Otto_969
-
Numero contenuti
680 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Otto_969
-
Non puoi stampare pezzi così diversi nella stessa stampa! Lo slicer "distribuirà" le impostazioni che gli hai dato su tutti i pezzi e ne uscirà un macello... Cosa che è puntualmente accaduta. Se fai ad es. gli otto pedoni tutti insieme, non è un problema perchè Cura metterà le cuciture tutte nello stesso posto che hai voluto tu. Ma se metti ad es. un pedone ed un cavallo, le cuciture saranno del tutto sballate perchè lo Slicer farà una media degli angoli. Angoli che nei due pezzi, ad es. cavallo e pedone, saranno in posti diversissimi. Scalini... Me lo ha fatto anche a me per parecchio tempo, e mi ha fatto ammattire! Io direi che non sono le barre perchè gli scalini dovrebbero avere lo stesso passo delle barre, cioè 2mm, e per di più dovrebbero essere solo da una parte "in stereo", cioè se a Dx c'è una sporgenza, a 180° deve esserci una mancanza... E dalla foto non mi pare. Per me sono sbalzi di temperatura, o velocità troppo elevate. O un mix tra questi due parametri. Cmq tanto per essere sicuri che le cinghie siano ok, a macchina spenta, metti l'Hot-End al centro del carrello, e con un dito messo al centro dell'Hot-End, muovi tutto indietro il carrello, le due piastre quadrate che montano le rotelline, DEVONO ANDARE IN BATTUTA CONTRO IL MONTANTE POSTERIORE ESATTAMENTE NELLO STESSO MODO! Se da una parte una piastra tocca il montante, e dall'altra no, allora devi regolare la tensione di una delle due cinghie. Se tendi maggiormente la cinghia di Dx, la piastra di Sx si allontana dal montante posteriore. Se allenti la cinghiadi Dx, la piastra di Sx si avvicina al montante. Io ormai non bado più a come siano tirate le cinghie... Regolo semplicemente il movimento del carrello nel modo sopra descritto. Io questo controllo lo faccio prima di ogni stampa "importante"... Le X5SA hanno il loro punto debole proprio nella connessione tra barra dell'Hot-End e le due fatidiche piastre che "dovrebbero" assicurare il parallelismo sull'asse Y (che poi visto che è una CoreXY, ricade anche sull'asse X). Sostanza giallastra... Ricordo che se ne era parlato in un post, ma era per il PETG: Bruciature A me è capitato molto di rado solo su materiale bianco, nel mio caso era solo un eccesso di materiale che si era depositato sul nozzle, e che poi era stato "rilasciato" random sull'oggetto in stampa... Io cerco di tenere sempre perfettamente pulito e spazzolato il nozzle perchè ho notato che i residui di stampa tendono ad attaccarcisi meno... Di più non so.
-
Per ora lascia stare il PETG perchè è più complicato da stampare, e fila molto di più... Concentrati sul PLA, e quando sarai capace di stampare in PLA senza problemi, solo allora, passa al PETG. Anzichè comprare il PETG, dovresti rifornirti di BUON PLA tipo il Sunlu o il suo clone Enotepad... Io ti consiglio l'Enotepad perchè è lo stesso materiale (mi sono arrivate due spedizioni con la scatola marchiata Sunlu!) ma costa leggermente meno del Sunlu (che è il top tra i filamenti "overall"). Prendilo dal loro sito ufficiale: Enotepad
-
Sembra più un problema di pareti... Su superfici che vanno a rastremarsi come quelle, è sempre complicato. Un Infilll alto unito a molte pareti (minimo 3) aiutano molto. Tieni conto che su oggetti piccoli e molto definiti come quelli in foto, sarebbe bene anche scendere di nozzle a 0,2/0,3mm con altezze layer il più basse possibile (che aiuta tantissimo in caso di superfici molto inclinate, come quelle in foto). Devi correggere gli ultimi dettagli...
-
Alleluia! Io te lo avevo detto sin da subito: basta usare cervello e pazienza... Sono molto contento che alla fine stai incominciando a vedere la luce... 👍
-
A me il livellamento automatico funziona alla grande! L'importante é fare il livellamento alla stessa temperatura a cui si vuole stampare. Se hai problemi col nozzle troppo vicino al piatto, prova ad abbassare il sensore stesso! Allenta le due vitine che lo fissano alla piastra dell'Hot-End, ed abbassalo di 1mm. Oltretutto, anche se non dovrebbe essere cosí, il "metodo" di livellamento e Z-OffSet influiscono leggerne sull'altezza "a riposo" di tutto il gruppo dell'Hot-End rispetto al piatto... Io faccio prima il livellamento e poi lo Z-OffSet. Ma ho notato che se faccio prima lo Z-OffSet e poi livello, durante l'homing il nozzle resta un pelo piú alto... Io preferisco la prima soluzione perché mi fà capire in un istante se il primo layer verrà bene o no. Di contro alla fine dell'homing il nozzle é praticamente attaccato al piatto, e se uno si scorda di abbassarlo, si finisce per bucare il tappetino...
-
No, non é affatto strano. Cura di solito prende uno spigolo e ci piazza sopra la cucitura, quindi si vede molto meno. Come ti avevo già detto il cilindro é tra le forme peggiori in assoluto in quanto privo di spigoli, o anche non-uniformità, quindi ogni minima variazione viene evidenziata al massimo e rimedi ce ne sono pochi. Io spesso sento il bisogno di un setting totalmente manuale su dove posizionare la cucitura, ma Cura ha già centomila parametri ed aggiungerne un'altra cosí complicato non mi pare il caso... Cmq non scordarti che se abiliti il Coasting, esso agirà sempre in coppia con le cuciture ed i rispettivi settings...
-
Il bianco non aiuta a capire dal cell, ma a me sembra che il primo layer sia ok (seconda foto), ma dalla prima foto si vede chiaramente che i "bottom layers" sono fortemente sottoestrusi... Sali il flow di un buon 10%. Ovviamente "First layer" e "bottom layers" son cose diverse... Se ti serve una superficie "a vista" usa la stiratura. Dalle altre immagini sembri appena sottoestruso, ma ripeto: dal cell il bianco del materiale rende difficile capire...
-
A questo punto prova a disabilitarlo del tutto perché ti influisce negativamente sulla qualità delle pareti... Io sono in giro per lavoro e non posso provare sulla mia, ma per me é veramente strano! Prova a lavorare sui diversi tipi di cucitura, e vedi se cambia qualcosa tra Smart Hiding e Hiding normale. A me cambia parecchio a seconda dello shape da stampare, ma non ho capito il come ed il perché... Cmq.ricordati sempre che le cuciture si vedranno sempre, e che ogni stampa ha il suo bel "post-printing process". Non esiste una stampante che da il pezzo finito: ci sono sempre imperfezioni piú o meno evidenti da eliminare a suon di olio di gomito! 😁 Io odio questa fase, e determinati problemi, come appunto le cuciture, cerco di prevenirli in fase di progetto. Ad esempio se devo fare un cilindro, lasceró un piccolo solco dove lo Slicer piazzerà la cucitura, che sarà molto meno evidente. É un pó come fasciarsi la testa prima del botto, ma funziona.
-
Ammetto che questa proprio non l'ho capita... Con un Coasting simile dovrebbe lasciare diversi mm scoperti! Lo Skirt lo ha chiuso normalmente?
-
Se hai trovato un valore di flusso che ti soddisfa, NON cambiarlo mai a meno che varino le tue esigenze: tienitelo stretto! Per i 2mm*3 di Coasting é strano, dovrebbe lasciare un bel vuoto... Probabilmente c'é qualche parametro in Cura, o piú probabilmente nel setting macchina che inibisce il corretto funzionamento del Coasting... Non é che l'oggetto era molto piccolo ed il volume di materiale del singolo loop, era sotto al volume minimo di attivazione del Coasting? É il secondo parametro che ti avevo dato... Quando torno a casa devo dare un'occhiata a Cura, ed alle tue impostazioni macchina (sempreché tu non le abbia cambiate). Cosí "a memoria" non ricordo tutti i settaggi di Cura per il Coasting e neanche se qualche codice macchina possa influire secondariamente su di esso... Di certo un codice specifico non c'é.
-

MATERIALE RESISTENTE AL CALORE E IDROCARBURI
Otto_969 ha risposto a MAL1190 nella discussione Materiali di stampa
Io uso il PETG per alcuni particolari della moto da Enduro, abbastanza vicino ai radiatori e alla cassa filtro, quì è più fresco che da voi ma non ho mai avuto problemi di fusione. Ho notato che alzando la temperatura di estrusione - compatibilmente con la lavorazione di cui si ha bisogno - cresce la resistenza meccanica ed al calore. Di poco ovviamente, ma è un pò meglio. Per contro sembra che si macchi più facilmente con l'olio della benza... -
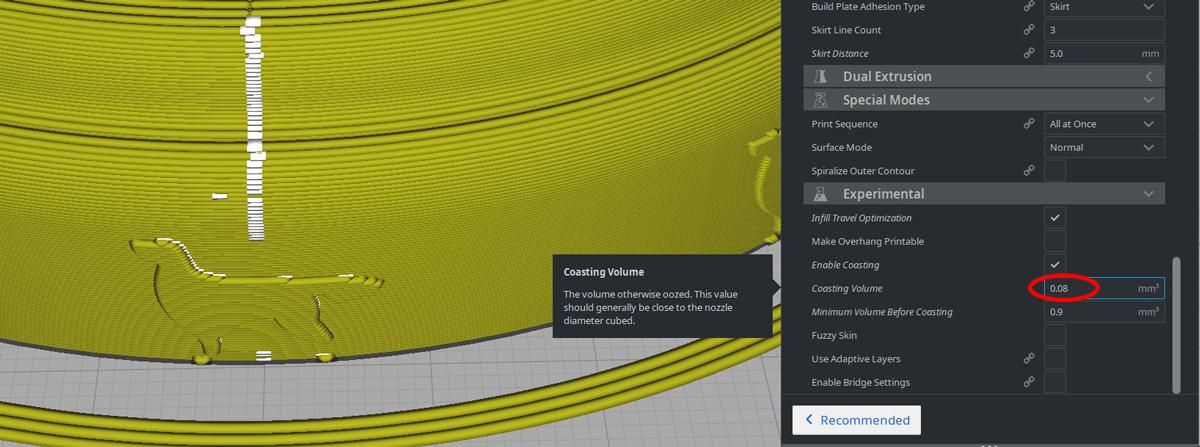
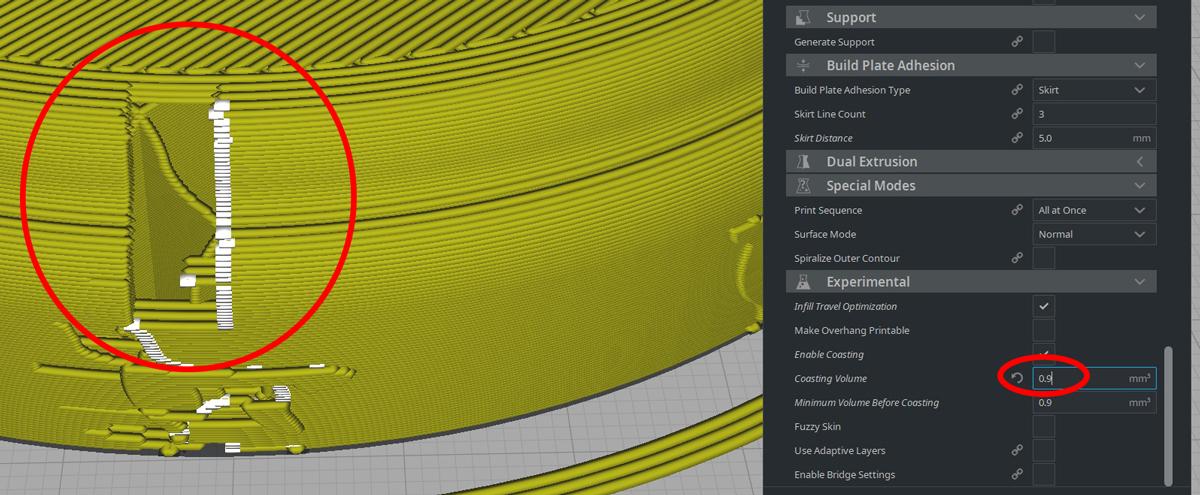
Sono un pò incasinto, ma ci sono... 😅 Non ho capito una cosa: nelle foto si vede una parete "sfogliata"... Si è sfogliata da sola, oppure l'hai aperta tu per testare la resistenza? Secondo: potresti mettere i nomi alle foto? Spesso scrivo dal cell e non facile capire se è un Bottom o un Top... Se la parete si sfoglia e non è solida hai 2 opzioni: Aumentare il Flow (ed aumentare il rischio di blobs ed imperfezioni). Aumentare lo "schiacciamento" del cordone (ad es. io uso quasi sempre una larghezza cordone a 0,425mm con un nozzle da 0,4mm, e con lo 0,3mm vado a 0,333 che facilita moltissimo le costruzioni meccaniche). Io credo che nel tuo caso la cattiva adesione delle pareti è ANCHE causata dalle temperature (bassissime!) che usi per estrudere. Penso che ora che hai sistemato un pò la stampa, dovresti fare qualche esperimento a salire di temperatura a steps di 5°C. Coasting... Credevo avessi inteso già come funzionava, ma ti porto un esempio grafico perchè ho capito che non hai intuito come funziona, in quanto inversamente proporzionale... La foto che segue è un portarotolo da cucina con il Coasting "normale", un valore che ti ho già dato e che uso quasi sempre: Come vedi il Coasting Volume è 0,08mmm*3 - se guardi sopra alla figura di Stella (uno delle mie "creature"...) ci sono dei trattini bianchi che sono le cuciture. E' facile vedere che i layers NON hanno mancamenti. Ora questa è una foto con un Coasting volutamente esagerato: Come puoi facilmente vedere il Coasting Volume è a 0,9mm*3 e sopra Stella si vedono dei grandi mancamenti di materiale prima del trattino bianco (che è la cucitura)! In pratica il Coasting funziona così: Cura sa esattamente in ogni momento la quantità di materiale da "deporre". Se ad esempio per arrivare fino alla cucitura di finitura layer servissero 2mm*3 di materiale, il Coasting gli dice che da questi 2mm*3 deve toglierne 0,9... Quindi Cura depone solo 1,1mm*3 di materiale... Infatti se esageri col Coasting si formano dei buchi! Quindi se hai delle cuciture troppo grosse, devi diminuire il materiale apportato, QUINDI DEVI AUMENTARE IL VALORE DEL COASTING VOLUME! Non diminuirlo... E' un gioco di parole, perchè sono inversamente proporzionali.

-
Non ti dò le percentuali perché ho perso il conto dei tuoi settaggi... Ti dico semplicemente cosa penso dalle foto, poi tu sapendo che percentuali usi, potrai aumentare o diminuire il flusso. Prima foto: flow Infill basso, aumenta del 5/10%. Se non c'é già, porta la sovrapposizione al 30%. Seconda foto, credo sia il First layer e sei un pó magro di flusso: aumenta del 5%. Terza foto, dovrebbe essere un Top, se magro: aumenta del 7,5/10%. Il minimo dei Top layers é almeno 3, meglio 4... E ricorda che senza stiratura e Z-Hop verranno sempre non bellissimi. Ma per ora lasciali stare... Da quarta foto in giú: le pareti sembrano ok, dal cell non vedo mancanze di materiale o peggio blobs... La cucitura é effettivamente molto evidente, ma il cilindro é la forma che le fa risaltare di piú. Prova diversi settaggi per nasconderla, e diminuisci il Coasting volume. P. S. - Il flusso perfetto per le pareti é il miglior compromesso possibile tra adesione tra i layers (cioé quello che si spezza meno facilmente), ed assenza di blobs/ rigonfianti del cordone di materiale...
-
Le cuciture sono un qualcosa con cui ti ci scontrerai sempre, le potrai minimizzare ma non eliminare del tutto. Devi andare ad esperimenti. Prova diverse modalità di cucitura ed accoppiaci un Coasting magari un pò più magro. L'importante è capire come si comporta la tua macchina, ed in questo ogni macchina è totalmente diversa dalle altre. Il cilindro è la forma, insieme alla sfera, che risalta di più le cuciture, non ho capito bene ma se hai usato una sola parete, tutti i problemi si ingigantiscono. Io se uso il nozzle da 0,4mm non vado mai sotto le 3 pareti, spesso anche 4, come Infill lascia stare forme strane, vai di griglia che è veloce e dona rigidità, lo Gyroid è un attimo più veloce ma meno rigido e da più problemi con i Tops perchè è una linea aperta. Se l'ultima foto del primo post è un Top, sei magrissimo... Aumenta almeno del 10%. Nell'ultima foto del secondo post, si vede benissimo che i "buchetti" sono cuciture non perfette e sono tutti esattamente nello stesso posizione rispetto all'Infill Gyroid. Per queste cose devi andare di "sensibilità" e cercare di anticipare i problemi (che ci sono sempre, e per tutti!), cmq a me sembra che la stampa si sia sistemata tanto, forse sei ancora grasso sulle pareti (dalle foto non è facilissimo capire) ma va già bene...
-
Che parta a cannone è normale, poi però deve seguire le velocità che hai impostato tu... Prova un Coasting simile a questo: Volume = 0,07 - Volume minimo prima del Coasting = 0,8. Se vuoi avere la "prova provata" se alcune mancanze di materiale fossero imputabili davvero, al Coasting oppure ne, basta disabilitarlo! Se disabilitandolo scompaiono i buchetti, ma compare qualche piccolo rigonfiamento sulla giunzione inizio/fine del cordone, allora vuol dire che era il Coasting che faceva finire il materiale prima del dovuto. Cmq secondo me il problema più grosso è stato ampiamente ridimensionato (ragnatele), ora devi lavorare sui dettagli e fare stampe su stampe... 👍
-
Ora ho visto meglio, ma quello non c'entra niente con le impostazioni che ti ho dato perché non riguardavano né il flusso, e neanche l'estrusore/estrusione... Se ritieni che un cordone di materiale sia dove non dovrebbe (a parità di gcode), é un problema di meccanica... Dal cell é difficile capire, ma sembrerebbe che non ci sia abbastanza "supporto" dell'infill sotto alle pelli esterne, quindi il cordone sembra "cadere" nel vuoto. Cmq le modifiche che ti ho dato erano per risolvere le ragnatele, e mi pare che sotto quel profilo lí, sia molto meglio. A che velocità reali andava durante la stampa? Rimbalzi strani?
-
Ok, ora ci siamo... I "buchini" sono dati dal Coasting troppo alto, in quanto tu usi un flusso molto basso: me lo aspettavo. Non credo sia un problema. Ora sei molto vicino ad una stampa corretta, SALVA QUESTI DATI IN MODO SICURO! Appena torno a casa ti mando il Coasting per il tuo flow e la nuova retrazione. Se, come penso, il nuovo Coasting funzionerà, sarai finalmente a posto. 🤙
-
Prova quello che ti ho dato, e rilancia la stampa... 😉
-
Il file lo puoi pubblicare usando questo sito free: wetransfer.com dura solo una settimana ma basterà... Per il resto, a me la penultima stampa sembrava meglio... Il Flow non è male (forse ancora un pò grasso), la retraction è ancora totalmente sballata e rovina tutto impedendo di capirci qualche cosa. Continuo a trovare che 173°C di temperatura di stampa sia totalmente sballato, ma va bene così. Prova a fare la stessa stampa con quelle cose che ti ho dato, e metti il travel a 140, speed 40/50 InOut. La retraction sceglila tu, ma i 10mm detti dalla Tronxy mi sembrano davvero tanti, come pure la velocità... Però la macchina l'hanno fatta loro e di sicuro sanno come è fatta! Provare per credere! 🤞
-
Ma che traviare... Per me sei il benvenuto! Anzi se ti seguissero anche altri, sarei pure più contento! Ritornando in tema, il discorso è lungo, ma in breve le prime stampe di John non erano poi così male. Poi ha avuto un problema all'attacco del Double Hot-End ed è cominciata una serie di problemi che nulla hanno a che fare col cambio di Hot-End stesso! Per come la vedo io è impossibile che stampi meglio a 172°C anzichè a 195/200°C! Anche per me il termistore è il primo sospettato: ma come rilevare la temperatura "vera" all'Hot-End? Facile a dirsi, non a farsi. Di PLA ne "abbiamo" cambiati parecchi. Il Bowden "dovrebbe" essere montato correttamente, come pure l'Hot-End, ma come verificarlo da quì? La macchina sembra assolutamente insensibile ai cambiamenti di ritrazione, che sia 3mm o 9mm; a 30mm/sec anzichè 60mm/sec non cambia nulla. I Thin-Wall gli vengono perfetti da 0,4mm al 100% di flusso, ma se deve stampare qualcosa deve scendere il flusso a percentuali assurde come il 60/70%!!! E se si sistema il flusso, parte la retraction (e viceversa). Il nozzle è pulito, ma come influirebbe sui problemi sopra-citati? La mia macchina, con gli stessi settaggi è perfetta e risponde bene ad ogni variazione di setting. La sua non risponde neanche a mazzate... Per quanto riguarda Marlin, io sono (da niubbo che sono) molto perplesso... Ha già un sacco di problemi (incomprensibili) col FW originale e non ha la tua (o di @Killrob o @Truck64 o @Whitedavil e scusate quelli che scordo) esperienza in materia... Per me si darebbe la mazzata finale sugli zebedei. E' una situazione strana, giriamo intorno al problema, ma continua a sfuggirci...
-
@johnHai PM.
-
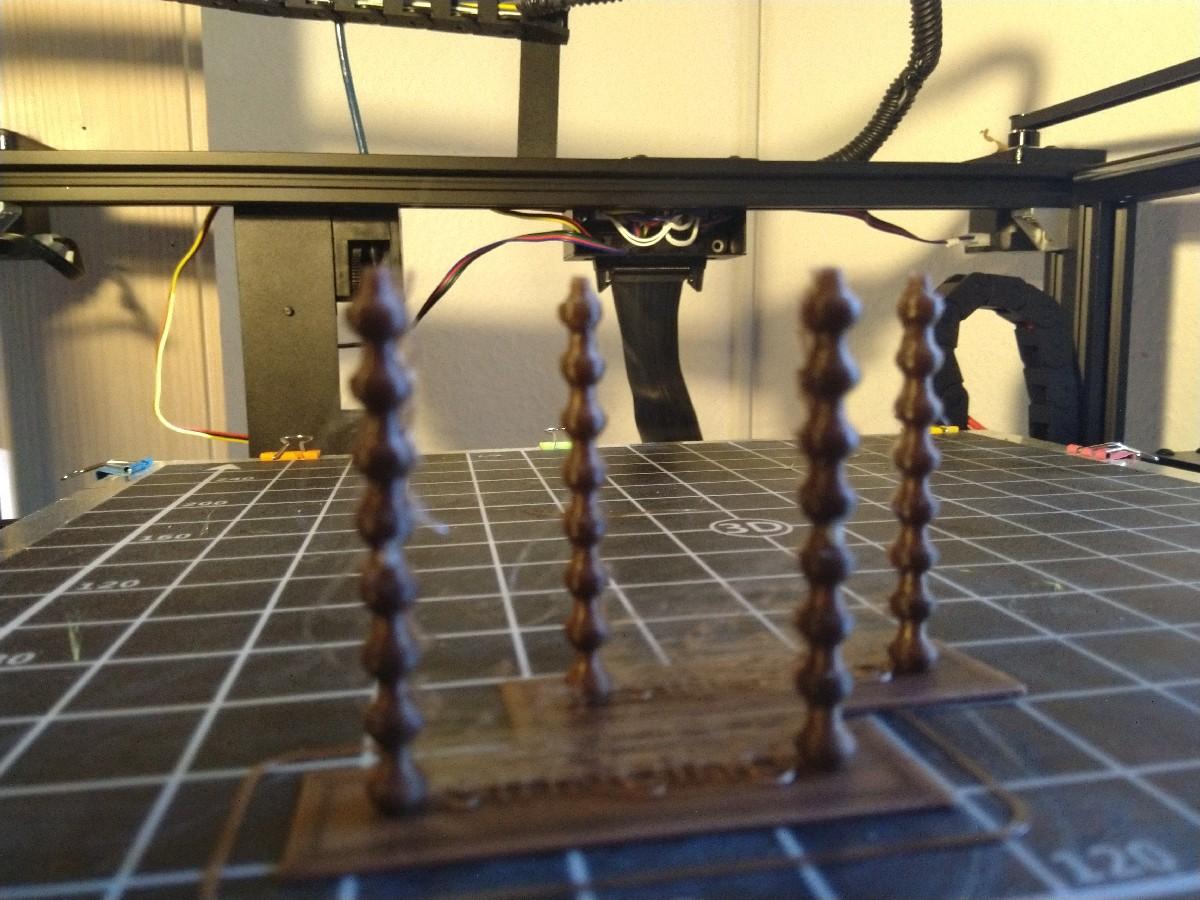
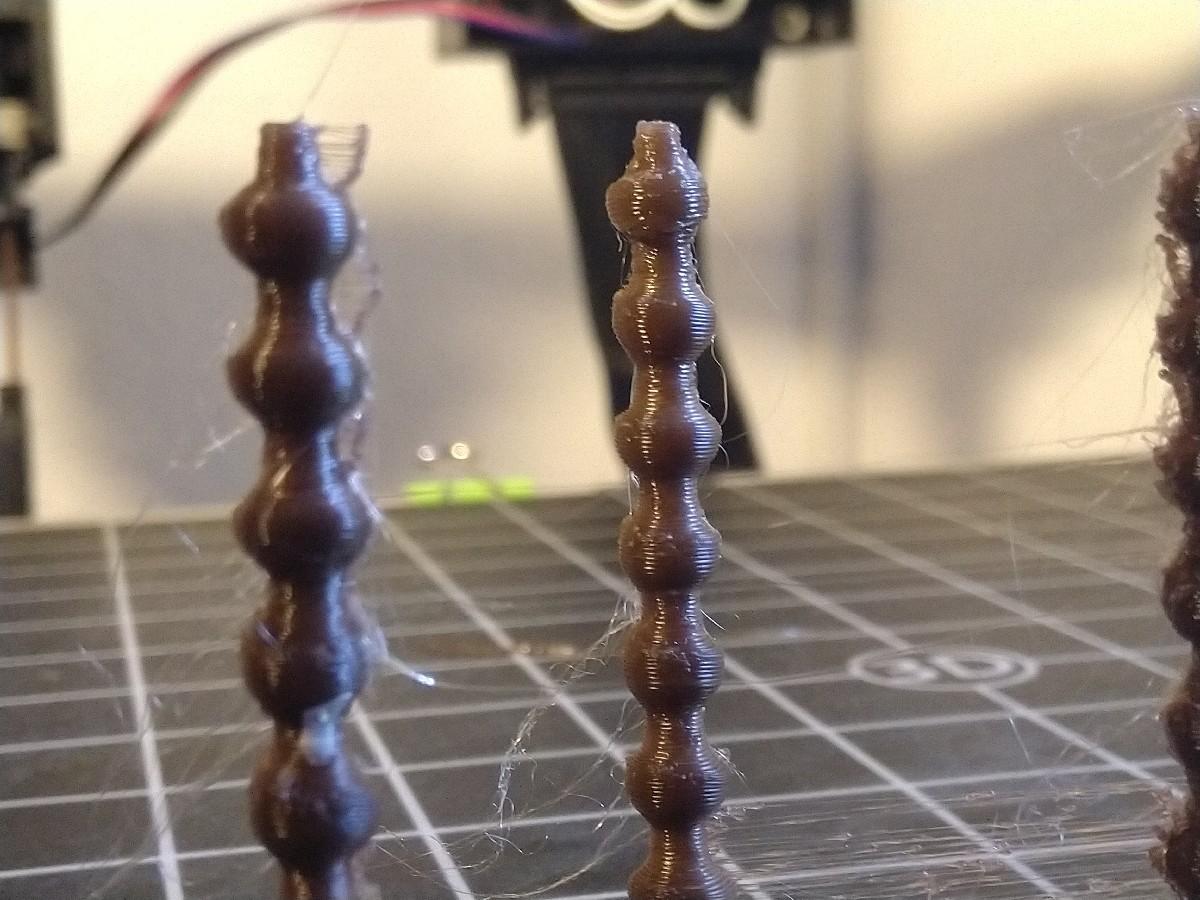
@eaman... Quel che dici è vero, ma lo spostamento è 140mm/sec ma è inibito dal setting macchina perchè abbiamo rimesso tutto in "default mode", in quanto c'è qualcosa di totalmente sballato e non può essere che stampi a 172°c... La mia già a 190 comincia a clackare. E poi a ben guardare dal video, si vede già la "goccia" di PLA a meno di un terzo del percorso... Quindi anche triplicando la velocità il problema rimarrebbe... 😕 Lo stesso file, con le stesse velocità, sulla mia macchina danno buoni risultati a partire dai 3mm di ritrazione. Ho appena finito la stessa torre, ma l'ho sparata a 220°C e sono spuntati gli stessi identici artifatti! La prima foto non è chiara, ma serve a capire che in realtà le torri sono due, quella a 220°C in primo piano, quella "normale" in secondo piano: Nelle altre due sono i dettagli degli artifatti, a sx quella a 220°C, a dx quella normale: Gli artifatti sono praticamente identici, e confermano quello che pensavo: la macchina si comporta come se fosse a temperature altissime, mentre è a temperature impossibilmente basse... @john... Cortesemente mi spieghi esattamente come hai montato sia l'Hot-End, che SOPRATTUTTO il tubetto Capricorn? @eaman... Se ti è possibile, visto che hai molta più esperienza di me/noi (che conosco solo la mia macchina) puoi dare un'occhiata a come risponderà John a proposito del montaggio Hot-End e tubetto? Thanks! 👍
-
Dal video si vede benissimo che il filamento "gocciola" fuori dall'estrusore quando passa da una torre all'altra. E' particolarmente evidente quando si sposta dalla torre di destra a quella di sinistra: è come se il PLA fosse quasi liquido e non "pastoso" come invece dovrebbe essere. Se hai tempo prova lo stesso file, sono scendendo la temperatura da LCD di 5°C alla volta. Io ho appena messo sù la stessa stampa, e vediamo se avevo intuito giusto...
-
Dal cell sembra che sia sottoestruso... E di parecchio. Come riempimento il 10% é un pó pochino e non aiuta gli strati a stendersi bene. Su piccole stampe Io stó sempre sul 20% o piú. Puoi anche aumentare la sovrapposizione fino al 30%, ma occhio che talvolta sul top finisce col notarsi troppo... Non so che slicer usi, ma sul top si usa un flow maggiore che sui walls. Es io se ho il 100% sui walls, metto i top al 106% e il primo layer al 110/115%. Cmq se vuoi top layers perfetti devi usare la "stiratura" e lo "Z-Hop". P.S. - La stampa sembra il logo degli Anders Bringdal Surfboards... 🤙
-
Ok, il primo indizio é andato... Riusciresti a fare un piccolo video? Basterebbe vedere nel dettaglio un paio di passaggi nel momento in cui il nozzle si stacca da una torre e si sposta verso l'altra...