TheClue
-
Numero contenuti
160 -
Iscritto
-
Ultima visita
-
Giorni Vinti
3
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di TheClue
-

Come si regola la ritrazione?
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
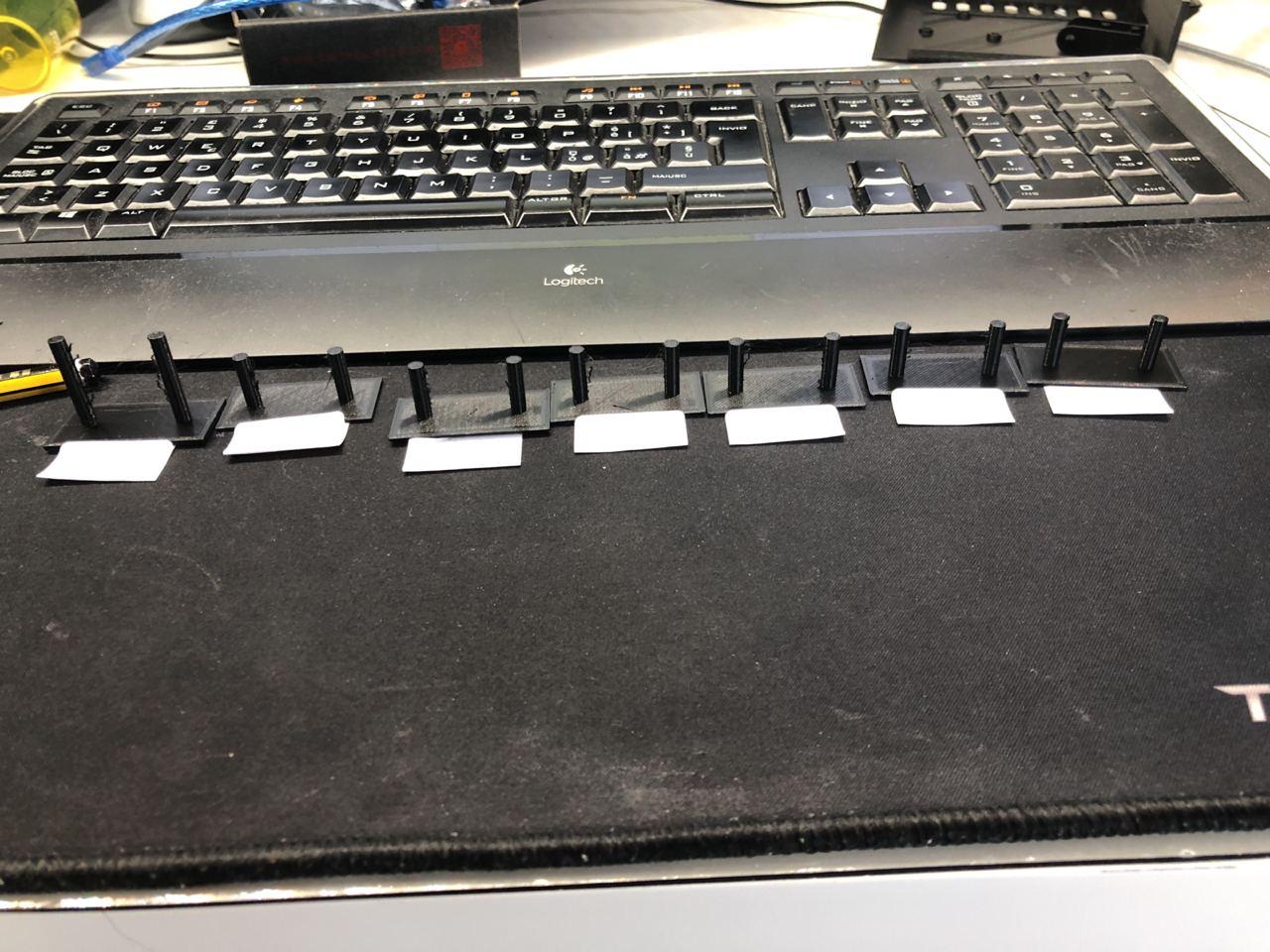
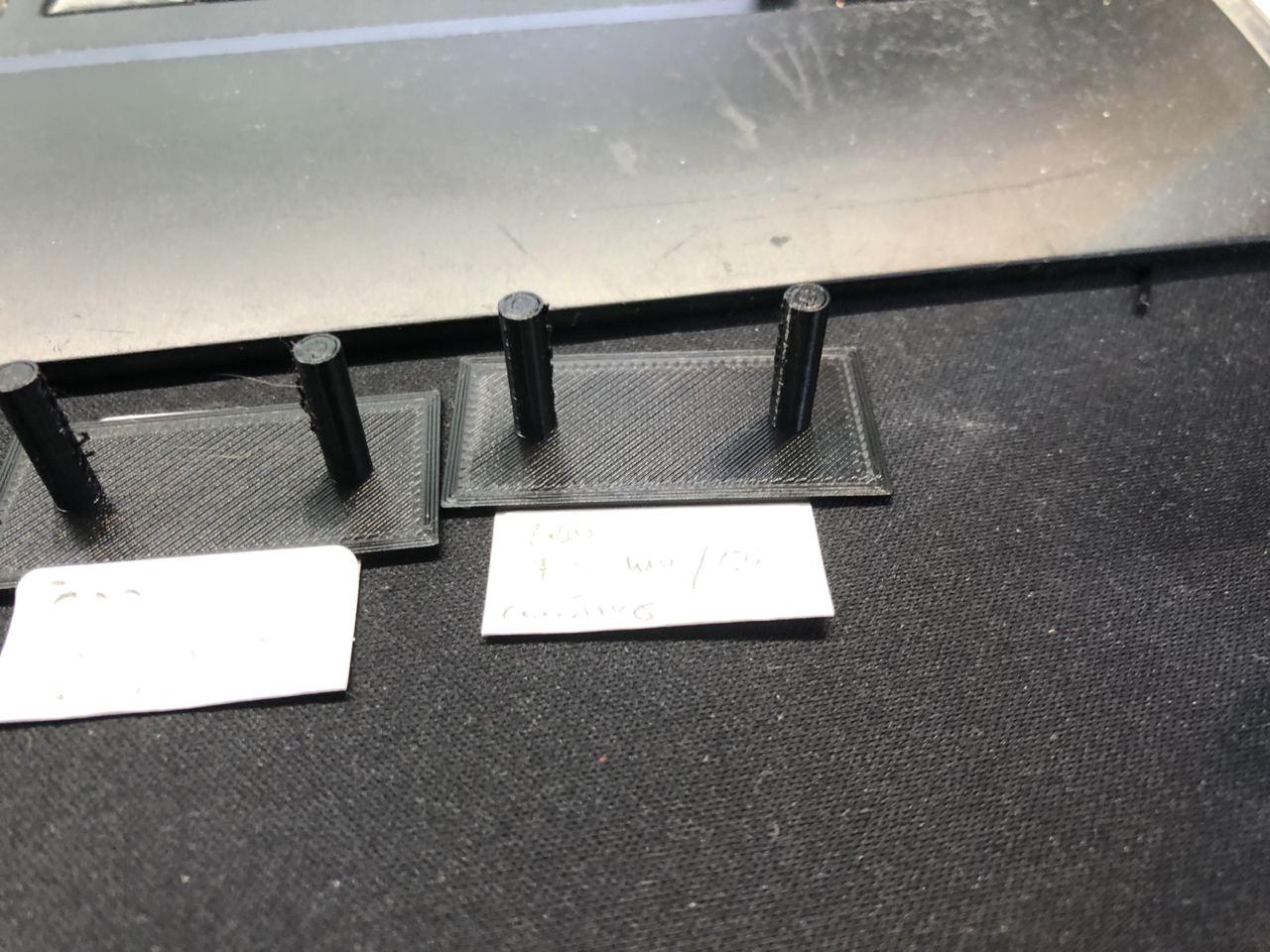
Dopo VENTIQUATTRO stampe di quei dannati pilastrini, questo e' il risultato (in foto solo quelli venuti meglio). I risultati migliori li ho ottenuti con questi valori, anche se non sono proprio perfetti (speravo sinceramente di tenermi piu' basso, ma per ora ce li teniamo cosi'😞) - Velocità di ritrazione: 55mm/s (a 60 l'estrusore si sporca di polvere) - Quantità di retrazione: 7mm - Max estrusioni su mm: 70 - Coasting e outer wall wiping attivato - Ho tolto le fascette che tenevano insieme i cavi elettrici e il tubo bianco dentro cui scorre il filamento (per cercare di farlo torcere un po' meno e creare meno attrito) Ora, come sapete sto ancora imparando quindi magari sto dicendo scemenze ma: --> quel tubicino di plastica mi sembra veramente scarso. Poco flessibile e il diametro non mi sembra molto regolare. E se producesse isteresi durante la ritrazione? O mi sto facendo io una paranoia assurda? E ho anche un altro problema meccanico (che spero di risolvere a breve): l'angolo di ingresso allo spingifilo e' troppo acuto per via della bobina posizionata posteriormente. Anche questo secondo me crea isteresi durante la trazione (perché il motore dell'estrusore secondo me non è abbastanza potente per "tirarsi" dietro il cavo. E questo credo impatti anche sulla retrazione (che è più veloce, per via del peso della bobina).
-
Come si regola la ritrazione?
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Insomma, più che fisica è biologia praticamente 😄 -
Come si regola la ritrazione?
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Ma figurati, non e' che non voglia fare le prove...ne ho appena stampati altri due (ottenendo risultati identici, cosa che mi ha lasciato un po' perplesso lo ammetto). Sono pronto a stamparne anche cento, ma vorrei capire la logica dei vari parametri tutti qui -
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Certamente! Oggi pomeriggio lo sto ancora dedicando alla calibrazione (avevo ancora da sistemare la retrazione), poi metto subito in stampa a 50% di infill tri-esagonale e vediamo che succede! ^^ -
Come si regola la ritrazione?
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Ed ecco un aggiornamento...meglio, ma ancora non ci siamo... - Temperatura 200° (mi sa che e' quella giusta per questo filamento) - Retrazione di 6.5mm (mi sembra un po' tanto) a 25mm/s <-- abbasso il primo e alzo il secondo? - Velocità di travel 150mm/s - Z-Hop di 0.2mm Il combing puo' aiutare?
-
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Se non ti crea problemi, potresti farmi un ingresso svasato per le viti sotto la mensola, cosi' entrano a filo e non mi fanno spessore? Dovrebbe andare penso, no? Anyway, i fori sono M5 e l'interasse è di 20mm +/- 0.5mm ancora grazie! -
Come si regola la ritrazione?
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
letto gli articoli...un pelino overkill direi 😮 cioe'...figo sicuramente ma...magari posso iniziare con qualcosa di piu' semplice... -
Come si regola la ritrazione?
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Giusto 😄 hai ragione. E' una ender 3 pro e quello che vedi e' un PLA della Creality che ha una temperatura di esercizio tra i 205 e i 210 gradi -
Come si regola la ritrazione?
TheClue ha pubblicato una discussione in Problemi generici o di qualità di stampa
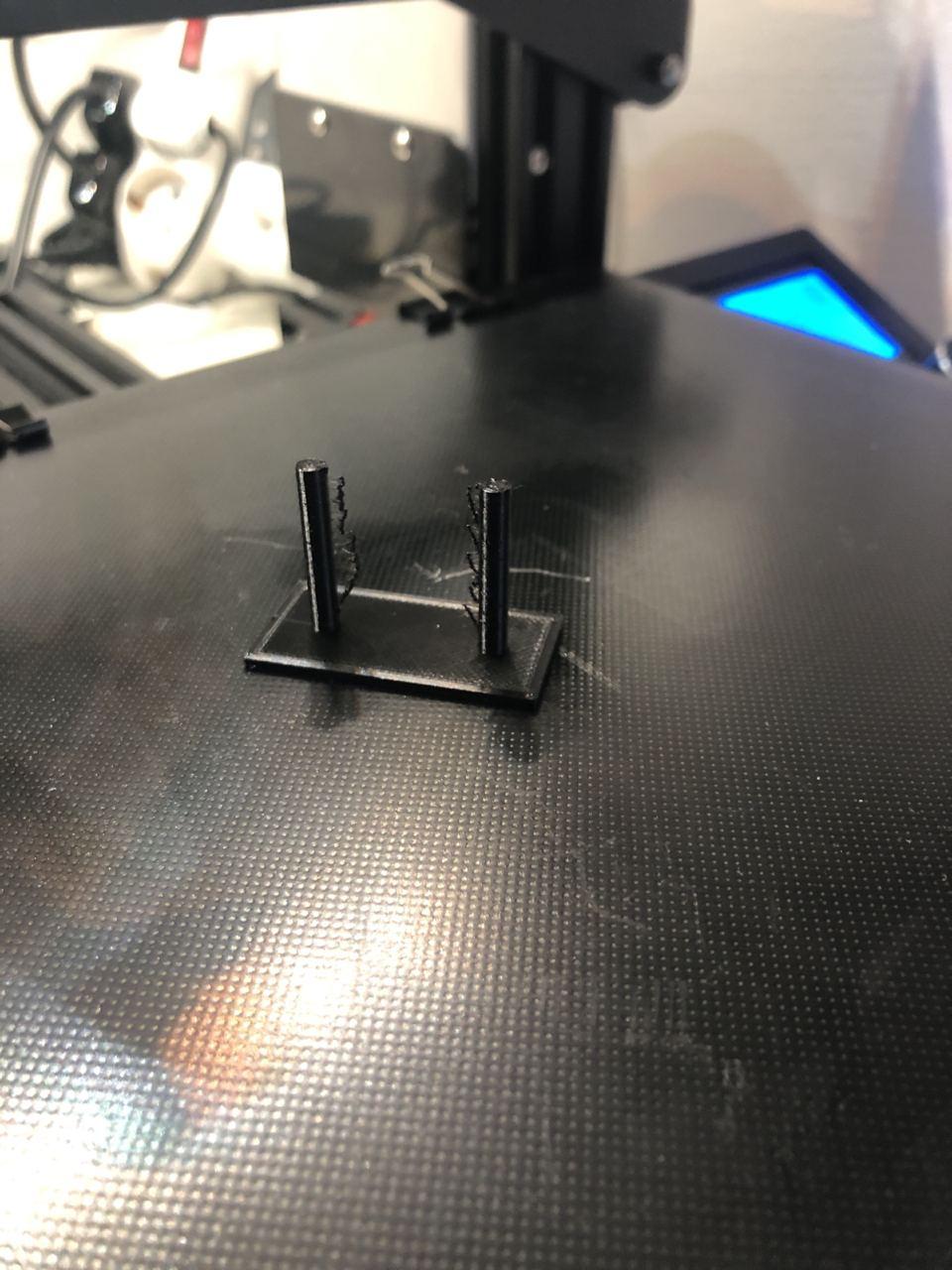
Sono consapevole dell'esistenza del problema. E anche di quello che TEORICAMENTE bisogna fare per risolverlo. Ma dopo una dozzina di pilastrini non ho ancora risolto niente...ci deve essere qualcosa che mi sfugge In foto la mia configurazione di default, evidentemente "perfettibile" Ritrazione 6.5 mm, temperatura 210 gradi. Scendere a 205 non e' sufficiente per risolvere il problema e se scendo a 200 ho problemi di estrusione. Salire con la retroazione, oltre ai tempi di stampa, ho paura di otturare l'ugello Esattamente...cosa dovrei fare? 😮 Ah, ho anche provato il wiping, ma e' venuto una merda ^^'
-
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Eh..quello che temevo...non entra sul piatto di stampa 😕 o meglio tecnicamente ci entrerebbe se sposto le clip a coccodrillo che tengono fermo il piano in vetro, ma non ho mai stampato cosi' al limite del piatto di stampa e sono abbastanza certo che si impiccera' qualcosa e se invece stampassi solo la parte a C fino alla sezione triangolare e poi li' vado a bullonare la staffa del reggibobina che mi e' uscita col kit? -
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Sicuro (anche se non ho capito a cosa ti servono queste misure volendo riciclare quella originale) il foro ha un diametro di 30mm +/- 0.3mm la staffa originale end-to-end e' lunga 15 cm e larga 40mm +/- 1mm (quindi non fino al centro del rullo, ma fino alla fine come nel tuo disegno) quindi approssimativamente supponendo che la sezione triangolare rappresenti una aggiunta di diciamo 5cm arriviamo a 20 -
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Ma è assolutamente perfetto! Risolve perfettamente il problema in questo modo! Approfitto volentieri della tua gentilezza, non saprei come realizzarlo: ho appena iniziato a imparare Fusion360 e non riesco ancora a costruire niente di concretamente stampabile. Se lo realizzi con Fusion 360, mi basta solo il modello base poi lo posso rifinire io cosi' non ti faccio perdere troppo tempo. La mensola è spessa 5cm e, per un riferimento contestuale, l'estrusione superiore della stampante sporge di 5 cm davanti alla mensola ed è di 3cm piu' bassa della stessa Forse per praticità (sia di modellazione che di stampa) invece di riprodurre la barra originale col foro per il portabobina cilindrico si potrebbe riciclare quella di stock, avvitandola con un dado a due fori applicati all'altezza di quella sezione triangolare (credo che ad occhio intera non ci entri sul piatto di stampa). -
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Ti ringrazio molto, l'idea del "sospensorio" è buona...ma con quel profilo ho ancora la bobina ruotata nel verso sbagliato (perpendicolare all'ingresso dello spingifilo) A quanto pare, il problema è piu' complesso del previsto... 😕 Un altro possibile design: https://www.thingiverse.com/thing:4333835 -
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
ad esempio questo: https://www.thingiverse.com/thing:2999446 Ma sai che non e' una brutta idea? 😮 Secondo me pero' poi mia moglie mi ricopre di grafite come Han Solo (con la Ender pero'; a 25mm/s) 😄 -
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Pare che si possa...almeno con l'estrusore stock... https://www.youtube.com/watch?v=ttPl8WxwHwE&feature=youtu.be purtroppo no, proprio carino pero' come design un vero peccato. Pero' l'estrusore superiore è piu' avanti rispetto alla mensola che si vede in foto. Uno spooler centrato sulla barra (e non decentrato verso il retro) potrebbe andare...anche se esteticamente farebbe un po' schifo probabilmente... -
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Eh le avevo viste ma...purtroppo non vanno bene per il mio problema perché non ho lo spazio per montare la bobina di lato (a 90 gradi rispetto al frame intendo); ecco perché l'ho messa dietro. Su TV ho visto qualche variazione rispetto a quella che ho fatto io (che vedete in foto), quindi secondo me hanno tutti gli stessi problemi che ho io sulla bobina. Qualche opinione sul ruotare l'estrusore?
-
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Lo so, ma non ho spazio nemmeno sopra...altrimenti non lo avrei spostato prima sul fianco e poi sul retro 🙂 -
Spool sul retro e sottoestrusione
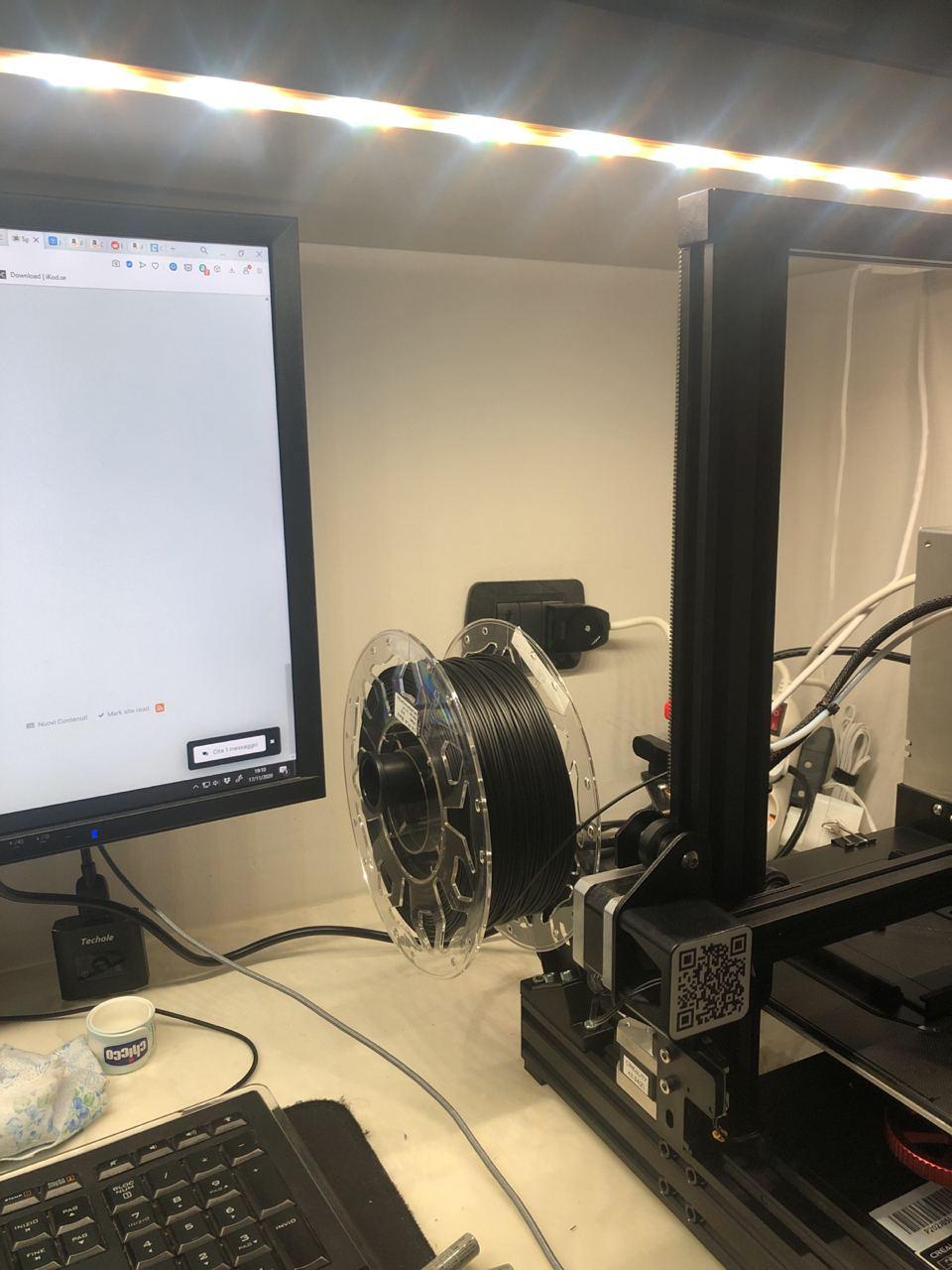
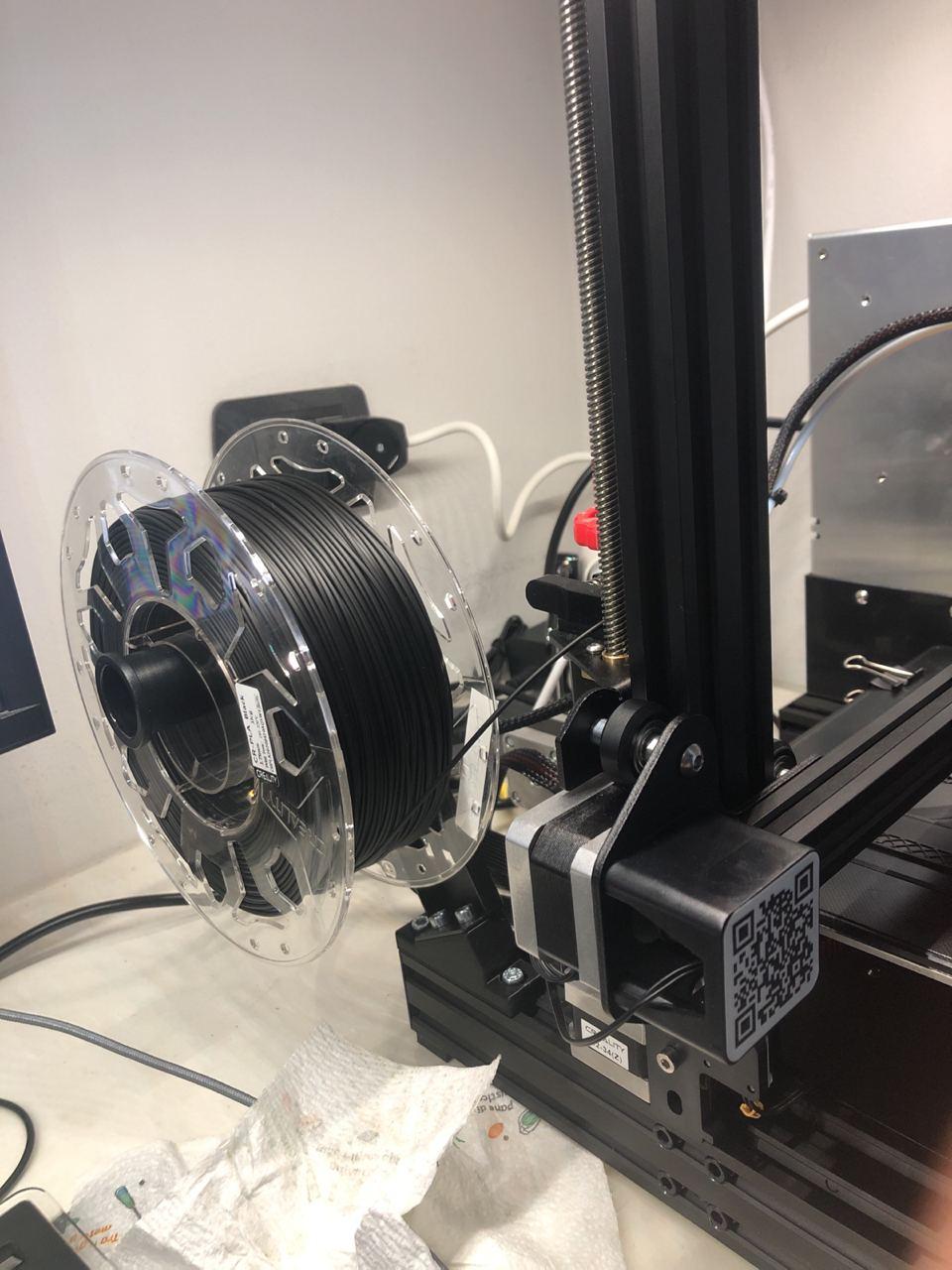
TheClue ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, spero stiate tutti bene 🙂 proseguo nel mio setup/tuning della mia Ender 3 Pro e volevo sottoporvi un problema. Per motivi di spazio ho dovuto dislocare lo spool sul posteriore (vedi foto). So che la soluzione è moooooooolto lontana dall'ideale, ma sfortunatamente non ho alternativa. Ora, come sapete sono un niubbo, ma mi basta il buon senso per capire che ci sono almeno due problemi adesso: - La bobina è pensata per svolgersi nella direzione opposta, quindi mettendola come prassi (in modo che srotoli in senso orario) il filamento rischia di attorcigliarsi. Come workaround l'ho ribaltata: per stampe che si sviluppano poco in altezza, nessun problema. Per stampe che salgono molto, non funzionerà di sicuro. - L'angolo di ingresso sul blocco estrusore è di 90 gradi, e questo secondo me non va bene per niente. Mi chiedo se (v. altra foto) se questo problema di sottoestrusione che ho sulle campiture ampie possa essere dovuto al fatto che ci sia (per i due motivi sopracitati) troppa resistenza all'ingresso dell'estrusore. E' possibile che sia questo il motivo? Alcuni approcci sui quali mi piacerebbe il vs parere: - Ruotare il meccanismo dell'estrusore di 90 gradi in senso orario e allungare il braccio dello spool holder di 7-10 cm. Che ne pensate? Ci vedo solo una possibile controindicazione: il tubo si contorcerà un po' troppo quando l'hotend e vicino all'origine dell'asse X. - Ruotare lo spool di 30 gradi verso l'esterno (ma come potete vedere io non ho assolutamente spazio. Nemmeno 30 gradi) - Tiltare verso l'esterno lo spool (agganciandolo al fianco della 2020 e non sul binario superiore) e aggiungere una guida al filamento che allunghi la corsa e addolcisca l'angolo (che rimane pero' sempre di 90 gradi) - Usare uno spool mobile da piano e spostarlo sul lato solo in fase di stampa (ma secondo me questo spostare introduce una torsione al filamento) In ogni caso c'è da diminuire al massimo l'attrito della bobina allo srotolamento, probabilmente con dei cuscinetti a sfera. Che ne pensate? Io non riesco proprio a decidermi...
-
Cambio marca di filamento, ora problemi di adesione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Stavo cominciando a pensare che questo piatto microforato della Creality fosse solo un modo per estorcere ai niubbi qualche soldo...in effetti mi era quasi venuta voglia di molarmi una banalissima lastra di vetro e provare con quella...quick and cheap... -
Cambio marca di filamento, ora problemi di adesione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Ed ecco il risultato dopo aver - Calibrato gli step/mm dell'estrusore...ero sotto di circa il 10% - Calibrato il flusso attraverso il thin wall test, ora è a 91% Se devo essere sincero, avendo alzato del 10% il primo e abbassato del 9% il secondo mi aspettavo più o meno di avere lo stesso risultato di prima. Invece non ho QUASI avuto problemi di aderenza (solo il brim si e' un po' staccato) e il primo layer è effettivamente molto migliorato. La mia domanda ora è: è il meglio che posso ottenere con questa configurazione? Posso scordarmelo di avere un primo layer mirror-finish, diciamo come quando applico l'ironing sul roof? La retraction (che ancora devo sistemare) influisce solo sullo stringing o anche sulla qualità, in particolare del primo layer?
-
Cambio marca di filamento, ora problemi di adesione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Ah, si, ho misurato il diametro del filamento, ma non ho ben capito se nella scheda materiali di Cura quel settaggio ha effetto nello slicing (è nella stessa finestra di dettagli descrittivi tipo il costo). Cmq effettivamente non è 1.75, ma 1.80. Non mi pare una tolleranza allarmante...o no? Cmq, adesso provo a tenere piu' alto il piatto (eppure vi assicuro che gli angoli sono a un decimo di millimetro preciso!) Se fosse una sottoestrusione, non dovrei avere problemi anche sui layer superiori? Cavolo hai ragione...ho misurato di nuovo il filamento in questa parte della bobina è 1.68! E' possibile che il diametro non sia costante in tutta la bobina? -
Cambio marca di filamento, ora problemi di adesione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
ehm...in che senso? -
Cambio marca di filamento, ora problemi di adesione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Ho provato un tower temp, ma si è staccato più o meno a metà (pur avendo aderito bene all'inizio). Ma non è stato un test significativo secondo me perché ho usato un gcode già pronto per pigrizia e aveva il bed a 45 gradi. Tutti i miei altri filamenti hanno una temperatura di esercizio tra 200 e 205 (ma come dicevo, questo sempre avere - come dire - piu' corpo) Nel frattempo ho fatto un'altra prova e stavolta è andata decisamente meglio. Anche se non so bene perché 😐. Ho infatti cambiato questi fattori, ma non mi sembra di aver fatto niente di risolutivo. Ma evidentemente, qualcosa devo averla fatta...è insopportabile non riuscire a ricostruire le relazioni di causa-effetto (dovrei cambiare una impostazione alla volta, me ne rendo conto, ma cosi' non finisco piu'!) - Temperatura 215 (lo so un po' altina, ma volevo fare una prova "estrema") - Bed a 60, 65 sul primo layer (idem come sopra) - Initial Layer Line Width a 120% (e questo mi ha portato ad avere quella finitura grossolano nella faccia inferiore, suppongo) - Initial Layer Height a .3 - Ma soprattutto hoi spruzzato più lacca e l'ho fatto a bed caldo (in pratica, appena prima dell'inizio della stampa) Questo SENZA rilivellare il piatto rispetto alla mia prova precedente col cubo xyz che aveva quel vistoso effetto warping. Stasera provo un altro cubo con queste impostazioni e provo a fare un video dell'asse Y a volo d'uccello Intanto grazie infinite come sempre per l'aiuto!
-
Cambio marca di filamento, ora problemi di adesione
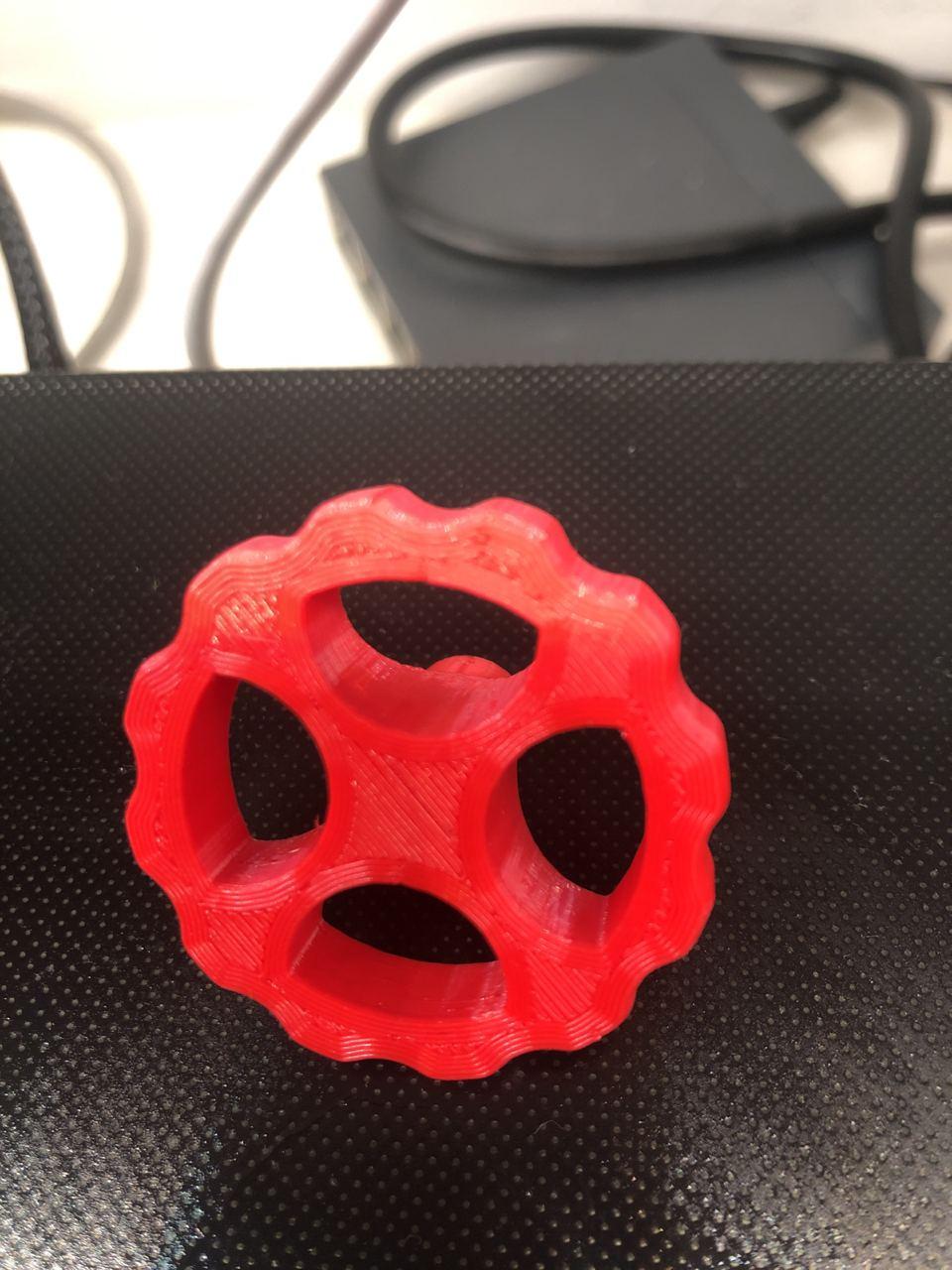
TheClue ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti! Dopo diverse calibrazioni pensavo di aver risolto i problemi di adesione del primo layer che avevano afflitto le prime settimane di vita della mia Ender 3 Pro. Con due bobine di PLA Creality e SunLu sembra tutto ok. Oggi ho provato una Geetech rossa, leggermente più economica ma cmq, credo di qualità. Ebbene, non c'è assolutamente modo di far aderire il primo layer con questa bobina! Ho provato molte temperature diverse, sia del bed (45-55-60-65) che dell'estrusore (200-210-220). E diverse velocità del primo layer. Ho anche provato sia con la lacca che con la colla stick sul mio bed in vetro creality. Niente da fare. I problemi di estrusione sono macroscopici: sto cercando di stampare una manopola e il brim invece di circolare è...un rombo! Mi aspettavo che tra un produttore e l'altro ci potesse essere un po' di tuning...ma catastrofi di adesione così macroscopici non me li sarei mai aspettati. Al tatto il filamento estruso sembra più sottile e robusto, ma magari è solo dovuto alla temperatura non saprei) Ovviamente il bed è livellato a dovere, con uno spessimetro da .1mm. Cosa posso provare? EDIT: sono riuscito a terminare la stampa del cubetto xyz; noto anche qui un serio problema di adesione e di warping. Anche qiu si vede subito dallo skirt che qualcosa non va... -
Accumulo di materiale, bordi imprecisi, piani asimmetrici...e altri difetti...
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
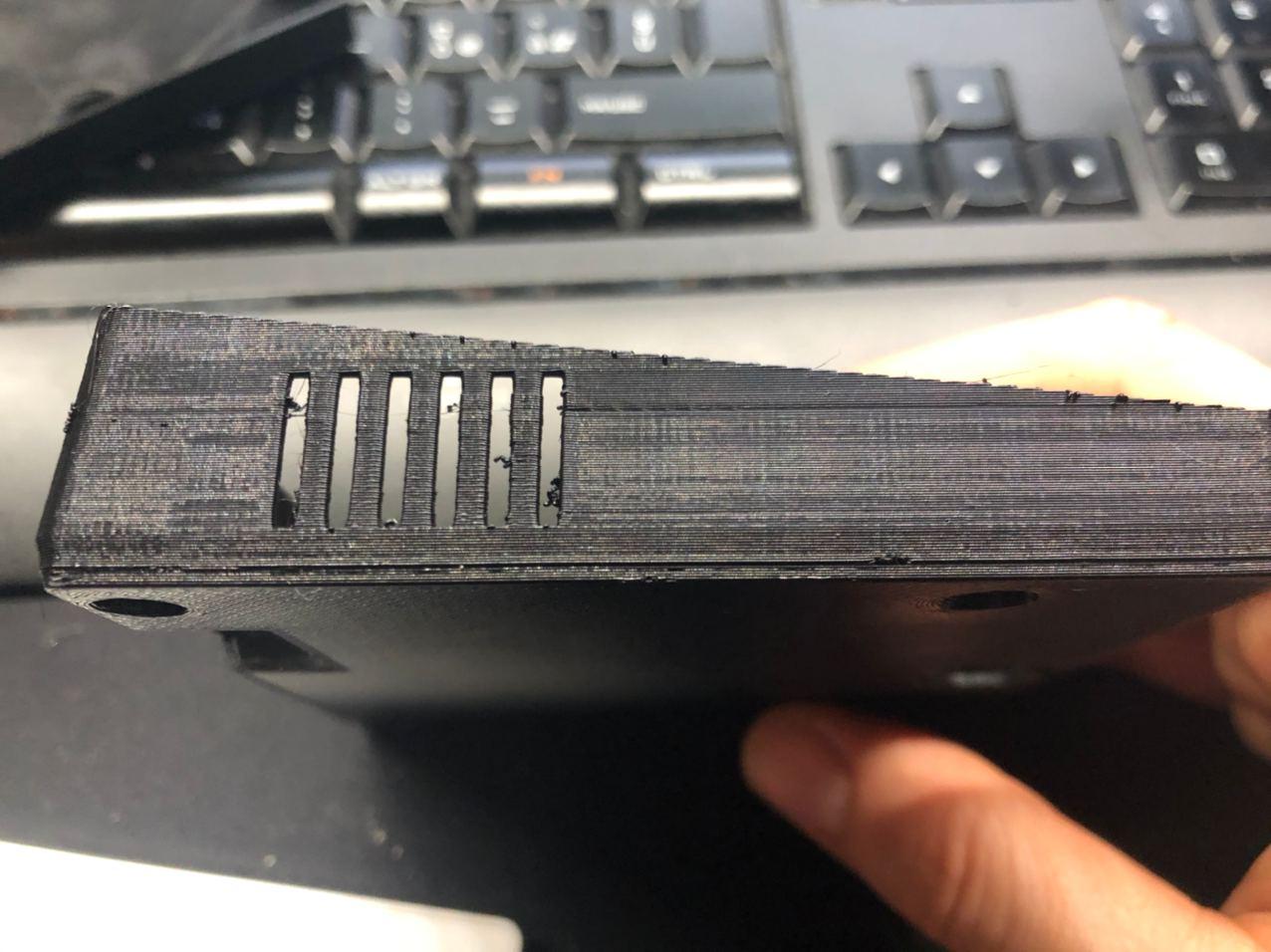
Ok, anche la mia tediosissima scatola ora è migliorata (side by side il prima e il dopo). I miglioramenti sono evidenti ^^ Riscontro però ancora quelle strisce sul piano superiore e un po' di "immondizia" nei buchi per le viti. E anche un po' di sporcizia nelle fenditure di ventilazione. Suppongo di essere ancora lontano dal terminare la messa a punto della stampante, eh? Cosa dovrei fare adesso?




.jpg.e53d387192f2108c87f9f9613223b507.jpg)