
BI3D
-
Numero contenuti
104 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da BI3D
-
-
Il 2/3/2019 at 19:54, Damiano dice:
quando provo a caricare il file .ino sulla scheda mi da errore:

C'e una parentesi chiusa a fi e riga senza 7na aperta corrispondente, se apri devi anche chiudere, se hai preso il codice da qualche parte manca un pezzo e se l'hai modificato tu hai dimenticato qualcosa
-
Ciao a tutti, chiedo a gran voce il vostro aiuto!
Tra non molto andrò a vivere da solo, visto che i picci non piovono dal cielo cercavo qualche idea per risparmiare, sfruttando al più possibile la mia stampante. Quindi, cosa potrei stampare? Grazie 😊
-
11 minuti fa, Damiano dice:
grazie mille
ma sotto prusa i3 Pro C c'è anche un link per ramps, scusate la mia ignoranza, ma che cos'è?
Un tipo di scheda che gestisce la stampante, se non sbaglio tutto il kit ramps è "contenuto" nella gt2560 che già dovresti avere.. Poi correggetemi se sbaglio 😊
-
32 minuti fa, Damiano dice:
grazie mille, ho risolto. la vref era impostata a 0.8.
quindi il primo estrusore è a posto ma il secondo no perché quando provo a farlo girare non fa nessun tipo di rumore è non sembra si blocchi ma il filamento non si muove per niente. ho impostato la vref anche sul secondo estrusore a 1.14 ma il filamento non si muove lo stesso.
Ho provato a invertire tutti i cavi dei due estrusori (motore, hot end) ma non va lo stesso. A me sembra che il motore giri però non fá nessun rumore come se fosse bloccato.
mi aiutate per favore?
Gola e ugello come sono messi? A CALDO prova a smontarli e vedere se sono intasati..
-
Ciao, ho acquistato il sensore LJ12A3-4-Z/BX-5V e vorrei montarlo sulla gt2560 a+ predisposta per il bed leveling, ma ho dubbi su come farlo.. Qualcuno mi può aiutare?
finglaiGeneralModel number LJ12A3-4 series External dimensions M12x60 Installation type Non-shielded Detection distance 4mm Setting distance 0-3.2 mm Supply voltage 6-36Vdc, 5Vdc; 90-250Vac, 36Vac, 380Vac, 50/60Hz Output current DC type: 300mA max; AC Type: 400mA Standard detected object Mild steel (12x12x1mm) Sensing object Magnetic metals (if it is not magnetic metals, the sensing distance would decrease) Response frequency 500Hz Matched mounting bracket M12 mounting bracket Matched mounting connector Only for connector type: 3 wires bend connector, 3 wires straight connector Output indication Red LED Short-circuit protection No Reverse connection protection Yes Insulation resistance 50MΩ min (between charging part and housing) Dielectric strength 1000Vac, 1min (between charging part and housing) IP Rating IP65 Operating temperature -25 to 70 °C (13 to 158 °F) Cable length 1.2m, PVC cable Material Case: Brass-nickel plated; Sensing surface: ABS -
Io personalmente avevo un paio di scanner in disuso, ho preso il vetro e l'ho tagliato della misura del bed tagliando gli angoli.. Vetro da 3mm con il 99% della certezza che sia dritto, sennò deformerebbe la scansione, stesso principio dello specchio. Il tutto fissato con le supaclip leggermente aperte, in definitiva le ho messe su tutti e quattro gli angoli
-
Beh comunque se qualcuno ha esperienze con klipper io attendo informazioni 😅
-
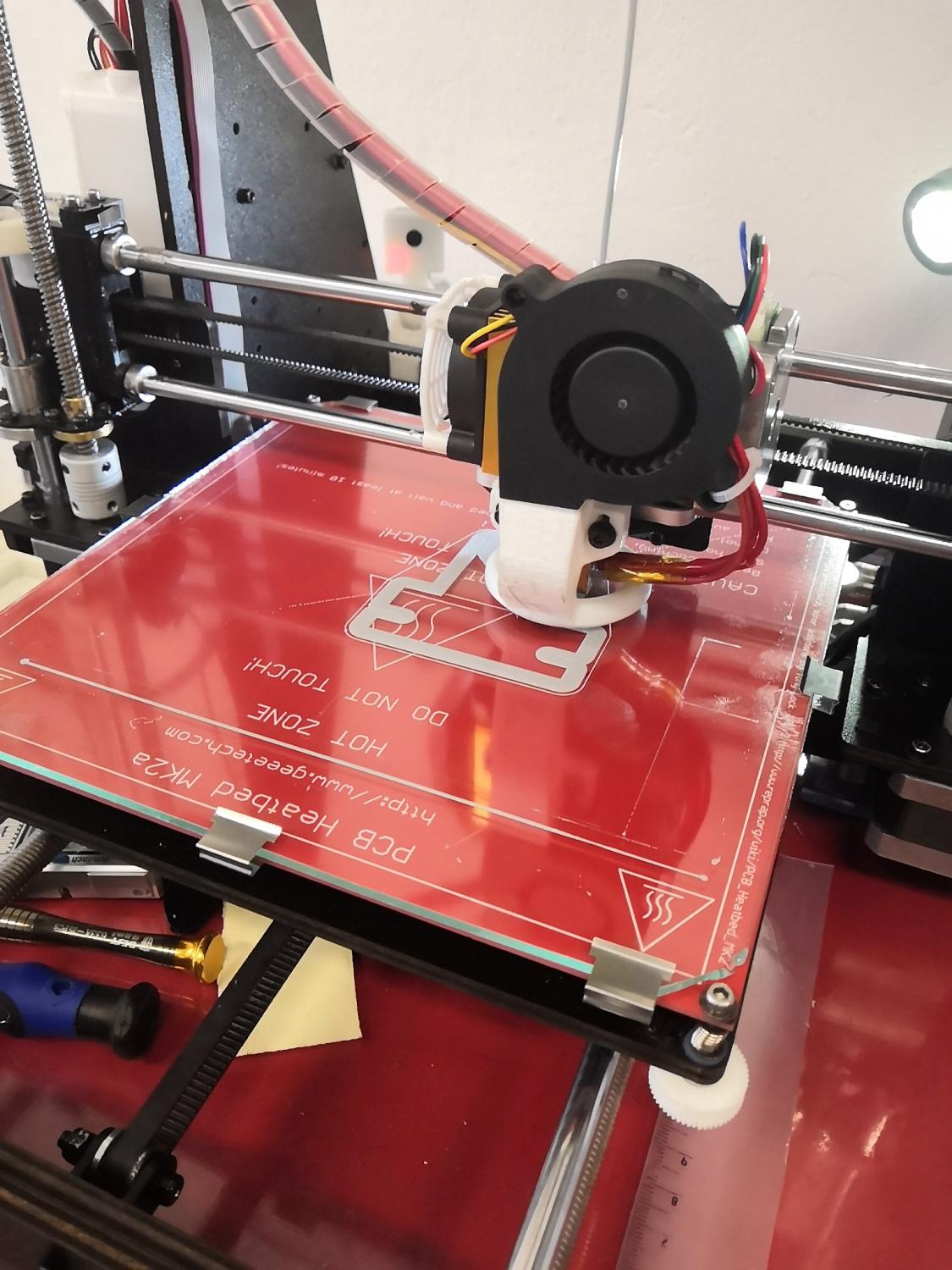
Ragazzi vi rimando a questa discussione, dopo la correzione della vref sembra un'altra stampante! Domani carico le foto del pezzo che ho terminato, l'ho controllato prima ed era perfetto! I parametri sono gli stessi, solo il cambio di vref.. Ha risolto anche il problema dei buchi nei perimetri
-
 1
1
-
-
Adesso, Marcottt dice:
oh mio Dio... mi sembra sia una specie di firmware alternativo al marlin... senza offesa, come dice l'amico @iLMario le bestemmie sono già numerose così... io mi faccio da parte 🙂
Sono d'accordo, ma non penso ci voglia molto.. Finirò di stampare e ricostruirò la stampante, poi mi cimenterò in questo esperimento ahah
-
1 ora fa, Marcottt dice:
Non so cosa sia... Che roba è?
Inviato dal mio SM-G935F utilizzando Tapatalk
Dovrebbe essere un fw o sistema installato sul pi che si interfaccia con la scheda della stampante e la controlla, con alcuni miglioramenti rispetto alla sola scheda (così dicono, ad esempio i motori si muovono con più precisione e scaldano meno)
-
Ed invece che mi dite di klipper? Attualmente ho octoprint ma vorrei far rendere meglio la stampante, a quanto dicono.. Qualcuno ha informazioni? Ne vale la pena?
-
Ciao ragazzi, mi intrometto e mi permetto di correggere @FoNzY! Anche i miei, come nel suo caso, montano motori da 1a e a4988 con resistenze r200, quindi 0.2 ohm.
E anche a me questo 1.6 di vref sembra strano, ma i calcoli sono giusti, e contando il 70% verrebbe 1.12, circa 1.15.. Ma dove leggo il valore massimo?
https://www.geeetech.com/hybrid-stepper-motor-42shd003420b-for-3d-printer-p-1011.html
General specification
Step angle: 1.8°
Number of phase:2
Insulation resistance:100MΩmin. (500V DC)
Insulation class:Class B
Rotor inertia:38g cm2
Mass:0.2kg
Wiring length: 700mm
Connector: XH (2.54mm-4pin)
Net weight: 232g
Shipping weight: 310g
Electrical specification
Rated voltage:5V
Rated voltage: 1.0A
Resistance per phase: 5.0Ω±10%
Inductance per phase: 6.2mH±20%
Holding torque: 300mN.m
Detent torque: 12mN.m
https://reprap.org/wiki/A4988_vs_DRV8825_Chinese_Stepper_Driver_Boards
Disponibilità molto ampiamente disponibile ampiamente disponibile Circa. prezzo $ 6,80 / 5 pezzi $ 10/5 pezzi Max. corrente teorica 2A 2.5A Max. micropassi 16 32 Colore PCB Verde / Rosso Viola Regolazione della corrente stepper. trimpot Sì, vicino al pin di Dir Sì, vicino a En pin Valore R tipico 0,05 Ohm o
0,1 Ohm o
0,2 Ohm0,1 Ohm Formula Vref (*) I_TripMax = Vref / (8 * Rs) I_TripMax = Vref / (5 * Rs) Protezione termica da sovraccarico (**) sì sì Strati di PCB 2 4 Piccolo dissipatore incluso (***) Quasi sempre A volte no È richiesto il raffreddamento attivo? Consigliato Consigliato Imballaggio IC QFN a 28 conduttori 5x5mm -
49 minuti fa, Hinokami dice:
Il "principio" del primo layer più alto rispetto all'altezza layer di stampa deriva dal fatto che i materiali sottoposti a calore si scaldano ma non uniformemente quindi possono perdere la planarità, senza contare le forze esercitate da molle bed o dalla struttura del piatto. Che alla lunga portano comunque alla perdita di linearità, il vetro si usa per quello, si scalda uniformemente (almeno per piccole superfici), alcune lavorazioni garantiscono la planarità e non si imbarca col tempo anche se può presentare comunque difetti. Personalmente lo tengo un po alto, 0.3, per evitare che mi tocchi il piano, che non è di vetro.
Fin i ok, non ricordo il calcolo che avevo fatto.. il primo layer forse un 20% in meno rispetto al diametro dell'ugello, comuqnue dalle ultime discussioni sembriamo avere tutti lo stesso problema o simile
-
17 ore fa, Hinokami dice:
Hai provato layer iniziale più alto?
Più di 0.24 con un nozzle 0.3 non diventa un problema?
-
49 minuti fa, Hinokami dice:
un layer 0.24 per il petg mi sembra poco, molti consigliano di stare "larghi" con il primo layer, aggiungi un Z offset? dimensione nozzle?
Nozzle 0.3 e non uso offset
-
19 minuti fa, Hinokami dice:
Lo shift del pezzo credo sia dovuto più a errori meccanici o di attriti che a impostazioni o difficoltà del materiale. Tranne qualche prova con filamenti demo ho stampato solo PLA, questi problemi li ho avuti per cinghie troppo tese o quando il nozzle sbatte sul pezzo stesso, facendo saltare il passo alla cinghia o addirittura al motore. che altezza layer usi?
0.24 il primo e 0.2 i successivi
-
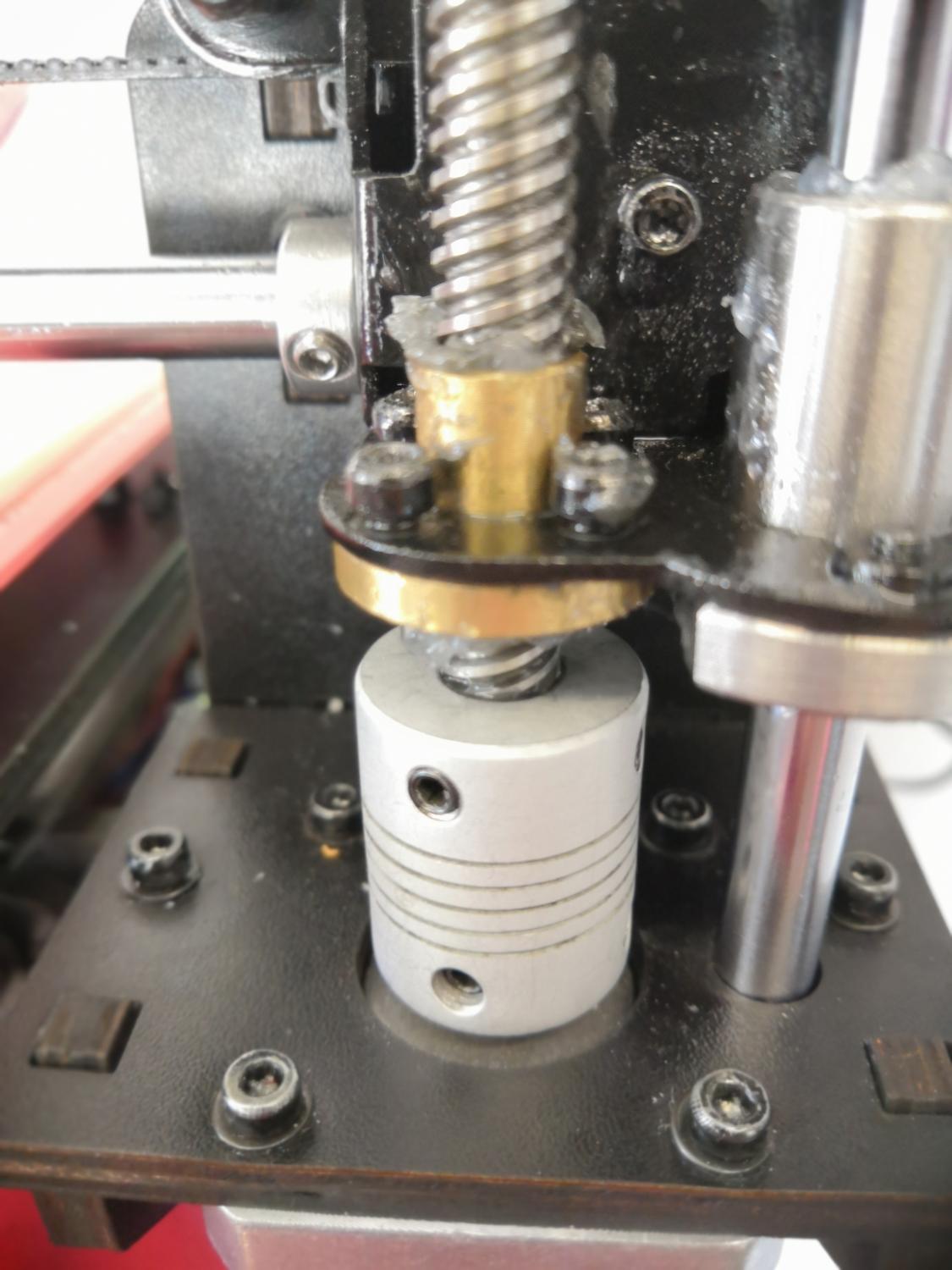
Quando ti vuole far impazzire
-
Hei la, come edicevo nell'altra discussione mi sto costruendo una hypercube evo, con profili 3030 e 2020 di cncshop e mi sono trovato molto bene
-
L'ho preso per la hypercube, mi deve arrivare..
EDIT :
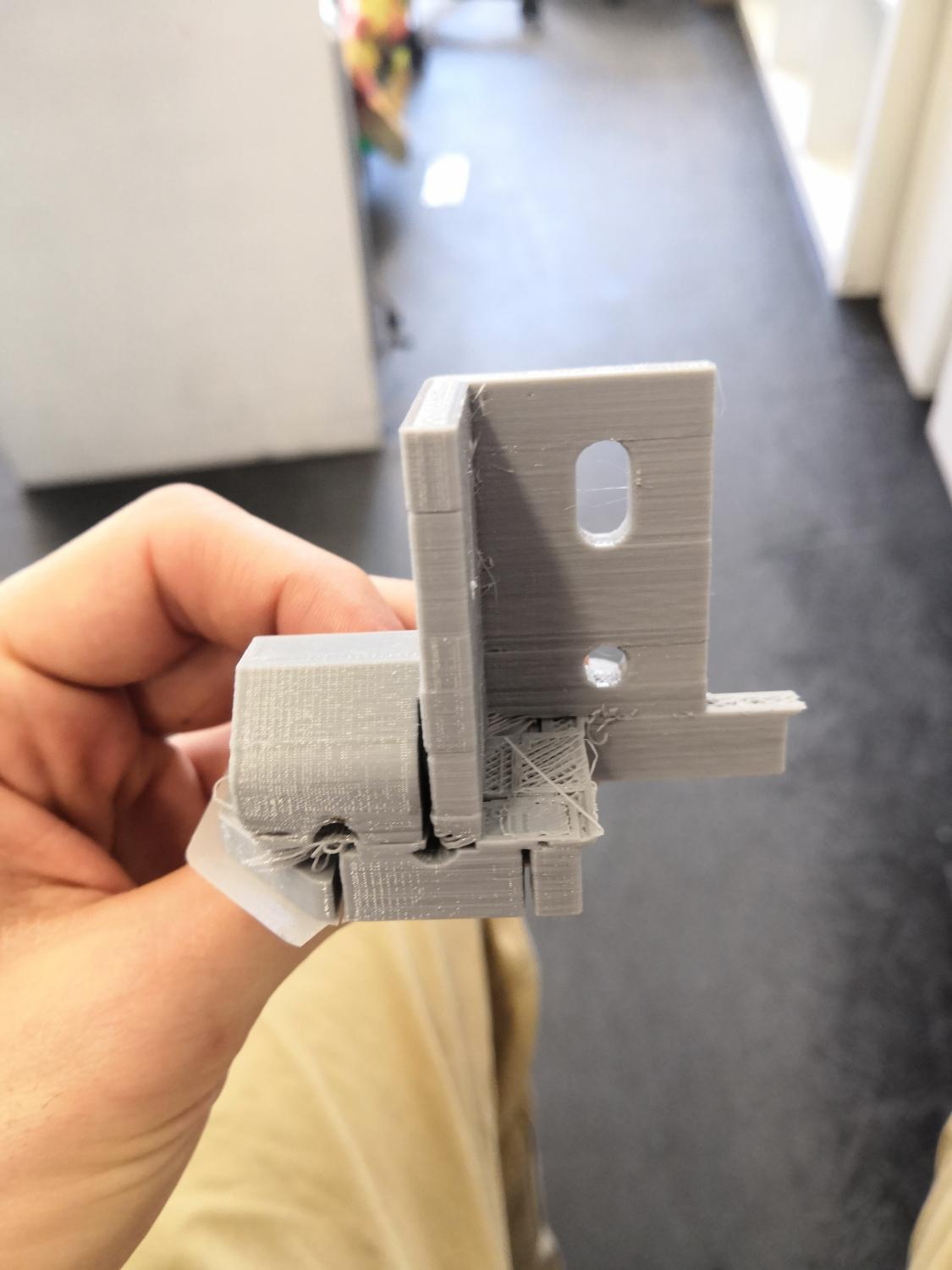
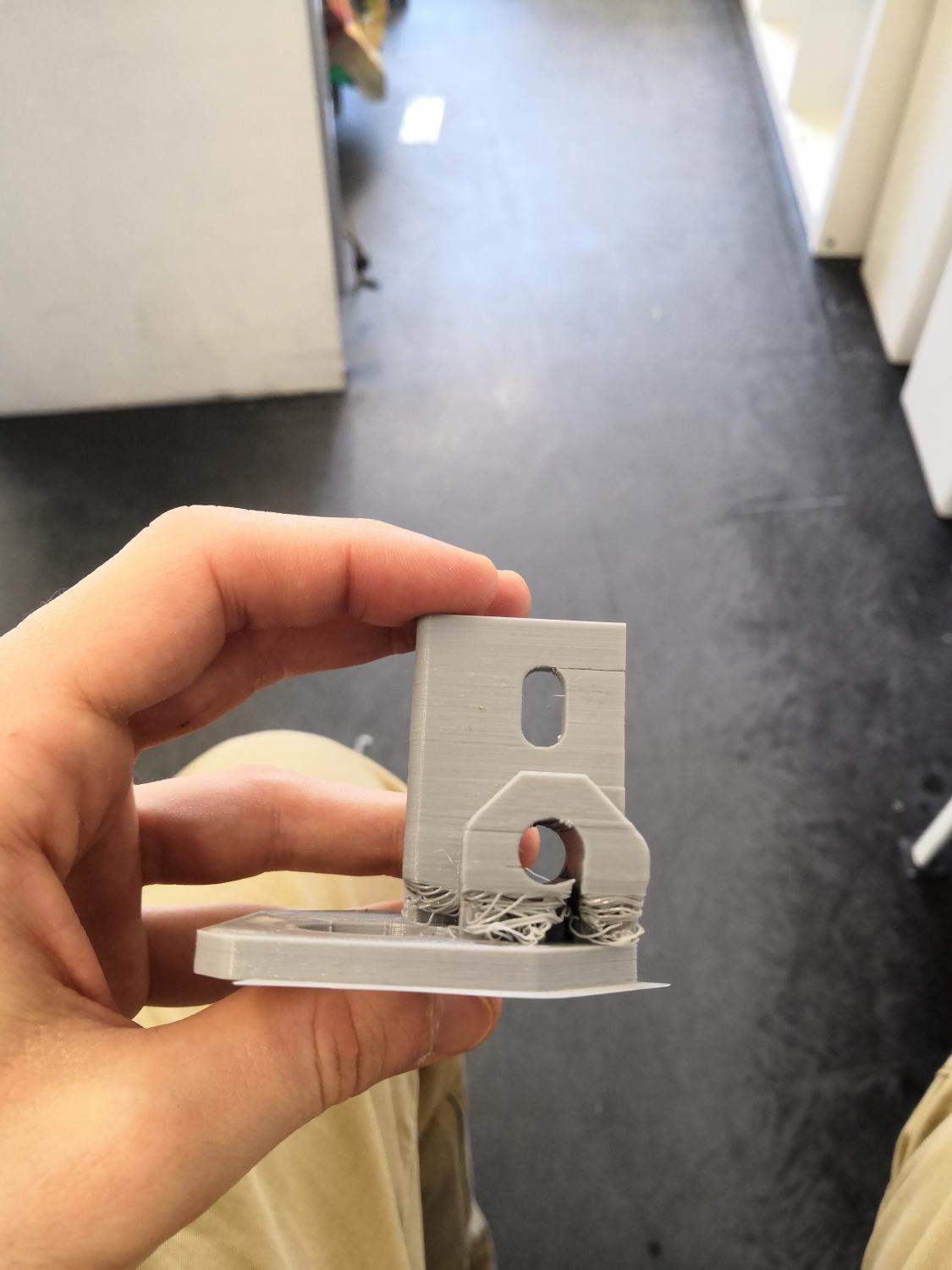
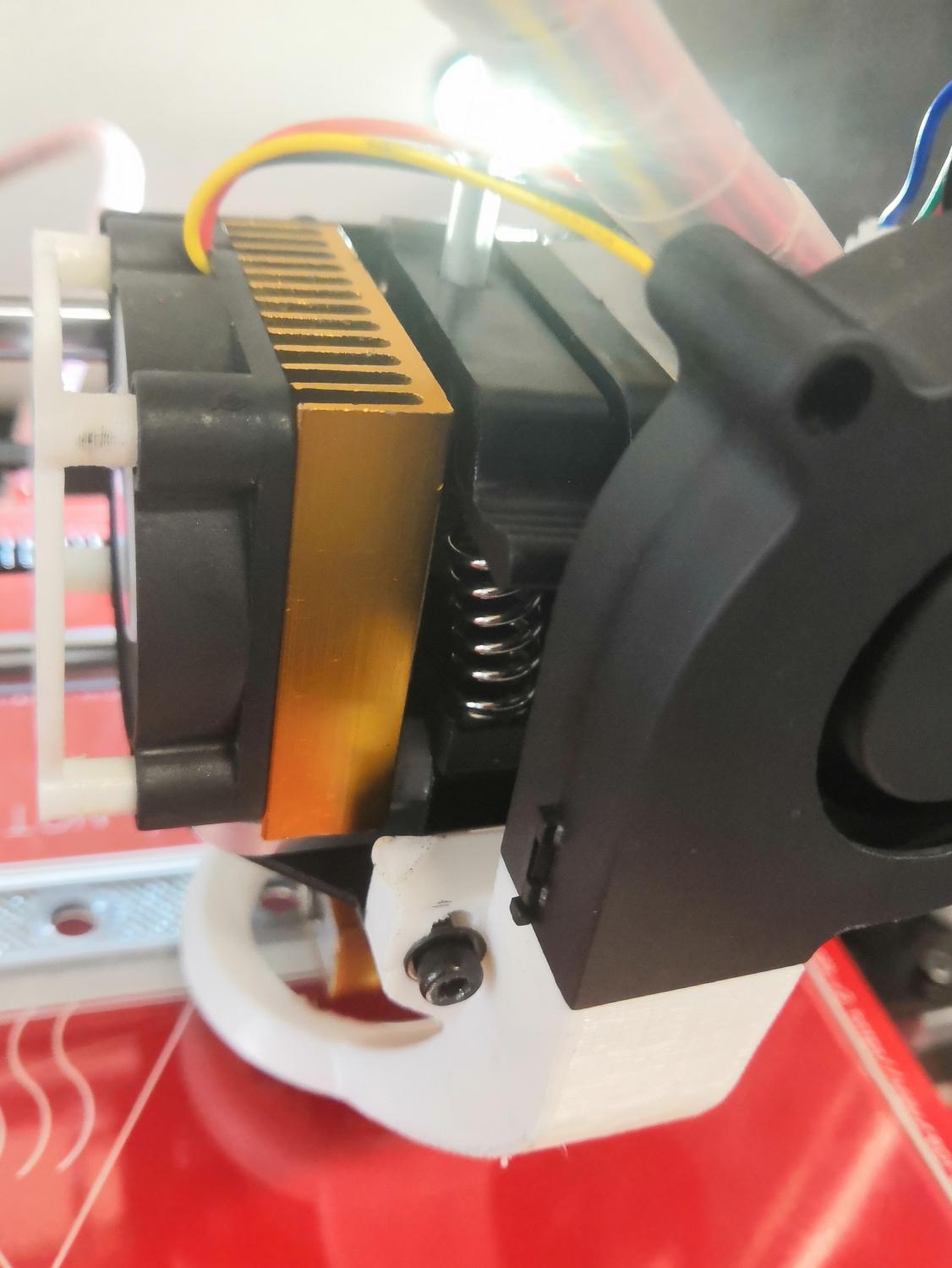
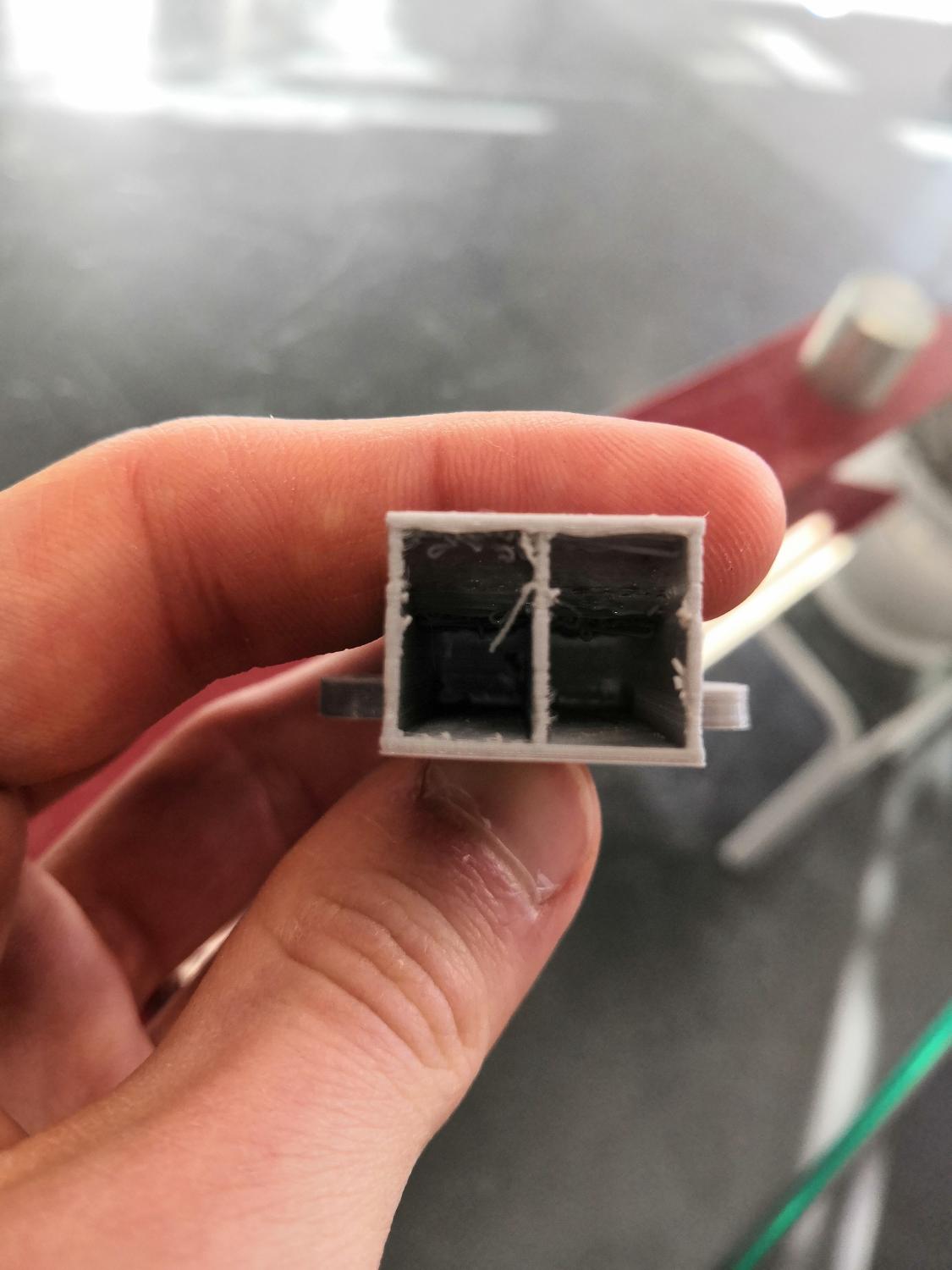
Parlando di blocco estrusore mi hai messo la pulce nell'orecchio e l'ho smontato. Ho notato che, probabilmente, avevo stretto troppo le viti che bloccano estrusore dissipatore e ventola all'asse x. Ho provato a mettere due dadi tra dissipatore ed estrusore ed ora sembra andare una meraviglia, mi sa che bloccava il meccanismo di trascinamento 😅
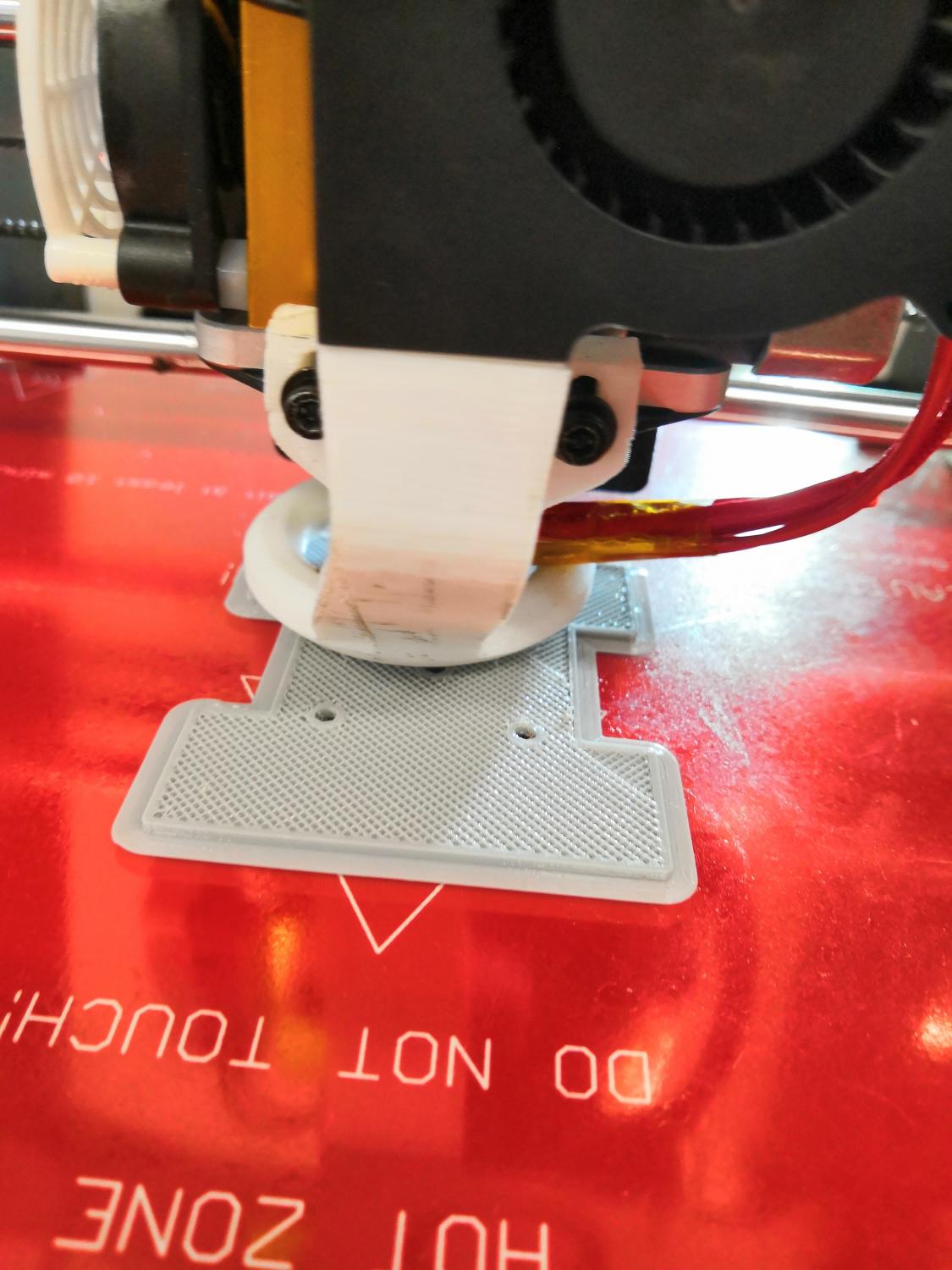
Mai uscito un infill così!
Terminata e ha stampato alla perfezione 😍
-
3 ore fa, Hinokami dice:
Hai ancora l'estrusore originale in platica?
Si..
-
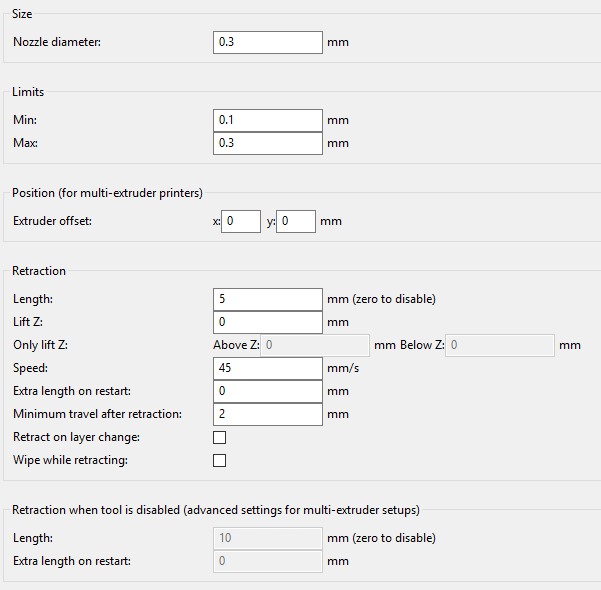
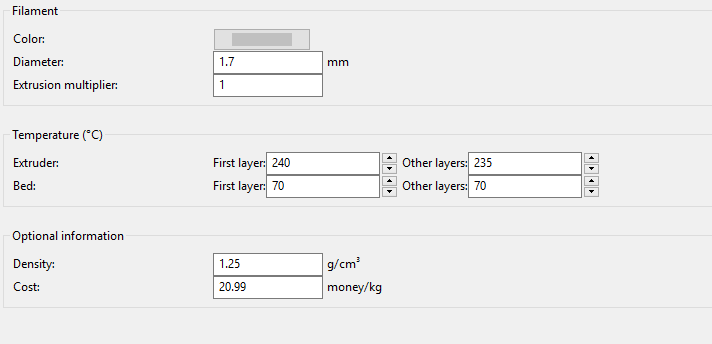
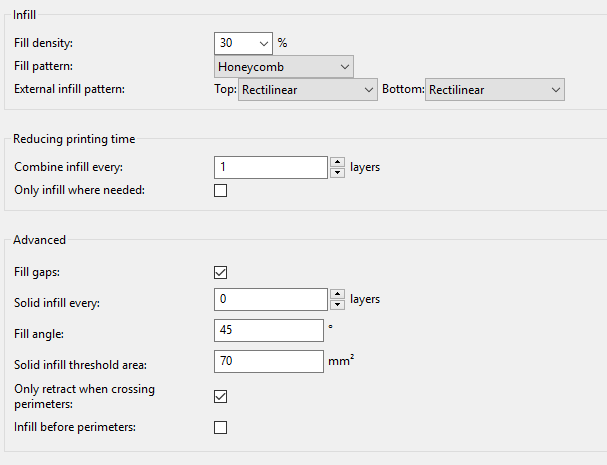
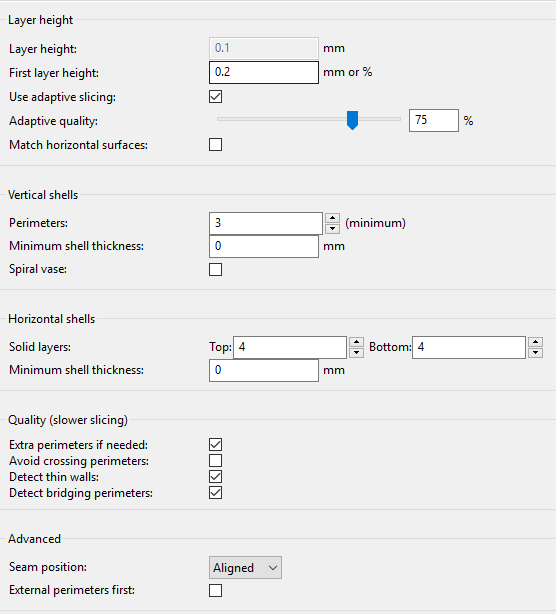
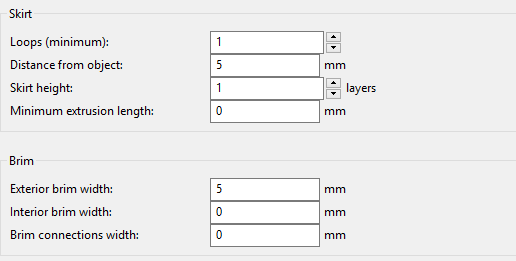
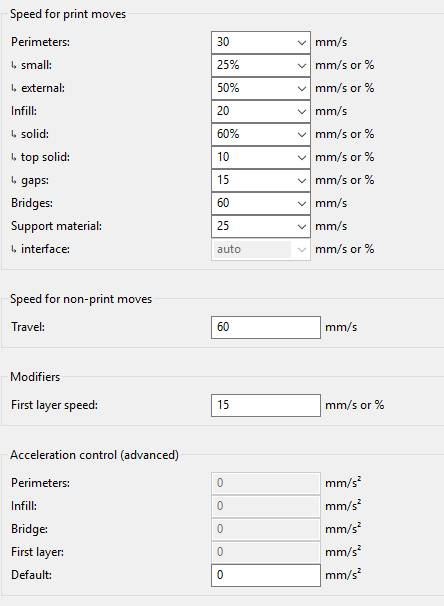
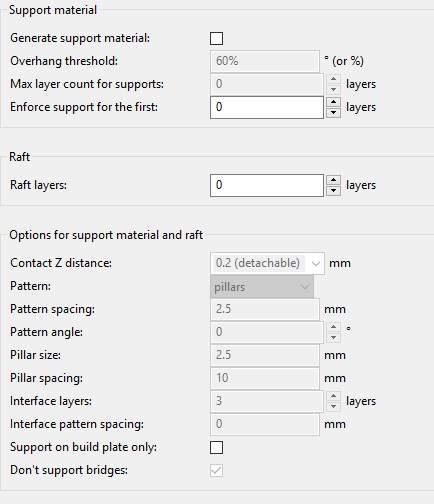
Ora mi sa che c'è da giocare col sw, qualche aiuto con slic3r? Ecco i miei parametri.
-
3 minuti fa, Joker78 dice:
Molto meglio 👍
Ma ancora non mi soddisfa.. Le sto provando tutte ahah
-
Per rispondere a tutti:
22 ore fa, Joker78 dice:Sei alto di temperatura mi sa, se poi stampi ha 240° senza ventola ancora peggio, anche io sto stampando con il petg ma lo stampo ha 215° senza ventola layer perché sto aspettando arrivi.
Velocità? Non ti fare ingannare quando scrivono che il petg lo si stampa con le velocità del pla, perché di solito non si supera mai i 50 di velocita.
Lele:
Avevo problemi di lettura con il sensore legato al termistore 0 che mi sagnava circa 10/15 gradi in più.
Alla fine ho risolto cosi:
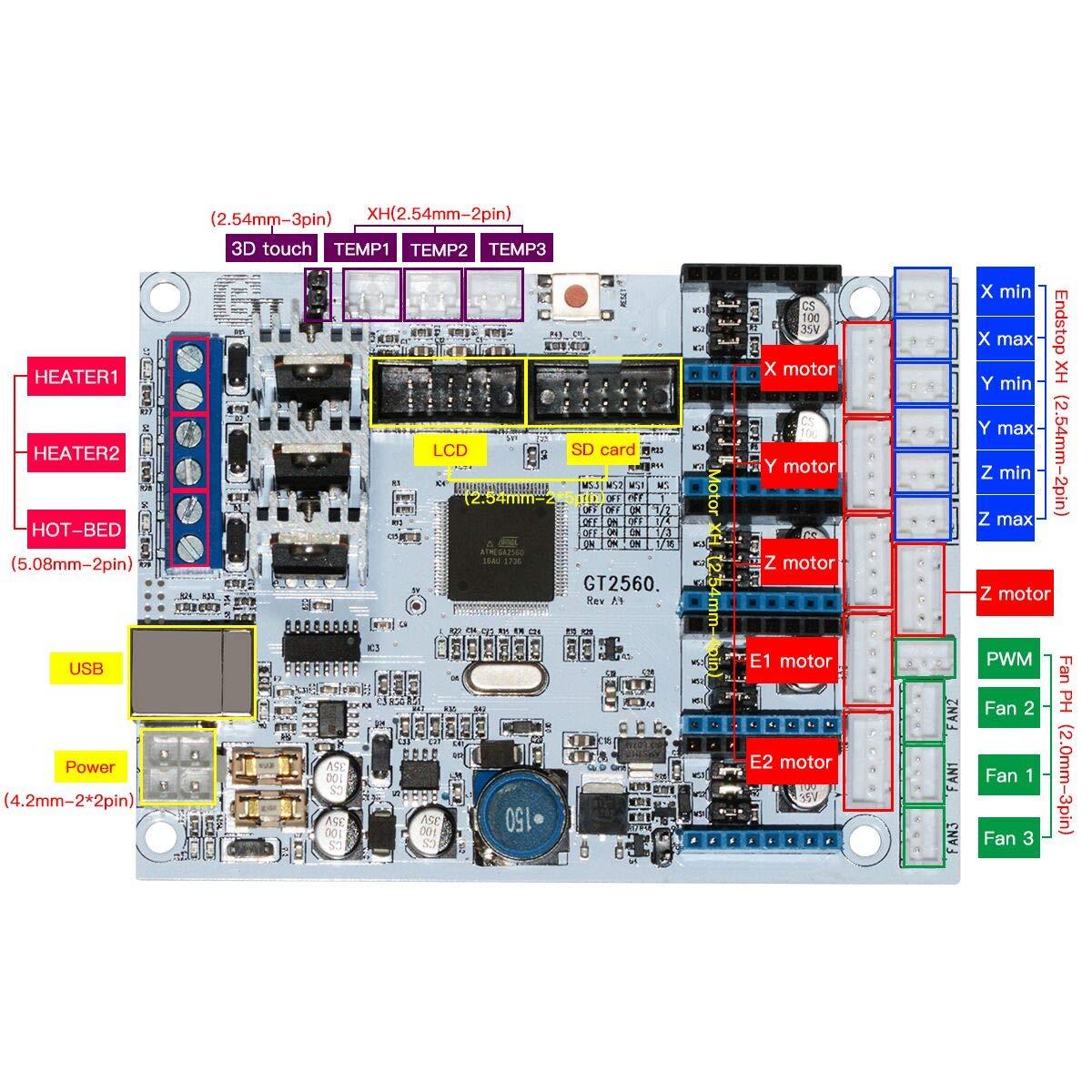
Arduino e fw, nella sezione pins_gt2560_rev_a.h ho invertito i valori di temp 0 pin e temp 1, e heater 0 pin e heater 1 pin. Così ho invertito le porte degli estrusori e dei sensori.. Se a qualcuno dovesse servire 😊 ovviamente vale per la gt2560 a+, non ho avuto modo di provarne altre
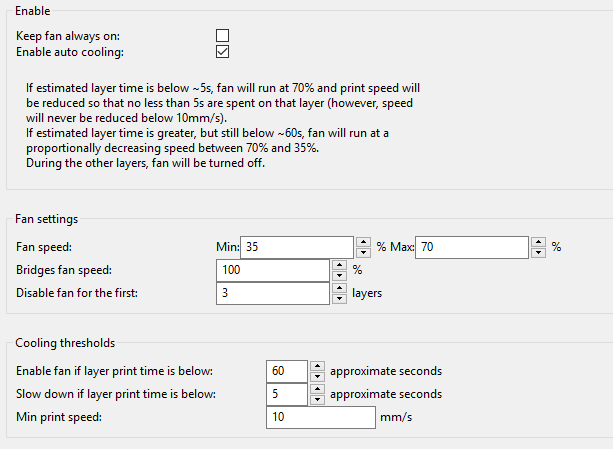
Sto rifacendo la temptest e qui risolverò un problema. La velocità ho massima 35mm/s, 60 nei movimenti e nei bridge
20 ore fa, Marcottt dice:La ventola è discutibile con il petg... Alcuni vanno al 100% altri (anche per me per esempio) al 100% diventa molto fragile e giro intorno al 30%... Altri ancora ventola spenta.
Inviato dal mio SM-G935F utilizzando Tapatalk
Ho impostato auto con minimo 30% massimo 60%
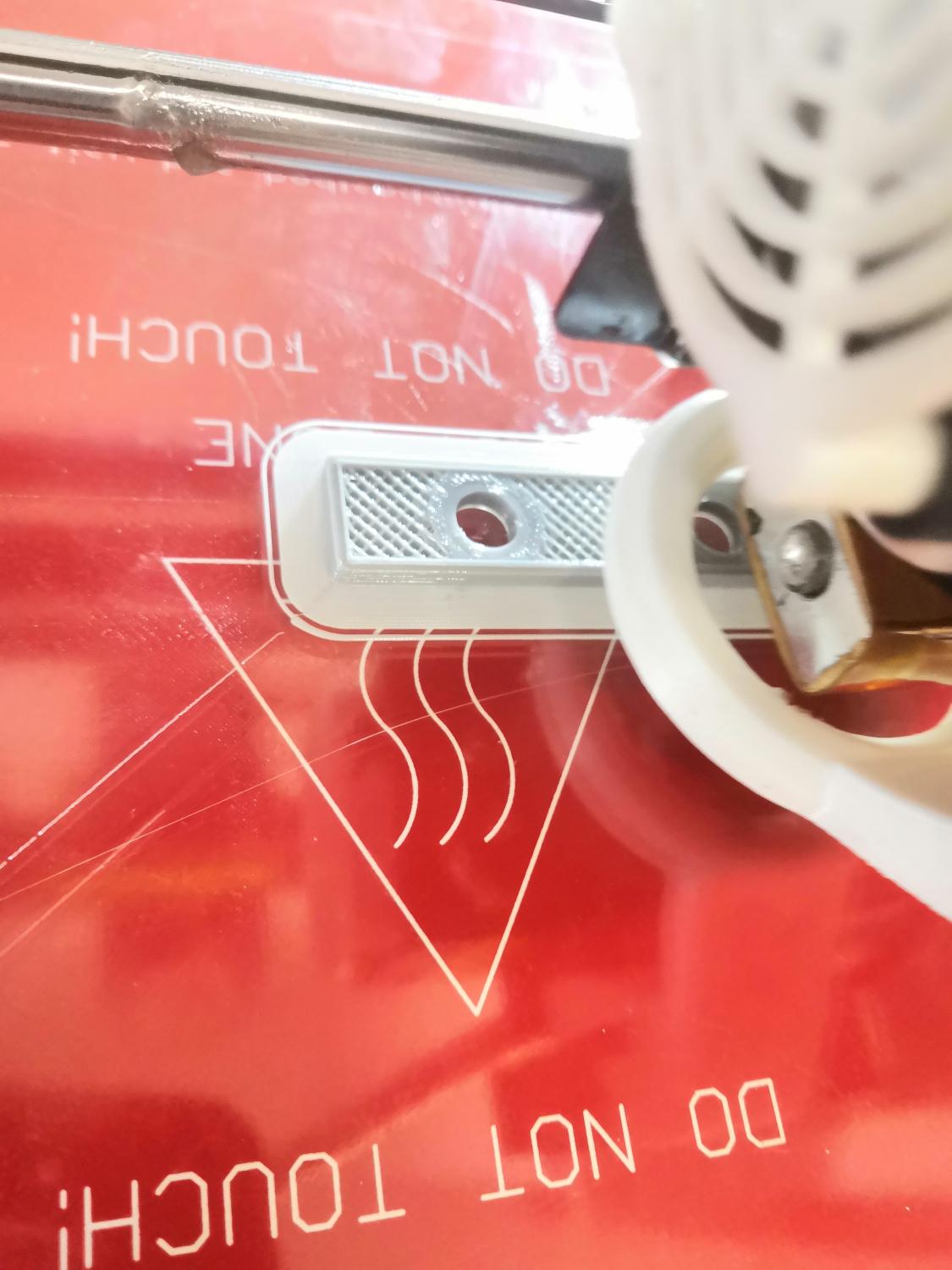
EDIT:
Ecco dopo aver svitato le 4 bastarde
-
 1
1
-
-
Per rispondere a tutti:
2 ore fa, Joker78 dice:Sei alto di temperatura mi sa, se poi stampi ha 240° senza ventola ancora peggio, anche io sto stampando con il petg ma lo stampo ha 215° senza ventola layer perché sto aspettando arrivi.
Velocità? Non ti fare ingannare quando scrivono che il petg lo si stampa con le velocità del pla, perché di solito non si supera mai i 50 di velocita.
Lele:
Avevo problemi di lettura con il sensore legato al termistore 0 che mi sagnava circa 10/15 gradi in più.
Alla fine ho risolto cosi:
Arduino e fw, nella sezione pins_gt2560_rev_a.h ho invertito i valori di temp 0 pin e temp 1, e heater 0 pin e heater 1 pin. Così ho invertito le porte degli estrusori e dei sensori.. Se a qualcuno dovesse servire 😊 ovviamente vale per la gt2560 a+, non ho avuto modo di provarne altre
Sto rifacendo la temptest e qui risolverò un problema. La velocità ho massima 35mm/s, 60 nei movimenti e nei bridge
38 minuti fa, Marcottt dice:La ventola è discutibile con il petg... Alcuni vanno al 100% altri (anche per me per esempio) al 100% diventa molto fragile e giro intorno al 30%... Altri ancora ventola spenta.
Inviato dal mio SM-G935F utilizzando Tapatalk
Ho impostato auto con minimo 30% massimo 60%
.png.a0b23fafc38e784d467a85482901dad1.png)






Hypercube Evolution da Geeetech i3
in Problemi generici o di qualità di stampa
Inviato
Fino a qui tutto bene 😅