Blacksoldier10
-
Numero contenuti
669 -
Iscritto
-
Ultima visita
-
Giorni Vinti
7
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Blacksoldier10
-
Geeetech A10M - Area di stampa decentrata
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Non credo..quale sarebbe? -
Geeetech A10M - Area di stampa decentrata
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Dove lo trovo? Vedo gente chee dà la tua stessa risposta o trova tipo #define_MIN_X_POS o simile ma non riesco a capire dove trovarlo D: -
Slic3r Vs Ultimaker Cura - Un buon compromesso?
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Software di slicing, firmware e GCode
E sapendolo cosa serve alla macchina? A impedire di scendere sotto tale valore e impedire di graffiare il piatto? -
Geeetech A10M - Area di stampa decentrata
Blacksoldier10 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti, dopo un mese di stampe sono entrata nella fase di sperimentazione più seria, ovvero stampare oggetti grossi sfruttando tutta l'area di stampa. E qui è emerso un problema: le stampe vengono realizzate tutte con un centro spostato verso sinistra di uno o due centimetri... Se tipo io volessi stampare una grossa scatola di 230x230mm (il piano di stampa misura 235x235mm) l'estrusore mi deposita il filamento del lato sinistro fuori di ben 1-2 cm! Ho cercato su internet e non ho trovato una soluzione... Cosa posso fare? -
Slic3r Vs Ultimaker Cura - Un buon compromesso?
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Software di slicing, firmware e GCode
Sostituisco la risposta precedente con questa, mi sono resa conto di non aver capito questa opzione per cui ti faccio una domanda stupida: Da quello che mi hai scritto, perché dovrei usare questo plugin per stabilire lo zero del piano di stampa? Non è una calibrazione che si fa manualmente con le viti? -
Remake aveva un piano gratuito fino a 150 foto totali mi pare... Oltre si può andare... A patto che si paga 😂
-
Cura testo c'è testo non c'è!
Blacksoldier10 ha risposto a AlbertoCastello nella discussione Software di slicing, firmware e GCode
Hai provato da Cura a ridurre la dimensione dell'ugello e di conseguenza anche il flusso di stampa? Se hai uno 0.4 prova con 0.3 o 0.2 e riduci il flusso di un 15%. Se non funziona dovresti sostituire l'ugello con uno da 0.2 -
Ciao, in effetti un programma ci sarebbe ma non l'ho ancora provato: Autodesk Remake, che sfortunatamente da poco è andato in "pensione" ed è stato sostituito da Recap Photo. In pratica dovresti fare una serie di foto intorno al modello (più sono e meglio è) e questo programma dovrebbe realizzarti un modello 3D da cui, poi, dovrai semplicemente eliminare ciò che non ti serve (tipo lo sfondo e altre cose che inevitabilmente verranno "realizzate" in 3D). Il concetto sarebbe questo teoricamente, poiché ho visto un paio di video su YouTube su Autodesk Remake ma non ho mai provato né quello, né Recap. Te li linko QUI e QUI.
-
Slic3r Vs Ultimaker Cura - Un buon compromesso?
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Software di slicing, firmware e GCode
Allora l'ho installato ma sinceramente non riesco a comprenderne la descrizione... Che differenza c'è esattamente tra questa funzione di Z Offset e l'opzione "Altezza strato" di default in Cura? -
Slic3r Vs Ultimaker Cura - Un buon compromesso?
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Software di slicing, firmware e GCode
È vero, Cura è bellissimo perché molto completo e pieno di comode funzioni, ma ha anche i suoi contro e cioè che è troppo complesso... Non avendo avuto tanti problemi prima avevo lasciato tutto di default. È chiaro che più vado avanti e più cerco di raggiungere il massimo ottenibile. Sin dall'inizio ho stampato a 0.35...non uno 0.5 in più o in meno altrimenti il filamento non si attaccava neanche con tutte le condizioni favorevoli del mondo... Poi non so cosa è cambiato, porto a 0.3 (con Cura) e noto che non fa tante storie come all'inizio. C'è anche da dire che tra le varie opzioni su cui ho smanettato, la velocità del primo layer mi ha aperto un mondo. Proverò nei giorni successivi ad abbassarlo a 0.2 ma ho notato che in certi punti l'ugello si avvicina pericolosamente al piatto, dove è leggermente concavo. In entrambi i slicers però l'altezza è stata impostata a dovere, per cui non penso sia un problema di altezza.... Ps: cosa intendi esattamente con plug in per l'altezza dell'ugello? Ho già spulciato i plug in ma non ho fatto caso a un'opzione simile.... 🤔 -
Slic3r Vs Ultimaker Cura - Un buon compromesso?
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Software di slicing, firmware e GCode
Torno con un aggiornamento positivo! Innanzitutto ringrazio @zonalimitatoree @FoNzY per l'aiuto che mi avete dato. Per quanto riguarda il tuo suggerimento, @zonalimitatore, ho fatto una serie di gcode variando diversi parametri l'uno dall'altro tra cui: larghezza della linea, flusso, altezza strato, ventola o meno, ritrazione o meno, tra cui ho provato anche la configurazione da te suggeritami ma nulla: si stacca. Riempiendo, soprattutto se è lungo il tragitto che deve fare da una parete perimetrale all'altra, verso il centro (del modello, non del piatto) sembra avere qualche problemino. Dov'è l'aggiornamento positivo, dunque? Credo di avere parzialmente risolto: ho diminuito la velocità di riempimento dello strato da 30 mm/s a 15 mm/s e il problema è stato in gran parte risolto! Il fatto è che, volendo cercare di raggiungere il massimo risultato possibile da queste stampanti, comunque si rialza. Certo, in forma minore rispetto a prima, ma è come se facesse tipo "sacca d'aria" (può essere che derivi dal piatto che non è mai perfettamente piano...). In questo momento sto stampando un secondo tentativo come test e quell'effetto "sacca d'aria" non lo ha più fatto, quindi il problema non è localizzato in un determinato punto ma va a "preghiera" 😅 Sono soddisfatta del risultato che sto ottenendo, ma avete qualche suggerimento per migliorare la qualità della stampa dai parametri di Cura? -
Slic3r Vs Ultimaker Cura - Un buon compromesso?
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Software di slicing, firmware e GCode
"Riempimento degli Interstizi tra le pareti" nella sezione Guscio e "Percentuale di sovrapposizione del filamento" nella sezione Riempimento a cosa servono allora? Cosa fanno di preciso che non ho capito bene la descrizione dello strumento... 🤔 Se aumento la Larghezza delle linee miglioro, secondo voi? -
Slic3r Vs Ultimaker Cura - Un buon compromesso?
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Software di slicing, firmware e GCode
Hai ragione in effetti mi sono spiegata male poiché il problema che riscontro quando stampo con Cura è che a causa del brim piuttosto solido, non appena si alza uno strato subito vengono appresso gli altri. Cosa che non succede con slic3r poiché mette un minimo di spazio (non troppo) tra una linea e l'altra. Posso aumentare lo spazio tra le linee in Cura? No in effetti la seconda domanda era collegata alla prima. Da quello che ho visto io osservando attentamente il tutto a livello piatto la stampante va a riempire uno spazio (parliamo del primo strato di un modello a caso). Succede che mentre deposita il filamento, dove è appena passata, inizia a rialzarsi un lembo che ovviamente causerà non pochi problemi quando la stampante tornerà subito dopo a depositare la linea accanto, che non troverà supporto dato che questo si sta rialzando. Ovviamente l'estrusore se lo porta via perché rispetta la sua altezza data. Il punto non è evitare che urti contro il rialzo ma impedire che questo si stacchi dal piatto. La mia teoria è che siccome Cura fa un brim decisamente più omogeneo di slic3r, al minimo problema di adesione su una linea l'area circostante dello stesso strato subirà quella deformazione e da qui l'origine di tutti i problemi. Volevo aumentare lo spazio tra le linee ma in Cura non sono sicura che esista un'opzione del genere. -
Geeetech A10m - Piatto sbilanciato?
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
AGGIORNAMENTO: dopo svariate prove sono giunta alla conclusione che il problema è il programma di slicer. Potete chiudere la discussione qui, ne apro un'altra nella sezione più pertinente QUI Scusatemi per questi "salti" ma al tempo stesso cerco di condividere le mie problematiche con voi nelle giuste sezioni e a fornire risposte in modo che altri utenti con il mio stesso problema possano risolvere leggendo qui. -
Slic3r Vs Ultimaker Cura - Un buon compromesso?
Blacksoldier10 ha pubblicato una discussione in Software di slicing, firmware e GCode
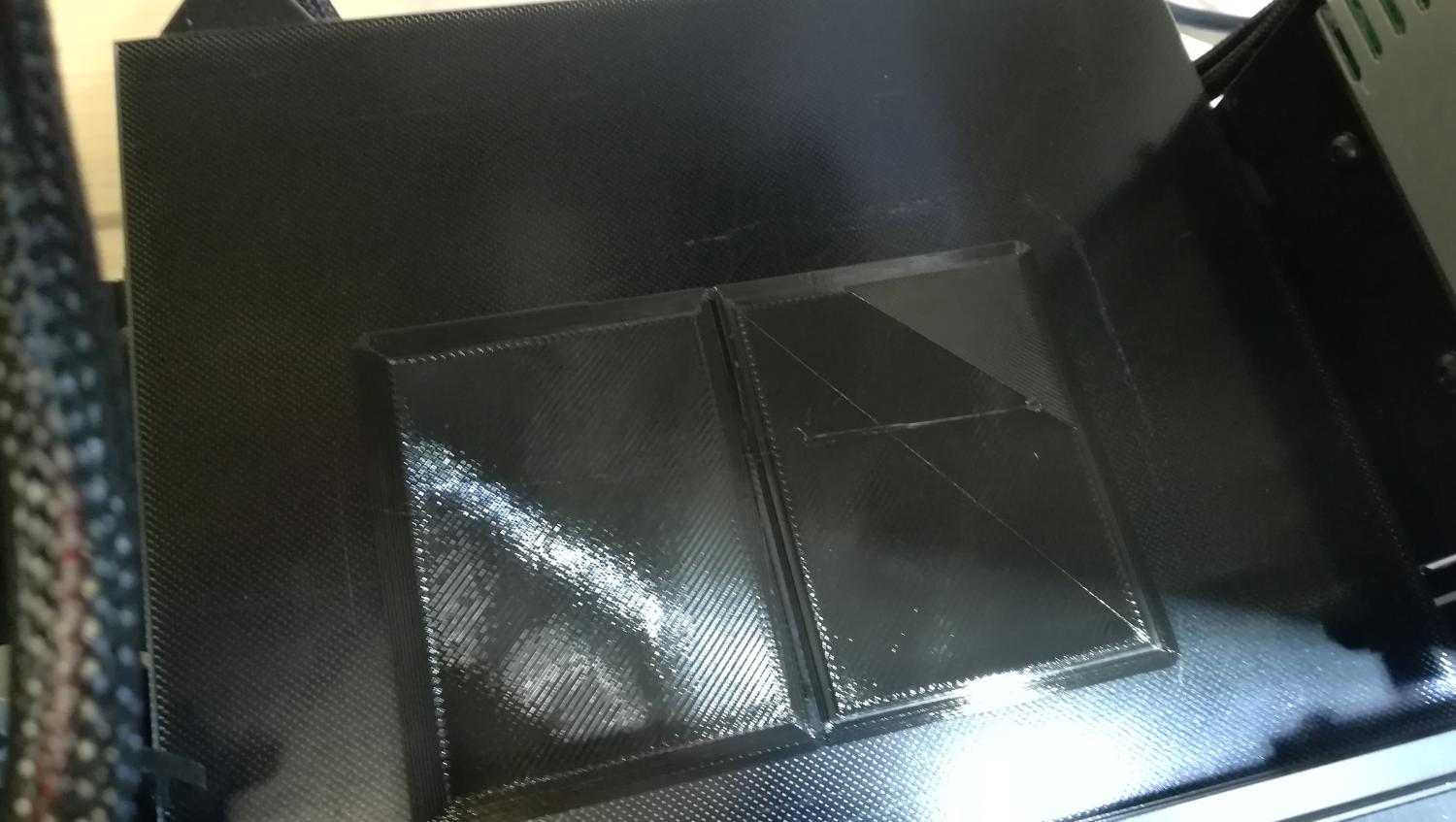
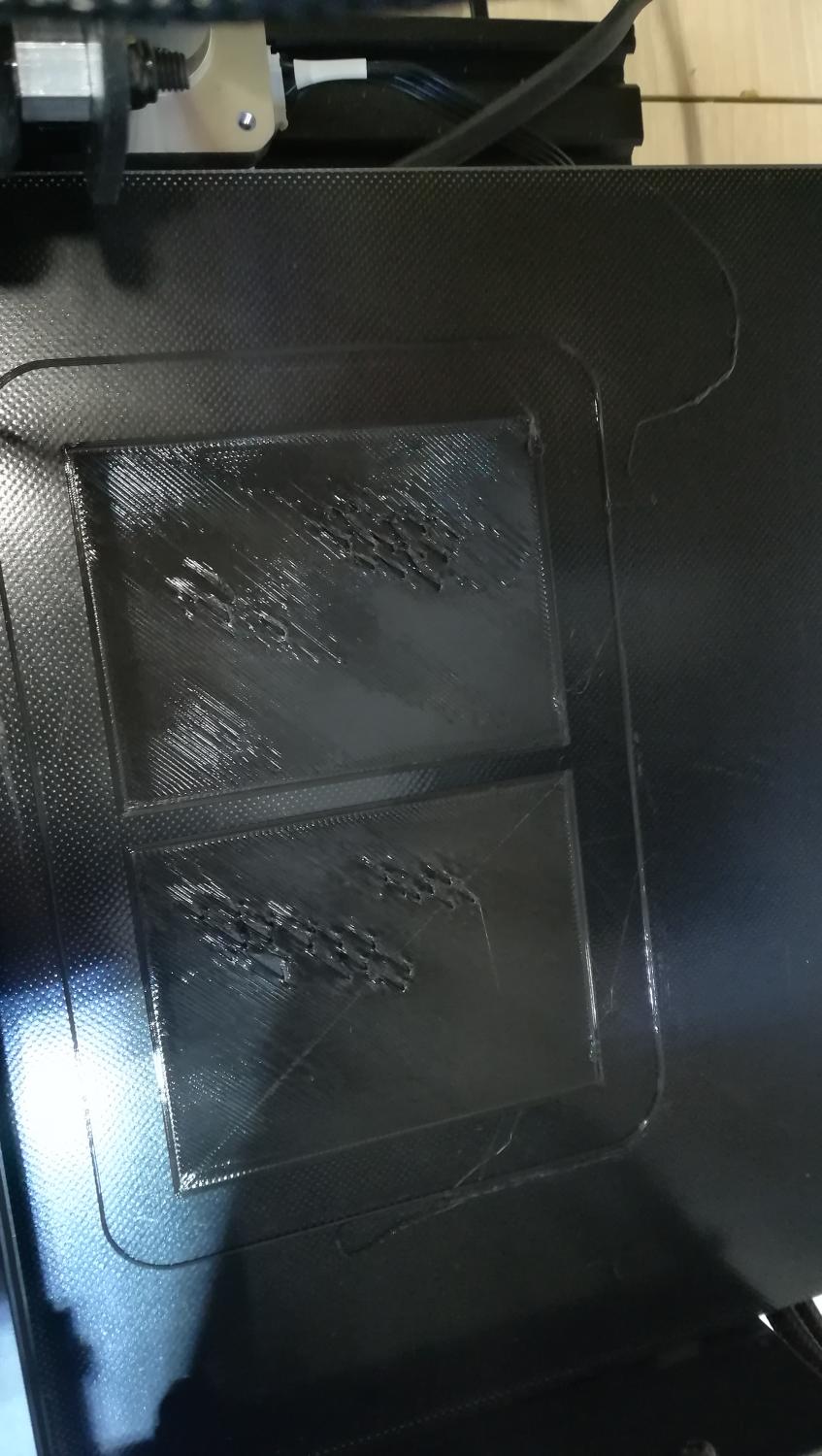
Entrambi sono programmi di slicing, lo sappiamo, ma ho notato che tra i due vi è una certa differenza tra i due, una in particolare che ho notato: le modalità di slicing. Tra Cura e Slic3r la stampante intraprende due percorsi ben diversi. Premetto che adoro Cura, è molto "attrezzato" in tutto e per tutto, ma ahimé mi dà un sacco di problemi: uno tra i quali l'adesione al piano (di cui avevo aperto una discussione QUI). Allego qui sotto due foto che mostrano la differenza del primo layer stampato con i due slicers. Da notare come il problema non sia il piatto, bensì un qualcosa (non so cosa) che sta nei valori di questi slicers. Ora, dritta al punto, vi chiedo (in sostanza) di aiutarmi a usare Cura. Ultimaker Cura è il più completo e comodo da usare, mentre Slic3r fa la sua bella figura tranne quando si tratta di stampare in due colori per il quale il programma non prevede una funzione che possa essere definita come "torre di innesco". Cura però ha i suoi problemi e mi rivolgo a voi e alle vostre esperienze per aiutarmi: 1) Il Brim è troppo incollato. Slicer ha un brim bene o male staccato, per cui se per un qualsiasi motivo se ne viene via un filo, gli altri rimangono incollati. CURA no. Cura fa un brim abbastanza "solido" e io vorrei separare un pochetto le pareti del brim in modo da poterle fare quanto più simili a quelle di Slic3r. E' possibile farlo? 2) Come avrete potuto constatare dagli allegati, la stampa peggiore è stata trattata con Ultimaker Cura, al momento della stampa viene deposto il filo che però si stacca. Premetto che con SLic3r questo problema non me lo fa, uso gli stessi identici valori in entrambi: Estrusore a 200 e Piatto a 70. Perchè nel caso di Cura si rialza a tal punto che quando ritorna l'estrusore giustamente lo rovina? Cosa posso fare? Ragazzi, mi state dando una mano enorme e la prima stampante 3d si sta rivelando una fonte di problemi (di cui ne sto facendo tesoro per il futuro). Il vostro aiuto si sta rivelando a dir poco indispensabile! Grazie a tutti, attendo con ansia le vostre risposte ^^
-
Geeetech A10m - Piatto sbilanciato?
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Innanzitutto vi ringrazio per la risposta, normalmente riesco a tarare il piatto e smetto di tararlo quando tutti e 4 gli angoli almeno una volta coincidono con il giusto attrito (cosa che di solito riesco a fare in 3 tentativi). Per quanto riguarda la risposta di @FoNzY invece ho verificato il tutto: le viti sono dritte, il piano idem (anche se non è perfettamente piatto ma questo succede a tutti), l'asse z invece non ha un perno ma semplicemente un micro switch come end stop. Mi pare strano comunque che in due giorni di inattività debba ricominciare da capo... Ho lasciato per ultimo l'idea che possano essersi allentate le molle o le viti, una volta dopo aver cambiato ugello temo di averle forzate troppo e forse potrei aver fatto qualche danno non immediato... -
Geeetech A10m - Piatto sbilanciato?
Blacksoldier10 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buondì, rieccomi alla carica con un nuovo, sicuramente comune problema: l'adesione del filamento al piano. Sono consapevole che la qualità di una stampa dipenda da un piatto ben livellato, ma nel mio caso sorge un problema particolare: il piano si sbilancia da solo. Le vite poste sotto il piatto sono già state strette a dovere, tutto quello che faccio è: mando in Home la stampante, da menù avvio il Level Corners e passo il foglio di carta a tutti e 4 gli angoli regolando il piano (questo per ben 3 volte per assocurarmi di aver livellato a dovere), stampo, la stampa viene uno schifo, porto in Home la stampante, ri applico il Level Corners. Risultato? Gli angoli sono nuovamente scombinati. In certi angoli dove il foglio faceva il giusto attrito ora ci passa un treno.... Oppure l'ugello lo trovo talmente attaccato da non far passare nemmeno l'aria. Premettendo che ciò prima non accadeva, o se accadeva il piatto veniva tranquillamente livellato dopo un tot stampe, sospetto che potrebbero essersi allentate le molle sotto il piatto. Spero non sia un problema di Marlin, mentre l'asse del piatto apparentemente sembra ok. Cosa posso fare? Vorrei evitare di ricorrere alle viti autobloccanti ma preferirei optare per un'opzione più "solida" delle rotelline sotto al piatto... -
Geeetech A10m - Il filo si arricciola
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
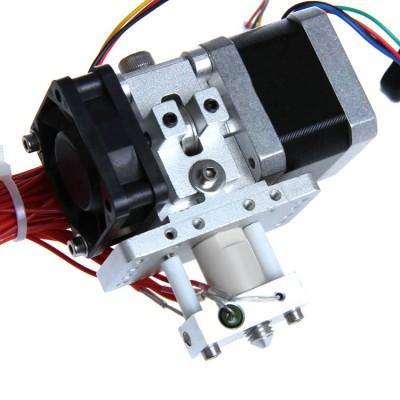
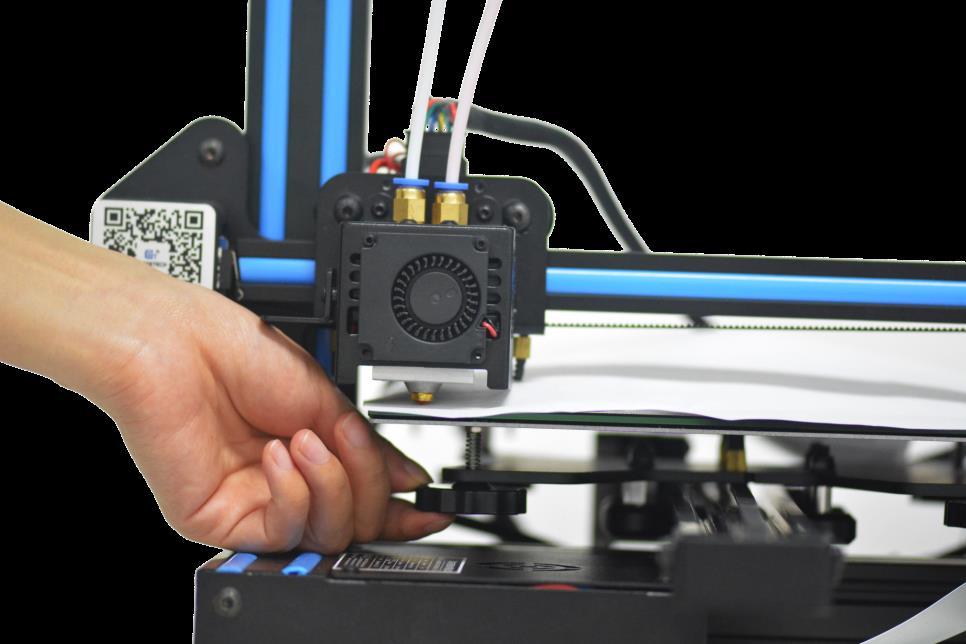
Ah scusatemi sto riscontrando un ultimo problema che ho paura di trascurare: in pratica mentre stampo c'è del filamento che cola fuori dall'estrusore. Ho allegato immagini dell'estrusore, le più simili che ho trovato sul web e ho notato che dietro la ventola di raffreddamento, vi è uno spazietto da cui cola del filamento. Il filamento è di colore viola (il filamento di prova che ho usato) ma ancora oggi, dopo svariate stampe, (saranno tipo 3-4 giorni di stampe di prova che non utilizzo più il filamento viola) al momento della stampa questo dannato filamento viola ancora cola. E' infinito! E mi rovina le stampe perchè arriva a colare fino a raggiungere l'ugello, che se sfiora gli strati in cui sta stampando (per esempio col un bel filamento verde fluo) mi ci aggiunge anche questa simpatica "colata" viola. L'istinto mi dice di aprire l'estrusore, di vedere dove sia il problema ma il fatto è che vorrei evitare di fare qualcosa che invalidi la garanzia e contattare il venditore per spiegare il problema. Cosa posso fare in alternativa per risolvere il problema senza toccare l'estrusore? Mi conviene contattare il venditore secondo voi?
-
Geeetech A10m - Il filo si arricciola
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Risolto 😁😁 nel seguire il video mi sono accorta che oltre a estrudere meno di quanto dovrebbe il filo non aggrappava come dovrebbe. Ho stretto la vite di entrambi gli estrusori (ma non troppo per non far mangiucchiare il filo) e calibrato correttamente l'E step. E al momento il problema è finalmente RISOLTO! Grazie mille 😁😁😁 -
Geeetech A10m - Il filo si arricciola
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Allora ho fatto la prova con due stampe: una a 0.1 e una a 0.2 e ho notato che non sembra uscire abbastanza filamento. Mi spiego meglio: la stampante arriva a temperatura, si prepara a stampare e inizia a fare lo skirt ma non stampa subito. Ci mette diversi giri a far uscire il filamento. Questo succede sia a inizio stampa, poi si normalizza per poi ricapitare ogni tanto durante la stampa. La cosa peggiore è che nel 80% dei casi mi rovina il modello portandosi via i primi strati... -
Geeetech A10m - Il filo si arricciola
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Quanto dovrei mettere di altezza? 0.1mm? -
Geeetech A10m - Il filo si arricciola
Blacksoldier10 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti, rieccomi con gli immancabili problemi di una stampa 3d ^^ Ho una Geeetech A10m (due colori, un estrusore) e ho iniziato a fare delle stampe. Le stampe con filamenti di prova (uno giallo e uno fucsia) sono venute benissimo, finché non sono passata al nuovo filamento PLA verde (sempre marca Geetech) e qui i primi dolori... Temperatura estrusore: 190-200 gradi; Temperatura piatto: 50-65 gradi; Velocità: 30-60 mm/s Altezza ugello dal piano: 0.2-0.3 mm/s In queste fasce ho tentato di tutto ma il risultato è sempre lo stesso: il filamento verde mentre stampa si arricciola e così facendo non aderisce al piano di stampa. Addirittura se accumulato inizia ad appallottolarsi e a ostacolare l'estrusore durante la stampa, ormai totalmente sfasata. In più ho notato che certe volte non estrude subito il filo (questo accade anche durante la stampa) e quando l'estrusore si sposta da una parte all'altra appena riprende la stampa, non esce il filo, quando esce dopo un secondo si formano delle palline di filamento, non aderiscono al piatto e l'ingombro si porta via il livello appena stampato, soprattutto se è uno dei primi livelli stampati. Come risolvere? Da neofita non so se i dati che vi ho fornito siano utili o inutili oppure troppo pochi, fatemi sapere se vi serve altro. Grazie per l'aiuto 😉 -
Consigli sulla mia prima stampante 3D?
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione La mia prima stampante 3D
Ottimo, me li sono già segnati! Adesso tra petg e asa so a quali filamenti fare prima riferimento come prova e, in caso, salire poi di qualità. Grazie per i tuoi preziosi consigli mi sei stato di molto aiuto! Buono a sapersi, mi segno tutto e poi man mano che stamperò mi registrerò le esigenze di stampa e farò il tutto. Grazie per il tuo prezioso intervento e per i tuoi consigli! Non resta a questo punto che aspettare la stampante e poter finalmente passare da aiuti e consigli alla pratica, prendendoli come oro. Sicuramente mi farò sentire in futuro in altre sezioni per recensire la mia stampante, ma anche per proporvi problemi futuri a cui sicuramente andrò incontro (prima o poi capita a tutti XD). Grazie a tutti! -
Consigli sulla mia prima stampante 3D?
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione La mia prima stampante 3D
Me li segno subito, penso che partirò dal più economico per le prove e in caso salirò sulla fascia di qualità/prezzo. Per l'ASA più cerco su internet più ne sento parlare positivamente: in pratica è migliore dell'abs e non è nocivo, ma è anche molto più resistente. Ho trovato che la marca Fillamentum (25.40 Euro a bobina) sia la più economica ma non so dirti della qualità poiché mi baso sui pareri del web che sembravano abbastanza positivi. A ogni modo ti ringrazio per il tuo intervento e metto immediatamente in lista questi filamenti che mi hai suggerito. Solo una domanda però: qual'è la differenza di questi filamenti? Cosa rende un filamento migliore da un altro, a parte la qualità di stampa? -
Consigli sulla mia prima stampante 3D?
Blacksoldier10 ha risposto a Blacksoldier10 nella discussione La mia prima stampante 3D
Infatti vorrei approfondire l'argomento in quanto ho deciso di specializzarmi sul classico PLA, ma soprattutto anche su ASA e PET G. Hai per caso dei suggerimenti (rapporto qualità prezzo, marca dei filamenti da te conosciuti e usati con successo) da darmi a riguardo? Così inizio già ad annotarmi il tutto!