TheClue
-
Numero contenuti
160 -
Iscritto
-
Ultima visita
-
Giorni Vinti
3
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di TheClue
-

Filamento alimentare e resine epossidiche?
TheClue ha risposto a TheClue nella discussione Materiali di stampa
ottone riverstito in nickel...? link pls...continuo a non trovarlo 😞 -
Filamento alimentare e resine epossidiche?
TheClue ha risposto a TheClue nella discussione Materiali di stampa
Vedo...beh...costosetti sì, ma temevo peggio. Ho visto quello della microswiss, che però è temprato, mentre non riesco da nessuna parte a trovare quello che citi della e3d... in effetti l'idea di rivestirlo col pennellino non è che mi attizzi molto, pensavo per immersione (in fondo sono oggetti piccoli) Quando lavoro il legno uso della vasellina alimentare purissima. Molto più economica, ma temo che per il PLA non vada bene... -
Filamento alimentare e resine epossidiche?
TheClue ha risposto a TheClue nella discussione Materiali di stampa
Concordo con te. Ma il problema non è lo sporco, che è - per così dire - innocuo, ma i batteri. Diciamo che il contatto con l'uovo crudo dell'impasto potrebbe contaminare il tagliabiscotti con la salmonella. E se poi subito dopo il tagliabiscotti viene messo in bocca dal bambino in linea MOLTO teorica, potrebbe essere pericoloso. Ma è più facile essere colpiti da un asteroide. L'unica cosa, lavarlo non serve a niente. Bisognerebbe sterilizzarlo alla temperatura di pastorizzazione per uccidere i batteri della salmonella e della listeriosi. ma il PLA si scioglierebbe molto prima... Curiosità: il PLA contiene acqua? Se così non fosse, il microonde non dovrebbe danneggiarlo...forse... Non sarei così ottimista. Premesso che in Cina fanno un po' quello che vogliono, è più vero il contrario. Se un materiale è certificato per il contatto alimentare, è riportato nelle specifiche. Se non c'è scritto niente, è perché non lo è. Il che non vuol dire che sia sistematicamente tossico, solo che non è certificato atossico (un po' contorto, in effetti) Perfetto, allora mi sa che devo sostituirlo. Puoi indicarmi una buona marca e un modello adatto per la Ender 3 Pro (ma sono tutti compatibili, a proposito?). Un ugello di acciaio ha degli accorgimenti particolari per poter essere utilizzato rispetto a quello in ottone? Per esempio, mi viene da pensare che vista la conducibilità termica del materiale, ci sia il rischio di raffreddare troppo il materiale in estrusione...o no? Si però con la resina posso riciclare tutti i miei colori...essendo giocattoli per bambini è probabile che me li chiederanno di tanti colori diversi... -
Filamento alimentare e resine epossidiche?
TheClue ha pubblicato una discussione in Materiali di stampa
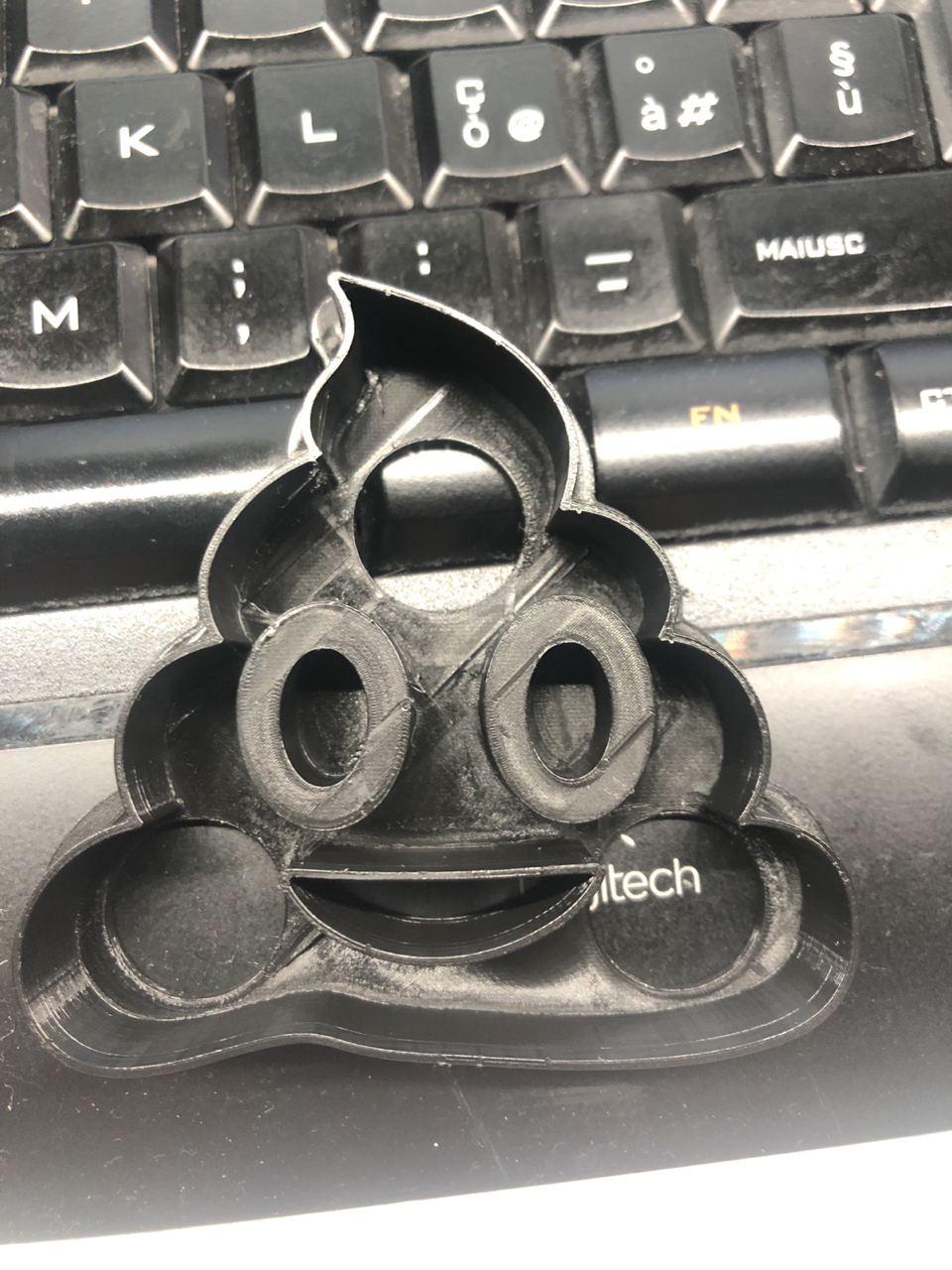
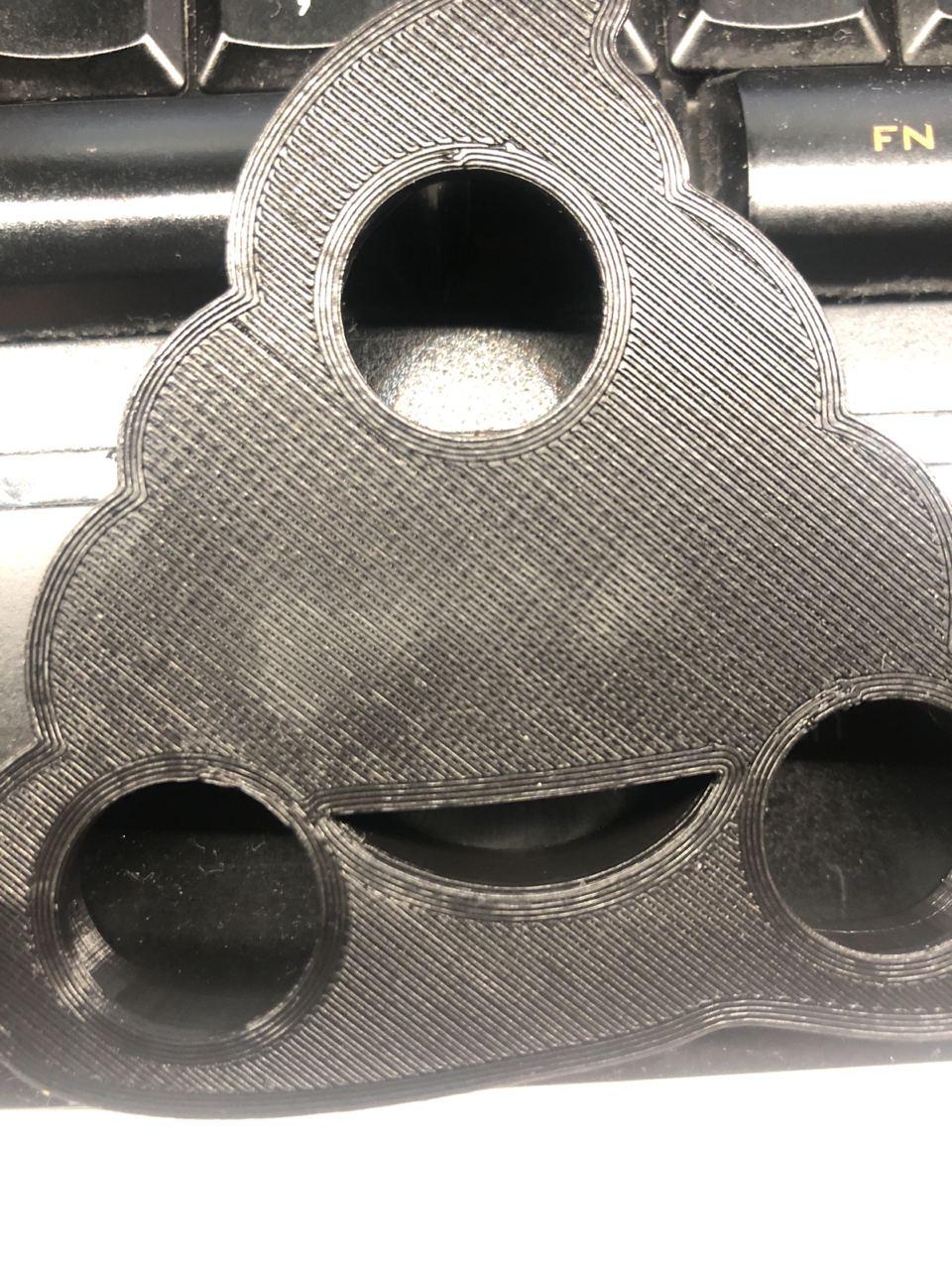
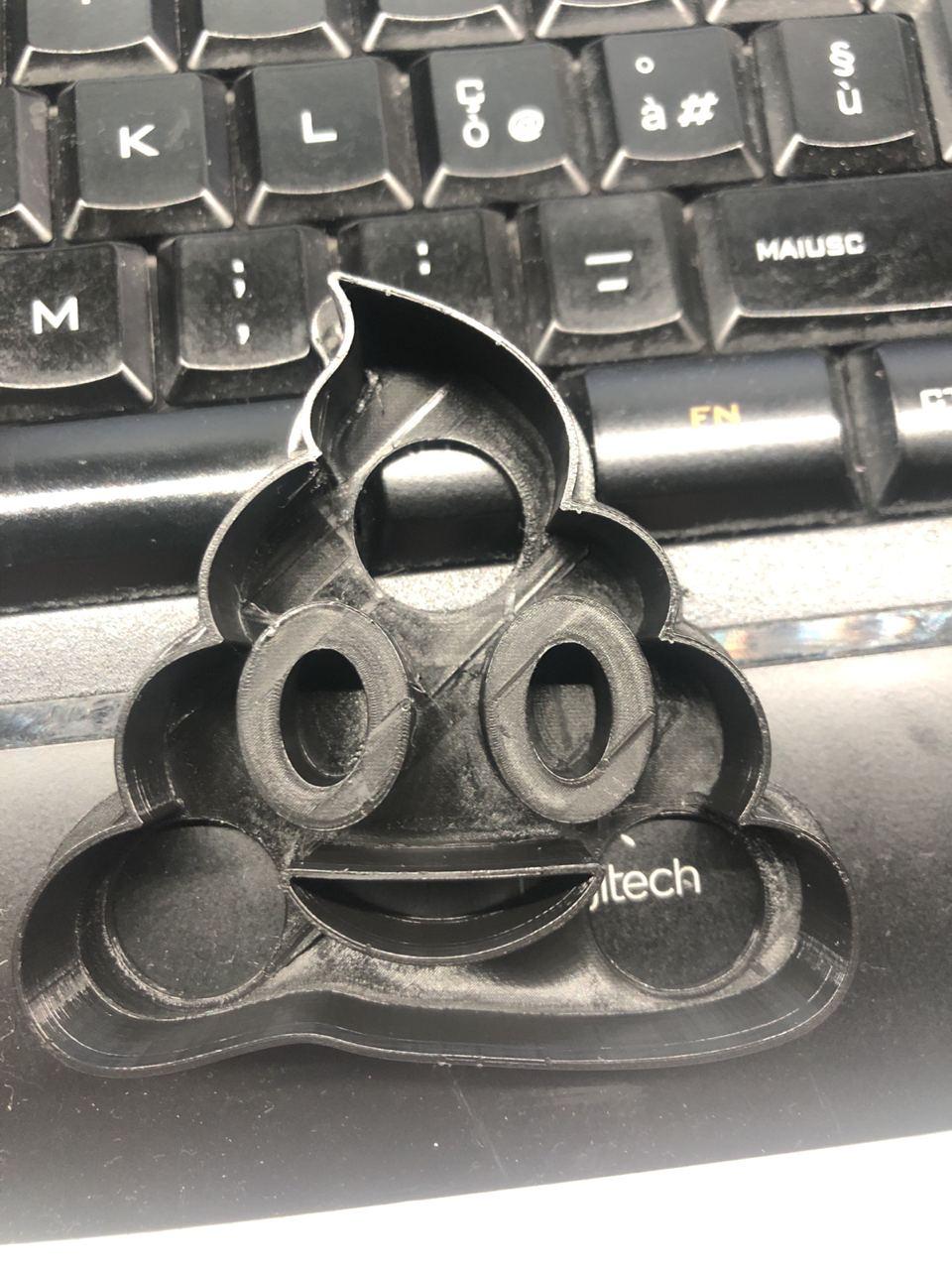
I bambini mi hanno chiesto di stampare dei tagliabiscotti ridicoli e io li sto accontentando con piacere 🙂 Tendenzialmente non sono preoccupato, perché il tagliabiscotti per definizione ha un contatto solo per pochi secondi col cibo, che comunque viene cotto in forno ad alte temperature. In effetti, pensavo di non essere tanto paranoico, ma volendo essere scrupolosi preferisco approfondire la cosa... (NOTA: stampo in PLA con bobine Creality, SunLu e Geetech...tutta roba asiatica, insomma, però di marca dignitosa) - Il PLA credo sia poroso per definizione, non è che possano formarsi delle colonie nascoste di salmonella nei vuoti del materiale? - Mi immagino già la risposta, ma non si sa mai. Cosa succede se provo a sterilizzare il PLA al microonde? 😁 - L'estrusore della mia Ender 3 è di ottone. In linea teorica, non è che a 200° può rilasciare del piombo nella stampa? Dovrei sostituirlo con uno in acciaio, per essere sicuri? - Ok, il PLA di per sé non è tossico, ma potrebbe avere degli additivi, giusto? Fosse anche solo per la pigmentazione. Essendo tutta roba made in China suppongo che non ci sia nessuna garanzia a riguardo... E passiamo alle soluzioni. Entrambe hanno, secondo me, un costo un po' altino quindi vorrei andare "a botta sicura" - Filamento per contatto alimentare. Ne ho visti alcuni su Amazon, ma sono costosi e pare che non siano di buona qualità. E cmq mi risolverebbe solo il problema chimico, non quello meccanico. - Resina epossidica per contatto alimentare. A istinto mi sembra che un sigillante epossidico sia la soluzione migliore, ma forse mi sbaglio... qualche idea? PS si', è un tagliabiscotti a forma di cacca di Arale 😄
-
Accumulo di materiale, bordi imprecisi, piani asimmetrici...e altri difetti...
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
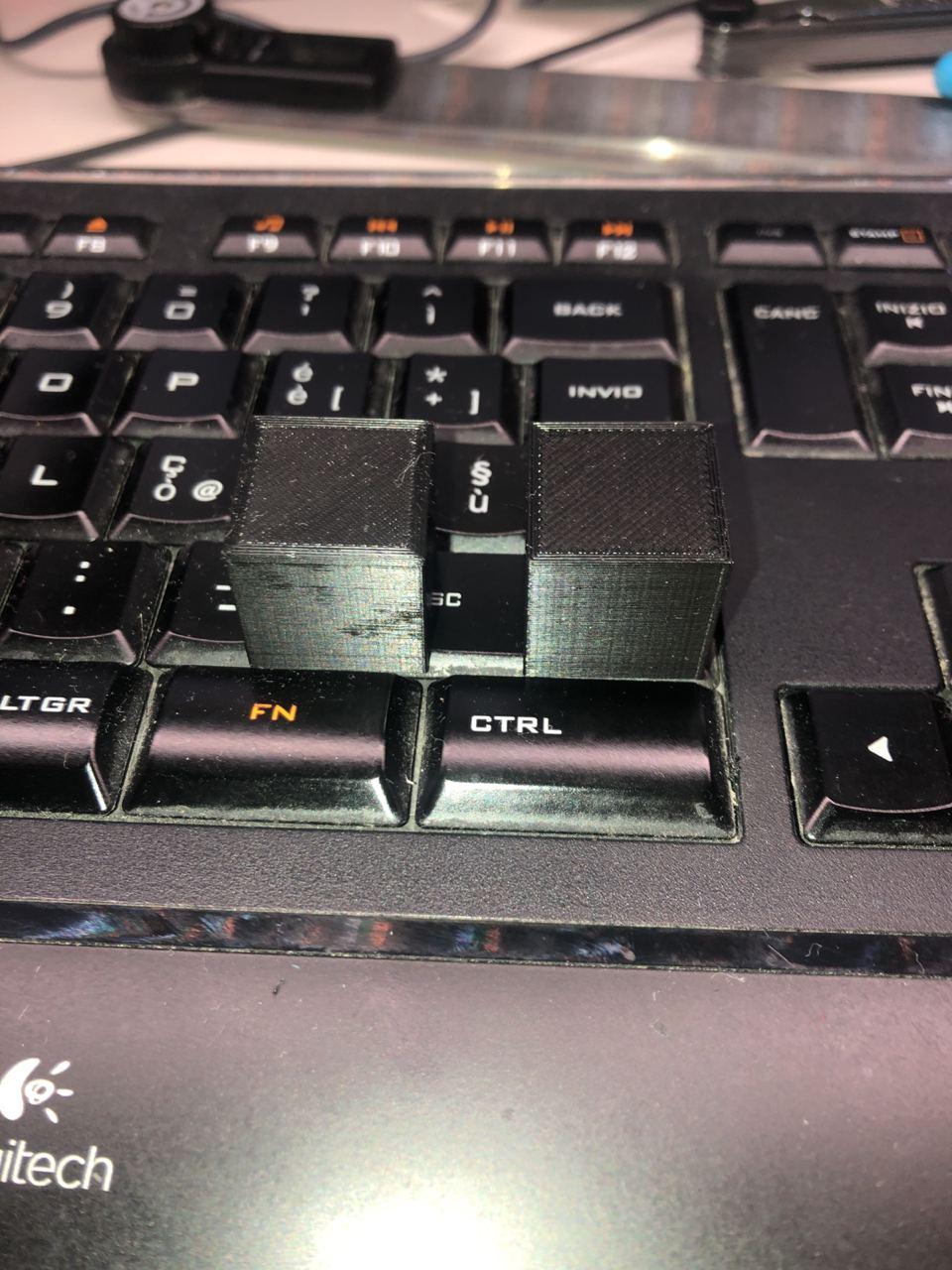
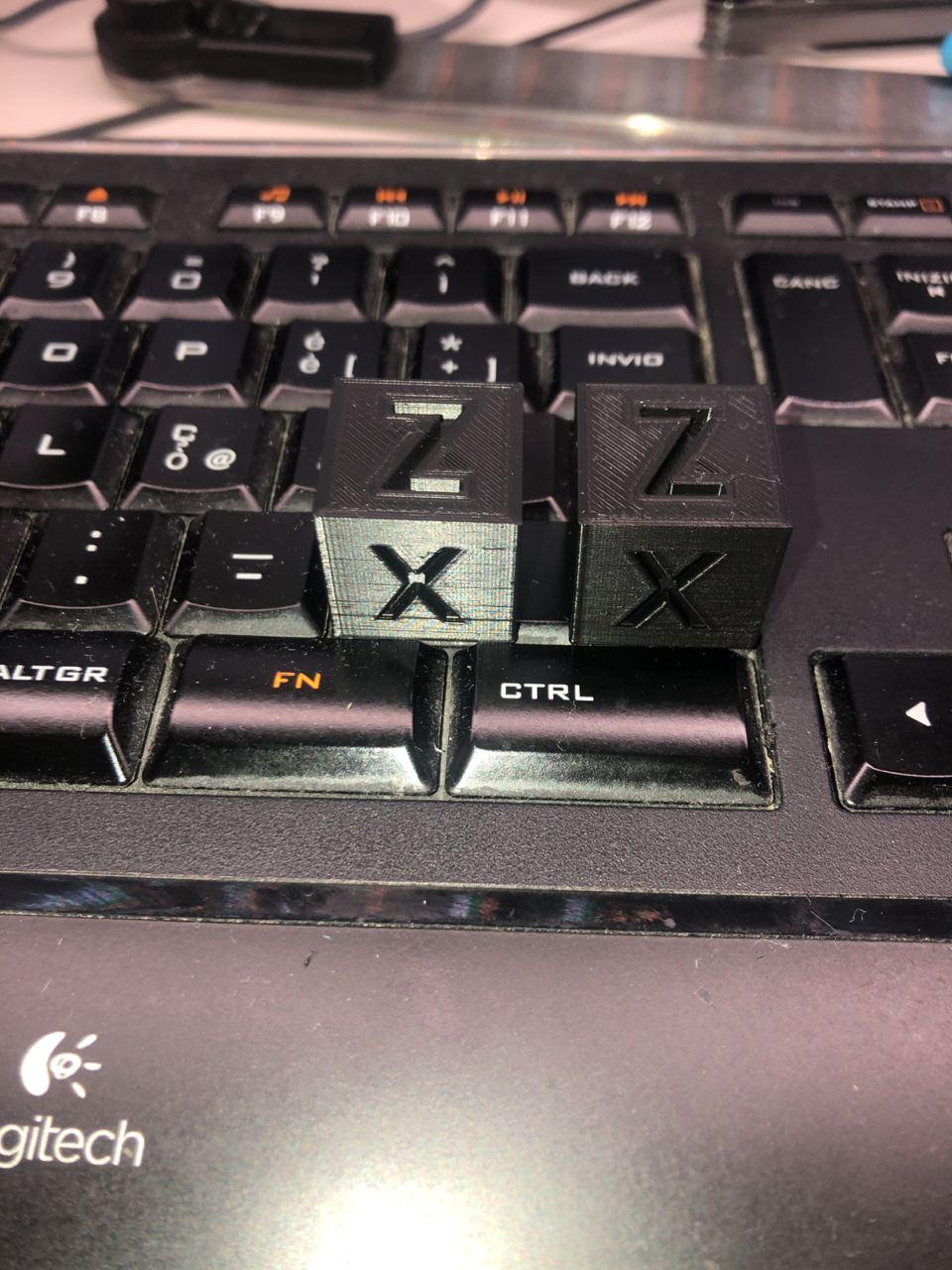
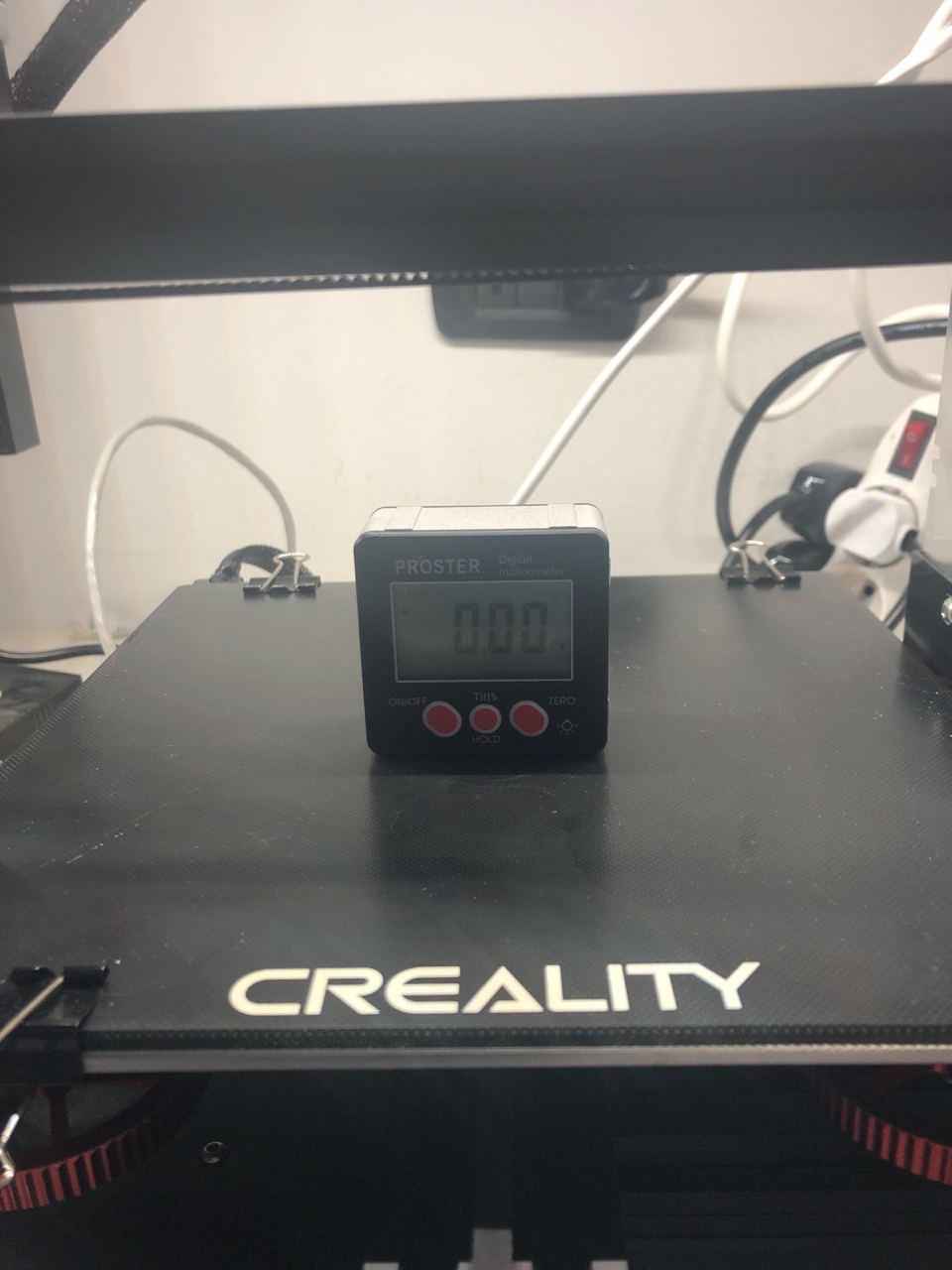
Eccomi di ritorno, dopo una intensa e decisamente noiosa opera di squadratura. Avevo effettivamente un po' di problemi: - L'asse X era disallineato di un terzo di grado rispetto all'asse superiore (la "maniglia", diciamo), che uso come riferimento e che è a squadra coi montanti, così come il bed. Ora i tre piani sono allineati - Ho tirato un bel po' la cinghia dell'asse Y, che era parecchio lasca - Ho alzato a circa 4mm il blocco cilindrico su cui si avvita la barra filettata, perché era in battuta sul motore (non ho trovato nulla in rete a riguardo, ma mi sembrava una cosa sbagliata a istinto) - Ho usato lo spessimetro a 0.1mm per livellare il piatto (che goduria, altro che foglio A4!) Non ho regolato la densità di estrusione (in effetti non so come si fa :D) I risultati mi sembrano decisamente migliori sul cubetto XYZ (a sx a risoluzione .12, a dx .2), ma secondo me ancora non ci siamo del tutto. Piatto a 60° Per esempio le due facce X sono perfette, ma le due facce Y lo sono molto di meno (in particolare quella con la lettera). Le due facce Z, e in particolare il primo layer (sul piano XY intendo= mi sembrano ancora un po' scarse (forse la faccia superiore dovevo trattarla con l'ironing, ma il primo layer?) Domani misuro meglio col calibro, ma ad una prima misurazione mi sembra di poter vedere che X sia di circa mezzo millimetro più lunga Per testare buchi, cerchi e pareti sottili ho stampato una formina tagliabiscotti a risoluzione 0.16 (con ironing). Tutto sommato il risultato e' soddisfacente, ma mi rimane quel difetto grossolano delle striature diagonali nella direzione del movimento dell'estrusore. Si vedono soprattutto su campiture ampie (come la mia precedente scatoletta). Non ho idea di qualche possa essere la causa (più che altro, non so cosa cercare) Qualcosa di più sui fori circolari. Notavo subito quando ne stampava il bordo che una volta compiuto un giro di 360°, l'estrusore passava alla linea adiacente con uno "scatto". E infatti si vede uno scalino. Non sono un esperto, ma credo che i movimenti scattosi siano una pessima cosa...o no? Credevo che nel fare cerchi concentrici l'estrusore si dovesse sollevare prima di spostarsi... Cosa devo controllare adesso? 😄
-
Accumulo di materiale, bordi imprecisi, piani asimmetrici...e altri difetti...
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
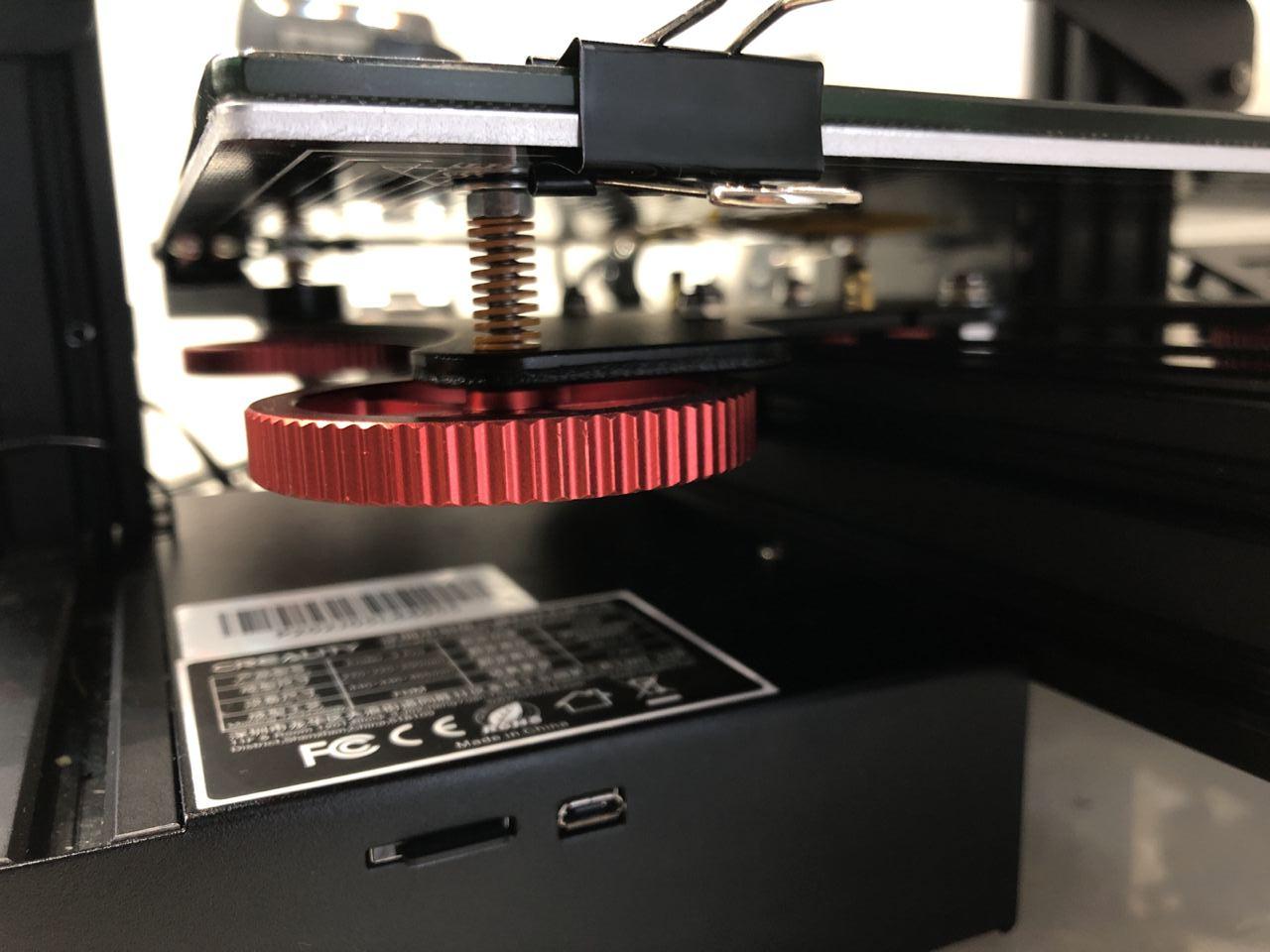
Grazie Mal, sei stato molto gentile! Lo spessimetro mi arriva domani (colpa del lockdown...) ma inizio già oggi a fare un po' di prove e riporto qui uno alla volta per non creare confusione Inizio con il problema dei giochi sugli assi. Rispetto allo stock mi sono trovato a dover regolare, per ora, quelli su X e Y. In particolare - Ho dovuto serrare gli eccentrici sull'asse Y perché il piatto traballava modello tavolo della cucina. Ora è molto più saldo - Quello sul binario dell'estrusore, invece, ho dovuto allentarlo perché il blocco mi sembrava offrire troppa resistenza. Il punto è che personalmente mi sembrano ok, a questo punto non saprei dire come devono essere regolati e perché Riguardo il piatto, so che sembra assurdo visto che ho il piatto in vetro che non dovrebbe soffrire di deformazioni evidenti ma...è possibile che al centro ci sia un avvallamento rispetto agli angoli su cui lavorano le molle? Sulla sovraestrusione cerco un tutorial. Da quale difetto nella foto hai potuto dedurre la presenza di questo problema? grazie mille! Questa una prova precedente, la mia prima stampa, prima di fare le prime regolazioni sugli eccentrici e calibrando solo sommariamente il piatto. Ironicamente (si fa per dire) la qualità sembra migliore. Stessi settaggi, unica differenza nella marca del filamento (SUNLu) Cosa ho fatto tra queste due stampe - Spostato il fine corsa di Z (dopo aver rimosso il coating magnetico di fabbrica e aggiunto quattro dadi frenati sotto al piatto per rimuovere il gioco che avevano le viti di livellamento (v. foto) - Regolato gli eccentrici in modo da rimuovere i giochi Lo ammetto, sono perplesso...
-
Accumulo di materiale, bordi imprecisi, piani asimmetrici...e altri difetti...
TheClue ha pubblicato una discussione in Problemi generici o di qualità di stampa
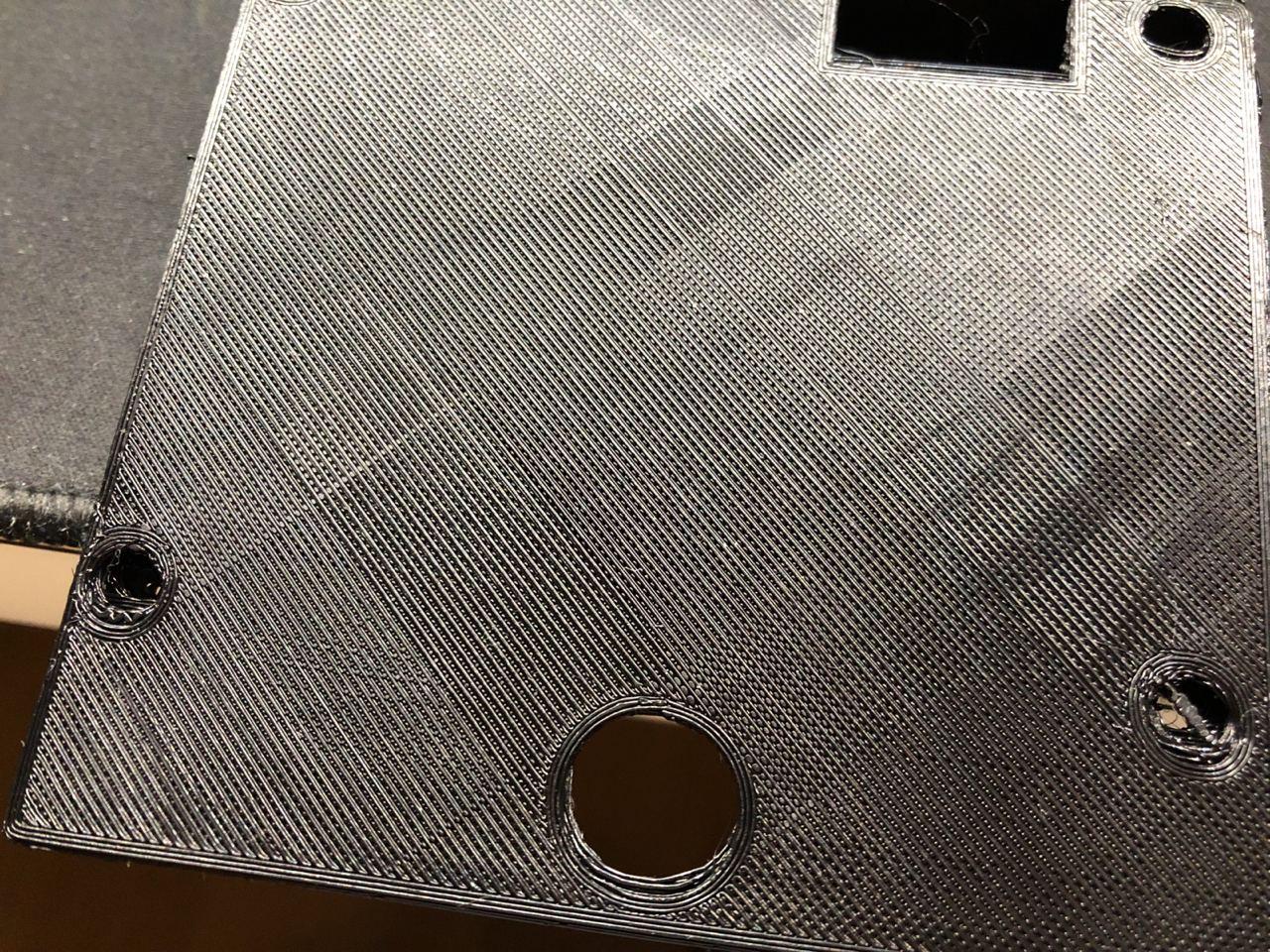
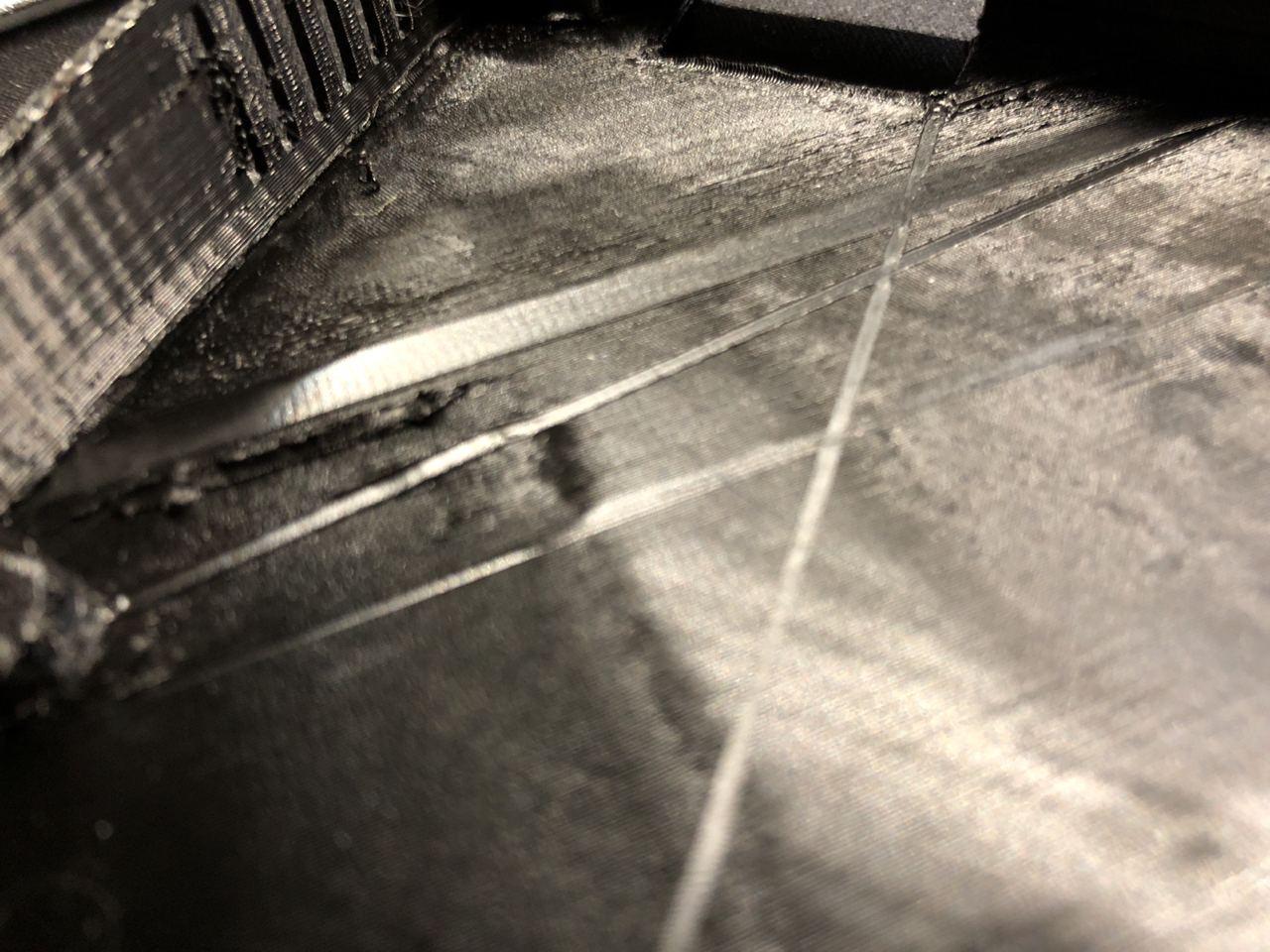
Buonasera a tutti, ho appena acquistato una Ender 3 Pro, a cui ho subito aggiunto il bed in vetro. Ho passato un po' di tempo a capire come risolvere i vari giochi sugli assi,livellare il bed e, soprattutto, avere aderenza sul primo layer. Ho avuto un po' di tentativi da fare prima di riuscirvi e non mi ero preoccupato molto della qualità di stampa (ma solo di portarla a termine). Risolto questo, è giunto il momento di concentrarmi sulla qualità, che è oggettivamente molto bassa. Premetto di essere un totale neofita quindi spero mi perdonerete se chiedo cose ovvie o stupide 😐 TL;DR: ho praticamente tutti i problemi di qualità che ho visto su YouTube, ma non so da dove cominciare per risolverli. Questi sono i problemi che ho riscontrato (come da foto allegate) su una stampa che ho scelto di mostrarvi perché li raccoglie un po' tutti. - Accumulo di filamento, soprattutto sulle superfici piane. Nelle foto, si vede nella parte a sx, vicino il foro per la vite. Si tratta di un grosso accumulo che, chiaramente, causa uno speculare deficit di filamento nelle linee vicine perché cozza sull'estrusore e, beh, crea un macello. Segue il movimento dell'estrusore, come si puo' vedere Quello della foto è anche una versione già in parte "pulita" (ho messo in pausa e rimosso quello che potevo con le tronchesi, giusto per non perdere la stampa). Tende a presentarsi più di rado sui layer alti. Sovraestrusione o cmq irregolarità nella pressione dell'estrusione? - Striature. Causate dal movimento dell'ugello. Ugello troppo basso? Livellamento sul piatto sbagliato? Forse sbaglio la procedura: il foglio da far scorrere sotto l'ugello per livellare il piatto io lo regolo in modo che tocchi l'ugello, ma senza rimanere bloccato, ovvero in modo che si senta un po' che "gratti" ma il foglio si può ancora spostare o sfilare. E' giusto così? O il foglio deve scorrere senza alcun attrito sull'ugello? - Striature sui piani paralleli all'asse X. Non dico quelli causati dalla "montagna" di materiale che sbarra la strada all'estrusore, qui si vede proprio che la causa è una non uniforme distribuzione del materiale sull'intera superficie del piano. Ho il piano in vetro e ho sostituito le molle e le manopole di livellamento del piatto con versioni migliorate in acciaio/alluminio, non ho motivo di pensare che il piatto abbia degli avallamenti. Qui non riesco nemmeno a formulare delle ipotesi. - Contorni irregolari. L'ho notato soprattutto sul brim e nei layer più bassi. Sembra un problema di aderenza tra una linea e quella adiacente (non so se ha senso questa cosa). C'entra qualcosa la temperatura? - Cerchi ovalizzati. Il problema dei contorni poco definiti si nota soprattutto sulle superfici piane curve, come il buco per il beeper di questa stampa. Accelerazione poco precisa tra gli assi X e Y o ricade nel problema di sopra? - Piccoli residui di materiale sulle pareti. Sono come dei puntini di materiale di pochi decimi di millimetro che si vedono soprattutto sulle supefici verticali, ma anche un po' sul rooftop. - Fillet ruvidi e grossolani. Stampando con il profilo "standard" di Cura mi aspettavo delle smussature più precise, invece sono molto ruvidi al tatto. Mi riferisco a quelli che si sviluppano sugli assi XZ e (in misura leggermente inferiore) YZ. Quelli sugli assi XY sono, invece, ottimi. Più in generale, sono perplesso circa il livellamento del piatto. Devo condurre la procedura ad OGNI stampa. Si scalibra, ed anche di tanto (inspiegabilmente tanto). Stamattina ho provato ha lanciare una seconda stampa senza ricalibrare e ho praticamente inciso il piatto di vetro con l'estrusore (e forse l'ho anche un po' rovinato). ORRORE! Ero sopra di ben due millimetri! Mi sembra un po' esagerato...e ho anche sostituito le manopole con quelle in alluminio... Effettuo sempre il livellamento con il piatto caldo (55°/60°) La stampa che vedete: PLA Creality nero 1.75, qualità 0.2, estrusore a 210° (primo layer a 215°), bed a 65° (primo layer a 70°), 50mm/s (primo layer 15mm/s), infill 100%, slicing con Cura. spero che possiate darmi una mano e intanto vi ringrazio!
-
Deduco che non è previsto che si incolli, quel maledetto vetro...ok, procedo allo scollaggio Per pulire? Alcool isopropilico? Rimuovo il coating magnetico e lascio l'alluminio nudo? E per fissare le viti? Rondella e dado alla vecchia maniera? Poi una domanda, visto che sei stato molto gentile e hai anche tu una 3: il piatto in vetro è decisamente più pesante del coating di fabbrica. Come detto, non ne so niente, ma il buon senso mi suggerisce che il movimento e soprattutto l'accelerazione sull'asse Y non possa rimanere così com'è; in qualche modo deve tenerne conto...o sbaglio? Devo effettuare qualche regolazione?
-
Ciao a tutti, è un piacere essere parte di questa community :) Ho appena finito di assemblare la mia prima stampante 3d, una Creality Ender 3 Pro, e la stampa di 3dbenchy è andata piuttosto bene...ma....credo di aver combinato un piccolo disastro Avevo infatti acquistato un paio di accessori che ho subito montato, ovvero: - Delle ghiere di metallo per sostituire quelle in plastica per il livellamento del piatto, e relative molle per sostituire quelle che sembravano venire dallo spruzzatore del ferro da stiro :) - Il piatto in vetro (non so perché l'ho fatto sin da subito. Forse mi piaceva solo l'effetto che faceva :D) Ho riscontrato subito il primo problema: le viti di serraggio su cui lavorano le ghiere di livellamento...girano solidalmente insieme alle ghiere stesse. Per qualche ragione, le viti non hanno aderenza sul sottopiatto. Poco male, mi sono detto: ho inciso leggermente il sottopiatto e, alla bisogna, blocco la vite col cacciavite durante le calibrature di sgrosso. Una volta serrate, le viti tendono a tenere, dopotutto (o forse no?= A quel punto ho adagiato il bed di vetro ma SENZA strappar via il sottopiatto del tappetino magnetico. Faccio una stampa di prova, mi sono detto, prima di fare qualcosa di irreversibile. Se va bene, lo tengo per fare qualche esperimento anche col tappetino magnetico, prima o poi. Dopo aver alzato il fine corsa sull'asse Z livello il piatto. Le nuove molle (ma secondo me anche le vecchie) soffrono di una isteresi inaccettabile: mezzo giro a dx seguito da mezzo giro a sx raramente riportano il piatto nella posizione iniziale. Forse le ho strette troppo? Sarebbe bello avere il profilo della resistenza meccanica delle molle, ma immagino sia fantascienza. Il livellamento, comunque, tiene bene anche al centro quindi non credo di aver deformato il piatto, ma ho misurato il vetro, non l'alluminio: potrebbe esserci una incurvatura sottostante che mi introduce una irregolarità nella temperatura della temperatura che non riuscirei a rilevare. La stampa è andata benino, considerando il fatto che è stato il mio primo tentativo. Mi interessava soprattutto la tenuta del primo livello: tutto ok, parrebbe. Ma...ORRORE...il piatto di vetro non si stacca più! Immagino ci fosse una sorta di adesivo che, scaldato il piatto a 70°, ha agito incollando il piatto sull'hot bed! Scava scava, ho trovato un UNICO commento su Amazon UK di qualcuno che ha riscontrato questa caratteristica, ovviamente non documentata, e provando a tirarlo via di spatola lo ha rovinato irrimediabilmente. Conclusione:. posto che odio avere qualcosa di "non disassemblabile" sulla mia configurazione (e un piatto incollato cade decisamente in questa categoria, a mio parere), il livellamento del piatto è diventato un incubo per via del difetto riscontrato sulle viti. Di fatto, devo bloccare la vite dal basso con la pinza prima di ruotare le ghiere e la precisione ne risente. Che ne pensate? Ho sbagliato da qualche parte e, soprattutto, avete qualche idea per rimediare?