

Hinokami
-
Numero contenuti
663 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Hinokami
-
-
è tornata la Vref per l'estrusore, presente sulla 1.0, tolto nella 1.5, in generale i componenti mi paiono più robusti, Non mi ricordo la precedente ma questa è alimentabile a 24V. E per 25 euri va più che bene.
-
La scheda, e telaio a parte, hanno inserito tutti i componenti che mi sono stampato per la mia vecchia A8. Comunque joker aspetta la nuova CTC, la versione sfigata per l'esattezza.
-
Bene, perché qualche giorno fa l'ho comprata pure io 😁, meno di 30 euri per una scheda completa pronta ad ogni evenienza sono un prezzaccio, sopratutto se mi arriva l'ultima versione.
-
a me viene in mente le prolunghe flessibili per trapani.
-
Se alimenti la scheda e la colleghi al computer, SE ha il boot bloccato, deve per forza avere un sistema usabile, altrimenti ti hanno venduto un fermacarte, quindi collegandola e provando da repetier o altro a muove assi o leggere informazioni tramite GCODE ci riesci?
-
Ti rispondo in velocità, mi pare che non devi usare optiboot. l'optiboot lo devi si scrivere in modalità ASP perché è un bootloader più leggero di quello che ha adesso. Tra le schede disponibili devi scegliere semplicemente anet V1.0 almeno questo con la scheda vecchia.
-
Sui ritardi flessioni eccetera eccetera, concordo, sulla questione prezzo non più di tanto. Acquistare componenti, E3D per esempio è tutt'altro che economico e il target, se non sono le stampanti cinesi, sono sicuramente stampanti livello basso-medio/hobbistico dove il costo si aggira sui 400/500 euro se non meno. DI solito andiamo di cloni, con tutti i limiti del caso. dovessi usare un bondtech oaltro originale è effettivamente un salasso.
-
 1
1
-
-

leggermente caldo, se PETG van bebe 180 gradi, meglio la spazzolina di ottone, la spugnetta la uso solo per il nozzle.
-
Pulisci quell'estrusore, nun se po vedè. per vedere l'uniformità di stampa usa un vaso con set a spirale, il lavoro dei motori è continuo, così come l'estrusione.
-
Già controllato il filamento, quando va male è 1.78 😀. Poi, acrilico, il mio "vecchio" geeetech mi pare di classico plasticone.
-
devi riavviare la scheda una volta terminato il caricamento del firmware
-
Con la vref, indichi al driver del motore, il chippettino, quanta corrente erogare, in base a quella il motore ha un certo comportamento. Di solito si pompa un po quella dell'estrusore perché gli attriti tra i vari ingranaggi che lo compongono richiedono più forza, un leggero "saltellamento" di solito si risolve aumentando la vref. Se si esagera, il motore può rovinarsi. Ho questi problemi dopo aver stampato in PETG e aver alzato troppo la vref. Fino ad allora non avevo problemi. È qualcosa di endemico, anche quando cambiai dallo stock in plastica a quello che ho postato cominciò a saltellare di punto in bianco, ma in quel frangente mi resi conto che aumentando la tensione della molla si risolveva quindi cambiai.
Che valori di accelerazione, velocità e jerk avete per l'estrusore?
-
4 anni se l'hai usata parecchio un cambio alle cinghie lo darei
-
Secondo me, la paperella è l'assistenza tecnica, tu domandi lei ti risponde QUACK!
-
1
-
 2
2
-
-
La vref è una formula, data dal produttore del chip driver. Ora, io lo so che monti gli 8825 e che la vref è corrente/2 ma per esempio gli 4988 hanno un calcolo diverso (mi par di ricordare).
Se usi una 0.6 il motore di corrente dovrebbe sopportare 1,2 A valore più che plausibile. Per l'estrusore 0,7 vorrebbe dire già 1,4A male non gli fa, ma supponendo siano tutti uguali è già fuori scala. Per esempio sulla mia il motore estrusore è maggiore rispetto agli altri assi.
I dati operativi li da il costruttore, ma di solito questi motori lavorano senza problemi oltre, ma non troppo, i 50°. Se non mi ricordo male tu hai il box, sono valori normali per ambiente chiuso.
-
Più che chiederlo a noi, ti conviene chiederlo a chi li vende, cioè agli shop. Io ti direi PETG e ABS, ma ci sono materiali "speciali" pensati per utilizzi particolari come le alte temperature.
-
Provato altro filamento, provato a inserire una o più riparelle per aumentare la compressione della molla, niente, il problema persiste. Non so più dove guardare per risolvere, gli altri assi lavorano correttamente quindi escludere un errore di scheda.
-
Per ogni evenienza ci sono gli amici cinesi
Pagina che fa al caso tuo, e anche mio. E' triste ma la pappa pronta è una gran cosa, almeno sai che c'è una soluzione.
Per il blocco di sicurezza concetto giusto, ma trattandosi di livellamento piatto il margine in cui agire non è moltissimo. Comunque sarà l'endstop leggermente più basso del sensore altrimenti non calibrerà mai.
-
1 ora fa, Joker78 dice:
@Hinokami Se non dico una cavolata lo devo attaccare dove ho collegato la ventola estrusore giusto?
Intendi il sensore? Si hai detto una cavolata 😛.
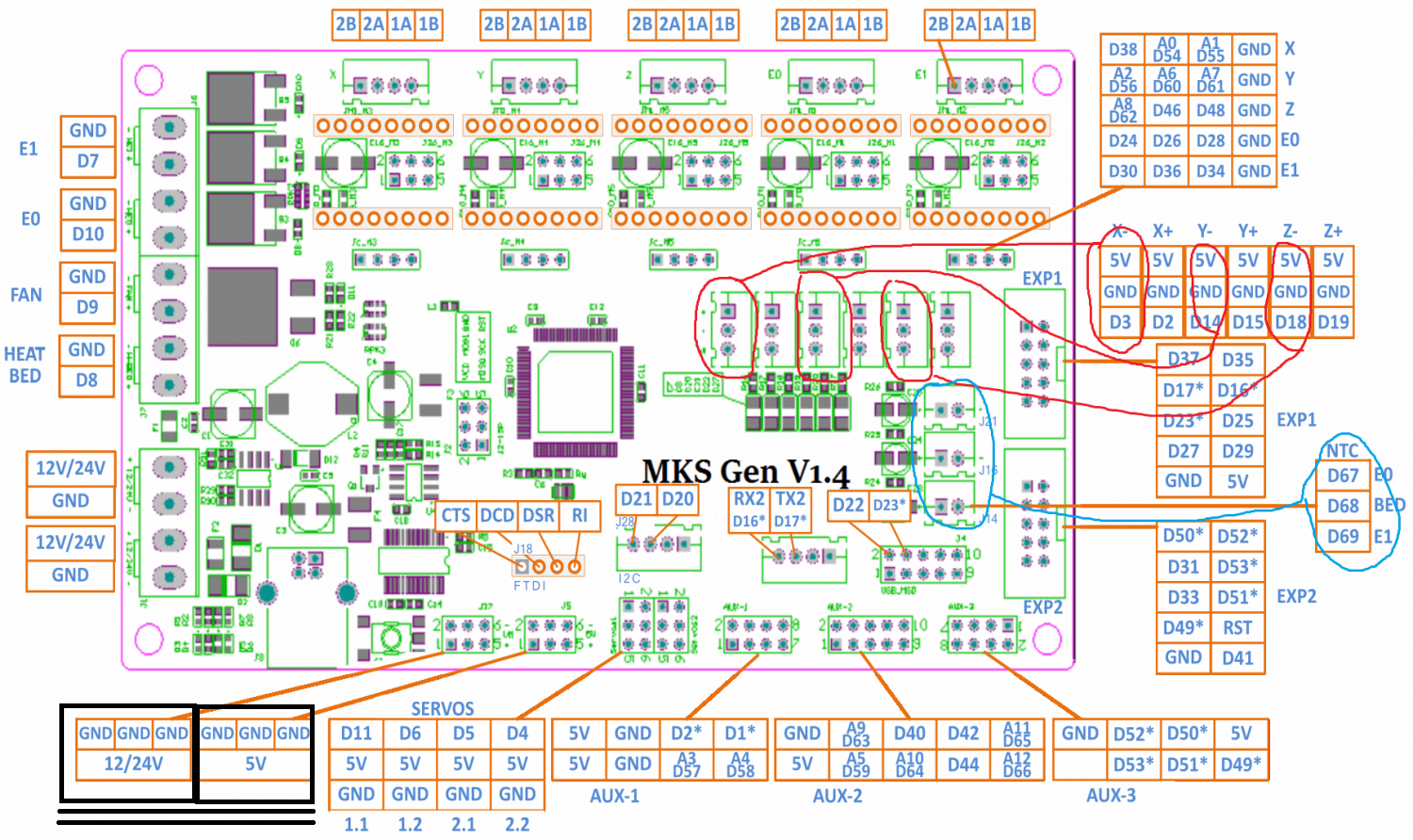
Le alimentazioni si prendono dai connettori che ho segnato con i quadrati neri.
Se il sensore si alimenta a 5V puoi collegare tutto a un connettore AUX, o addirittura direttamente da un end stop, ma giustamente tu sei l'eletto, e non è il tuo caso. Quindi leggendo le caratteristiche di quello che hai comprato, lo attaccherai come alimentazione ai pin +12, e il filo che segnala il contatto lo imposterai da firmware. Le possibilità per collegarlo sono molte.
e come immaginavo/ricordavo bisogna creargli un piccolo circuito per adattarlo, e da come hai collegato gli endstop e le ventole credo che di elettronica non conosca molto. una piccola guida di esempio.
-
il mio è questo.
identico. Fa questo difetto dopo che ho aumentato la vref per stampare PETG con nozzle 0.3, saltava passi e sottoestrudeva in innesco retrazione, aumentando la vref di molto, 1.1 ero arrivato, il problema si era risolto, ma non mi convinceva lasciare il motore con vref cosi alta. Quindi sono tornato a valori normali e il PETG lo stampo con l'altra stampante a nozzle 0.4, ma da allora ho questo problema.
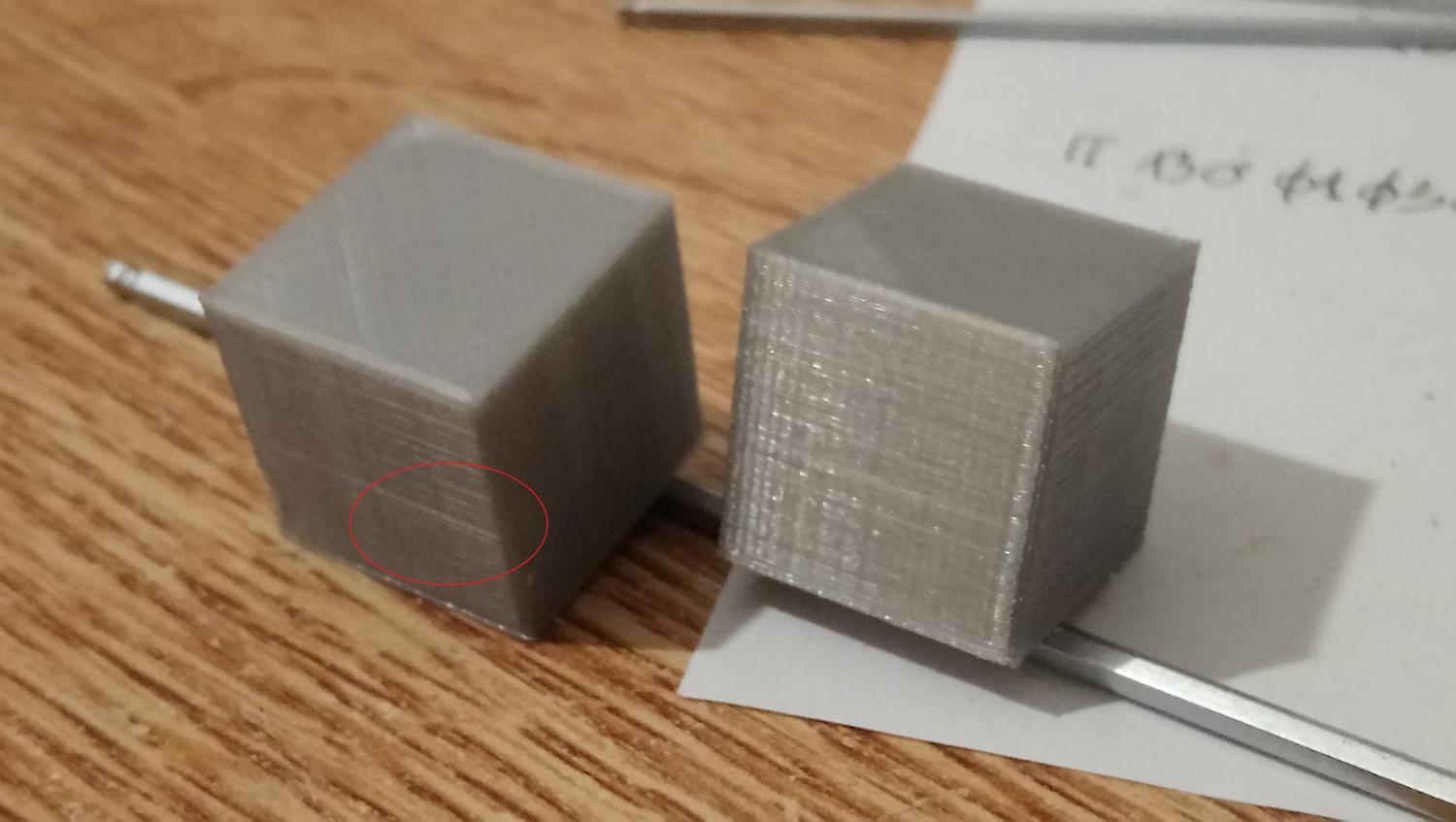
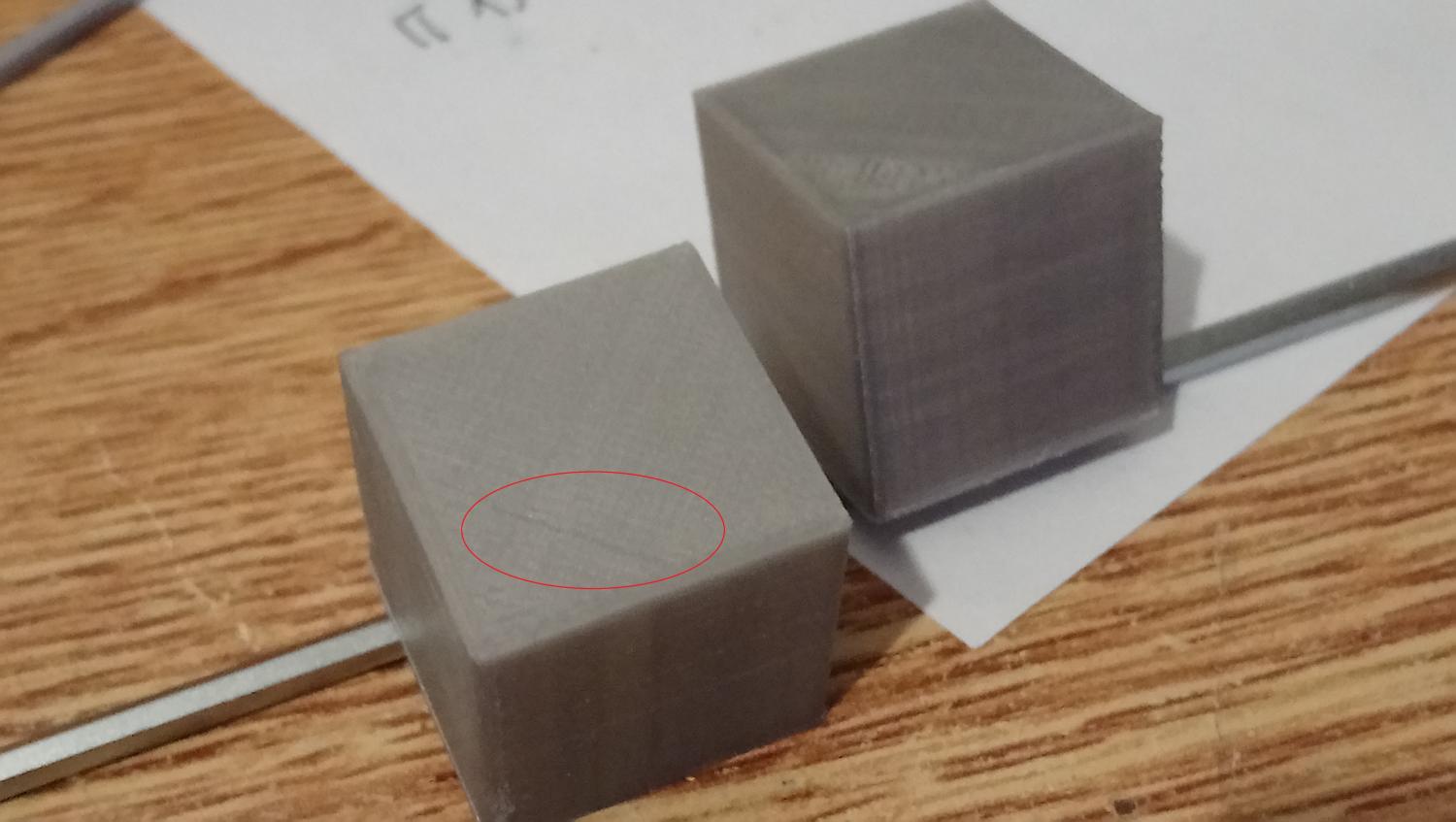
Queste sono le stampe, scusate la dimensione ma cosi si vede il difetto.
Sinistra risoluzione 0.1 (lasciata per sbaglio, infatti mi chiedevo perché ci stesse mettendo il doppio) destra 0.2. Sono colpetti ogni tanto, ma sono fastidiosi.
-
il mio estrusore non è regolabile la molla perciò quelle impostazioni sono da escludere. Gli altri accorgimenti li ho adottati tutti. Ora la vref dell'estrusore è a 0.9, ho provato anche a 1V, inferiori al 0.9 , già con 0.85 salta molto di più. Può essere la molla che ha perso elasticità nel tempo (sarebbero comunque 6 mesi, non mi pare molto). Consigli sul flusso? Proviamo, almeno si impara qualcosa di nuovo. 😀
-
Mi inserisco con il mio di problema, non riesco a risolvere il salto di passi dell'estrusore, o tanto o poco lo fa. Visto che l'ho in casa da mo, ho preso la briga di sostituire la ruota godronata con quella postata da ALEP, ebbene non riesce a fare presa sul filo, troppa distanza, sia con la rondella scanalata che una liscia (tra l'altro comprata apposta). @Alep, hai dovuto fare qualcosa per sostituirla? Potrebbe essere la scheda che ogni tanto ha perdite di "potenza" a farmi slittare l'estrusore?
-
In un sistema "ideale" cioè senza la maggior parte dei problemi che realmente si presentano si, avrebbero la stessa potenza. Nella realtà i motori non sono carichi elettrici statici, e a seconda dello sforzo, della corrente che passa eccetera eccetera modificano la potenza assorbita, che non sara mai la stessa per tutti e due. Lo puoi vedere quando spegni e quando accendi, lo scatto che fanno è diverso.
Concettualmente la soluzione migliore è un singolo motore collegato tramite pulegge ad entrambi gli assi.
-
1
-
-
Parliamo sempre di produttori cinesi, secondo te se finiscono la partita di 0.3, aspettano a spedire le stampanti avendo in parte il bancale dei 0.4? "Coincidenze?? Io non credo" cit.
CitaGuarda, non so più che pensare, perché ho stampato con lo stesso PETG anche a 220° ma ho sempre notato che all'uscita, inizialmente il filamento scende dritto, per poi ritorcersi verso l'alto e andare a toccare l'hotend.
Forse sì, dipende anche dall'umidità, infatti adesso l'ho staccato e provo ad asciugarlo con del gel di silice.
La prima è fisica, dinamica dei fluidi, potrebbe indicare una temperatura troppo alta, abbasserei di 5 gradi, e comunque tende a farlo. La seconda invece serve a poco (almeno per i gel di silice che conosco io). Il gel si silice serve per mantenere l'ambiente dove conservi asciutto, se il filamento ha preso umidità l'unica è "seccarlo" con un essiccatore o in forno, ma il PETG non assorbe molto l'umidità
-
1
-




scelta scheda 32 bit
in Hardware e componenti
Inviato
Le 32 bit sono già una affermata realtà a dire il vero, difatti si stanno pure diffondendo nella fascia bassa del mercato. Ora, una DUET wifi mi sembra abbastanza costosettta, sempre rapportata ai cloni cinesi, alla fin fine come "concetto" sono praticamente indentiche. Per farti un idea dei produttori una ricerca negli shop cinesi potrebbe darti una lista, ma della loro effettiva funzionalità bisognerebbe sentire gli utenti.