Carlo50
-
Numero contenuti
148 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carlo50
-
Ho incontrato un serio problema nel mantenere alimentati i solenoidi, perche' diventano bollenti, anche ponendo al minimo indispensabile la tensione di eccitazione. Pero' inserendo una ventola in parallelo ai tre solenoidi, vedo che la temperatura si mantiene a circa 40 gradi con alimentazione a soli 9 Vcc contro i 12 di default. Ho pero' avviata la ricerca di solenoidi lineari bistabili, ma sembra che siano molto rari e di dimensioni e prezzi oltre le mie aspettative. Vi faro' sapere. Carlo
-
Lo appoggio a quello esistente e sporge di 10 cm per lato, non mi sembra un grosso problema. Alla peggiore delle ipotesi penso che aggiungero' un foglio di alluminio per diffondere il calore.
-
500 x 500 sono le misure effettive della stampa, considera che ne perdo almeno 50 per i tre estrusori, il mandrino ed il laser, quindi il piatto diventa 550 x 550. Naturalmente i profilati che sorreggono i tubi di scorrimento del piano, vanno allungati dalla stessa parte. Non ho trovato dei pezzi di profilato gia' tagliato della lunghezza totale, perche' a due a due sono diversi di 20 mm, quindi ho preferito aggiungere dei tronchetti di 200 mm. Basta allungare le staffe che sorreggono il piano, fare i fori ed i filetti nel posto giusto, allungare la catenaria dei fili ed il gioco e' fatto. Ho quindi tagliato una piastra di plastica nera della mia misura e l'ho appoggiata sopra al piano riscaldato. Visto che non mi posso muovere di casa, almeno evito di guardare la TV da mattina a sera. La potenza dell'alimentatore e' la stessa, ho anche eliminata la piastra di alluminio quindi dovrebbe arrivare in temperatura prima. Carlo
-
Serramazzoni Modena 5/4/2020 Mi sono lanciato nell'impresa di allargare la mia stampante Tronxy X5S di 20 cm. Ho da tempo ordinato tutti i pezzi, ma dato il periodo stentano ad arrivare, quindi nel frattempo l'ho fatta a pezzi ed ho cominciato a forare e filettare i vari profilati, in modo da unirli con viti tutto filetto 6 ma. Il lavoro e' molto brigoso, ma spero di riuscire nell'intento, dato che arriverei ad avere una stampante con 3 estrusori e misure effettive di 50 x 50 cm. L'altezza per ora la lascio stare, perche' e' molto piu' brigosa. Vi mando una foto quando sara' riassemblata. Carlo
-
Aggiorno con i risultati relativi all'attivazione di tre estrosori e di tre solenoidi relativi. Ho abbandonato l'idea di utilizzare le uscite RGB, perche' avevano delle accensioni non controllate e fuori programma, quindi ho risolto utilizzando le uscite digitali dei Servos. Configuration.h #define MANUAL_SOLENOID_CONTROL // Manual control of docking solenoids with //M380 S / M381_Aggiunta riga pari-pari PIN_FYSETC_F6_13.h // // Servos---> Modificare cosi' // #define SERVO0_PIN -1 #define SERVO1_PIN -1 #define SERVO2_PIN -1 // #define SERVO3_PIN 13 // (PS_ON_PIN) #define SOL0_PIN 4 #define SOL1_PIN 10 #define SOL2_PIN 11 Comandi accettati da Repetier Host T0,1,2 // Scelta dell'Estrusore M380 // Eccita Solenoide relativo M381 // Diseccita Solenoide relativo Naturalmente sono tre uscite di segnale digitale 0-5 e vanno bene solo per accendere un led. Aggiungendo le tre uscite di potenza, come da schema Fysetc, funziona tutto bene. Vi invio una foto della protesi. Carlo

-
Ho attivato i comandi RGB tramite M150 e funzionano bene, debbo solamente inserire la potenza che recuperero' da una scheda bruciata cosi' ho sia le tre ventole che tre comandi ausiliari. Ho controllato lo schema ed ho scoperto che esistono tre piccoli smd con doppio nchannel e che dovrebbero sopportare abbastanza potenza per il mio scopo. (uno e mezzo per le ventole ed il resto per rgb) Carlo
-
Basta!!! Ho deciso di utilizzare i comandi delle ventole che oltretutto hanno gia' l'uscita di potenza. Avro' qualche problemino nel compilare i programmi, ma ci provo. Ora mi dedico all'hardware poi posto i risultati. Carlo
-
Solenoidi dedicati agli estrusori
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Ho constatato che repetier ignora i comandi m340 m380 m280. Sto cercando un comando che venga accettato. Grazie comunque per l'interessamento. Carlo -
Solenoidi dedicati agli estrusori
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Non chiedo la procedura completa di programmazione di Marlin, ma solo le istruzioni da cui partire per risolvere il problema. Poi compilando e correggendo, potrei riuscire a fare quello che mi sono preposto. Ad esempiuo, ho nortato che nel file fysetc_f6_13.h sono gia' definiti i pin dei servos, ma come si fa ad attivarli ? Carlo -
Solenoidi dedicati agli estrusori
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Ho una fysetc F6 con tre estrusori e tre fan, ma vorrei usare le tre uscite dei servos chiamate D10, D11 e D13. naturalmente andra' aggiunta una elettronica di potenza, ma non e' un problema. Uso una versione di Marlin 2 per tre estrusori. Gira tutto sotto Repetier Host 2.1.6 I solenoidi sono a 12 vcc e dovro' eccitare i due a riposo, per lasciare quello operativo diseccitato. Ho letto in giro che i programmi per 3d hanno gia' l'attivazione dei solenoidi dopo i comandi T0,1,2, ma dando M380 mi risponde "comando sconosciuto". Ho provato a modificare qualcosa, ma tutte le volte si blocca la compilazione perche' manca qualcosa. Per favore, aiutatemi ad inserire questyo comando. Carlo -
Sto costruendo un supporto per tre solenoidi con i quali dovrei sollevare due dei tre estrusori non funzionanti, per evitare che interferiscano con quello operativo. Ho trovato in giro alcune istruzioni tipo Sol0,1,2 e Servos. Ho anche letto che si possono invertire come esecuzione ed abbinare agli estrusori relativi, in modo che chiamando T0 si abbassi solo l'estrusore relativo (Basta 1 mm per non dare fastidio). Vorrei indirizzarli agli indirizzi D10, D11 e D13 che corrispondono ai pin 23,24,26 di atmega.(per lasciare intatte le ventole). In quali programmi debbo intervenire? Grazie per l'aiuto.
-
Comando M106 che non viene eseguito
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Ho eliminato la thermal protection in configuration.h ed ora il laser si avvia regolarmente a comando gcode. //=========================================================================== //======================== Thermal Runaway Protection ======================= //=========================================================================== /** * Thermal Protection provides additional protection to your printer from damage * and fire. Marlin always includes safe min and max temperature ranges which * protect against a broken or disconnected thermistor wire. * * The issue: If a thermistor falls out, it will report the much lower * temperature of the air in the room, and the the firmware will keep * the heater on. * * If you get "Thermal Runaway" or "Heating failed" errors the * details can be tuned in Configuration_adv.h */ //#define THERMAL_PROTECTION_HOTENDS // Enable thermal protection for all extruders #define THERMAL_PROTECTION_BED // Enable thermal protection for the heated bed //#define THERMAL_PROTECTION_CHAMBER // Enable thermal protection for the heated chamber Ho anche potuto vedere che ora accetta la modulazione del pwm, mentre prima (con futura non accadeva) Grazie per la pazienza Carlo -
Comando M106 che non viene eseguito
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Mi risulta che sia di default il P0, per cui digitando solo M106 dovrebbe partire la ventola, come avviene con il comando diretto dalla riga il alto, ma provero'. Grazie -
Da quando ho cambiato la scheda da 3drag a fysetc F6 e di conseguenza il firmware, i vecchi programmi che utilizzano il laser attraverso il comando M106, non funzionano piu'. Ho un laser da 7.5 watt collegato al posto della fan0 e digitando direttamente M106 dalla riga di comando, si accende, come pure se clicco sull'icona della fan0, ma se il comando e' nel gcode, non viene considerato. Cosa debbo modificare per risolvere il problema? Carlo
-
Isolamento termico piatto stampante
Carlo50 ha risposto a Bananafell3r nella discussione Hardware e componenti
Devi innanzitutto modificare la definizione sul file di Marlin, caricarla sulla scheda con Arduino e lanciare Repetier. A sinistra in alto, ci sono due caselle : Visualizzazione 3D e Curva Temperatura. Con quest'ultima controlli la temperatura del bed (linea azzurra). Eliminando le altre, la scala ti resta bassa e si vede bene l'andamento. Subito sale abbastanza rapidamente, poi si abbassa fino quasi a non salire. Occorre abbassare l'incremento ed alzare il tempo, finche' non ottieni il valore che non mandi in blocco il sistema. Carlo50 -
Isolamento termico piatto stampante
Carlo50 ha risposto a Bananafell3r nella discussione Hardware e componenti
Certamente va seguito l'andamento della curva riscaldante, la prima volta che l'accendi, e se sale piano ma regolarmente, tutto ok altrimenti amici come prima. Io ho prima portata la tensione da 12 a 15 volt abbassando quella degli estrusori, ma non era sufficiente, quindi val la pena di provare. Carlo -
Isolamento termico piatto stampante
Carlo50 ha risposto a Bananafell3r nella discussione Hardware e componenti
#if ENABLED(THERMAL_PROTECTION_BED) #define THERMAL_PROTECTION_BED_PERIOD 90 // Seconds #define THERMAL_PROTECTION_BED_HYSTERESIS 1 // Degrees Celsius /** * As described above, except for the bed (M140/M190/M303). */ #define WATCH_BED_TEMP_PERIOD 90 // Seconds #define WATCH_BED_TEMP_INCREASE 1 // Degrees Celsius #endif In configuration_adv.h trovi questa definizione. In origine era piu' bassa 60 secondi e 2 gradi, poi l'ho corretta ed il piatto non si spegne piu'. In pratica se non ha la variazione in gradi minima nel tempo impostato, repetier blocca tutto pensando che ci sia un guasto. Devi trovare il tempo ed i gradi giusti per le caratteristiche del tuo alimentatore, e la potenza richiesta. Carlo50 -
Staccando il connettore sullo stepmotor che di solito ha 6 piedini e 4 fili, controlla che non ci siano ossidazioni. Se si, dai una spraiata di disossidante ed inseriscili una decina di volte poi riprova. Io avevo dovuto mettere addirittura tre dissipatori e due ventole, prima di accorgermi del problema alla base di tutto. Carlo50
-
Serramazzoni Modena 18/02/2020 Ho gia' in funzione 3 estrusori che repetier vede come T0,T1 e T2 e per quanto brigoso, stanno funzionando abbastanza bene. Vorrei aggiungere 3 attrezzi intercambiabili (Tools) che naturalmente cambierei a mano, prima di lanciare un programma o durante una pausa dello stesso. Dovrebbero presumibilmente avere il nome di T3, T4 e T5. Ognuno dei tre ha una distanza relativa -X e -Y rispetto a T0. Ho provato a raddoppiare il numero degli estrusori, ma Marlin mi chiede temperature e step motors che non ho. Sapete dirmi la strada per raggiungere il mio scopo senza limiti di temperature e potendo inserire la distanze relative in modo che la stampa tenga conto di queste e regoli di conseguenza l'origine? Carlo Montecchi
-
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
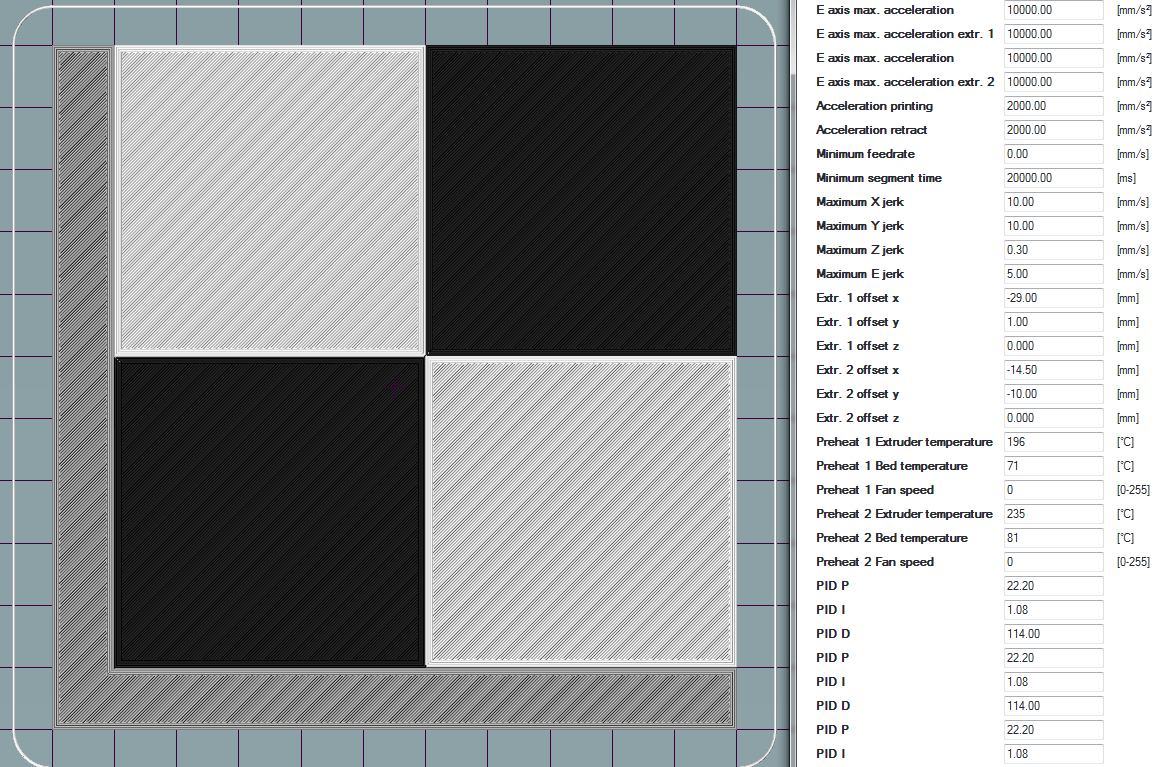
Vorrei raccontarvi le mie nuove prove, riguardo gli offset degli estrusori 1 e 2. Ho portato a zero tutte le misure precedentemente inserite in prusa slicer, repetier e configurazione slicer su repetier. Ho inserito le distanze relative nella eeprom (non avevo fatto caso a questa possibilita') ed inserito il comando M218 nel gcode. Visto che il sistema funzionava meravigliosamente, ho poi eliminate le righe M218 dal gcode e funzionava ancora tutto. Quindi ho notato che aprendo il file della eeprom come txt, apparivano anche i comandi di riga e che erano proprio degli M218. Visto che hanno addirittura 2 decimali, penso proprio che il problema sia risolto. Allego la schermata della eeprom ed il listato in txt (anche se a qualcuno non interessa). Grazie della comprensione Carlo Stampante X5S_Fysetc_PLA 1.75_Triplo Estrusore_0.4.txt
-
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Ho trovato le richieste di X ed Y relativi su prusa slicer, su slic3r ed anche su repetier host, salvato come gcode e ricaricato, sembra essere perfetto, nel senso che i tre colori combaciano perfettamente, mentre stampando si accavallano e separano. Ho provato a correggere questa quote, ma non sono riuscito ad avere un lavoro decente dopo decine di prove. Il mio dubbio e' che da qualche altra parte ci sia una regolazione del genere, ma che io non sia riuscito a trovarla. Su Marlin non so dove cercarli, ma sarebbe molto meglio. Carlo -
Tre estrusori regolazione delle distanze relative
Carlo50 ha pubblicato una discussione in Hardware e componenti
Ciao a tutti dopo essere riuscito a livellare i tre estrusori al decimo di mm, ma ho dei problemi a settare le distanze relative X ed Y. Si deve partire da quello piu' lontano dal fine corsa ed impostare le misure relative negative? Oppure si parte da quello piu' vicino e regolare le distanze in positivo? Tutte le volte che ho fatto una variazione, ho dovuto correggere le quote e ricaricate gli stl, per poi rilanciare lo slicer. Esiste una guida da poter seguire alla lettera? I miei tre estrusori formano un triangolo isoscele con base di 30 mm ed altezza di 12mm. Ho provato con T1 X-30 Y0 e T2 con X-15 Y-12, sia su prusa slicer che su repetier, ma alla stampa non si accostano i tre colori. Tra l'altro mi sembra che vadano anche modificate le misure nel settaggio dello slicer di repetier, altrimenti non prende i dati. Carlo Montecchi -
Slic3r con tre estrusori
Carlo50 ha risposto a Carlo50 nella discussione Software di slicing, firmware e GCode
Non capisco l'incongruenza, negli assi X Y Z slic3r crea addirittura 4 o 5 decimali, che non servono assolutamente, poi nella regolazione dell'offset tra gli estrusori, mi permette solo il millimetro. Non ti sembra una carenza? Carlo -
Slic3r con tre estrusori
Carlo50 ha pubblicato una discussione in Software di slicing, firmware e GCode
Non riesco a far accettare i decimali nelle quote relative agli estrusori 1 e 2. Ho provato anche a mettere la virgola, ma alla riapertura non esistono piu' i decimali. Non funziona neppure su Repetier. Dove trovo il parametro per risolvere il problema? Carlo -
Interessante il comando M303 di pid tune ed ho corretti tutti i parametri. Siccome mi dava ancora l'errore sul bed, ho modificato i parametri di sicurezza bed su conf-adv a 90 secondi ed 1 grado. Vuol dire che se in 90 secondi non sale almeno di 1 grado, si blocca. Mi sta bene, perche' ho un piano spesso e che assorbe calore, quindi lento ad arrivare al set.