
BI3D
-
Numero contenuti
104 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da BI3D
-
-
Scusate se mi intrometto, io preferisco toccare il meno possibile il piano durante il livellamento, quindi ho montato una cosa simile 🙂
https://www.thingiverse.com/thing:2157062 -
1 ora fa, Andrea Colt dice:
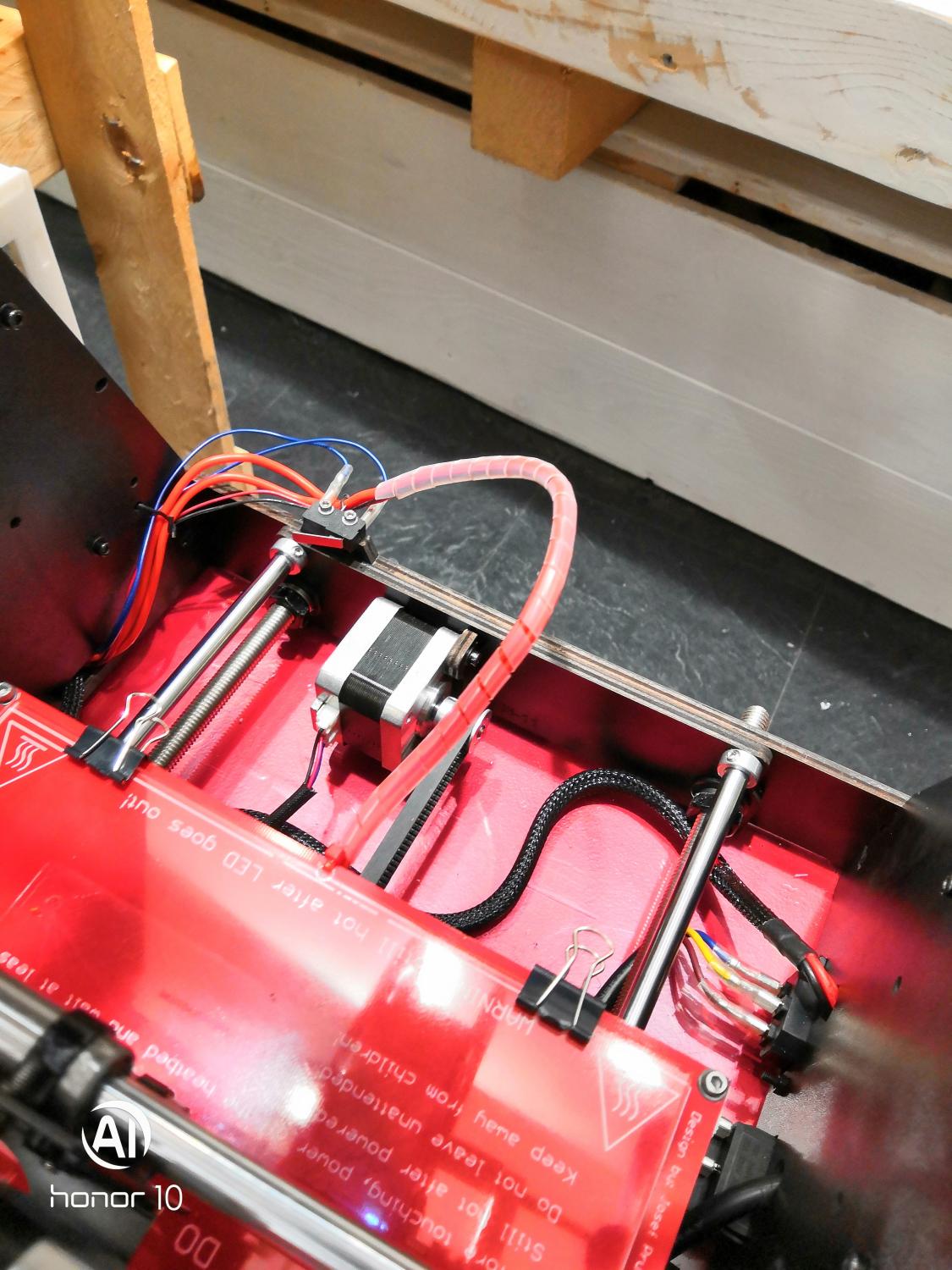
Ciao io ho appena preso la Geeetech prusa i3 W e va malissimo. Primo problema con l'asse che si muove in verticale. Praticamente i motorini da solo girano perfetti ma poi quando metto le barre e tutto il resto fanno qualche centimetro poi si incastrano e non si muovono. Ho provato a togliere la parte superiore dove le barre si incastrano nei fori e va appena meglio ma non capisco che problema abbia.
Altro problema è quando ho provato a fare una stampa, la base riscaldata ha cominviato a muoversi verso di me fino al slittare cercando di andare avanti all'infinito!!
😭😭😭😭
Io per "risolvere" ho smollato un po' le viti dei dadi in ottone delle barre trapezie, ho segnalato il problema e mi hanno spedito dei pezzi più rifiniti. Il problema è che i fori dei componenti in metallo lasciano troppo poco gioco e non sono perfettamente in linea con le distanze dei motori.. Per l'altro problema dovresti vedere se il senso dell'asse è corretto, puoi farlo con repetier o con il programma consigliato dalla geeetech.. E controllare le dimensioni del piano di stampa nel firmware!
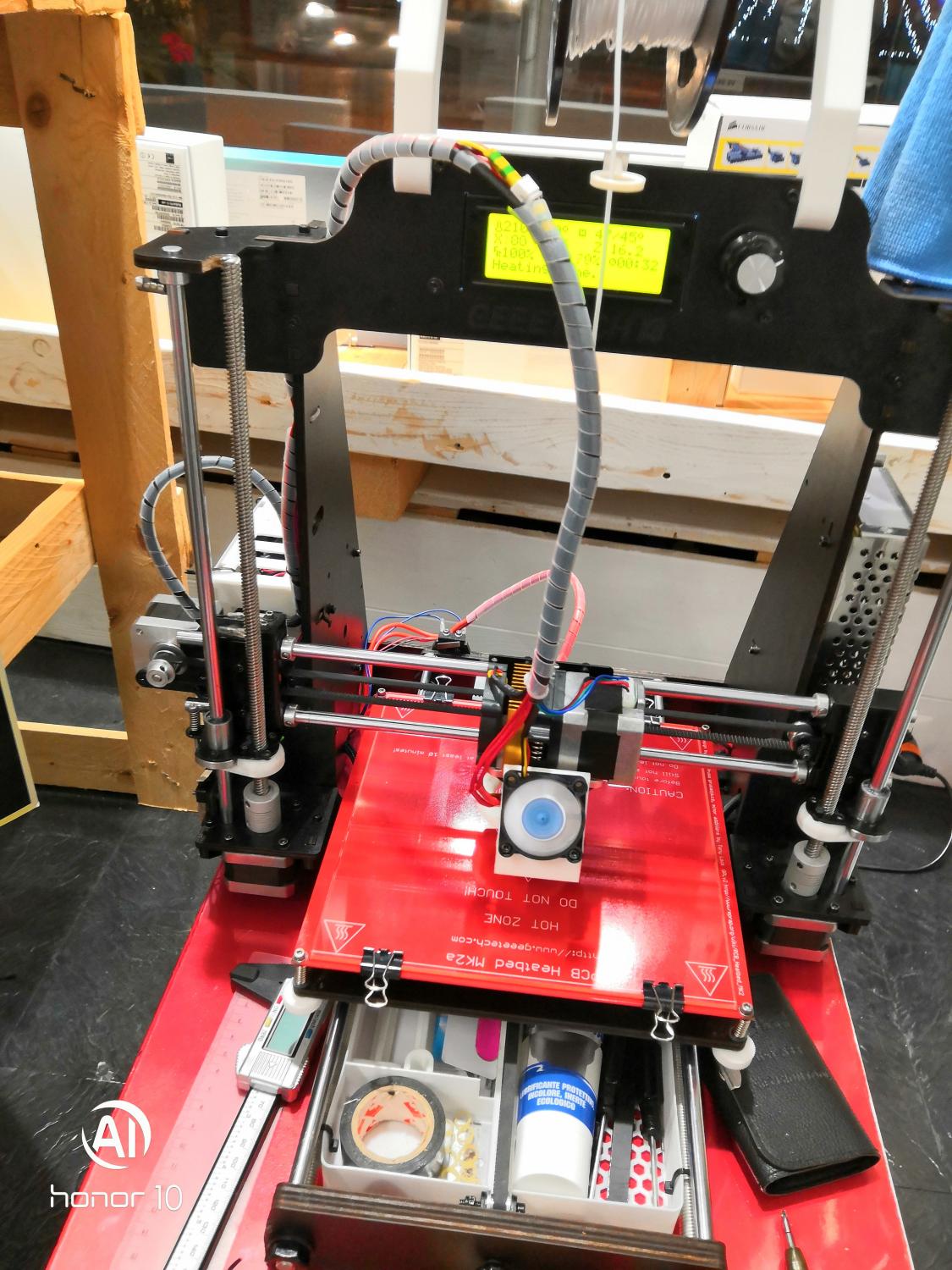
47 minuti fa, Brontolo dice:Buongiorno e Buon Natale a tutti.
Io sono da qualche giorno felice possessore di una Geeetech Prusa I3 Pro W (a dire il vero per il momento sono sono soddisfatto ma ancora non del tutto felice) e posso dire che per essere la mia iniziazione a questo mondo non mi è andata troppo male!
Passate diverse ore ad assemblare tutti i componenti, aggiornato il firmware all'ultima versione Marlin (1.1.9) e consumate genorose quantità di materiale prima di riuscire a trovare un buon comprosso ed avere le mie prime stampe...
Ora però inizia la fase di "rifinitura" e mi trovo con alcuni problemini che vorrei risolvere:
- alla fine di ogni stampa non mi si spengono le ventole, praticamente ho inserito il comando M107 nel GCode finale ma non sembra sortire alcun effetto (anche inviandolo singolarmente da riga di comando)
-
prima di iniziare ogni nuova stampa, anche immediatamente successiva alla prima, devo spurgare manualmente l'estrusore, altrimenti non esce niente. Una volta pulito inizio a stampare e non ho alcun problema fino alla fine della stampa (anche diverse ore). Come filamanento sto utilizzando un SUNLU PETG 3D filament 1.75mm White con una temperatura di 245 gradi e risoluzione 0.20
I G-Code utilizzati come inizio e fine in Cura sono quelli di default:
INIZIOG21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F9000 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E8 ;extrude 8mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
;Put printing message on LCD screen
M117 Printing...
STOP
FINEM104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G1 Y190 ;move Y to front
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F9000 ;move Z up a bit and retract filament even more
G28 X0 ;move X to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
M81
Qualcuno mi riesce a dare qualche dritta? Grazie in anticipo.
Io con queste configurazioni mi trovo bene, ma uso slic3r.. 😊
i3ProB_Slic3r_PrusaEdition_config_0.4nozzle.ini · versione 1
i3ProB_Slic3r_PrusaEdition_config_0.3nozzle.ini · versione 1
-
Domanda, ma quello utilizzato negli scanner? Ne ho un po' per le mani, andrà bene?
-
Io ho stampato un box per la scheda, cerca il modello su thingverse o modellane uno! 😊

-
53 minuti fa, Marcottt dice:
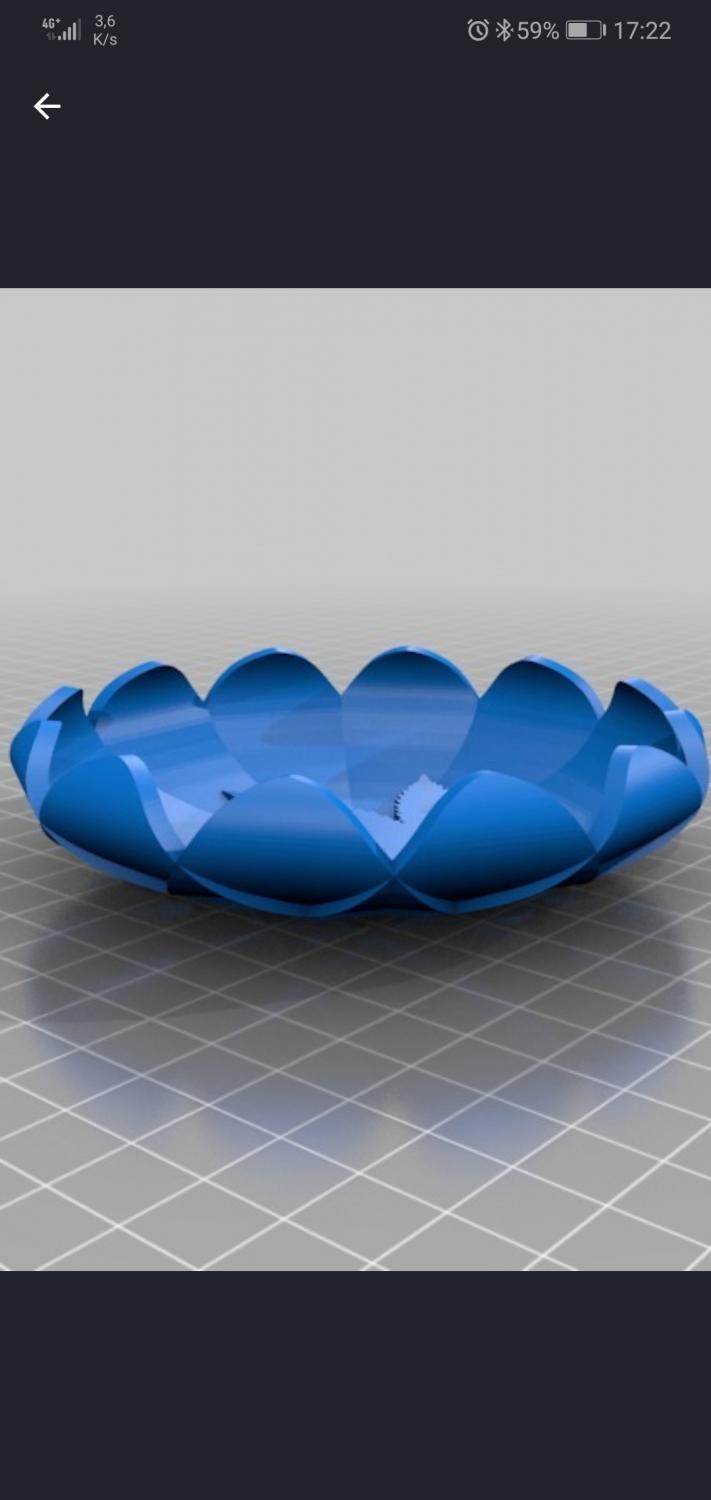
noto adesso che c'è un video ma non me lo riproduce. comunque senza supporti in basso (ma mi sa anche all'interno dove le foglie si ripiegano) la vedo dura stamparlo
Ho notato che c'è solo l'audio.. Comunque provo con supporti e vedo.. Qualche consiglio per impostarli? Uso cura e repetier
Niente non lo riproduce, sarà la codifica..
-
13 minuti fa, Marcottt dice:
Qualche foto in più aiuterebbero...
Inviato dal mio SM-G935F utilizzando Tapatalk
La curva che parte dalla base, proverò con dei supporti perche mi son reso conto che non è possibile..
-
Ciao,
non so bene come spiegare il mio problema, ma i lati della figura, se non sono perpendicolari al piano di stampa, escono una porcata:
Ho provato a stampare delle "estensioni" per un joystick e non sono venute malissimo, ma provando a stampare un posacenere se nota molto di più. Ho notato che durante l'estrusione il lato tende ad alzarsi e non rimane parallelo al piano.
La macchina è una geeetech prusa i3 pro W, ho abbassato i jerk a 10 sugli assi x/y e la velocità a 30mm/s
-
1 ora fa, Alep dice:
Capire come ragiona un programmatore non è questione di logica. E te lo dice uno il cui primo programma fatto risale al 1979 in codice macchina (motorola 6502 e ripeto codice macchina, neanche assembler, il modulo assembler costava troppo per me ed non esisteva ancora ne emul ne torrent), ossia da quando il dos, tantomeno windows ed gli attuali pc non esistevano proprio.
Non ho mai analizzato questa parte di Marlin perchè per me la stampa 3d è una cosa molto secondaria anche se necessaria ed io ho fin troppo già da fare ed a casa (dove stampo) non ho molta voglia di stare a perdere tempo con delle prove per soddisfare solo un pò di curiosià, ma probabilmente quello che ti manca è aver visto questa parte di Marlin, sempre nel configuration h.
//Manual homing switch locations:
// For deltabots this means top and center of the Cartesian print volume.
#define MANUAL_X_HOME_POS 0
#define MANUAL_Y_HOME_POS 0
#define MANUAL_Z_HOME_POS 0
//#define MANUAL_Z_HOME_POS 402 // For delta: Distance between nozzle and print surface after homing.Il Marlin nasce per essere usato con qualsiasi tipo di stampante, e quando dico qualsiasi tipo intendo davvero qualsiasi tipo ed in questo hanno fatto un capolavoro che è molto più alto di quello che poi effettivamente fa questo software, per cui capire che ragionamento c'è dietro ogni parametro non è cosi semplice e cosi diretto.
Temo che la cosa migliore sia (sempre che qualcuno non lo abbia già fatto) modificare il firmware facendo delle prove e vedendo cosa succede,
Tanto i processori che utilizziamo noi (Atmega2560 o Atmega1280) accettano fino a 10.000 cicli di programmazione, dubito che facendo un sacco di prove si riesca ad arrivare anche solo a 100 cicli di programmazione.
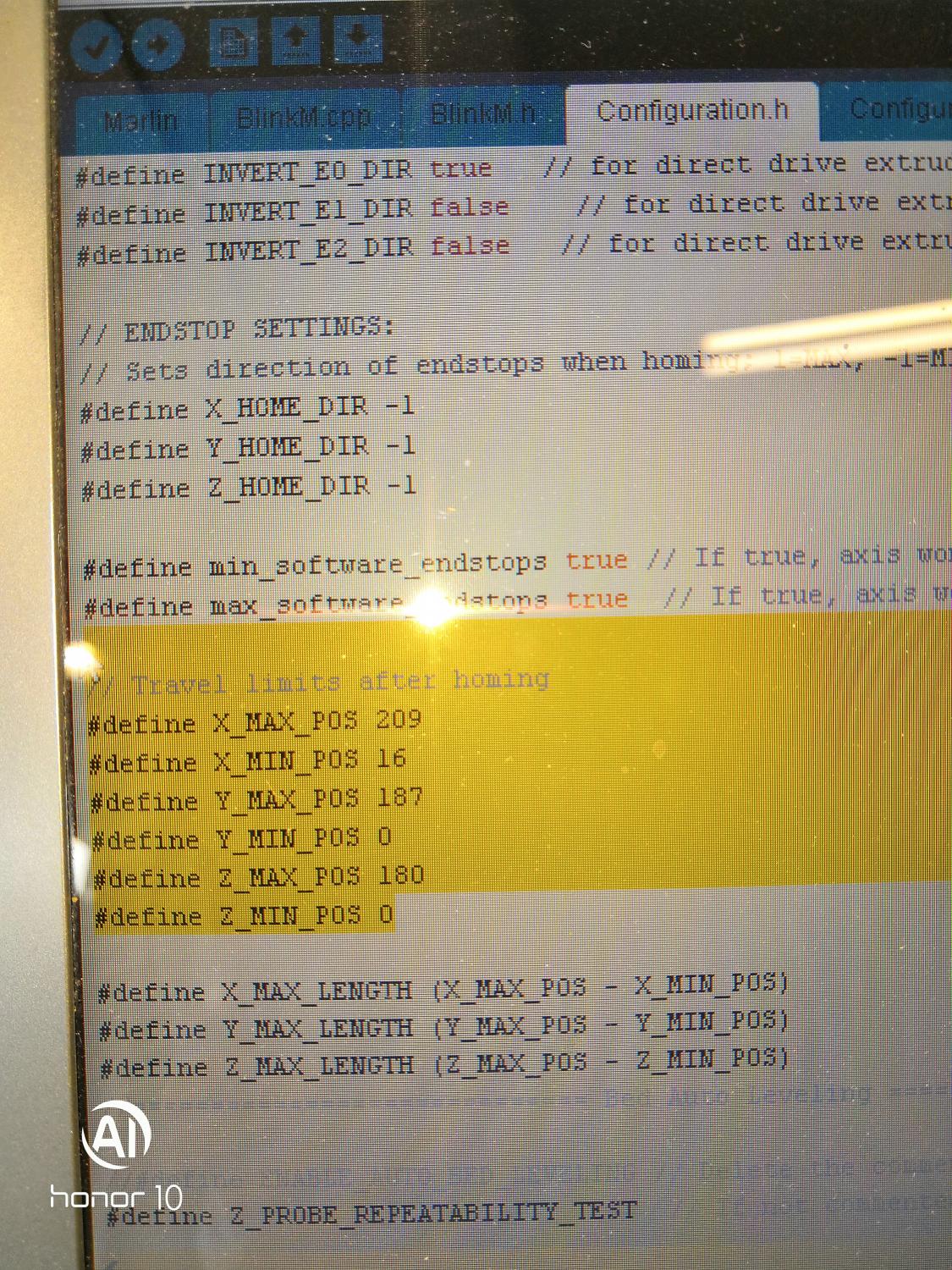
35 minuti fa, Gigi dice:x_max 200
x_min -13
y_max 190
z_max 180
queste sono le modifiche fatte dopo varie prove sulla pro w
mettendo -13 lo zero corrisponde a inizio piatto e cosi il centro e la fine del piatto sarà esattamente a 200
Allora finita la stampa che ho in corso modifico e vi faccio sapere!
-
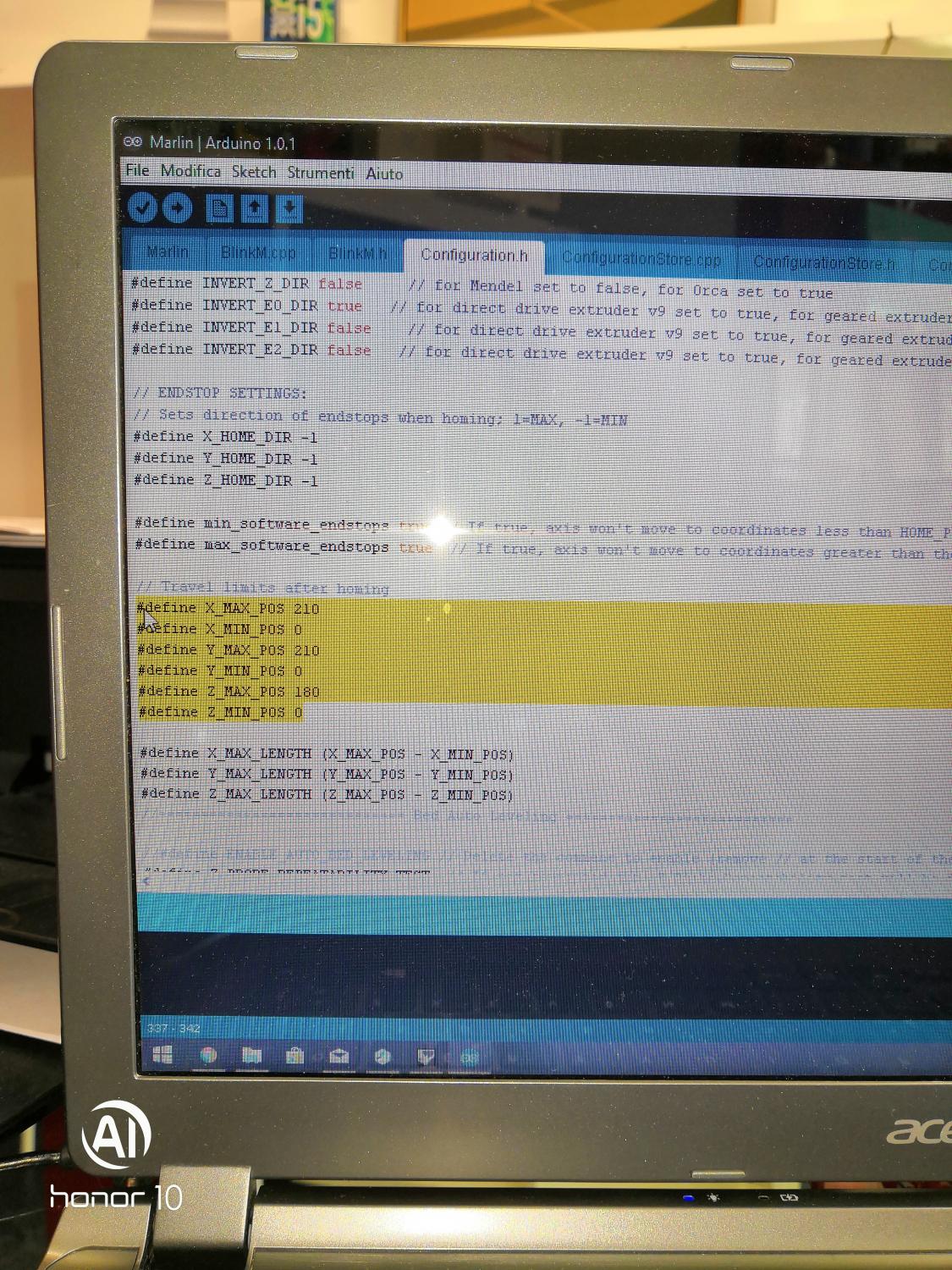
Ragazzi, non per fare quello che non si fida, assolutamente, ma mi piace andare con logica : questa è la configurazione standard di marlin per la mia, e già come preimpostati non vedo valori negativi.. Dovrei piuttosto aumentare il max dato che non va fino alla fine del max
-
-
22 minuti fa, Gigi dice:
X.min è negativo
X. Min l'ho inteso come minimo del piano di lavoro, la testina torna comunque alla posizione 0 quando faccio auto home, che è fuori dal piatto
Infatti Home_dir di ogni asse è negativo.. Si vede poco sopra il codice evidenziato
-
Il 28/11/2018 at 23:07, Gigi dice:
no la home sarà sempre fuori ma stamperà centrato
le misure del piatto giuste sono
X200
Y190
di più non si riesce.
le righe che ho messo io sono del marlin 1.1.9
le troverai diverse ma le misure ed il min ci sono.
Ciaoo, eccomi con i problemucci.. Ho provato di tutto, sia da repetier che da fw, questo è quello che succede :
-
6 ore fa, dinopoli dice:
guarda ce lo hai due post sopra 🙂
in configuration H
ovviamente tu devi mettere le misure relative alla prusa I3....
nella geeetech A10 il letto è 235x235 nel firmware era segnato 220x220... quello da inserire è 240xz240
_// Travel limits after homing
#define X_MAX_POS 240
#define X_MIN_POS -20
#define Y_MAX_POS 270
#define Y_MIN_POS -60
#define Z_MAX_POS 240
#define Z_MIN_POS 0
qui inseriamo la posizione del piatto per determinare il suo centro esatto: poichè il piatto standard è 200x200 e gli assi sono più lunghi, gli endstop portano l'estrusore fuori dal piatto; io consiglio di settare i valori come sopra in modo che l'home porti l'estrusore fuori dal piatto, e le coordinate 0, 0, siano sullo spigolo posteriore sx del piatto (guardando la macchina da davanti).
(questo evidenziato é preso direttamente dalle istruzioni prusa I3)
qui trovi tutto e anche le impostazioni per repetier host e cura
3 ore fa, Gigi dice:forse solo x la A10
anche con dimensioni esatte la home è sempre fuori dal piatto e quindi va modificato il min. (x le geeetech pro)
Esatto, nel fw della geeetech prusa i3 pro W (che monta la 2650 se non ricordo male) non ho queste righe di codice..
Modificando il minimo l'estrusore sarà sempre sul piano di stampa? Domani gioco un po' con i valori di max e min degli assi x e y da Arduino e rivedrò le impostazioni di repetier e cura
-
6 minuti fa, dinopoli dice:
bed size
precisamente define x_bed_size e y_bed_size
Sto cercando in ogni scheda del firmware, ma non lo sto trovando..
-
29 minuti fa, dinopoli dice:
la soluzione potrebbe essere anche piu semplice.... la geeetech (non so perché) ha inserito nel firmware una dimensione del letto di stampa errata corrispondente a 22x22... da quanto ho capito per consentire una stampa giusta bisogna inserire 24x24 che è la dimensione non del letto bensì quella di "lavoro" della testina..
Ora provo a cercare nel firmware.. Sai per caso dirmi sotto che voce lo trovo?
-
Il 27/11/2018 at 11:16, Gigi dice:
Ci sto giocando un po', troverò la soluzione 😅
-
Ciao, sarei interessato alla soluzione dato che ho lo stesso problema con una i3
-
Prima stampa riuscita, un po' di imperfezioni ma meglio di prima 😊
-
39 minuti fa, Alep dice:
I passi devono essere messi a 400 , qui le info relative
https://www.stampa3d-forum.it/forum/tpic/6543-geetech-i3-pro-b/?tab=comments#comment-37954
Ma le info precise te le da @FoNzY 7 o 8 post prima di questo sempre in questa discussione
Decisamente meglio, grazie mille! A quale post ti riferisci?
-
 1
1
-
-
Ok, come lo calcolo?
-
5 minuti fa, Lothar dice:
Mannaggia, eppure dal video sembra che salga troppo.
Mi mandi una foto delle barre?
Inviato dal mio Redmi Note 4 utilizzando Tapatalk
Ora impostato a 2530.00
-
18 ore fa, Lothar dice:
Mi interessava sapere il valore nel firmware
Inviato dal mio Redmi Note 4 utilizzando Tapatalk
A FW è impostato 2560.00 come calcolato
-
20 ore fa, Lothar dice:
se ricordo bene quelle barre dovrebbero avere uno step per mm di circa 2530 o una roba del genere. Verifica che valore hai nel firmware
Inviato dal mio Redmi Note 4 utilizzando Tapatalk
https://www.prusaprinters.org/calculator
Questo mi da circa 2560.00 ma non sono certo del passo della vite e del rapporto di cambio 😔
-
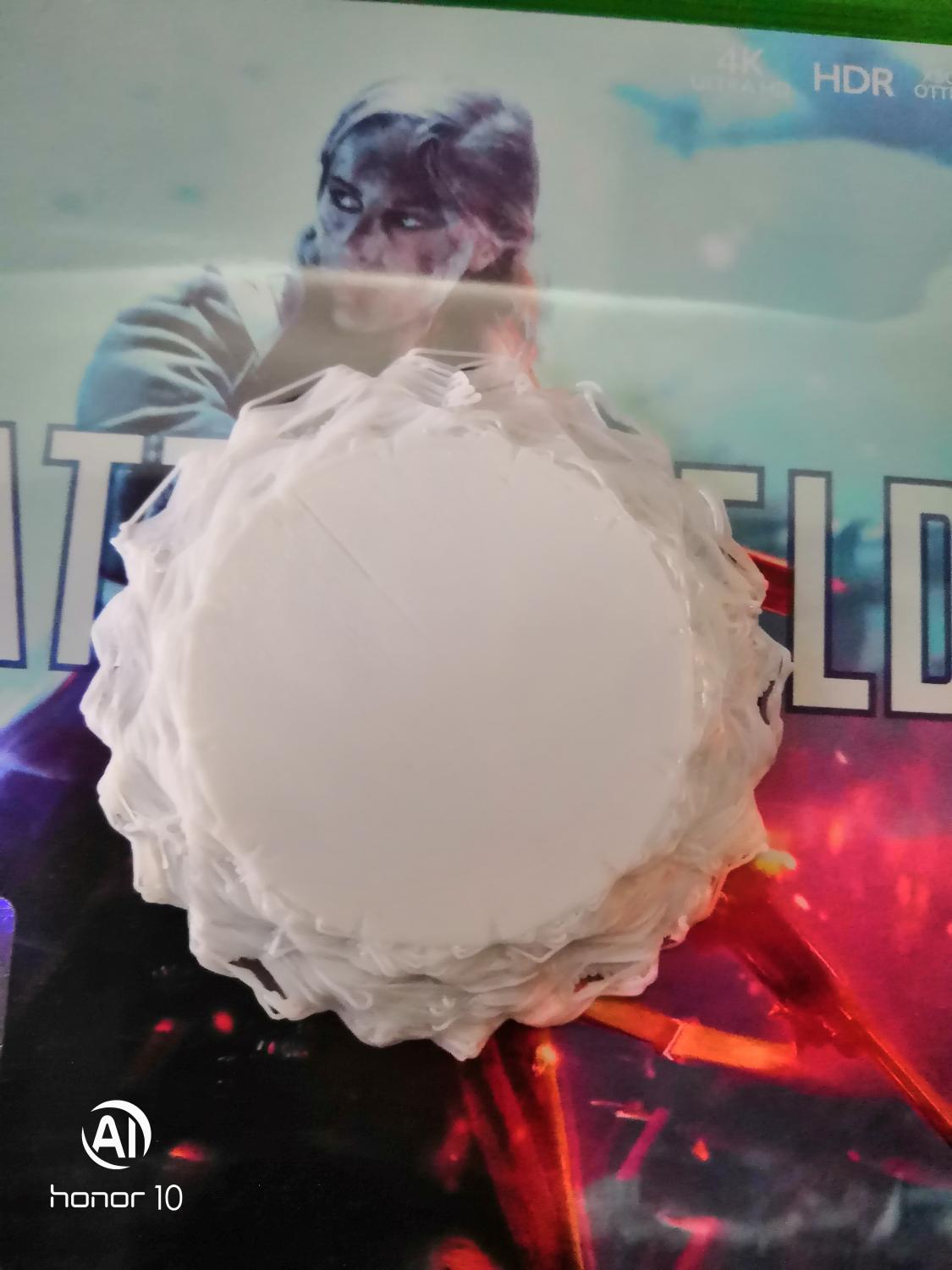
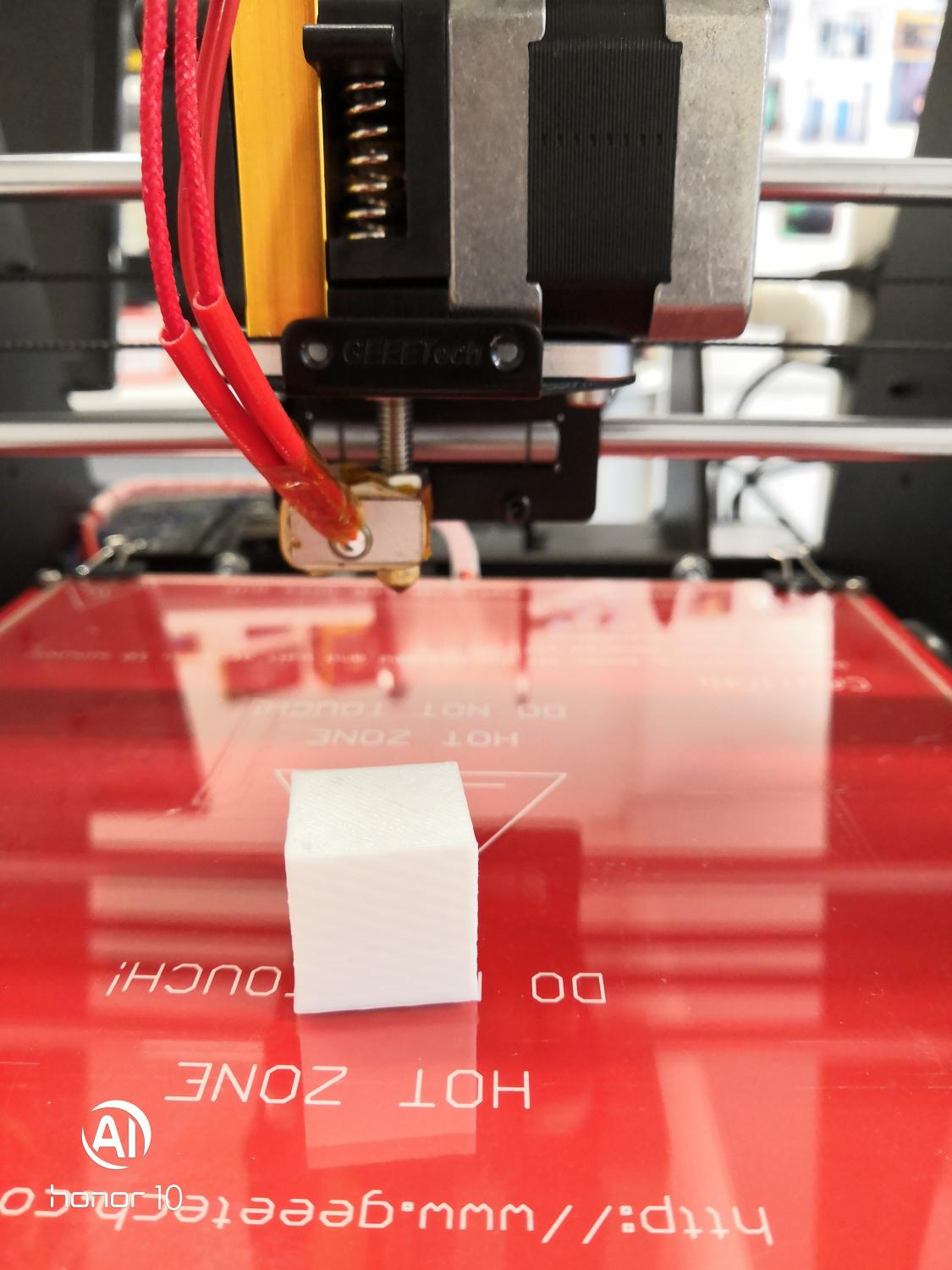
4 ore fa, Hinokami dice:
Velocità di stampa? Il fondo ha una struttura, probabilmente gli devi aumentare la larghezza di estrusione,ma viene anche stampato ad una velocità molto inferiore ai perimetri che invece come vedi non hanno struttura. Prova ad abbassarla a 40
La velocità è già a 40/45, proverò ad aumentare la larghezza..
4 ore fa, FoNzY dice:sto cominciando a pensare che sia un problema di stepp\mm in Z, il secondo layer viene stampato ad una distanza troppo alta.
se con il controllo manuale sposti Z in alto, lo spostamento indicato da softWare corrisponde a quello reale? (misura lunghe distanze tipo 5cm)
Appena possibile misuro anche quello
2 ore fa, Lothar dice:Subito vanno regolati gli step\mm dellasse Z.
Dal video di vede chiaro che dalle molto.
Che barre hai?
Inviato dal mio Redmi Note 4 utilizzando Tapatalk
M8*L300mm stock


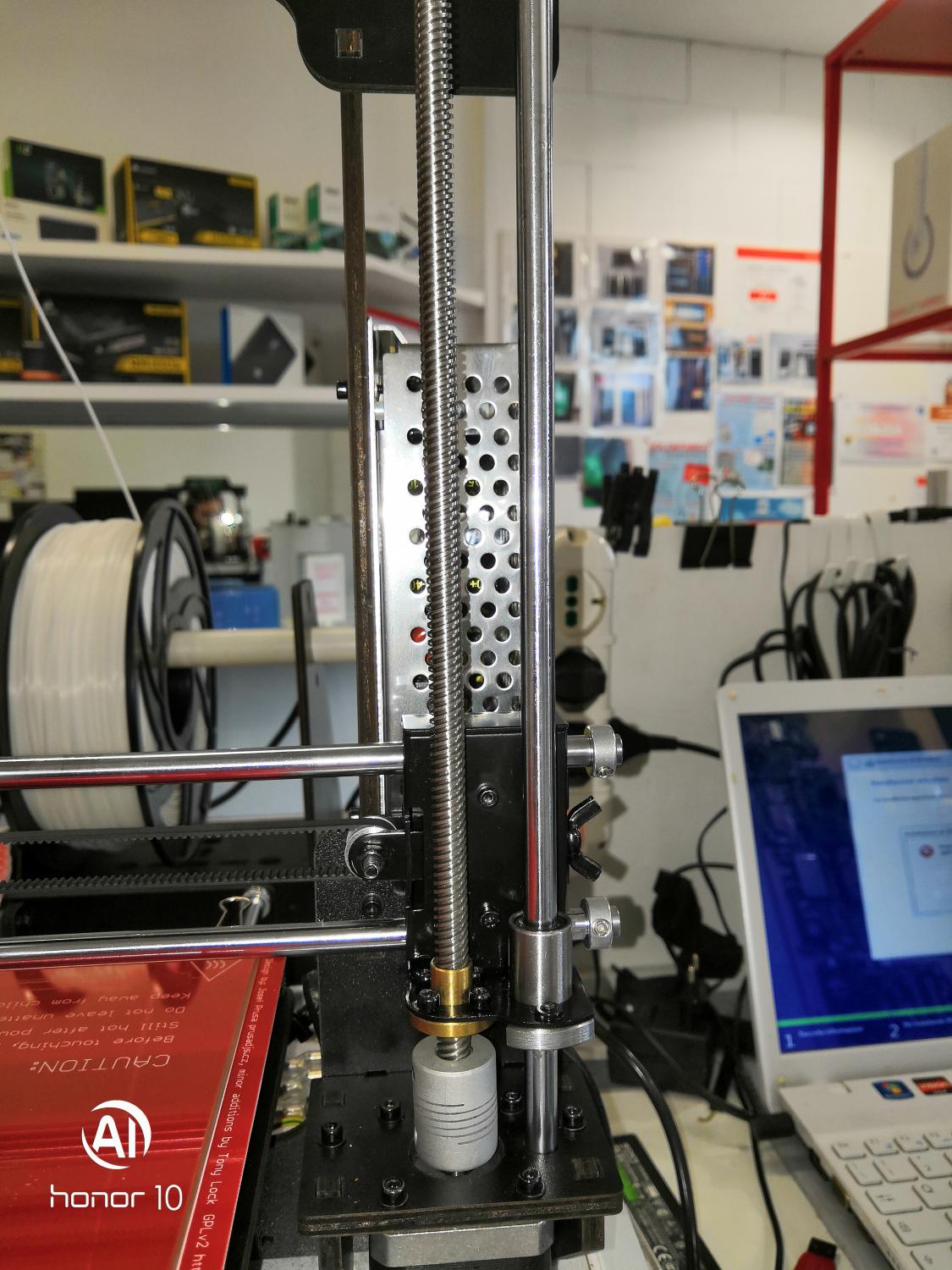
Hypercube Evolution da Geeetech i3
in Problemi generici o di qualità di stampa
Inviato
Ciao a tutti, eccomi di ritorno dopo mesi di bestemmie per iimparare a stampare e modellare, e direi che quasi ci siamo.
Ora sto per assemblare una Hypercube partendo dalla mia Geeetech, riciclando quasi tutto. Ora sto stampando i componenti in PETG (prima volta con questo materiale) ed ecco iniziare i problemi. Le guide lineari sono perfette con qualche problema sui top layer, ma scorrono ed è solo estetica, stampando altri componenti ecco iniziare gli artefatti come quello della foto allegata.
Premetto che stampo a 245° 70°, risolti i problemi di retraction ma mi avanza ancora questo. Aiuto? Grazie 🙂
Sopra stampa in verticale, questo sotto stampato orizzontalmente e i difetti vengono fuori in modo casuale