Astrokiara
-
Numero contenuti
141 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Astrokiara
-
Geeetech Prusa i3 Pro b - estrusore: perdita step?
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
...e mi sa che hai ragione! In effetti ho riprovato, ho pasticciato i fili mentre stampava e il problema non si presenta più negli stessi punti. Cercando di tenere fermi i fili mentre l'estrusore si muove il problema non si verifica, il materiale esce e la ruotina non "incespica" come faceva prima. Devo solo trovare il modo di fissare i fili affinché non si muovano. Di saldare i contatti dello spinotto che si innesta nel motore non sono capace, la colla a caldo temo che possa rammollirsi. Il problema è li, proprio sullo spinotto, si muove molto mentre l'estrusore si muove sull'asse X, probabilmente alla lunga il movimento ha indebolito uno dei contatti. Devo studiarmi qualcosa per tenerlo fermo... -
Geeetech Prusa i3 Pro b - estrusore: perdita step?
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
eccomi, ho fatto un bel po' di prove. Sul livellamento del piatto ormai sono sicura che non è quello: ho anche smontato il vetro, lavato bene, capovolto, ri-livellato più volte. Non cambia nulla, che io stia alta o bassa sul primo layer il risultato è sempre che in alcuni punti non vi è estrusione. Ho provato a livellare bassissimo, in questo caso esce poco materiale anche negli punti, come mi aspettavo. Ho provato a livellare tenendomi più alta: nei punti dove il materiale estrude, naturalmente, non aderisce bene al piatto, ma ci sono sempre dei punti in cui non estrude. Quindi non si tratta di perdita di passi perché sono troppo bassa, non va nemmeno quando sono alta. Nel frattempo ho risolto un altro piccolo problema meccanico: mi sono accorta che le viti del gruppo estrusore erano un po' smollate e questo provocava delle piccole oscillazioni di tutto l'estrusore durante la stampa. Ho sistemato, pensavo che il problema fosse quello...ma non è quello. Continua a non stampare in una certa zona del piatto, come se a certe coordinate l'estrusore decidesse di girare al contrario (ed è quello che effettivamente si osserva) e non esce il materiale. L'altezza Z non centra nulla, lo fa anche a livelli superiori al primo. Ho provato a stampare un quadrato come suggerito da @Zmaster e qui si vede proprio bene dove non stampa. Ho provato a stampare gc-code vecchi, dove non avevo avuto problemi, per capire se possa essere un problema che genera lo slicer: niente, si verifica lo stesso problema. Ribadisco che l'estrusore funziona benissimo se fatto andare non durante una stampa, ma estrudendo solo del materiale manualmente. Boh???? L?unica cosa che mi viene in mente di provare a fare è smontare tutto l'estrusore e capire se non vi sia qualche impedimento meccanico che si verifica in modo periodico impedendo l'estrusione...solo che se ci fosse, dovrebbe esserci anche quando non sto stampando...
-
Geeetech Prusa i3 Pro b - estrusore: perdita step?
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
Livello con z a zero, usando il foglio. È sempre andata bene così, questo problema è uscito all'improvviso. A questo non avevo pensato. Adesso faccio tutte le prove suggerite e controllo pure questo. Vero, ma il livellamento è la prima cosa che ho controllato e l'ho fatto più volte. Controllerò ancora... -
Geeetech Prusa i3 Pro b - estrusore: perdita step?
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
Sto estrudendo a 0,2 come ho sempre fatto, non ho cambiato nulla nei parametri di stampa, anzi...quei pezzi sono molto simili uno all'altro. Ok, provo Lo faccio sempre alla temperatura di stampa, in questo caso 55 gradi. Ho pensato anche a questo, ma sarebbe una cosa casuale, invece più o meno si verifica sempre negli stessi punti. Cosa dovrei stampare? Un perimetro quadrato? -
Geeetech Prusa i3 Pro b - estrusore: perdita step?
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
Ho controllato con il foglio di carta in più punti, sembra a posto. Ma di punto in bianco il piano si imbarca? Le stampe precedenti non hanno dato problemi. Inoltre: l'eventuale piano imbarcato fa saltare la ruotina dell'estrusore come ho osservato? Non dovrebbe essere proprio bassissimo in quei punti per avere questo tipo di problema? A occhio non mi sembra che in quei punti l'estrusore sia più basso che altrove. No, non è il massimo, ma, come detto anche nell'altro messaggio, il problema è comparso all'inprovviso, le stampe precedenti andavano bene. Posto che sia un problema di imbarcamento, come lo risolvo? -
Geeetech Prusa i3 Pro b - estrusore: perdita step?
Astrokiara ha pubblicato una discussione in Problemi generici o di qualità di stampa
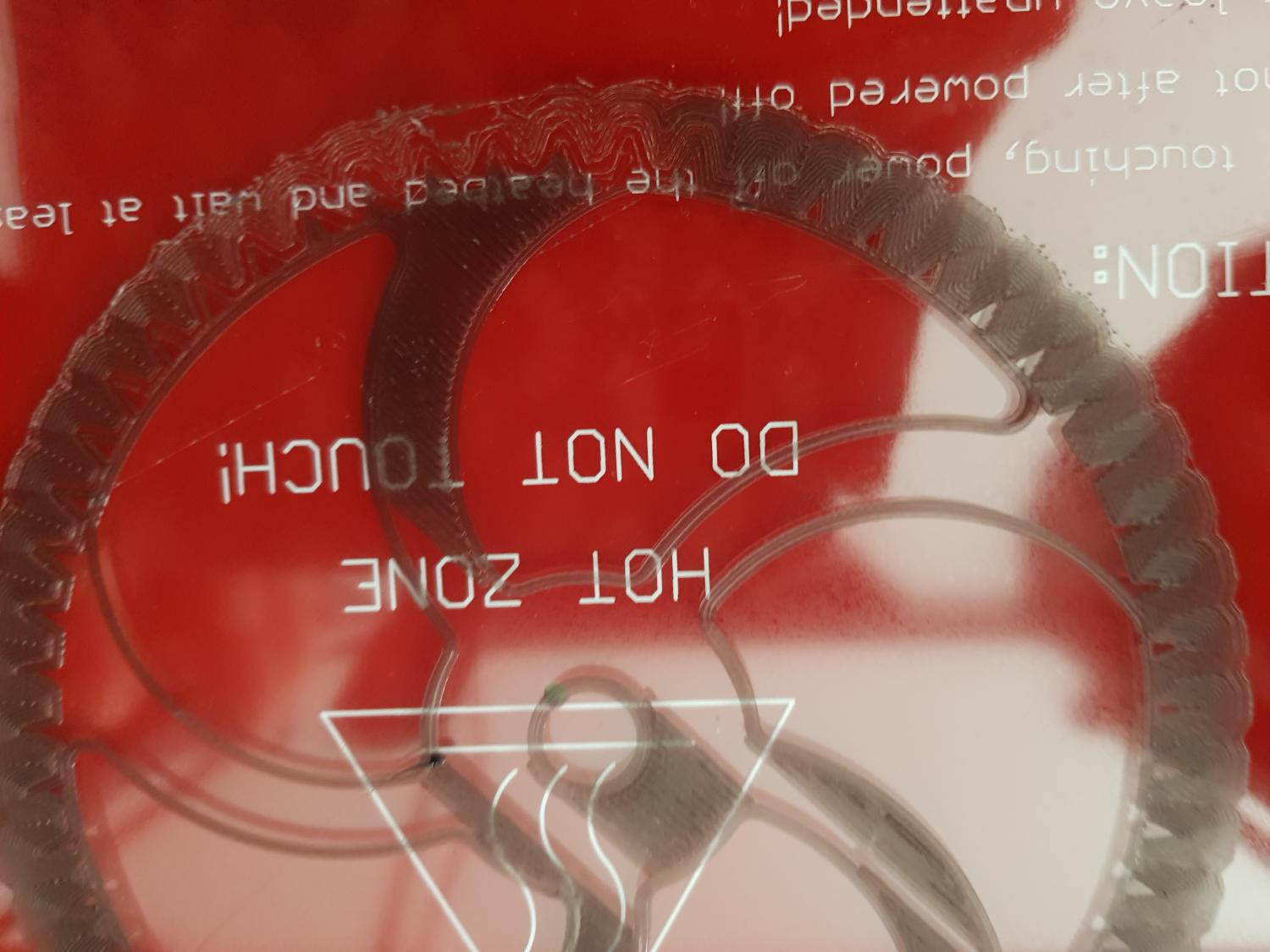
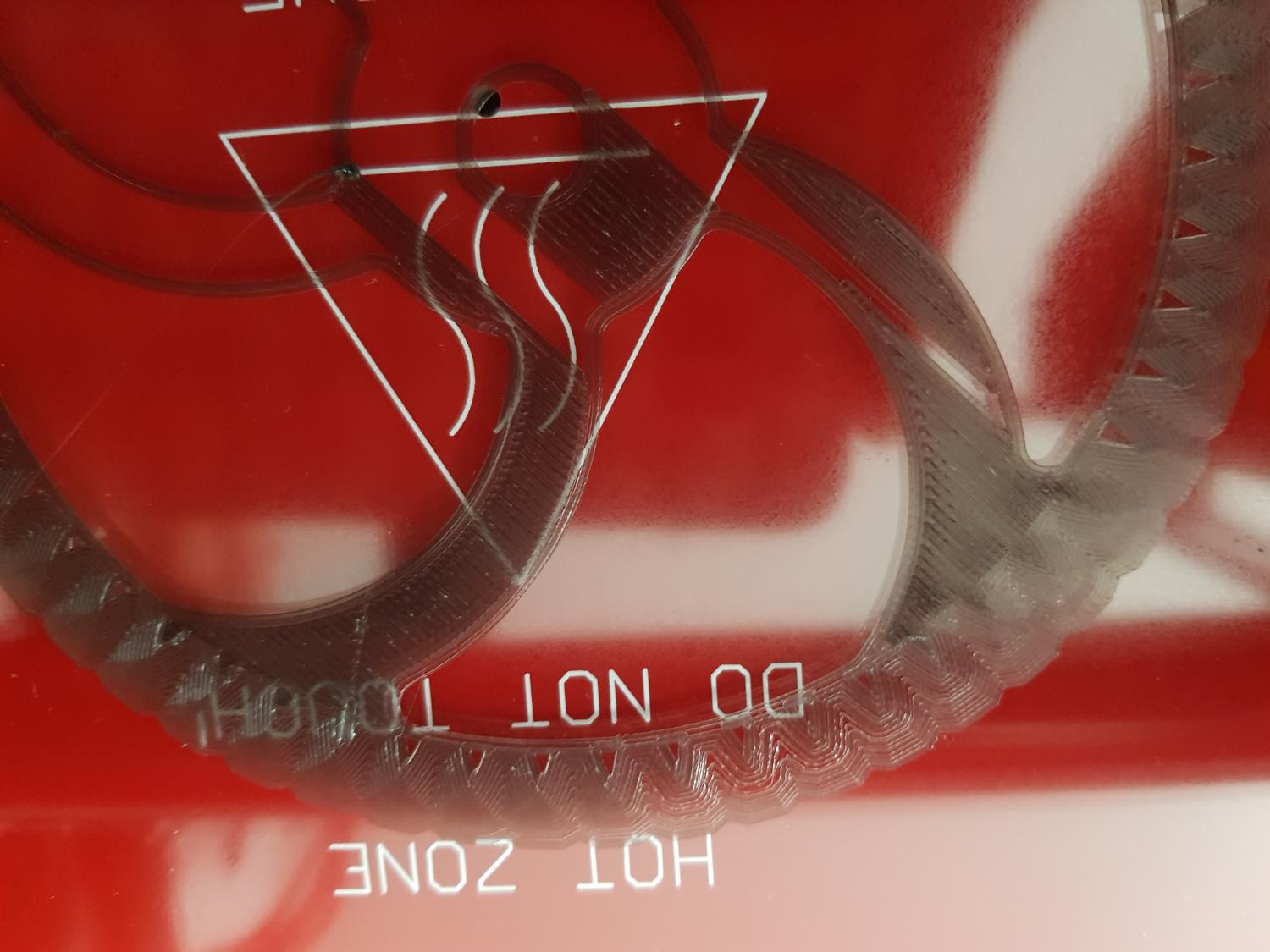
ciao, dopo varie settimane di stampe senza alcun problema ieri ho iniziato ad averne... Ho notato che l'estrusore interrompe l'erogazione di materiale in alcuni punti, mentre in altri esce normalmente. Ho escluso subito un problema di livellamento del piatto, perché l'ho ricontrollato ed è a posto. Mi sembra che in corrispondenza dei punti in cui non esce il materiale la ruotina dell'estrusore faccia qualche passo indietro e quindi ho pensato ad una perdita di step. Però non capisco perchè solo in quei punti...Inoltre, facendo estrudere non durante la stampa, non si verifica mai, ho provato a varie velocità di estrusione, esce tutto liscio e senza problemi. Allego qualche foto per farvi capire il problema. Nelle immagini dell'ingranaggio tenete conto che vi sono aree non stampate perchè ho interrotto la stampa, il problema di cui parlo si nota nelle parti esterne, in corrispondenza del brim. Ho stampato un sacco di ore con lo stesso materiale e le stesse medesime impostazioni, livellando solo il piatto di tanto in tanto e senza fare altri interventi o modifiche.
-
Raft e supporto incollati al modello
Astrokiara ha risposto a Capitantino nella discussione Problemi generici o di qualità di stampa
sei seguito benissimo da @Killrob, ma se posso aggiungo una cosa che mi avevano suggerito proprio qui sul forum. Stavo impazzendo con un PLA nuovo che non aderiva, mi hanno consigliato di stampare il primo layer a 205 gradi e gli altri 190/200 (qui devi vedere tu qual'è meglio per il tuo PLA). Ho seguito il consiglio e risolto il problema! Una spruzzata di lacca e un brim di 4/5 mm e non si stacca più nulla. Il brim si stacca facilmente e non fa impazzire come il raft, inoltre risparmi materiale e tempo di stampa. -
Motore estrusore guasto? Geeetech Prusa i3 pro B
Astrokiara ha risposto a Astrokiara nella discussione Hardware e componenti
Si, dopo aver fatto un po' di prove ho deciso di cambiarlo. Già montato e calibrato quello nuovo, sto già stampando. -
Motore estrusore guasto? Geeetech Prusa i3 pro B
Astrokiara ha risposto a Astrokiara nella discussione Hardware e componenti
Si, sono A4988 con la regolazione. No, non c'è nulla che scotta dopo la stampa. I driver sono A4988. La preoccupazione era per la temperatura ambiente, ma sto usando una ventola USB che spara direttamente sulla scheda elettronica. -
Motore estrusore guasto? Geeetech Prusa i3 pro B
Astrokiara ha risposto a Astrokiara nella discussione Hardware e componenti
Il motore è da 1,68 A, anche quello nuovo, che è già arrivato,ma devo ancora montare e testare. -
Motore estrusore guasto? Geeetech Prusa i3 pro B
Astrokiara ha risposto a Astrokiara nella discussione Hardware e componenti
L'ho misurata, sono a 988 mV. E' un po' più alta di quella teorica (m911V), però non tantissimo. Può essere che il motore sia partito per questa piccola differenza? Anche per gli altri 3 motori sono un po' più alta (teorica 544 mV, i motori degli assi sono da 1A), meglio abbassarla? I motori non scaldano molto in fase di stampa, anche per stampe di 5/6 ore non ho mai rilevato eccessivo calore. -
Motore estrusore guasto? Geeetech Prusa i3 pro B
Astrokiara ha risposto a Astrokiara nella discussione Hardware e componenti
La vref non dovrebbe cambiare da sola, no? Dato che non ho toccato nulla e fin'ora ha funzionato escluderei che sia x questo. Comunque la misurerò. Idem x i cavi, non ho modificato nulla... Ho comunque fatto una prova scambiando sulla scheda l'estrusore con il motore x, per capire se fosse un problema di driver: prova negativa, è sempre il motore dell'estrusore quello che non funziona, pur cambiando driver. Domani verifico anche la vref, poi vedrò se provare un nuovo motorino. -
Motore estrusore guasto? Geeetech Prusa i3 pro B
Astrokiara ha pubblicato una discussione in Hardware e componenti
Ciao, dopo un paio di settimane che non stampavo più ho rimesso in funzione la stampante e mi sono trovata con un problema: il motore dell'estrusore non funziona più bene, saltella e naturalmente il materiale non esce. Lo fa anche a vuoto, quindi non penso sia un problema di intasamento, anche perché ho smontato e ripulito la gola e messo un nuovo ugello. La prova di estrusione quando ho inserito il filamento ha funzionato, poi ho fatto partire una stampa e non andava. Ho rifatto una prova di estrusione dopo aver spento e riacceso la stampante e andava, ma all'80% della stampa ha iniziato di nuovo a non andare e ora lo fa sempre. Mi chiedo se stia morendo il motorino... Tra l'altro dove tengo la stampante ora ho .ca 30 gradi, può creare danno? Sto usando una ventolina usb supplementare per raffreddare l'elettronica. -
Stampare una sfera
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
https://www.thingiverse.com/thing:3928677 Ecco quanto già stampato, un bel po' di ore...ma durante lo smart working passano!
-
Stampare una sfera
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
La mia è venuta molto peggio! Provo a rallentare la velocità. La ventola di raffreddamento è al massimo, ma non raffredda molto, devo cambiare sistema. Ho trovato che anche Slic3r permette di tagliare gli oggetti, domani provo anche così. Tanto 'ste palle poi le devo verniciare, fanno parte di un mini-planetario Sole-Terra-Luna che sto facendo per il mio bambino. Ho fatto già tutta la struttura e gli ingranaggi e non sono venuti nemmeno male...non pensavo di arenarmi con le forme più semplici! -
Stampare una sfera
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
si! ...non uso Cura, anche se l'ho scaricato e vorrei provarlo. C'è la possibilità di essere precisi con questo sistema? Posso cioè decidere di dividere la sfera esattamente a metà? Sennò poi quando l'incollo viene male... -
Stampare una sfera
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
La parte di sotto viene deformata, anche utilizzando i supporti. Ecco i files, sono la Luna e la Terra, ho anche il Sole, ma è solo più grande. Ho provato con la Luna, è molto piccola e ne ho messe due copie insieme, ma è venuta male, con i fili che pendono fuori la parte inferiore. La metà superiore è perfetta. Moon.stl Earth.stl -
Stampare una sfera
Astrokiara ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao, devo stampare alcune sfere di diametro di diverso, appoggiate su una piccola base cilindrica. Ho fatto delle prove, ma la parte di sotto viene una schifezza. Pensavo di dividerle a metà orizzontalmente, in tal caso una delle due calotte avrà la base cilindrica sopra, l'altra sarà semplicemente una mezza sfera. Come posso dividere in due i modelli? Grazie! -
Geeetech Prusa i3 Pro b - Stampa deformata con nuovo PLA
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
@jagger75 si, ho notato che alcuni filamenti sono più granulosi (mi pare che il termine sia scientificissimo🤣) e credo che dipenda dai pigmenti che ci sono nel materiale o da qualche additivo. Credo, per esempio, che in alcuni bianchi opachi possa esserci dell'ossido di titanio, che come pigmento da un bianco molto opaco e coprente. Essendo un materiale inorganico potrebbe influire sulla viscosità del filamento fuso....ok, vabbè, mi fermo qui!!!😅 Mi piacerebbe molto farci delle analisi, se solo in questo periodo l'accesso al laboratorio dove lavoro non sia così contingentato e quindi ci posso andare solo per fare le cose strettamente necessarie. E' curiosità, non credo che poi conoscendo l'esatta natura chimica del materiale o del pigmento cambi molto, per stampare bene bisogna comunque smanettare un po'. La temperatura di fusione però sarebbe utile averla. -
Geeetech Prusa i3 Pro b - Stampa deformata con nuovo PLA
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
Posso stampare da sd, non è necessario tenere il pc acceso. Però posso provare altro, perché no. -
Geeetech Prusa i3 Pro b - Stampa deformata con nuovo PLA
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
Chiaro, ogni polimero ha la sua temperatura di fusione. Però, dato che c'è un certo intervallo utile, secondo me si può giocare un po' sulle temperature anche con lo stesso filamento, in base agli oggetti che si vogliono stampare. Mi spiego: ho appurato che la temperatura a cui vengono bene la maggior parte delle stampe è 200°C, ma posso stampare anche a 190°C. Se stampo un oggetto piccolo e alto, quindi tanti layer uno sull'altro, posso abbassare un po' la temperatura per non fondere troppo gli strati appena deposti. Otterrò magari una stampa meno lucida, ma più precisa nella forma e nelle proprietà meccaniche. Vero anche che gli oggetti piccoli è meglio stamparne un po' insieme o mettere un "oggetto sacrificale" alto e sottile per far allontanare per un po' la testina di stampa dal layer appena stampato. E' in questo senso che intendo il discorso di variare un po' le temperature per oggetti particolari. Comunque ora ci sono sull'adesione, per lo meno con questo materiale devo fare così, perchè con il Sunlu bianco bastavano 5 gradi in più per il primo strato e 3 mm di brim ed ero a posto. Vabbè, questa è deformazione professionale, a me piace fare esperimenti! Più o meno è quello che in fondo si fa con la torre di temperatura, ma invece di cambiare le temperature nel gccode le ho cambiate a mano. Certo, ci sono ancora cose che devo sistemare, ma finchè l'oggetto non mi si attaccava al piatto, inutile andare avanti con le finezze. -
Geeetech Prusa i3 Pro b - Stampa deformata con nuovo PLA
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
Repetier con Slic3r -
Geeetech Prusa i3 Pro b - Stampa deformata con nuovo PLA
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
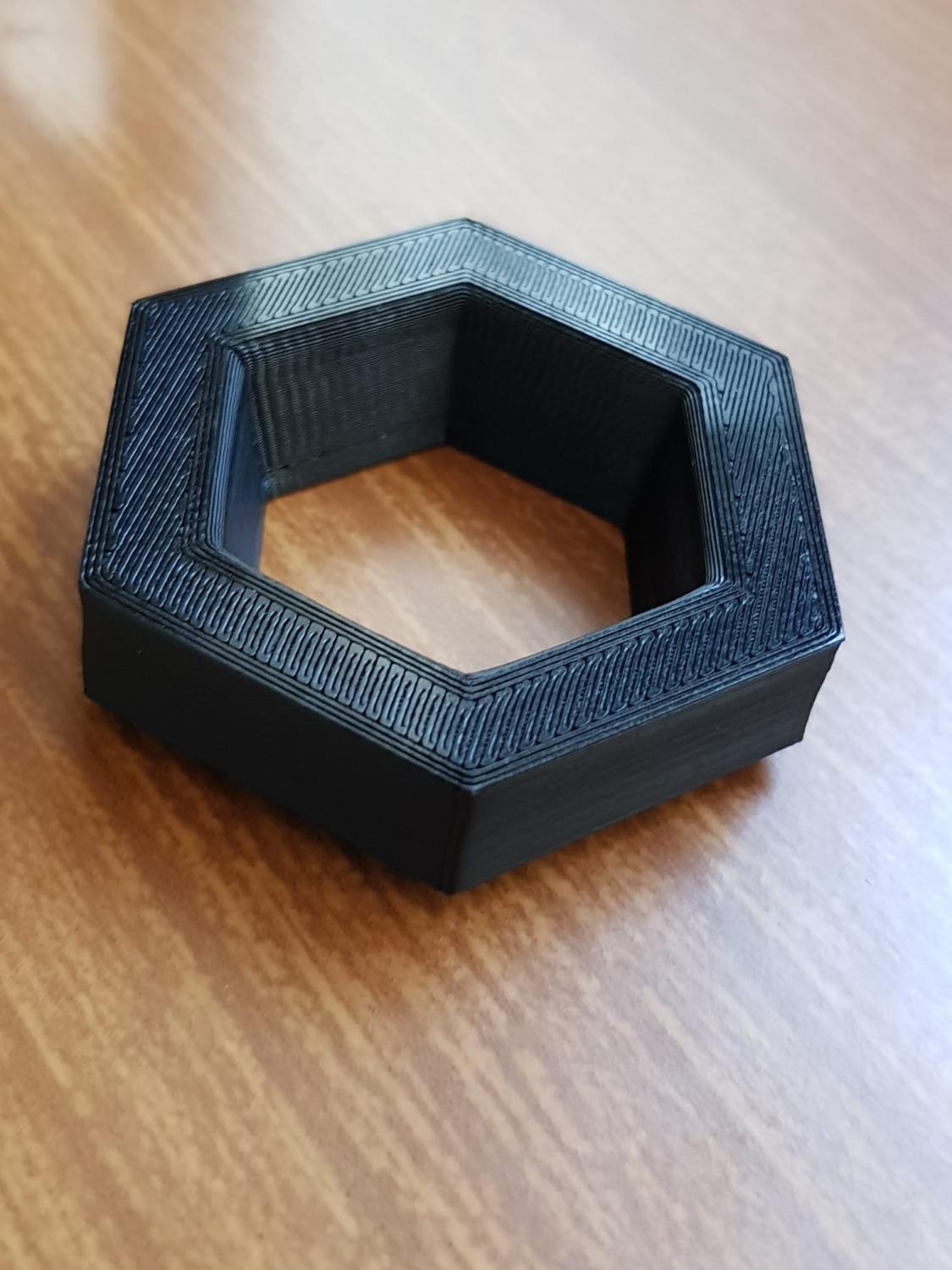
...ho rifatto una prova, ma non del cubetto, di un pezzo per un gioco di mio figlio. Ho lasciato il primo layer a 205 °C e il brim di 6 mm, però il resto della stampa a 190°C, sennò viene troppo male. Ho abbassato un po' le velocità dei perimetri esterni. Sembra che ci siamo, forse era solo questione di temperature del primo layer e usavo un brim solo di 3 mm. Vediamo come andrà con stampe un po' più complesse che vorrei fare. C'è un modo per dire allo slicer di alzare la temperatura solo dell'ultimo layer, per oggetti che sopra sono piatti, come questo? Mi sembra che venga un po' più lucido con temperatura più alta, ma vorrei stampare il resto a 190°C, almeno per oggetti non troppo estesi, dove non c'è tanto tempo perchè il filamento raffreddi tra una passata e l'altra.
-
Geeetech Prusa i3 Pro b - Stampa deformata con nuovo PLA
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
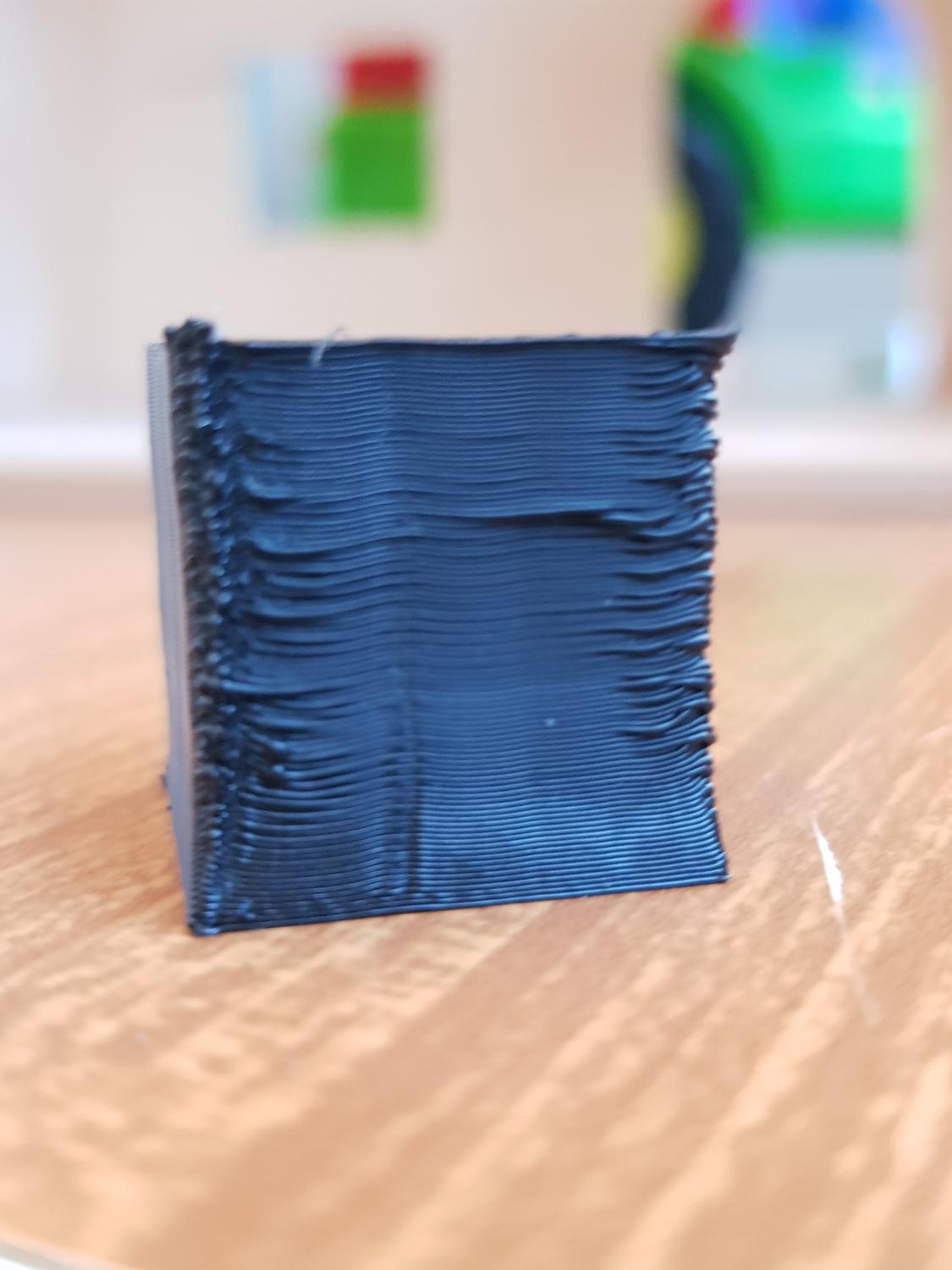
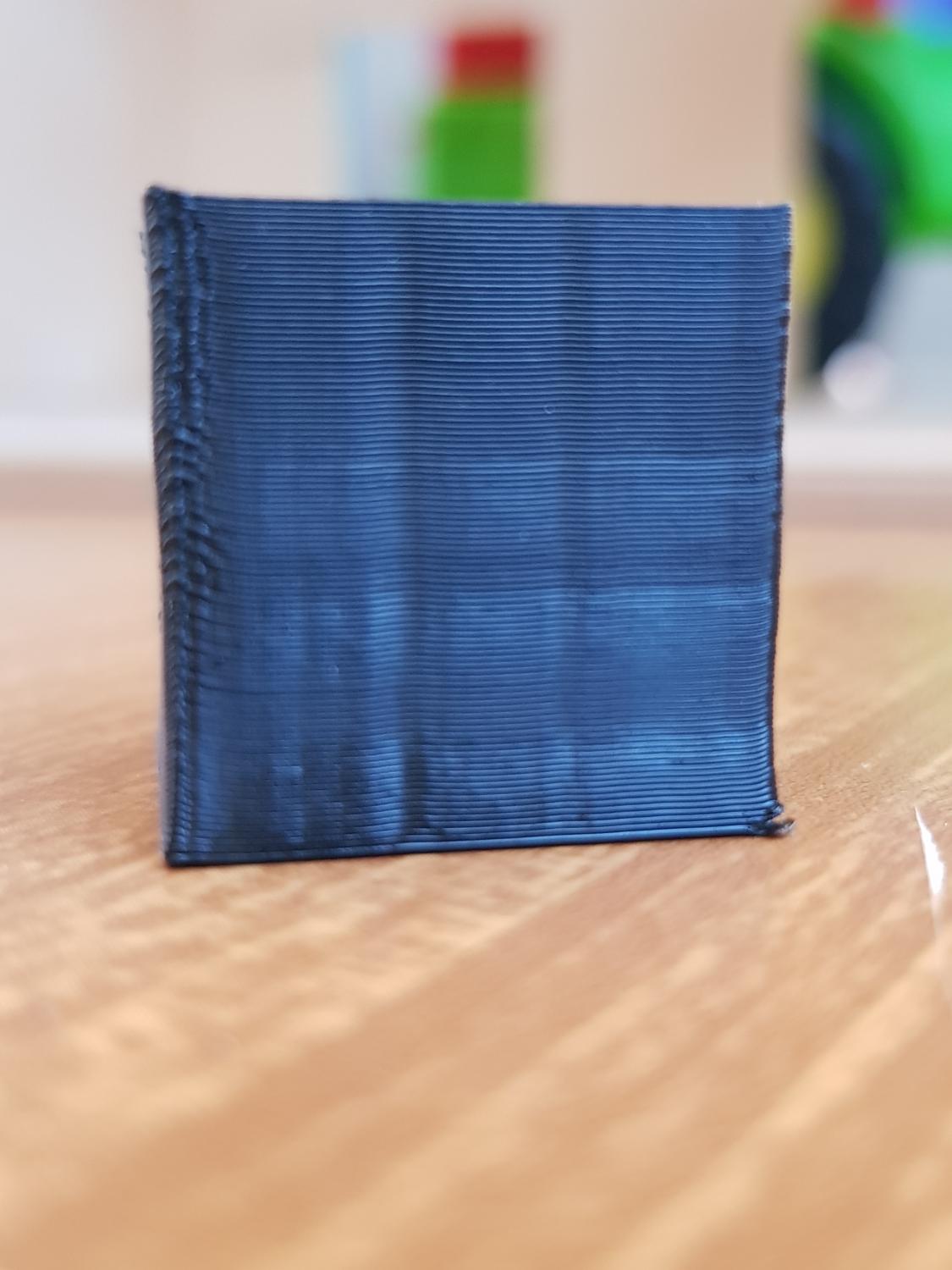
ho fatto un cubetto, per non metterci troppo e non sprecare materiale. Con il primo layer a 205 e tutto quel brim pare non si sia staccato, però sopra fa schifo! Facevano meno schifo le primissime stampe che facevo senza aver calibrato nulla! questo è il sotto, a contatto con il piatto questo è il "davanti" questo è il "dietro" Ho cambiato le temperature in fase di stampa, una specie di "torre" istantanea. Si vedono dei leggeri cambi di colore orizzontalmente, corrispondono alle 4 temperature usate. Da sotto: 200, 195, 190, 180. Le linee verticali che si vedono corrispondono a dove l'infill viene a contatto con i perimetri, però sono solo 2, di solito nelle stampe "serie" ne metto 3 o 4.
-
Geeetech Prusa i3 Pro b - Stampa deformata con nuovo PLA
Astrokiara ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
già, è stranissimo... il PLA è questo https://www.amazon.it/BASICFIL-combipack-filamento-stampante-Argento/dp/B07RGQ6BWM/ref=sr_1_7?__mk_it_IT=ÅMÅŽÕÑ&crid=2FGU60RJ1SMEP&dchild=1&keywords=basicfil+pla+1.75&qid=1591371841&sprefix=basic%2Caps%2C189&sr=8-7 E' un marchio di Amazon. Ora provo con i parametri che dici.