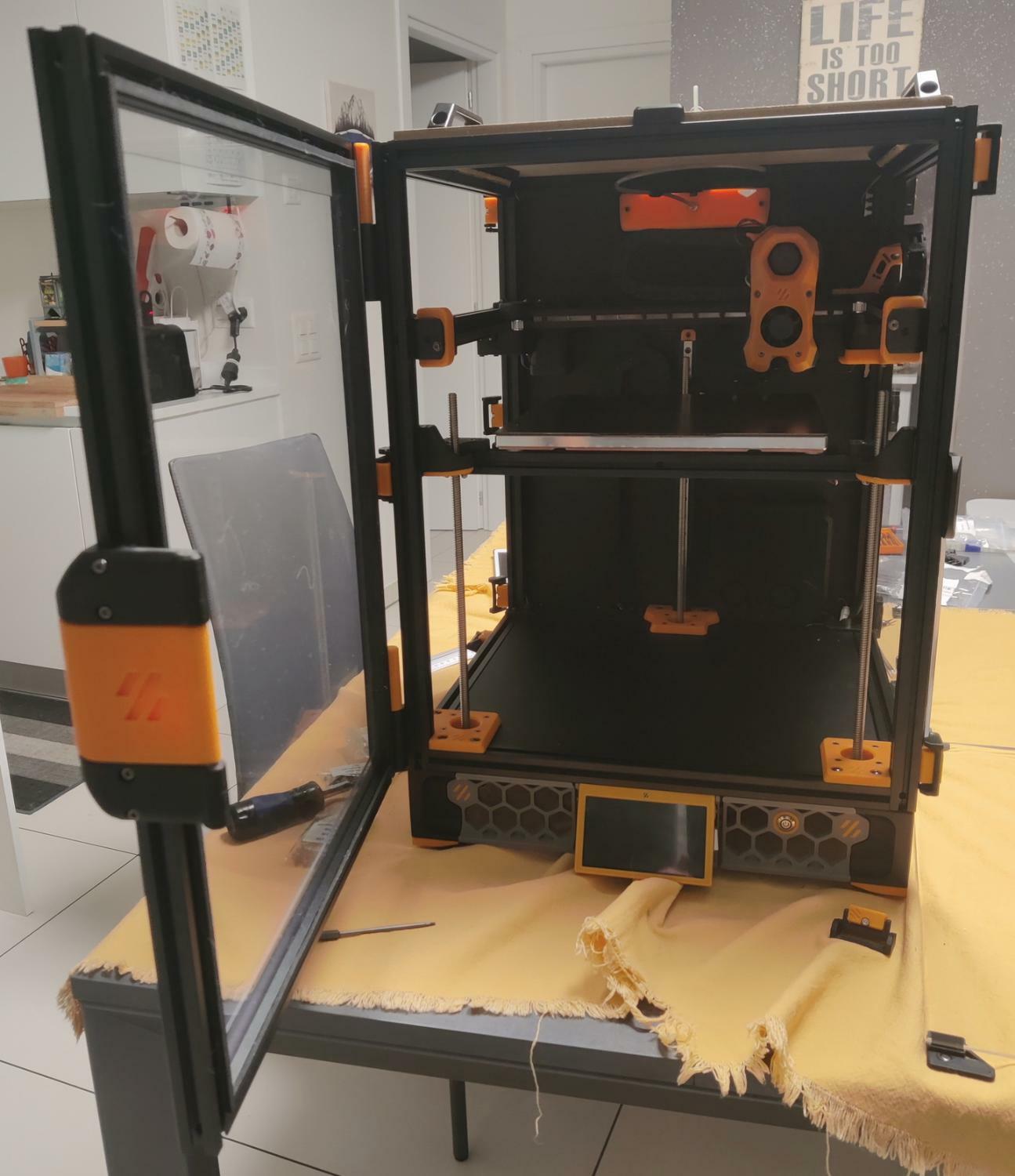
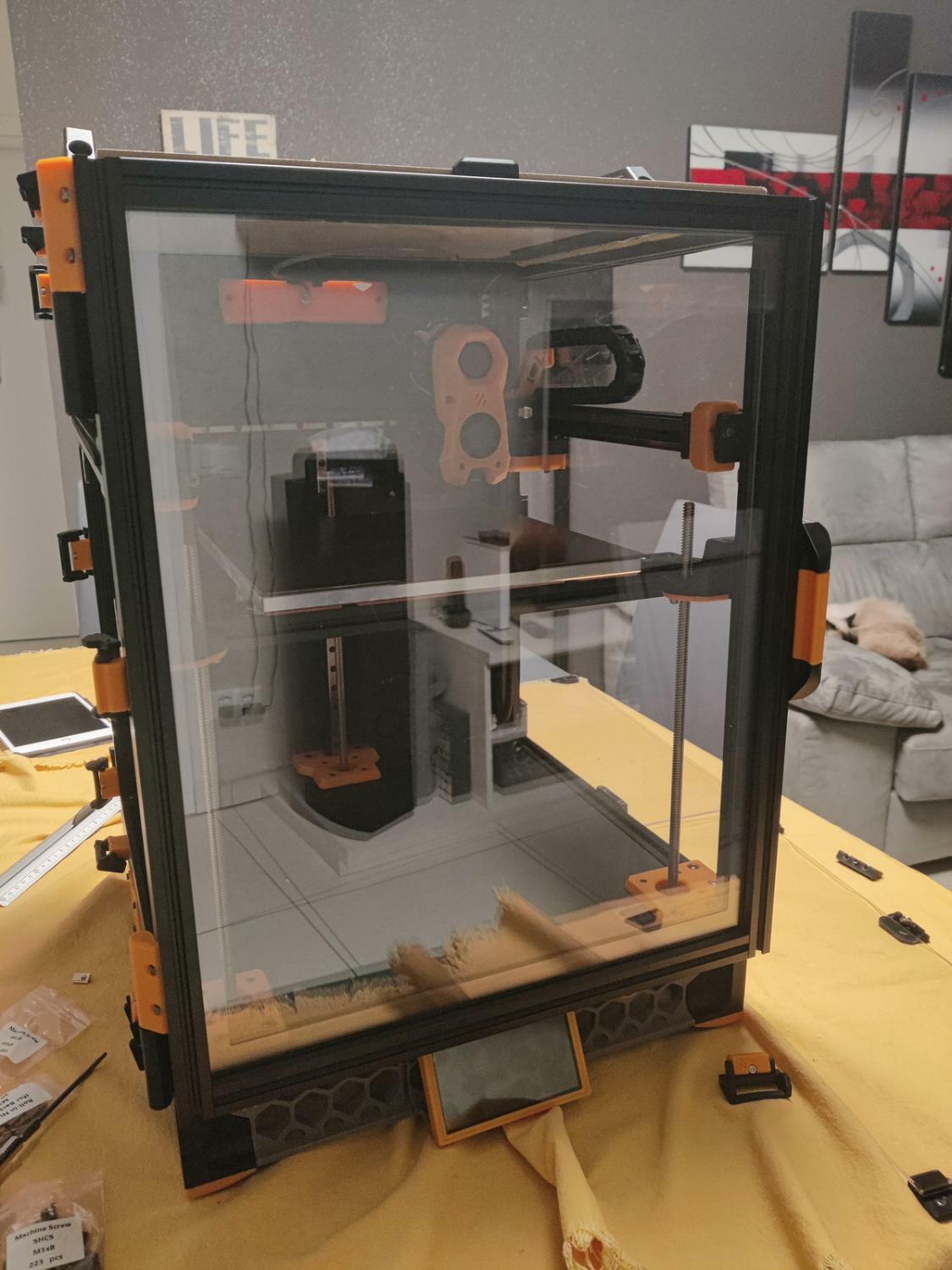
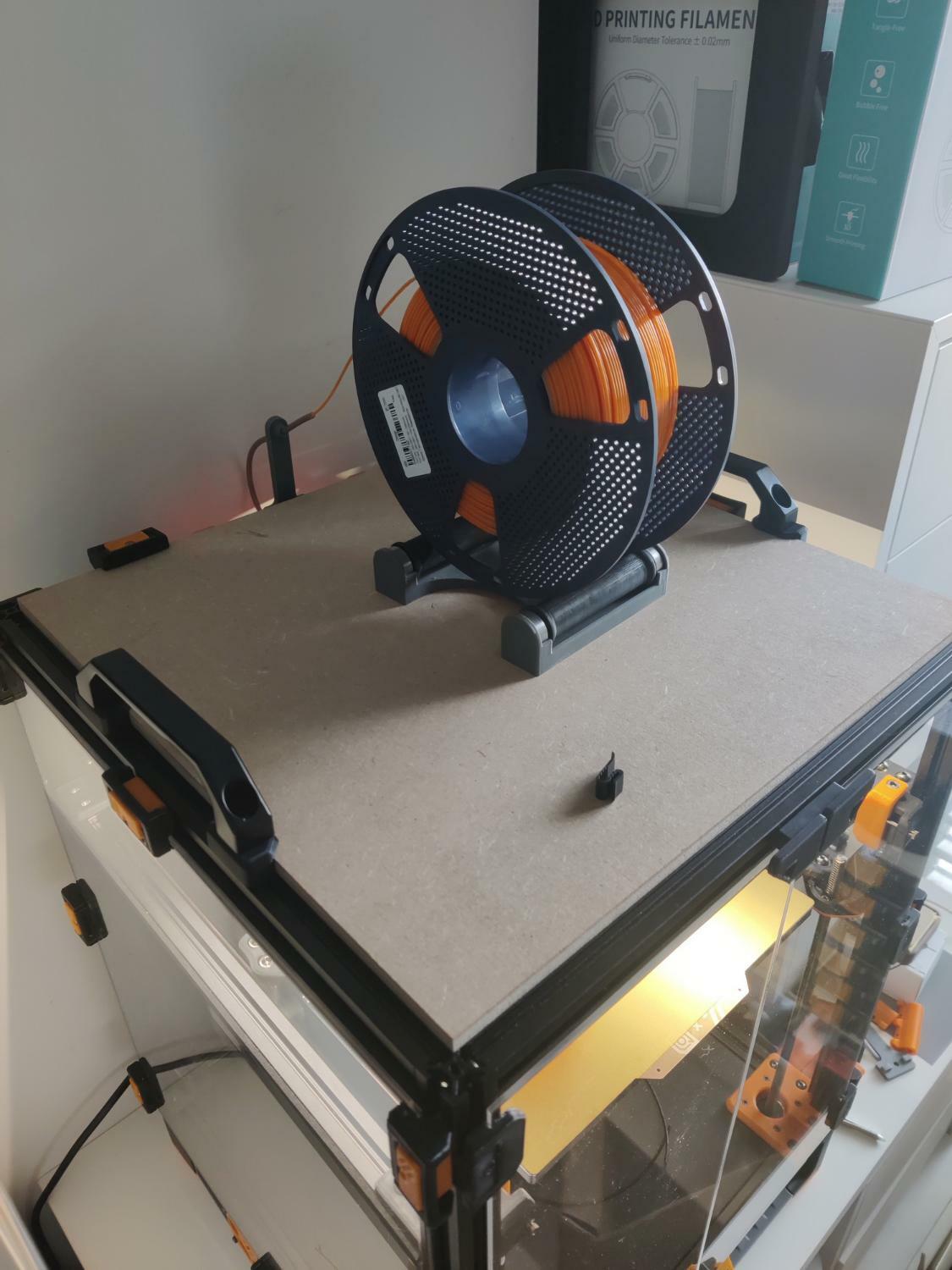
In settimana ho disegnato e stampato i supporti ed oggi ho montato il tutto Sono soddisfatto a meta' per che mi sono accorto che una delle due ventole fa casino e soffia a meta' potenza rispetto all'altra :/ In effetti l'avevo smontata da dove era prima perche' aveva problemi....ora mi ricordo quali. vabbe' per il momento la tengo in attesa che arrivi quella nuova Ma non mi sono fermato alle ventole..... con l'arrivo in settimana da UK del kit "fridge-door" ho assembrato e montato anche quello 😄 Nel complesso mi piace anche se aggiunge peso alla stampante quando la devo spostare e "nasconde" la parte superiore del display. Poco male per entrambe, la resa finale e' una figata 😄 tra le altre cose, a differenza del kit originale che consiglia un pannello da 3mm (non incluso)+ la guarnizione in gomma (inclusa), il kit che ho trovato io propone 2 pannelli da 2mm piu' un separatore interno anch'esso da 2 mm (se guardate la seconda foto, si nota una cornice sul plexiglass). I tre strati formano un pannello complessivo da 6mm che si alloggia perfettamente nell'estruso e non necessita di guarnizione. La descrizione millanta un miglior isolamento termico e acustico con questa soluzione. Immagino sia cosi', ma nn saprei confermarlo visto che gli altri due pannelli sono singoli e non isolati 😕
2 punti
-
ho aggiunto dopo la repo di GitHub e credo di aver trovato li la soluzione proprio perchè ci sono sorgenti pre configurati (quello che cercavo), oggi o domani dovrei avere il tempo per fare la prova e aggiorno qui per chi eventualmente avesse il mio stesso problema. perdonami che ho dato risposte asincrone, ma ho un problemino di asincronia e talvolta mescolo, colpa mia. da un lato non ho il posto per più stampanti, anche perchè se lo trovo, punto ad una a resina per la realizzazione di modelli 3d dettagliati, fanno 3d e sculpting 3d da quasi 30 anni e la stampa 3d è arrivata dopo la prototipazione con fresa (in azienda dove lavoravo) per portare nel mondo reale le mie creazioni 3d. dall'altra è periodo economicamente difficioltoso quindi mi devo far andar bene quello che ho e ottimizzarlo. comprendo bene che è un prodotto vecchio e tecnologia vecchia, per quello capisco che sia difficile trovare info, e spero che in quello che ho trovato ci sia la quadra. ti confesso che non amo Discord, l'ho usato anni fà quando giocavo, era nato per questo, come alternativa alle chat quando non c'erano dentro i giochi, ma per supporto etc lo trovo troppo dispersivo, lo so difetto mio 😛 grazie per le risposte, sei molto gentile e lo apprezzo molto. appena fatta la prova, vi aggiorno cosi da lasciare una possibile soluzione se c'è qualche altro "viaggiatore del tempo" che usa come me tecnologie vecchie con innesti più recenti 😛2 punti
-
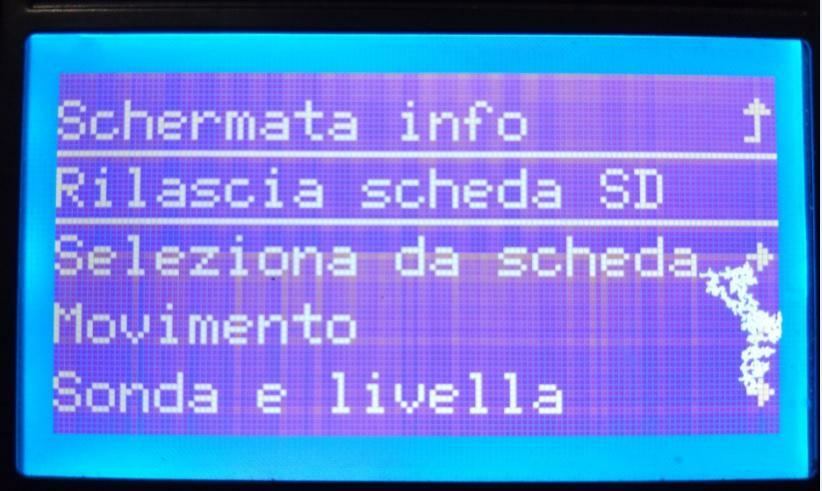
Aggiornamento Buonasera a tutti! Stasera ho installato il nuovo firmware modificato sulla mainboard e accendendo la stampante nessun errore di iniziazione SD in partenza utilizzando il pannello 12864 nel menù sono comparse la voci Rilascia scheda SD e Seleziona da scheda che prima mancavano sul 12864 e da seleziona da scheda riesce aleggere la SD, testato pure da SD extender senza problemi Testato pure col pannello touch TFT35 e selezionando da print sulla schermata iniziale si ha la schermata in cui consente di scegliere il supporto cliccando su onboard SD riesce a leggere senza problemi il file da stampare. Beh non è andata male direi, mo si torna a stampare un po e poi seconda puntata per mettere in funzione il BLtouch 😄 Grazie ragazzi! 🙂
2 punti
-
Quello e' uno dei motivi per cui si e' passati alle SBC (...e in pratica Klipper), fai tutto via rete senza bisogno delle SD. Aggiungi il fatto che non devi compilare ogni volta che modifichi le impostazioni del firmware, puoi usare un accelerometro.2 punti
-
cosi' al volo vedo due problemi: 1) Sei troppo alto con il nozzle, ricalibra lo Z-offset 2) Verifica le config sullo slicer per gli overhang, prova a far stampare prima i perimetri interni e poi quelli esterni. In questo caso, e' molto importante il raffreddamento del pezzo perche' negli overhang hai una parte della stampa che non appoggia su uno strato sottostante, quindi il filamento che estrudi deve attaccare solo parzialemnte e raffreddarsi subito altrimenti "cade"2 punti
-
Be' gia' il fatto che venga usato o meno lo START CODE cambia un bel po', come dice @dnasini metti Cura e orca di fianco e confronta / copia: * START CODE * impostazioni degli assi della stampante E guarda che non capiti qualche gcode che reimposta Z.2 punti
-
Si ricordo che si dovevano impostare i profili in Orca e prima di fare l'upgrade della scheda avevo fatto delle prove di stampa sulla macchina stock e non avevo avuto problemi. Per questo davo per scontato che funzionassero pure sulla nuova elettronica. Andrò a spulciare tutto e casomai reinstallo da zero per fugare ogni dubbio : ) Intanto stamattina sono riuscito a stampare che non era scontato a quanto sono scarso con Marlin😄2 punti
-
ehhhhh sono gia' oltre io fin da subito ho fatto tagliare un pannello da 8mm da sostituire alla copertura in plexiglass trasparente perche', nn avendo spazio dietro (ho giusto pochi cm), nn potevo permettermi il filtro come da installazione stock diciamo che la soluzione che proponi e' l'ideale visto che il rollback eventuale alla soluzione pre-ventola sarebbe immediato. Per il momento e' ancora in fase esplorativa la foratura del pannello ora volevo concentrarmi sulle ventole sotto il bed visto che leggendo e chiedendo in giro sembrano migliorare l'uniformita' del calore della camera e potrebbero tornare utili anche per controllare la temperatura tenendo porta anteriore aperta durante la stampa di PLA Ho recuperato due blower 5020 per i quali dovrei disegnare il supporto da montare sugli estrusi sotto il piatto
2 punti
-
Quando installi orca slicer, devi definire principalmente 3 profili: - profilo stampante - profilo filamento - profilo di stampa quello che si fa spesso in questi casi, se nn esiste il profilo esatto che utilizzi, e' partire dal profilo che si avvicina di piu' e customizzarlo. Se anche tu hai fatto cosi', io verificherei per i 3 frofili di cui sopra, se ci sono dei custom gcode o delle impostazioni, che ti alterano il movimento in Z. BTW, se ti vuoi togliere il dubbio, reinstalla da 0 orcaslicer e riprova, se ti si ripresenta il prob, possibile sia qualche parametro custom dei profili2 punti
-
gli step/mm influiscono sull'estrusione nn sull'altezza del pezzo.Il problema in altezza te lo da solo sulla stampa del cubo o anche su altri oggetti? hai per caso maneggiato i parametri relativi ai movimenti in Z? che viti trapezie monti? Se hai modificato o erroneamente configurato il pitch delle viti trapezie, ti sballa le escursioni in Z. Il concetto e' analogo agli step/mm dell'estrusore, con la differenza che in Z nn devi calibrare, quanto impostare il valore corretto sulla base della sezione della tua vite trapezia2 punti
-
Oggi pomeriggio ho cablato e montato la mod al CW2 per integrare il sensore di filamento Con nn poca fatica ho rimontato la toolhead e fatto i test a "riposo" per verificare lo stato del sensore con e senza filamento e tutto ha dato i risultati previsti. Domani con calma faccio le prove sul campo per verificare il funzionamento corretto. Nel frattempo ne ho approfittato per installare anche il sensore di temperatura della camera posizionato sopra la toolhead Funziona egregiamente ed ho un'idea di come utilizzarlo. Pratichero' un foro nella parte superiore della copertura della stampante per installare una ventola (da capire ancora dimensione e potenza) con l'intento di estrarre aria durante la stampa di PLA. Ho gia' trovato il modo di configurare la ventola per attivarsi automaticamente sopra i 40C e spegnersi sotto i 35C cosi' da limitare la temperatura nella camera. Attivazione e disattivazione della ventola avverra' su base filamento, configurando Orcaslicer per passare la temperatura di attivazione corretta a seconda di cosa viene stampato
2 punti
-
Ecco appunto: la Bambu la compri NUOVA e poi la vendi ai tonti, non il contrario 😉 Una Elegoo la compri usata a poco perche' il brand vale meno. Pero' guarda che se te non vuoi metterci le mani comprare un usato e' una cattiva idea: spesso la gente ha un motivo per venderla.2 punti
-
Ciao a tutti, Sono ritornato per dirvi che la mia riattivazione della Prusa MK1 ha avuto successo, e sono riuscito a fare quello che mi ero prefissato :-) Da circa 15 anni ho un acquario tropicale da 100 litri , con erogatore di CO2 e ultimamante con luci a LED. Tengo solo pesci piccoli, come Corydoras pigmei, Microrasbore maculate, Simulans, etc... Avendo pesci piccoli, li ho sempre nutriti dosando il mangime granulare con un macinino IKEA, in questo modo riesco a dosare il mangime con precisione. Per nutrire i pesci in mia assenza non ho mai trovato una mangiatoia automatica che ritenessi soddisfacente e sicura così, avendo esperienza di elettronica e stampa 3D, ho deciso di costruirmela io motorizzando il macinino. Alla fine sono rimasto così contento che uso la mangiatoia in permanenza. I pesci sono felici (lo immagino perchè vivono a lungo ed in salute) e l'acquario non si inquina a cause dell'eccesso di cibo che si tende a dare manualmente, quindi ho deciso di pubblicare il progetto in open source. Ho appena pubblicato il progetto sul mio sito https://makinino-labs.eu/ Il "sito" è basico, eh! Non è altro che l'export del README in HTML, voglio che chi legge capisca al volo i concetti. Ho scritto direttamente in inglese perchè immagino che chi sappia programmare Arduino e stampare 3D riesca anche a leggere in inglese. Codice e modelli 3D sono qui: https://codeberg.org/makinino Ecco, magari fra di voi c'è qualche aquariofilo che potrebbe darmi dei feedback! Ciao, Enrico.2 punti
-
IMHO non so' quanto tu ci possa sgattaiolare attorno, la realta' e' che per alte temp e fast prototyping con ABS le regole sono 2 1. Dimensioni ridotte: qui ci sei andato vicino ma 250 e' non grande, non e' piccolo 2. Piatto piccolo perche' si muove meno e puo' essere piu' sottile In pratica Voron Zero per ABS rapido, mi sa che con la tua un 15 minuti sarebbero ben piu' che ragionevoli. Del resto e' il motivo per cui hanno fatto la Zero, la gente comprava la 2.4 da 350m e la settimana dopo ordinava una Zero 😉2 punti
-
mmm nn e' il costo o il lavoro di per se perche' mi conosco, se c'e' qualcosa da strusare x migliorare nn mi ci tiro indietro. La menata principale e' che adesso la vorrei "usare" e dover rimandare x "ottimizzarla" un pochino mi pesa. Diciamo che per il momento mi tengo il mio workaround e nel frattempo pianifico l'upgrade. Per la rumorosita' dei motori, sul discord di Voron mi hanno consigliato di provare il TMC autotune e lo shaketune. Il primo sembra implementabile velocemente quindi magari lo provo gia' anche subito, l'altra soluzione nn l'ho ancora esplorata. Relativamente alle tempistiche dell'heatsock, forse i miei "5 min" sono risultati sufficienti xche' ho la Trident 250 quindi magari meno soggetta a dilatazioni rispetto alle versioni piu' grandi. Ad ogni modo, concordo che il piatto cosi' spesso richieda piu' tempo per uniformare la temperatura tra base e piatto2 punti
-
A me 7 minuti di heatsoak (lo standard della config base voron mi sembra) non bastavano, un piatto cosi' spesso quando il sensore sotto segna una temperatura, mi sa che sopra dal piatto e' ancora freddo. Si ho fatto laterali, dietro e il coperchio sopra. Prendendo il nastro e l'isolante su aliexp (la schiuma adesiva da 10mm con il foglio di alluminio) e' roba da 10/15 euro, piu' lo stamparsi le clip piu' spesse. Tra quello e fridge door con il pannello doppio ha fatto una gran diffenza sia come temperature che rumore (e' gia' un lavoro piu' impegnativo, l'ho fatta perche' avevo degli estrusi di avanzo), pero' una 350 e' anche grandicellla da scaldare, forse con la tua che e' 300 e' un po piu' facile.2 punti
-
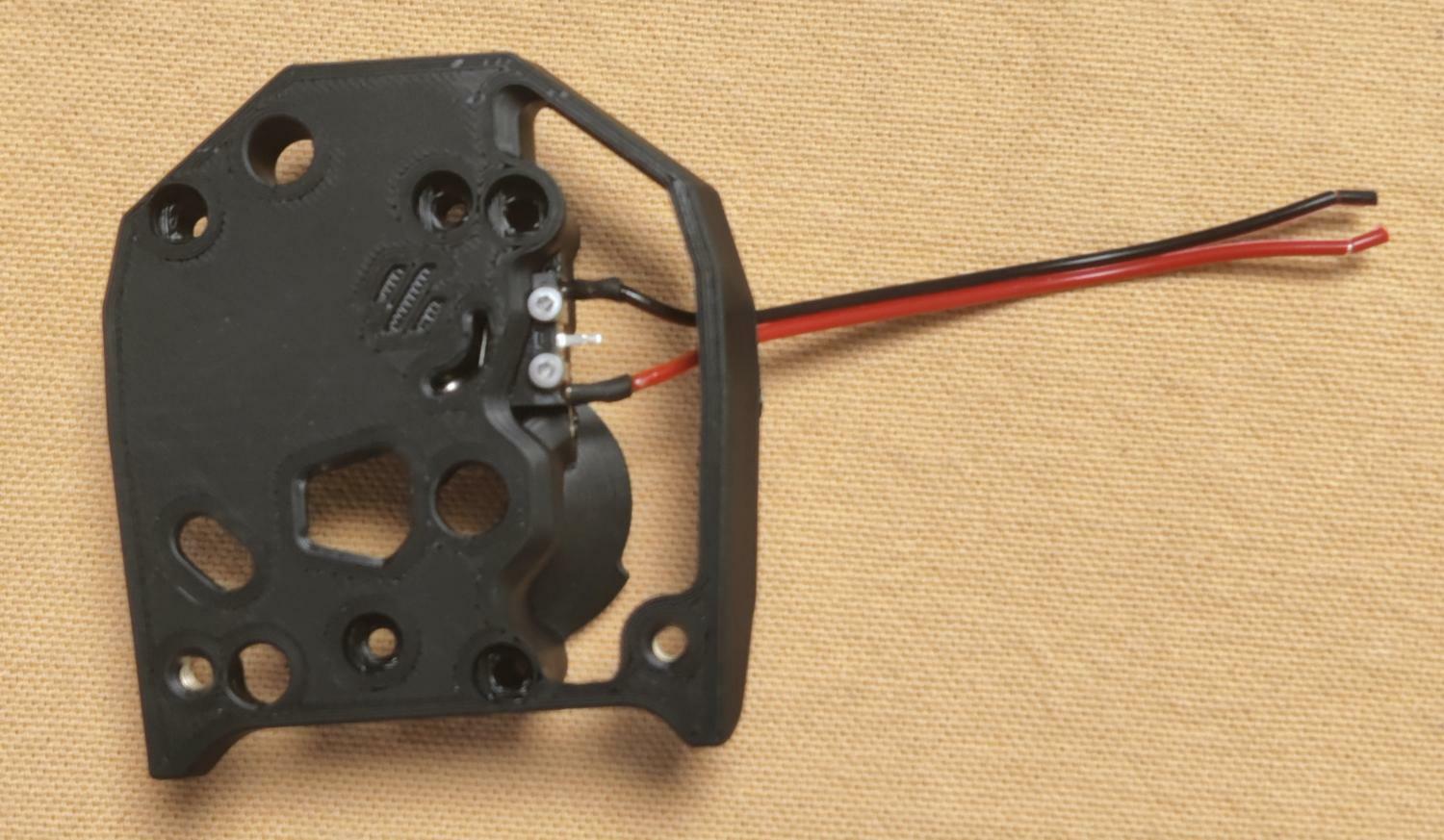
Ieri sono finalmente riusci a stampoare ABS con la Trident. Nonostante le ripetute calibrazioni dello Z offset, l'ugello mi rimaneva sempre troppo alto e il filamento non attaccava al piatto. Alla fine, ho dovuto impostare, per ABS, uno Z-Offset di -0.2 rispetto allo Z Offset calibrato e che funziona per PLA. A quanto pare, avendo il piatto in alluminio molto spesso, le dilatazioni dei materiali in camera chiusa portano a dover "adeguare" il valore impostato. Detto questo, ho stampato la parte dello stealthburner che alloggia il microswitch per il sensore di filamento. Durante la stampa, ho notato che i driver dei motori A e B fanno piuttosto casino, sono dei TMC5160 configurati in questo modo [tmc5160 stepper_y] cs_pin: PE11 spi_bus: spi4 interpolate: true run_current: 1.0 sense_resistor: 0.075 stealthchop_threshold: 0 ho provato a configurare stealthchop_threshold: 999999... ma in fase di mesh i motori hanno cominciato a "muoversi" a caso e ho dovuto fermare tutto. A questo punto pensavo di riconfigurare i motori per usare i due driver TMC2209 che ho ancora vuoti, secondo voi ci sono delle controindicazioni nel farlo?2 punti
-
Quei valori di PID sono estremamente diversi, bisogna che ne fai uno di PID con ventola e con la toolhead montata. Per quel "cubo" sembra che i valori degli step dell'asse Z siano doppi rispetto al giusto.2 punti
-
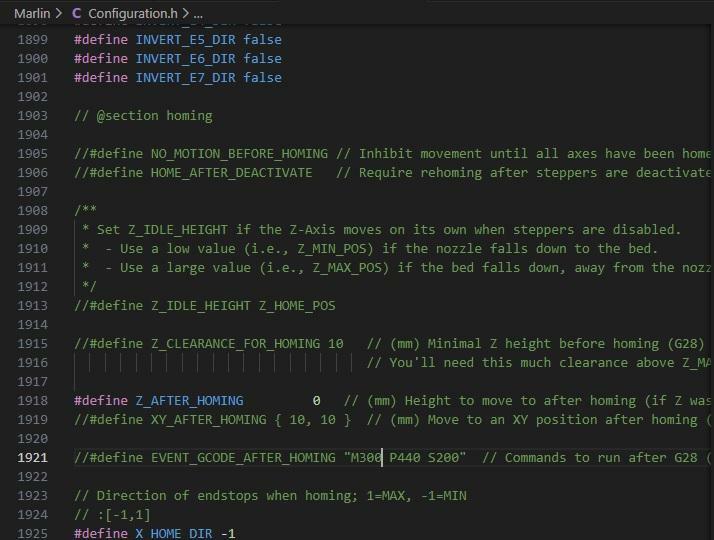
Aggiornamento Ieri ho testato un po' di cose e fatto qualche modifica sul firmware, con z_after_homing impostato su 0 ho reimpostato l'auto home classico. Ho installato il pannello TFT col touch e funziona. Per quanto riguarda le ventole quella della parte funziona a dovere dal secondo strato di stampa mentre invece quella dell'hotend parte appena accendo la stampante anche se il nozzle è freddo, non so ancora come sistemare sta cosa. Ad ogni modo sono riuscito a fare partire una stampa e dopo qualche minuto che stava funzionando per bene arriva un messaggio di thermal runaway printer halted e si blocca tutto. Sto ancora facendo qualche ricerca ma pare sia un problema sulle temperature hotend. Mannaggia ero quasi riuscito a stampare 😅
2 punti
-
Ciao FoNzY e grazie del feedback! Sì, avevo pensato anche io al video, cercherò di farlo. Ho appena aggiornato il sito, in effetti un po' mi vergognavo del readme trasformato in HTML, ed allora ho rinfrescato le mie conoscenze di Joomla, per ora con il template base. Ma quindi tu riusciresti a costruirla? P.S. Mi è venuta in mente una versione un po' più sofisticata con il motore alla base, ci sto lavorando ma ci metterò qualche settimana a realizzarla.2 punti
-
Più dell'infill ti consiglio di aumentare il numero delle pareti, anche se la stampa 3d non è intrisercamente a tenuta d'aria sono sempre strati sovrapposti e non fusi insieme2 punti
-
Ci sono anche quelli on-line, es https://www.onshape.com/it/features/drawings Comunque FreeCad e' piu' leggero di Fusion360.2 punti
-
pardon ma sono un principiante quanto ad elettronica ed elettrotecnica 😄 Provato ad invertire i cavi rosso/nero ed è partita la ventola laterale. quindi si erano i segni che davano noia. Grazie per il suggerimento:)2 punti
-
Sara' sbagliato il PIN se non partono manco dalla console della stampante. Le "macro" per regolare Z sono nel firmware, sembrerebbe che sia impostato per usare una sonda quindi parte al centro del piatto.2 punti
-
ecco.... @eaman sa sempre come darmi l'incentivo giusto x scialacquare altri danari..... 😩 fino ad ora nn avevo un grosso incentivo a comperare il tool perche' non trovavo le viti in rame oltre a quelle in dotazione.... adesso nn ho piu' molte scuse 😭2 punti
-
Puoi usare un vecchio saldatore a stagno di quelli con la punta piena che si infila nella resistenza e tenuta in sede dalla vitina laterale. Con quelli più nuovi la punta è cava e la resistenza è direttamente infilata dentro e viene più complicato2 punti
-
dai uno sguardo a questo mio vecchio post 😉2 punti
-
Solo il tuo 😉 Si' con il metallo pulito ci puo' essere riflessione. Intanto riduci la potenza, poi puoi' mettere un fondo tipo faesite oppure un qualunque legnaccio compensato scuro.2 punti
-
Bho, se all'inizio stampa poi si intasa potrebbe essere heat creep, magari la ventola dell'hotend non ce la fa a raffreddarlo. Tieni tutto aperto. Magari hai troppa retrazione. C'e' un pezzo di bowden dentro l'hotend? Magari e' posizionato male. 235c non e' mica tanto se stampi veloce.1 punto
-
Una cosa che faccio quando uso un materiale nuovo è la temp tower, la temperatura è ok. Grazie1 punto
-
Io mi sono screato un quadrato di pochi layer ed ho usato quello come stampa di riferimento. Sono partito da un flow del 100%, poi del 95% e cosi' via. Ad ogni decremento del flow, stampavo il mio quadrato e lo confrontavo con gli altri fino a trovare il valore che non mi dava una rese che mi soddisfacesse. Il tuo nn e' un difetto eccessivo, secondo me te la potresti cavare con un paio di stampe o poco piu'1 punto
-
e le calibrazioni le hai fatte?1 punto
-
si. quando usavo marlin con quella configurazione e lo schermo touch io la sd la inserivo sempre nel lettore dello schermo1 punto
-
Ah vedi non ci avevo pensato 🙂 Davvero, quando la prima volta dovevo installare il firmware né ho avuto la conferma. Al momento sto usando una schifosissima 8gb cinese da due lire e funziona😄1 punto
-
io per far partire la ventola hotend al raggiungimento dei 50° in Marlin mi ricordo che fisicamente la collegavo a HE1 rispettando le polarità (rosso su + e nero su -) e poi su define E1_AUTO_FAN_PIN ci mettevo il pin di HE1 che devi vedere a quale pin corrisponde1 punto
-
per ora ho investito nel motore proposto da Eaman, poi... anche a me piace il design delle cose funzionali...1 punto
-
io sono contentissimo di questo estrusore (ho ben 2 orbiter v2.0) e mi trovo molto bene. Mi piace soprattutto il fatto che puoi montare il sensore di filamento direttamente all'imboccatura dell'estrusore cosi' da avere il minor spreco di filamento possibile. E' altresi' vero che @eaman ha ragione, questi estrusori costano e se nn hai modo di sfruttarli "valgono" quanto il dual gear BMG Clone che ti costa 1/4 (anche di quelli ne ho 2 e mi sono trovato molto bene 🙂 ). Ma sai com'e', io sono un emozionale e mi sono lasciato ingolosire dal design accattivante e dalle supercazzole di marketing 😋1 punto