valfus
-
Numero contenuti
145 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di valfus
-

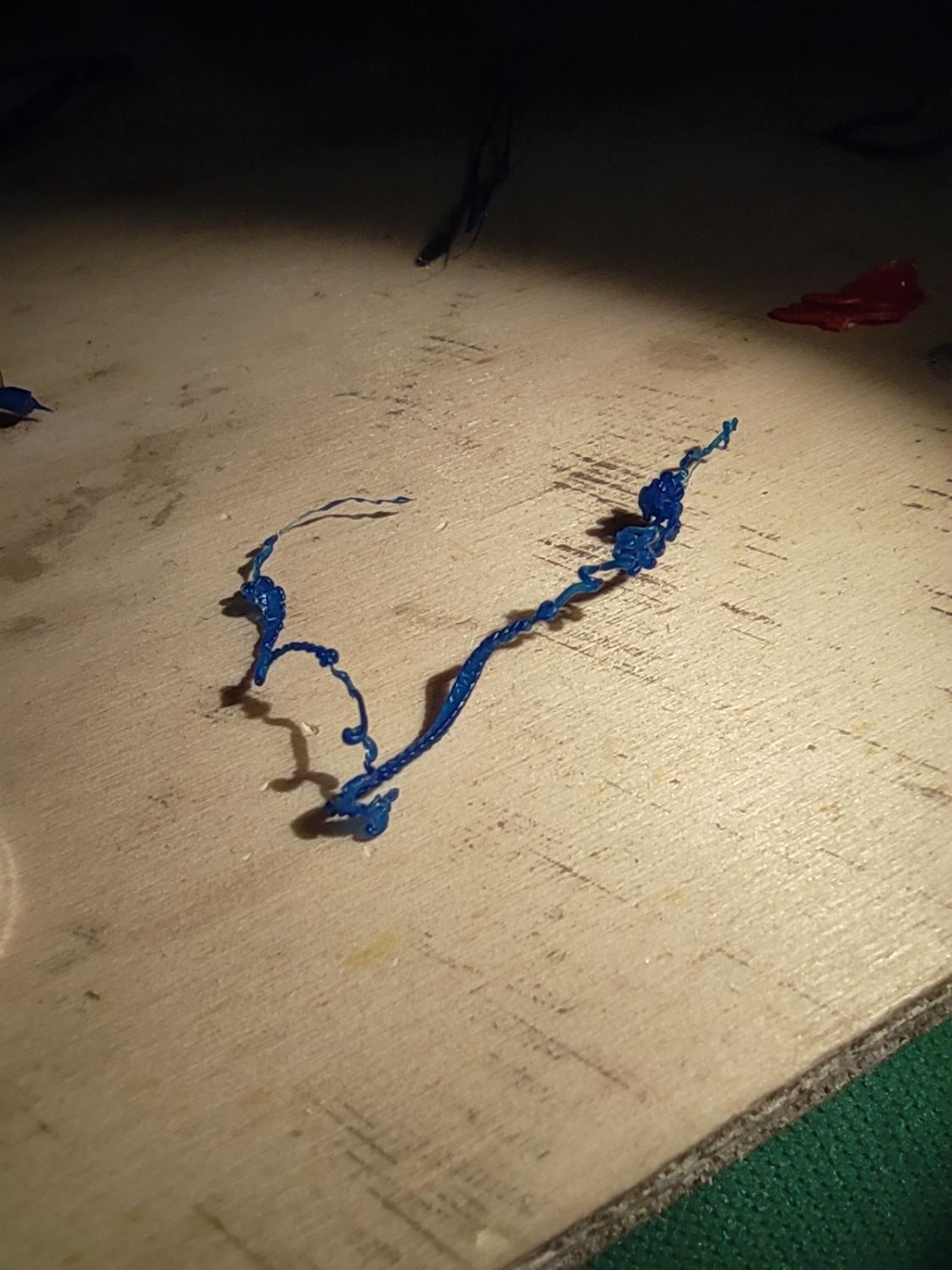
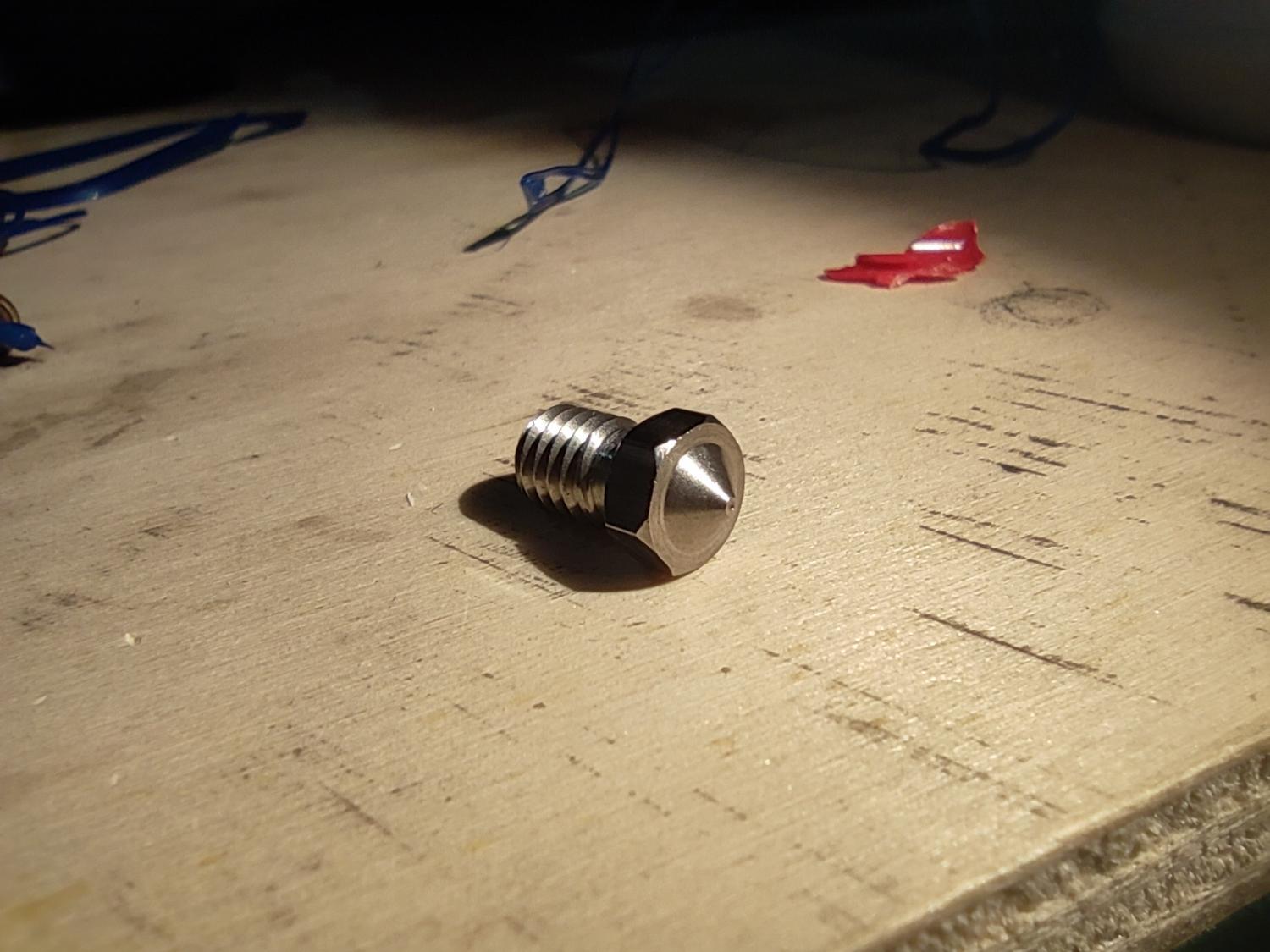
Nuovi ugelli nuovi problemi
valfus ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti Oggi mi sono arrivati degli ugelli nuovi da Amazon in acciaio inossidabile. Sarebbero quelli con la punta leggermente appiattita. Non saprei se hanno un nome specifico magari me lo potete dire voi. Comunque il problema è che all'uscita del secondo layer e naturalmente tutti gli altri mi si arriccia il filamento quando passa l'ugello dentro i perimetri. Mentre il primo layer sembra che lo stampi discretamente. Vi posto una foto di come viene fuori il filamento arricciato. E quindi è praticamente impossibile stampare avete qualche informazione da darmi riguardo a questi ugelli o devo ritornare a quelli a punta? La mia stampante è una Ender 3 Temperatura 195 gradi Piatto 60 Uso lacca splendor
-
ENDER 3: Quantità di filamento irregolare
valfus ha risposto a Mimmo82 nella discussione Problemi generici o di qualità di stampa
Io fare dei controlli di settaggio per quanto riguarda quel tipo di filamento. Tipo la temperatura e il flusso di stampa. Almeno per iniziare. Già con queste forse risolvi. -
geetech I 3 pro b malfunzionamento motore estrusore
valfus ha risposto a Lucio63 nella discussione Problemi generici o di qualità di stampa
Probabilmente si è bruciato il controller del motore estrusore. Prova a fare questo: se dalla scheda si tolgono i controller, togli un controller di un motore che ancora funziona, per esempio quello del piatto, e mettilo al posto di quello dell'estrusore. Poi collega il motore dell'estrusore e vedi se gira. Se sta funzionando il controller che hai sostituito ha qualcosa che non va. -
Perdita asse z si schianta sul bed
valfus ha risposto a Siro980 nella discussione Problemi generici o di qualità di stampa
Guarda dal video sembra che l'asse z ha un problema con le ruote a destra. C'è una ruota che ha un eccentrico. La ruota che ha questo eccentrico è quella centrale. Dovresti allontanarla dalla guida e vedrai che risolvi. -
Perdita asse z si schianta sul bed
valfus ha risposto a Siro980 nella discussione Problemi generici o di qualità di stampa
Sembra quasi che ci siano dei motori collegarti elettricamente all'incontrario. Uno collegato bene l'altro male. -
Domanda su step per millimetro e lunghezza filamento.
valfus ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve a tutti, immagino che la domanda che farò potrà essere banale, ma non mi interessa voglio farvela lo stesso, perché continuo a chiedermela. Allora se devo settare gli step per millimetro dell'estrusore, prendo un pezzo di filamento di 10 cm e comincio a far estrudere questi 10 cm di filamento. Se non arriva al segno dei 10 cm allora dovrò aumentare gli step per millimetro, viceversa se va oltre i 10 cm. Ma qui sto parlando del filamento che entra nell'estrusore. Ma cosa succede se invece considero la lunghezza estrusa che esce dall'ugello? Cioè invece di considerare i 10 cm in entrata all'estrusore, considero i 10 cm estrusi che escono dall'ugello. E' normale che sicuramente dovrò diminuire gli step per millimetro, per far estrudere 10 cm di materiale considerati all'uscita dell'ugello, solitamente da 0,4. E' logico pensare che poi quando l'estrusore si muoverà sugli assi per 10 cm, tirerà fuori dall'ugello proprio i 10 cm? -
Problemi primo piano
valfus ha risposto a Oscar_86 nella discussione Problemi generici o di qualità di stampa
230 gradi è troppo. A meno che sia un filamento che gli serve tutta questa temperatura. Comunque poca adesione al piatto. Metti qualche grado in meno al piatto portalo tipo a 60. -
Mentre estrude materiale si sentono come delle bollicine
valfus ha pubblicato una discussione in Materiali di stampa
Salve a tutti, come da titolo, praticamente mentre stampa a volte si sente vicino all'ugello come una spremuta di plastica, sembra quasi che ci siano delle bollicine d'aria nel filamento e che esplodano all'uscita del filamento estruso, è normale? immagino che dipenda molto dl filamento. Cosa ne dite? -
dubbio dubbioso che non mi riesco a spiegare....
valfus ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Non è solo la retrazione che devi guardare. Ci sono altri parametri intorno alle ragnatele. È probabile che la velocità di retrazione sia troppo alta e quindi non ritira il filamento estruso ma lo spezza dall' ugello, quindi con una retrazione più corta si ritira senza spezzarsi. Altro parametro che si trova su simplify3d è il costa al termine. Secondo me molto importante, cioè smette di estrudere poco prima che la testina finisca il giro di stampa. In questo modo diminuisce la pressione nella camera di fusione nell'ugello. -
Problemi di lettura della stampante sul Computer
valfus ha risposto a Riccardo Martelli nella discussione Problemi generici o di qualità di stampa
Che scheda di controllo ha la stampante? Se è una GT2560. Dovresti cercare su Google "driver FT232RQ" che è l'integrato che si trova sulla scheda e si occupa della comunicazione USB- serial tra PC e integrato atmel 2560. C'è l'ho avuta anche io la i3 prusa con questa scheda. Che secondo me è un' ottima scheda. -
Problema con estrusione PLA Anycubic S
valfus ha risposto a 77Marco nella discussione Problemi generici o di qualità di stampa
Se la temperatura sta a 200° il pla dovrebbe uscire. Probabilmente potrebbe essere l'estrusore nella parte dell'hot hend dove entra il filamento. Praticamente ci dovrebbero essere un tubetto di metallo e poi subito dopo l'ugello da 0,4. Se questi due non sono avvitati in modo da toccarsi bene tra loro, il filamento si ammalloppa detto e chiude il passaggio. Altra cosa hai visto il motore dell'estrusore che gira tranquillamente o scatta mentre spinge il filamento? -
PROBLEMI STAMPA
valfus ha risposto a Gabro9926 nella discussione Problemi generici o di qualità di stampa
Confermo, conosco la Ender 3 come le mie tasche. Ci ho fatto qualche piccola chicca che aiuta. -
PROBLEMI STAMPA
valfus ha risposto a Gabro9926 nella discussione Problemi generici o di qualità di stampa
Ho fatto anche io una prova con il cubo 20x 20 e il problema dell'imbarcadero dei layer i periodi me lo ha dato anche a me. Ma l'ho risolto abbassando la velocità. Però se anche abbassando la velocità lo fa ancora, allora forse bisogna abbassare anche la temperatura. Io il pla lo stampo a 190°. Questo è un altro discorso ma penso che per capire bene la temperatura per quel pla specifico, basta fare il test per gli step/mm dell'estrusore. -
Problema ender 3
valfus ha risposto a ReD_Charizard97 nella discussione Problemi generici o di qualità di stampa
Quello che volevo dire, ma forse ho capito male, è che è normale che l'ugello sta fuori dal piatto quando fai l'auto home. Ma cosa intendi che va fuori dal piatto? -
Problema ender 3
valfus ha risposto a ReD_Charizard97 nella discussione Problemi generici o di qualità di stampa
Anche io ho una Ender 3. E anche a me con l'auto home va fuori del piatto. Ma di un paio di cm mi pare. Non dovrebbe essere un problema. Perché quando fa lo scolo del filamento, quando comincia a scaldarsi l'estrusore il filamento non va sul piatto. -
Come funziona lo sforamento di velocità su simplify 3d
valfus ha risposto a valfus nella discussione Software di slicing, firmware e GCode
Ok mi rispondo da solo alle domande poste prima da me, sperando che possa essere utile a qualcuno. La questione è molto semplice: Se dei layer che siano piccoli o grandi, impiegano comunque un tempo minore, di quello impostato su Simplify 3D in sformaneto della velocità per essere stampati, allora viene abbassata la velocità alla % di quella predefinita di stampa. Per esempio: Se impostiamo 15 secondi alla prima voce e 20% alla seconda voce, questo vuol dire che un layer non può impiegare meno di 15 secondi per essere stampato, altrimenti viene abbassata la velocità al 20% di quella predefinita; la percentuale più è bassa e più andrà lenta la stampa e viceversa. Stampare è bellissimo -
Come funziona lo sforamento di velocità su simplify 3d
valfus ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve a tutti, sto facendo alcune prove riguardanti lo sforamento di velocità su simplify 3d. funzione che sicuramente apporta di miglioramenti sulla stampa. Questo sforamento, da quanto ho capito serve a ridurre la velocità in layer che hanno un breve tratto da stampare. Quello che non capisco è il suo ragionamento. Mi spiego meglio: Quanto deve essere corto il tratto per ridurre la velocità? Poi ancora, ci sono due valori da modificare, cioè: correggi la velocità di stampa per i layer inferiori, e viene espresso in secondi. Facendo una prova di stampa su un cubo 20 x 20, stampato solo con un layer inferiore e un solo loop ho visto che stampa ogni layer ai secondi che gli ho impostato, quindi se imposto 10 secondi ogni layer lo stamperà in 10 secondi. La seconda voce dice che consente riduzioni della velocità ed è espressa in %. Dove va ad influire questo valore, come agisce? Spero che mi sono spiegato, perché sto cercando di capire bene il suo funzionamento, in quanto su internet non ho trovato un gran che su questi valori e il loro funzionamento. Grazie in anticipo. -
Ho una Ender 3 anche io è inizialmente non sapevo cosa fare, poi ho scoperto che sotto ci sono gli eccentrici, cioè dei dati che con una chiave che ti hanno dato in dotazione devi stringere o allentare per fare avvicinare le ruote Al carrello. Io ti consiglio di staccare la guida dal telaio e stringere questi eccentrici in modo preciso sennò triboli lì da morire.
-
A cosa corrispondono i menù nel display della Ender 3
valfus ha risposto a valfus nella discussione Software di slicing, firmware e GCode
Ah giusto mi era sfuggito che erano velocità massime. Quindi alla fine le posso anche lasciare così e basta. -
A cosa corrispondono i menù nel display della Ender 3
valfus ha risposto a valfus nella discussione Software di slicing, firmware e GCode
Aspetta. Come fa a fare i calcoli con i valori che sto usando? Lo slicer non sa che valori ha nel Marlin la stampante. Però la stampante sa che valori gli vengono passati dal gcode generato ma poi le velocità dei motori sono quelle effettivamente scritte nel Marlin che da come ho capito vengono ricalcolate dal Marlin quando gli vengono passate dal gcode. Cioè quello che intendo io ma forse sbaglio, è che le velocità che intende lo slicer deve essere anche sulla stampante. Se lo slicer dice che deve fare 60 mm/s sull'asse X per esempio, la stampante deve fare 60 mm/s anche nella realtà. Ripeto forse sbaglio. Vorrei avere un ragguaglio. -
A cosa corrispondono i menù nel display della Ender 3
valfus ha risposto a valfus nella discussione Software di slicing, firmware e GCode
Ok grazie mille della tua risposta celere. Allora come da citazione ho notato una cosa ma non so se potrebbe essere un problema o no. Praticamente su simplify 3D quando faccio lo slicer del componente, mi da un tempo di lavorazione di circa 30 minuti, mentre quando poi vado a stampare passa più di 1 ora nel completamento dell'ogetto. Capisco che Simplify 3D faccia una statistica del tempo, come tutti gli slicer, ma a parer mio è troppo distante dalla realtà, quindi mi stavo chiedendo se i valori nel display della ender 3 siano sballati a confronto dei valori di velocità che imposto su simplify 3D. Naturalmente parlo anche degli altri valori oltre alla velocità, come il jerk e accelerazione. Quindi di conseguenza chiedo come faccio a sapere quali valori dovrei impostare? -
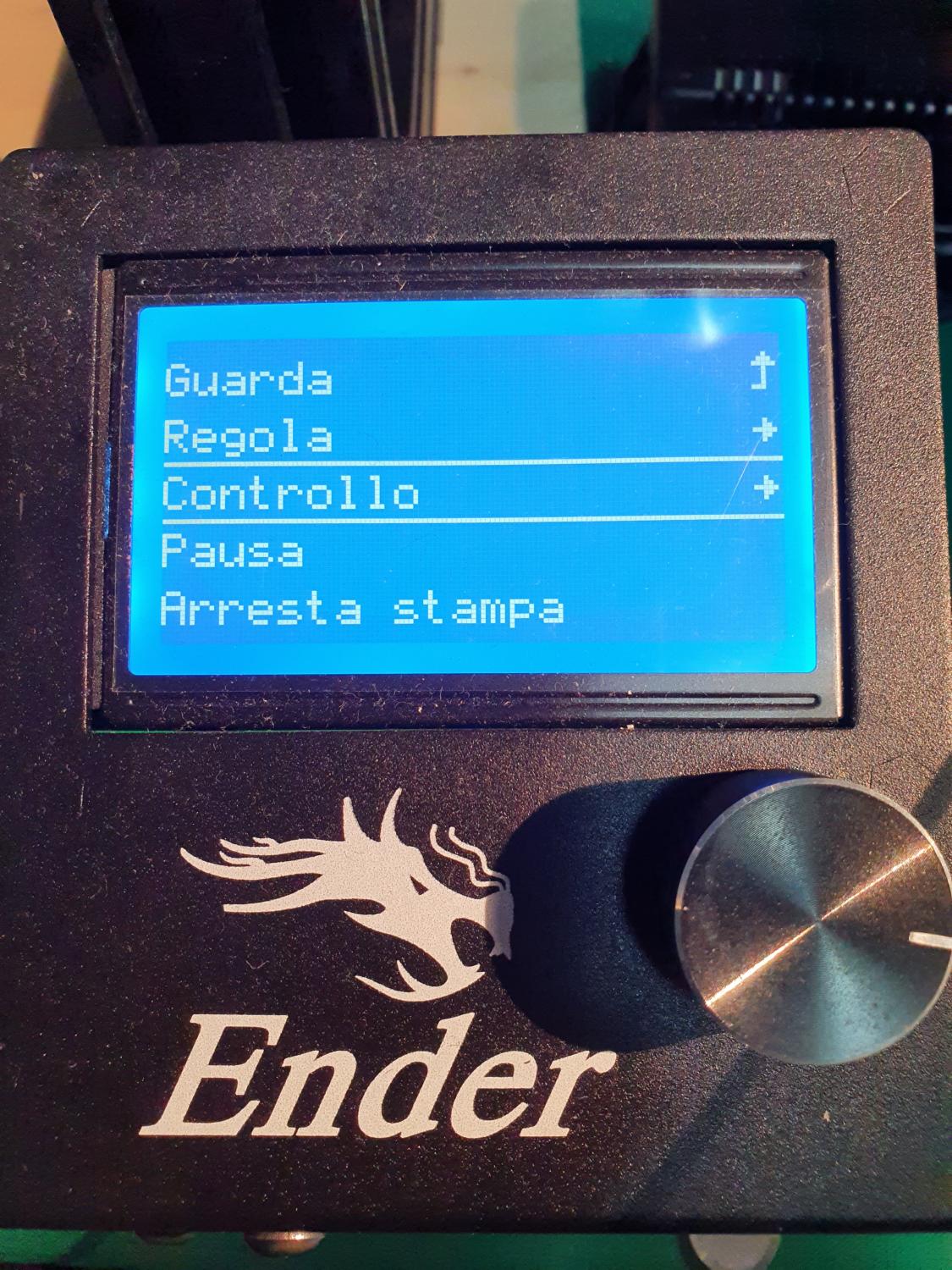
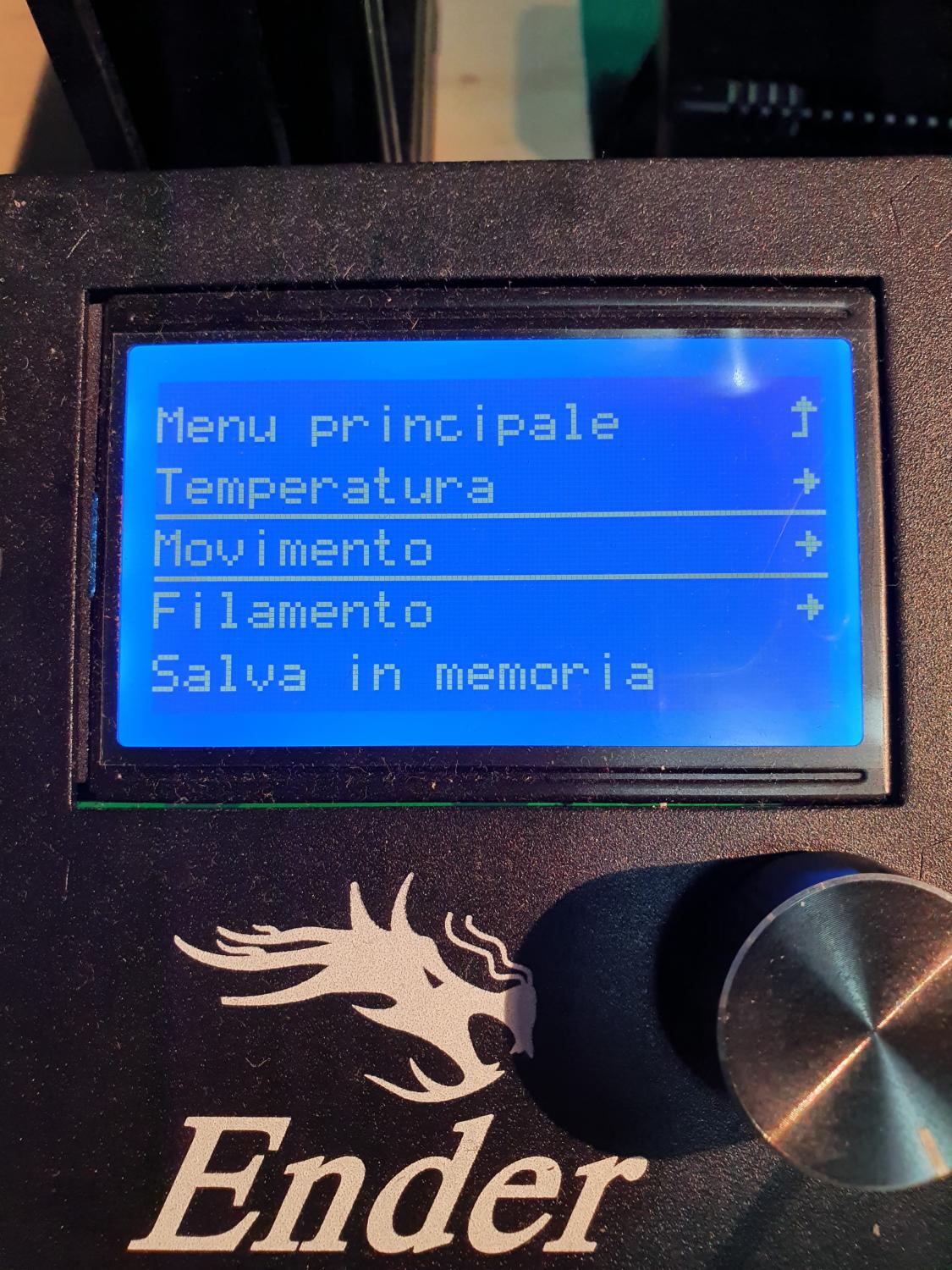
A cosa corrispondono i menù nel display della Ender 3
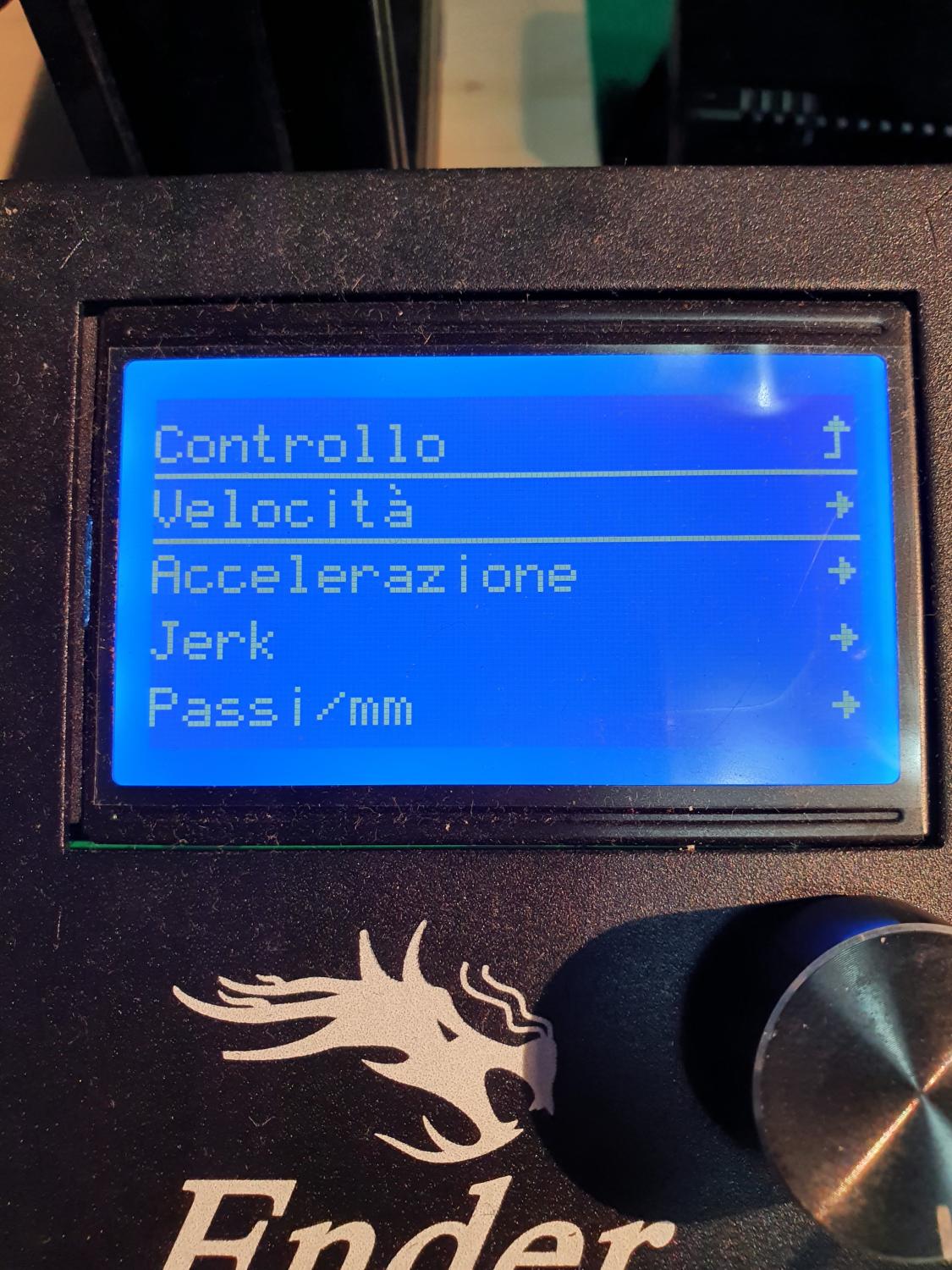
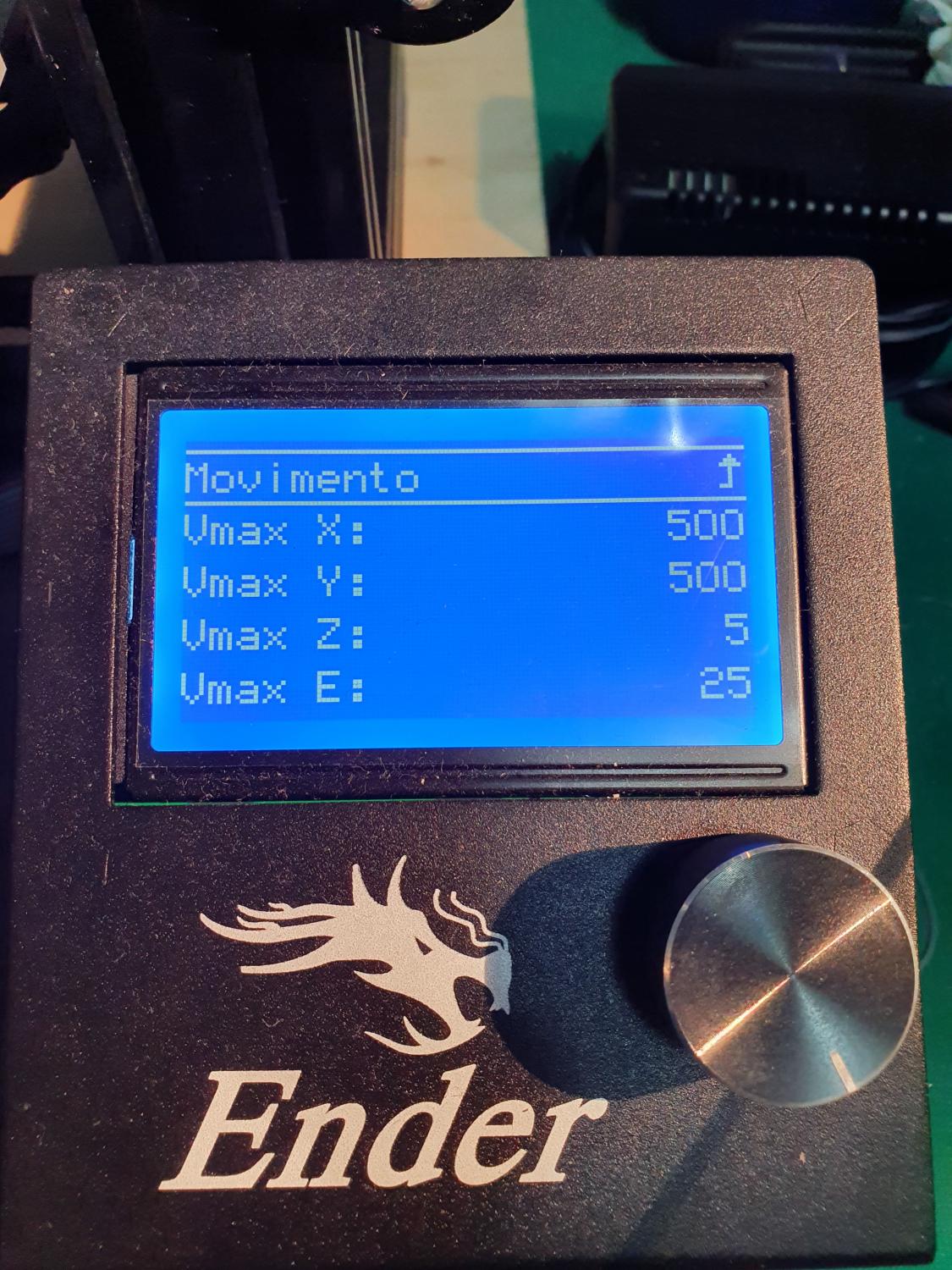
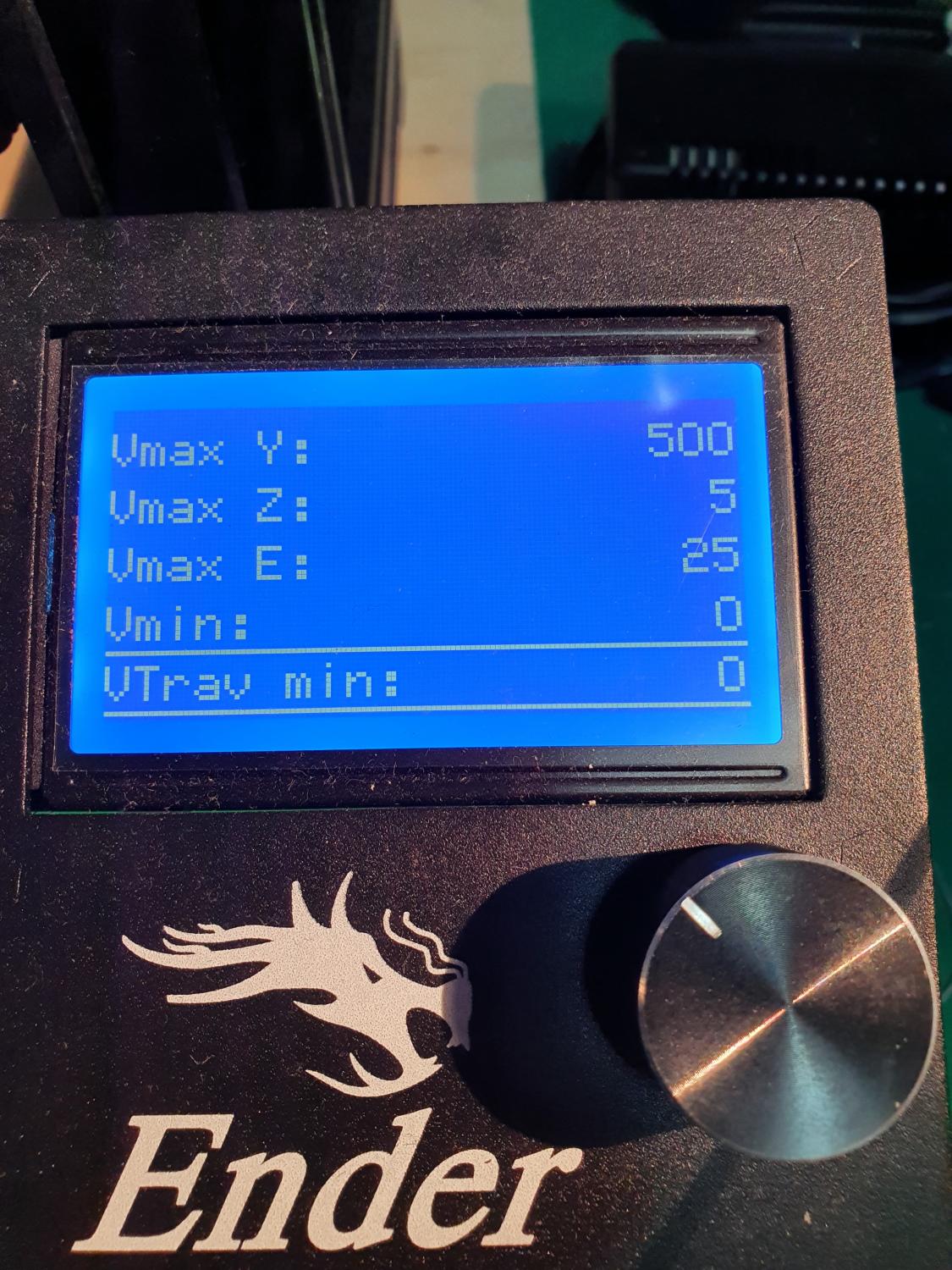
valfus ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve a tutti. Ho una ender 3 già da un anno circa. Premetto che gli ho aggiornato il firmware alla versone 1.1.6. Non mi sono mai dedicato ai menù nel display della ender 3. Ciò che vorrei capire è come impostarli al meglio per farli corrispondere allo slicer; come slicer uso Simplify 3D. Vorrei sapere se cè una guida al riguardo o sapete voi darmi una spiegazione a tutto ciò che non capisco. Nello specifico sul menù trovo questo come in foto: A cosa corrisponde la velocità? mm/s? A cosa corrisponde l'accelerazione? Il Jerk? E come settarli nel migliore dei modi per adattarli allo slicer. Capisco che possono essere domande banali ma sembra che a me qualcosa mi stia sfuggendo, aiutatemi grazie.
-
Perche non mi ha stampato le lettere
valfus ha risposto a valfus nella discussione Problemi generici o di qualità di stampa
Ho pensato anche io ad un problema del file. E ho visto anche sullo slicer che le lettere sono effettivamente presenti. -
Perche non mi ha stampato le lettere
valfus ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti e rieccomi dopo una lunga assenza sia dalla stampante che dal forum. Riprendendo a stampare qualcuno mi ha chiesto di fargli un portachiavi. Ho scaricato il file stl e ho configurato simplify3d al meglio delle mie conoscenze. Il portachiavi sembra stampato benino. Ma le lettere non le ha stampate. O meglio solo una lettera è stata stampata correttamente le altre no. Bianco la foto. Ho una Ender 3 Stampato a 0,2 5 layer superiori e inferiori 3 strati laterali Riempimento al 30% Filamento della warhourse. Preso su Amazon.
-
Può il vetro del piatto stampante curvarsi?
valfus ha risposto a valfus nella discussione Problemi generici o di qualità di stampa
Ok ok stampo domani mattina. Grazie dei file. [emoji6][emoji6] Inviato dal mio SM-G935F utilizzando Tapatalk