Carlo50
-
Numero contenuti
148 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carlo50
-
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Non definirei contorto lo schema, semmai brutto, ma e' molto semplice. Si, la corrente e' sufficiente, anche perche' essendo solenoidi bistabili vengono alimentati per 100 ms e poi staccati. Le modifiche HW che mi suggerisci, possono essere esatte, ma il tutto funziona egregiamente, inoltre Fysetc non le mette, per cui al momento le lascio cosi'. Il cambio layer mi interessa relativamente, perche' posso cambiare estrusore anche nello stesso layer e molte volte. Ho trovato in configuration.h un ritardo nei comandi M380 M381 di 250 ms che provero' a mettere a 0, poi ricompilo e vedo come va. Comunque grazie Carlo -
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Carlo Montecchi <carlorex50@gmail.com> I tre rele' invertono le tre uscite ai solenoidi, in modo che con tensione inversa si sgancino dalla posizione bistabile, poi vanno diseccitati con M381 per togliere la tensione.(allego lo schema di un solo rele, perche' le tre bobine sono in parallelo , mentre i sol sono ognuno per solenoide) G4 P1000 M150 R255 // Eccita il rele' di inversione tensione M380 // Eccita il solenoide per sollevarlo G4 P100 M381 // Diseccita il solenoide che essendo bistabile rimane sollevato senza alimentazione M150 R0 // Diseccita il rele' di inversione polarita' T0 M380 ; Eccita Solenoide con tensione diretta G4 P100 ; Pausa M381 ; Spegne Solenoide che resta in posizione abbassata essendo bistabile Non sono i comandi sbagliati, ma i tempi di esecuzione (stampa dell'ultimo punto, sollevamento dell'estrusore, posizionamento al nuovo punto, scambio di estrusore ed a bassamento dello stesso) Se invece il programma mi sposta il carrello al nuovo punto del nuovo estrusore e solo dopo me lo alza per poi riabbassarlo, sfrega lungo tutto il tragitto. Carlo
-
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Serramazzoni Modena 31/8/2020 Chissa' perche', dopo ogni soluzione di un problema, ne subentra subito un altro. Risolti i problemi HW dei tre solenoidi per gli estrusori ed imparato ad abbassarli e sollevarli, ho riscontrato i due seguenti problemi che espongo sperando nel consiglio di qualcuno. 1) Ho potuto constatare uno sfalsamento tra la sequenza dei comandi gcode e l'esecuzione degli stessi. Per esempio, i seguenti comandi: G1----// Ultimo indirizzo del vecchio estrusore M150 R255 // Inverte la tensione ai solenoidi M380 // Solleva il vecchio estrusore G4 P100 M381 // Toglie l'alimentazione M150 R0 // Diseccita i rele' di scambio T0 G1-----// Primo indirizzo del nuovo estrusore M380 ; Eccita Sol //Abbassa l'estrusore G4 P100 ; Pausa M381 ; Spegne Sol // Diseccita l'alimentazione Ebbene, mi aspettavo che la sequenza fosse (sollevamento del vecchio estrusore, spostamento veloce al nuovo indirizzo ed abbassamento del nuovo estrusore, ma non e' cosi'). In effetti lo spostamento avviene con il vecchio estrusore abbassato e quindi viene alzato e poi abbassato il nuovo. Ho provato ad inserire un ritardo prima del nuovo indirizzo, ma non cambia nulla. Come mai l'esecuzione dei comandi non segue l'ordine cronologico dei comandi ma si accavallano le esecuzioni? Non so se dipenda da repetier o da cosa, aspetto consigli. 2) Sapete dirmi il nome di uno slicer che permetta di posizionare il cambio di Tool dopo il raggiungimento della prima riga nuova? Attualmente per farlo, dovrei cambiare tutti i cambi di tool e diventerei matto. In definitiva il automatico dovrei avere le sewguenti righe di comando: G1-----// Primo indirizzo del nuovo estrusore T0 M380 ; Eccita Sol //Abbassa l'estrusore G4 P100 ; Pausa M381 ; Spegne Sol // Diseccita l'alimentazione Mi stavo abituando a Slic3r, ma capisco che non faccia tutto quello che voglio, per cui potrei anche pensare di cambiare, ma con quale? Carlo -
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Ho deciso di usare questa formula: M190 S40 M104 T1 S210 M104 T2 S210 M109 T0 S210 Perche' il piano e' il piu' lento e tra i tre estrusori, controllo quello che arriva sempre per ultimo. Grazie, i tempi sono molto migliorati. Carlo -
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Ecco i file che mi chiedi: Configuration.h Configuration_adv.h -
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Serramazzoni Modena 29/8/2020 Vorrei aggiornarvi sullo stato della mia stampante 3d con tre estrusori e tre solenoidi. Ho trovato delle istruzioni sul file di futura con 2 ext, // Offsets to the probe relative to the extruder tip (Hotend - Probe) // X and Y offsets must be integers #define X_PROBE_OFFSET_FROM_EXTRUDER -25 // Probe on: -left +right #define Y_PROBE_OFFSET_FROM_EXTRUDER -29 // Probe on: -front +behind #define Z_PROBE_OFFSET_FROM_EXTRUDER -12.35 // -below (always!) ma non piacevano a marlin che mi ha consigliato di sostituirli con // Offsets to the probe relative to the extruder tip (Hotend - Probe) // X and Y offsets must be integers? #define X_NOZZLE_T1_PROBE_OFFSET -31 // Probe on: -left +right #define Y_NOZZLE_T1_PROBE_OFFSET 0 // Probe on: -front +behind #define X_NOZZLE_T2_PROBE_OFFSET -14 // Probe on: -left +right #define Y_NOZZLE_T2_PROBE_OFFSET -23 // Probe on: -front +behind e pur inserendoli in pins\fysetc, la compilazione e' andata a buon fine. Dopo alcune prove con uso dei decimali, mi sono arreso ed uso solo numeri interi (lo so che mi avevate avvertito, ma sembrava che li accettasse invece crea dei problemi aggiustare eventuali errori. Lo stesso spostamento va anche inserito nello Slic3r. Per far si che repetier visualizzi bene l'anteprima, occorre dirlo anche a lui. Mi sono costruita una scheda che si incastra alla fysetc e mi da fuori i comandi per i solenoidi bistabili. Ad ogni cambio di estrusore debbo inserire la seguente stringa: G4 P1000 // pausa perche' altrimenti mi solleva l'estrusore prima di finire la stampa relativa M150 R255 //eccita i rele' di scambio polarita' M380 // disattiva il solenoide in funzione G4 P100 M381 //Spegne l'alimentazione inversa M150 R0 // diseccita i rele' di inversione T0 // Cambio di estrusore M380 ; Eccita Solenoide G4 P100 ; Pausa M381 ; Spegne Solenoide Ho provato a rendere il processo automatico tramite Slic3r, ma non ci sono riuscito, per cui inserisco i comandi tramite un editor esadecimale cambiando per tre volte il numero dell'estrusore (30,31,32). Ora passo alle domande: 1) L'inizio del Gcode e' molto lungo e vorrei accelerarlo, perche' repetier aspetta che il piano arrivi in temperatura, poi tocca a T0, quindi a T1 ed infine a T2. Ho cercato tra i vari comandi G ed M, ma non sono riuscito a trovarne nessuno che facesse al caso mio, mi sapete aiutare? 2) Slicer chiede di ignorare che la stampa va fuori dal piano, anche se non e' vero, ma i parametri mi sembrano a posto, come mai si comporta cosi? Grazie della comprensione Carlo -
Stampa shape circolari anomala
Carlo50 ha risposto a riccardo.card nella discussione Software di slicing, firmware e GCode
Proverei ad aumentare il passo dell'asse Z fino a quando lo spostamento corrisponde all'effettivo in millimetri. Sposti il piano di 100 mm che devono essere precisamente 100. Carlo -
DRV 8825 che scaldano e vanno in protezione
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Ho abbassato la corrente che i driver danno ai motori e va tutto bene. Ero arrivato a 1.9 ed ora l'ho portato a 1.2 e vanno lisci senza scatti. Non capisco ma mi adeguo e cerco di spiegare il mio dubbio. Se alimento un led a 12 volt con una resistenza in serie di 1200 ohm, assorbe 10 mA di corrente sia che la batteria sia da 1 ampere, che da 100 ampere. La corrente assorbita non dipende dalla fonte ma dall'utilizzatore. Vuol dire che agli step motor do meno corrente di quella che loro userebbero per funzionare regolarmente, quindi li limito in corrente. Se pero' funziona, mi adeguo e chiudo la discussione. Carlo -
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Ho provato ad inserire queste righe in configuration.h // Offset of the extruders (uncomment if using more than one and relying on firmware to position when changing). // The offset has to be X=0, Y=0 for the extruder 0 hotend (default extruder). // For the other hotends it is their distance from the extruder 0 hotend. #define HOTEND_1_OFFSET_X { 0.0.00, 30.00 } // (mm) relative X-offset for each nozzle #define HOTEND_2_OFFSET_X { 0.0.00, 15.00 } // (mm) relative Y-offset for each nozzle #define HOTEND_2_OFFSET_Y { 0.0.00, 23.00 } // (mm) relative Z-offset for each nozzle Marlin ha compilato correttamente. Quando mi arrivano le strip dei driver provo a stampare poi vi so dire Carlo -
DRV 8825 che scaldano e vanno in protezione
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Mi sembrava che drv 8825 fosse il piu' potente. Hai una sigla? Non mi costa nulla, al massimo non gira -
DRV 8825 che scaldano e vanno in protezione
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Puo' darsi, ma intanto modifico gli strip di quello inserito nella scheda fysetc, in modo da poter inserire l'aletta di raffreddamento inferiore, poi provero' ad aggiungere il secondo per vedere se e' proprio cosi' sfasato. Carlo -
Aprire gcode per modificare parametri
Carlo50 ha risposto a IlDieghino nella discussione Software di slicing, firmware e GCode
Modifico regolarmente file gco dopo averli convertiti in txt ed i passaggi sono questi: Apro il file txt con notepad Sostituisco tutti gli X,Y,Z,E con altrettanti X ,Y ,Z ,E (seguiti da spazio ed attenzione alle maiuscole) di solito vedo anche F2400.000000 e lo cambio con F2400 Salvo il file e lo carico su excel (seleziona tutto copia incolla in A1) Se e' troppo lungo devi dividerlo in due Tutto il file e' ora nella colonna A Dati, testo in colonne, delimitato, da spazio e li trovi nelle colonne giuste Ora i dati sono modificabili con delle formule e riposizionabili in quella (colonne con posizioni -> numeri a due decimali) Ora salva il contenuto di tutte le colonne in un altro file txt Aprendolo, vedrai tutte le parole separate da Tab Carica il file su un editor esadecimale (LIberkey) e sostituisci tutti gli 09 con 20 (esadecimali) Salva, converti in gco (basta camnbiare l'estensione) e lancia E' una prova di pazienza , ma funziona. Carlo -
UTILIZZO PID BED
Carlo50 ha risposto a claudio57 nella discussione Software di slicing, firmware e GCode
Va bene, basta sostituire S40 con S60, anche se non sono d'accordo sul fatto che cambi cosi' tanto in funzione della temperatura di set point, ma della velocita' di aumento e della potenza dell'alimentazione. Carlo -
DRV 8825 che scaldano e vanno in protezione
Carlo50 ha pubblicato una discussione in Hardware e componenti
Voglio provare a metterne due in parallelo sullo stesso asse, (X,Y,Z) dato che mi si bloccano troppo spesso e la scheda fysetc f6 non permette di incollare l'aletta sotto il circuito stampato. Saldero' delle strip lunghe 14 mm maschio-femmina al posto di quelle di 6 maschio maschio per poi inserire l'aletta sotto e sopra quindi infilero' un secondo driver con i piedini normali e le doppie alette. Puo' sembrare utopia, ma secondo me puo' funzionare. Sapro' dirvi. Carlo Montecchi -
UTILIZZO PID BED
Carlo50 ha risposto a claudio57 nella discussione Software di slicing, firmware e GCode
Avevo il riscaldamento del piatto molto lento che cominciava a lamopeggiare a 10 gradi dal set-polnt, quindi ho lanciato il comando: M303 E-1 S40 U1 Alla fine mi ha salvato la modifica sulla eprom ed ora va molto meglio -
Cambio degli estrusori
Carlo50 ha risposto a Carlo50 nella discussione Software di slicing, firmware e GCode
Sinceramente non ci ho capito nulla, preferisco per ora sostituire tre sequenze di esadecimali. Grazie comunque Carlo -
Cambio degli estrusori
Carlo50 ha risposto a Carlo50 nella discussione Software di slicing, firmware e GCode
Si, ho provato, ma il programma mi inserisce T0,T1, T2 dove vuople lui e non a meta' dove vorrei io. -
Cambio degli estrusori
Carlo50 ha pubblicato una discussione in Software di slicing, firmware e GCode
Serramazzoni Modena 9/8/2020 Non riesco a trovare il modo di inserire le istruzioni automatiche per il cambio degli estrusori su slic3r, potete indicarmi il modo? Ho letto che bisogna mettere il testo fra delle parentesi quadre separate dalla virgola, ma non sono riuscito a fare quello che volevo. T0 M150 R255 ;Eccita i rele' di inversione tensione M380 ;Solleva solenoide 0 se per caso fosse abbassato G4 P100 ;Tempo minimo di ritardo M381 ;Toglie tensione a sol0 che rimane alto M150 R0 ;Diseccita i rele' di inversione tensione T1 ;Identico a T0, ma per T1 M150 R255 M380 G4 P100 M381 M150 R0 T2 ;Identico a T0, ma per T2 M150 R255 M380 G4 P100 M381 M150 R0 ; Qui dovrebbe porsi il comando di scambio estrusori direttamente da slic3r M380 ; Eccita Sol0 ;Abbassa il solenoide 0 G4 P100 ; Pausa M381 ; Spegne Sol Diseccita sol0, che resta in posizione abbassata fino alla fine del proprio lavoro Grazie della comprensione, ma sto arrivando al dunque con 3 estrusori e tre solenoidi, poi provo a stampare. Carlo Montecchi Per ora sono riuscito con Editor esadecimale, anche se e' molto brigoso, poi vedro'. Se avete la soluzione, comunque scrivetela, per favore. -
Si chiamano dadi a martello e di solito misurano 6x10 mm con filetto M4. Su internet li trovi a sacchetti. Carlo
-
Aggiunta di solenoidi Bistabili
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Non uso you tube, ma riesco a convertire molti tipi di video, mi basta sapere l'estensione che viene accettata meglio. Carlo -
Aggiunta di solenoidi Bistabili
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Quale estensione deve avere un video perche' venga visto da tutti? -
Aggiunta di solenoidi Bistabili
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
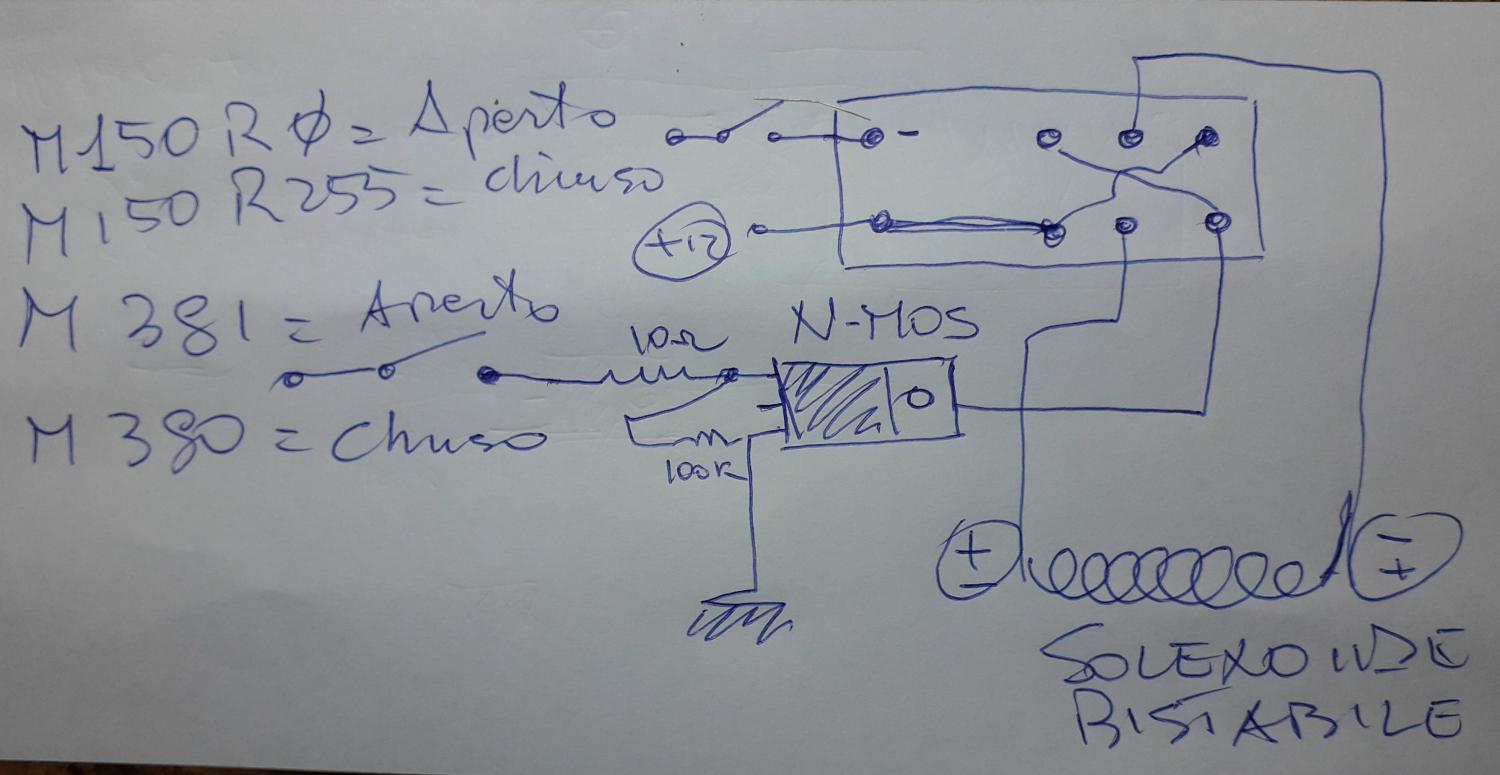
Ho avuto per le mani parecchie schede, la 3D-Rag, la 3D-Contr-dual. la Tronxy X5S che ho subito scartata perche' abbinava i movimenti X ed Y ed inoltre aveva i driver integrati, poi sono passato alla Fysetc F6 V 1.3 che costa un quarto della 3D-Contr-dual ed ha molte piu' uscite. Siccome ho installato tre estrusori, volevo trovare il modo di abbassare solo quello interessato. Abbandonato l'idea del solenoide dirett Solenoidi-Bistabili.mp4 o che scaldava troppo, ho trovato la soluzione di attivare sei solenoidi diversi, tre per spostamento di stampa e tre per ritiro a riposo.(I solenoidi Bistabili hanno ognuno due avvolgimenti) Passando i comandi SOL a tre N-Mos, amplifico la corrente necessaria per i solenoidi e tramite le tre uscite RGB, eccito tre rele' con due deviatori, in modo da scambiare i solenoidi. Debbo ancora montare il tutto, perche' non mi arrivano i pezzi, ma penso che sia la strada giusta. Per ora ho colegati 9 led RGB per vedere il movimento e sembra funzionare tutto bene. Mi dispiace che non si veda il video, ma l'ho dovuto ridurre molto per trasmetterlo. Provo a cambiate tipo versione. Carlo Solenoidi-Bistabili.mp4 -
In attesa che mi arrivi il materiale necessario per abbassare e mantenere abbassato ogni estrusore tramite dei solenoidi bistabili, ho modificata la mia Fysetc per poter eseguire le manovre necessarie. Allego il file dei pin dove ho riunito per praticita' tutti i comandi ed il video dei solenoidi che per ora ho sostituito con dei led rossi, gialli e blu. Spiego il funzionamento: Il primo led rosso che si accende, e' l'eccitazione del solenoide tremporizzata, quindi se ne accende un altro che scambia con un rele' le uscite per la diseccitazione del bistabile. Viene ripetuto per i tre solenoidi ed infine tutti insieme. I comandi sono: M380 S0,1,2 // Eccitazione del solenoide relativo G4 P100 // Tempo di eccitazione M 381 S0,1,2 Diseccitazione del solenoide diretto M150 R,U,B //scambio del tipo di solenoide //Ho sostituito il D4 con il D41 (che non uso) perche' c'era un conflitto M380 S0,1,2 // Diseccitazione del solenoide G4 P100 /Tempo di ritardo Queste istruzioni andranno inserite ad ogni cambio di tool e tramite un editor esadecimale, risulta abbastanza facile. Carlo Solenoidi-Bistabili.3gp pins_FYSETC_F6_13.txt
-
Avviso di Arduino in rosso
Carlo50 ha pubblicato una discussione in Software di slicing, firmware e GCode
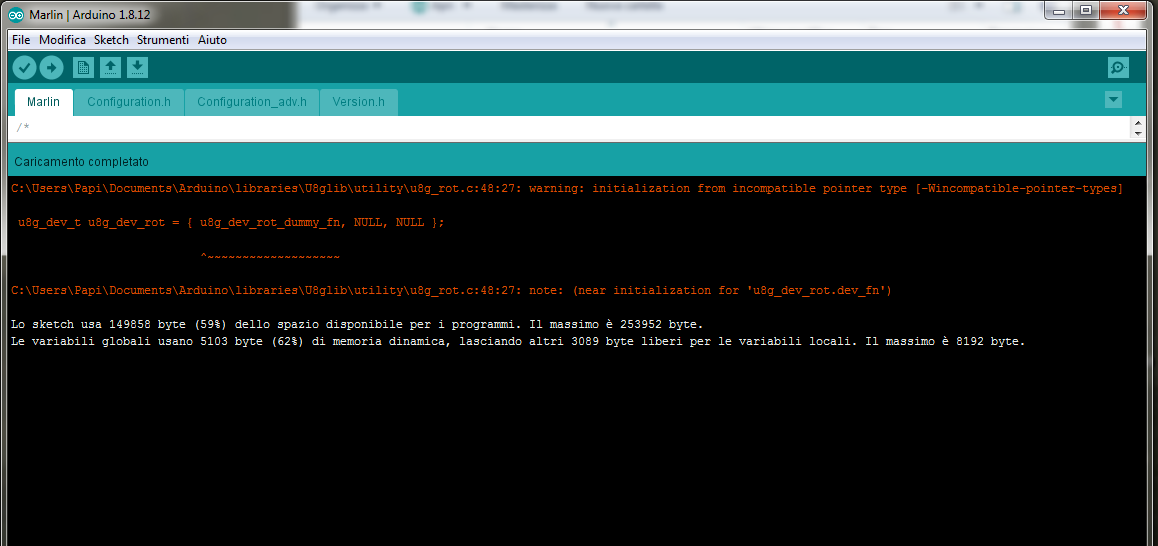
Un piccolo problema, che non comporta nulla ma mi crea ansia, sono le quattro righe che appaiono in Arduino 1.8.12 dopo la compilazione e prima della scrittura. Allego foto. Grazie Carlo
-
Non e' un problema di alimentarlo con la tensione giusta, lo potrei fare semplicemente inserendo in serie una resistenza a filo della dovuta cadura di tensione e potenza, ma i solenoidi che mi sono arrivati sono costruiti per funzionamento intermittente e per periodi brevi, quindi se lasciati in tensione, scaldano un casino ed il nucleo arriva a 100 gradi, poi fonde la bobina e via di seguito. Anche se l'alimento alla tensione minila di scatto, raggiungono i 70 gradi in 10 minuti e sono troppi, quindi debbo cercare un'altro modo per spostare gli estrusori. Peccato, perche' erano della giusta dimensione! Carlo