Carlo50
-
Numero contenuti
148 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carlo50
-
Origine degli assi X ed Y durante l'incisione con laser e senza uso di estrusori
Carlo50 ha risposto a Carlo50 nella discussione Software di slicing, firmware e GCode
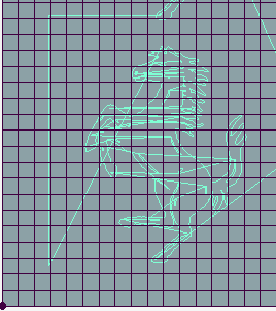
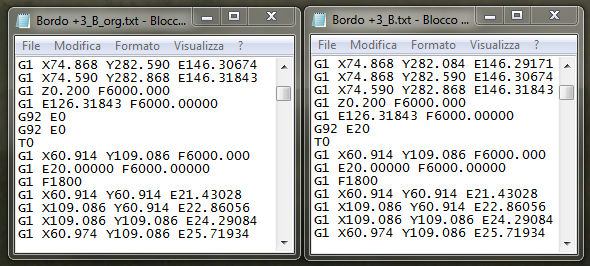
Ho provato ad inserire la modifica della foto 1 ed e' andato tutto a posto nella foto 2 Almeno adesso se metto il materiale a g28, sono sicuro di quello che faccio. Grazie Carlo
-
Origine degli assi X ed Y durante l'incisione con laser e senza uso di estrusori
Carlo50 ha pubblicato una discussione in Software di slicing, firmware e GCode
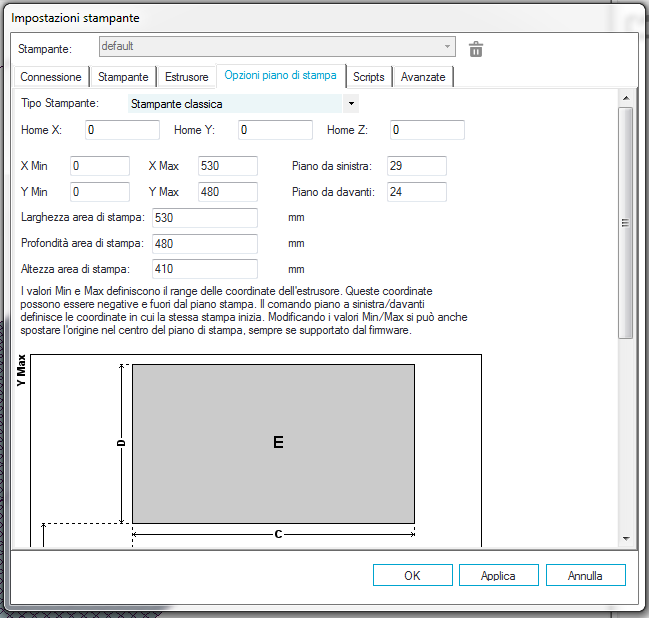
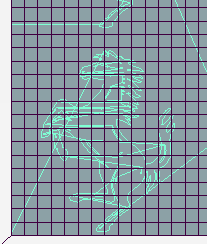
Allego foto della griglia dove si puo' vedere che l'origine degli assi sia spostato X + 29 ed Y + 25.4 che sono le esatte misure di offset dell'estrusore n. 0 Come posso fare ad azzerare questa differenza quando non uso estrusori ma solo il comando M106 che mi accende il laser? Non e' un problema fondamentale, ma mi svia quando calcolo le dimensioni del foglio da incidere. Carlo
-
Mi rincresce contraddirvi, ma e' sufficiente invertire 1 con 2 oppure 3 con 4. Nei connettori del motore, diventano 1 con 3 oppure 4 con 6. Normalmente si riesce sfilando gli stessi e reinserendoli giusti. Carlo
-
Piccolo tornio con stampante 3D
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Scusatemi il ritardo ma mi sono sottoposto ad un intervcento chirurgico al ginocchio sinistro, ma sta andando tutto bene. Chiarisco alcune cose, che mi sembrano essenziali: La sequenza dei comandi e' la seguente, M84 // Libera L'asse X dalla dimensione impostata e permette il seguente comando G1 X 100000 F XXXX // Vai alla distanza di 100 metri alla velocita' impostata Praticamente lo step motor deviato tramite il rele', gira ininterrottamente per molto tempo, quindi fa proprio il caso mio. Se poi voglio farlo rirare a rovescio, basta cambiare la sequenza in questa M84 M92 X 100000 G1 X 0 F XXXX Ora sto spostando tutto il comando sull'asse Z perche' ho capito di aver bisogno dei due movimenti orizzontali, poi tutto sara' spostato su Z. Carlo -
Piccolo tornio con stampante 3D
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Ho provato il comando M 84 che elimina il massimo spostamento e lo posso impostare anche a 100.000. In conf.adv xo lasciato attivo solo X e dopo 60 secondi torna normale. Grazie -
Piccolo tornio con stampante 3D
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Il rele' mi serve solo per deviare i 4 fili dall'asse X al connettore del mandrino che vado a fissare allo chassis della stampante. provero' a cercare l'attivazione del comando CNC poi vi so dire. Carlo -
Piccolo tornio con stampante 3D
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Grazie, ma vorrei integrare glim altri assi Y e Z con un motore che gira in continuazione, con pure la regolazione della velocita' e del senso di rotazione, senza aggiungere altro software od hardware. Anche con sommergibile e' possibile pescare, basta avere uno scomparto da pressurizzare alla stessa pressione dell'esterno, aprire un portellone ed issare il pesce. Di seguito si chiude il tutto e si depressurizza lo scomparto recuperando il pescato. Tutto molto teorico, ma fattibile. Carlo -
Ho modificato il collegamento dello step motor dell'asse X con un rele' a 4 vie. Dopo averlo fissato ad un lato del telaio, gli ho dato il comando G28 per vedere se girava permanentemente, ma ad un certo punto si ferma perche' una istruzione in marlin controlla il termpo passato dal comando all'intervento del fine corsa. Dove trovo questa definizione per poterla eliminare? Ho cercato in configuration h e adv, ma non l'ho trovata. Carlo
-
DRV 8825 a 1/16 ed altri a 1/32
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Forse ho trovato l'inghippo nel fatto di aver omesso il ponticello su m2 che ritenevo superfluo. Ora vanno tutti alla stessa velocita'. Scusate della discussione inutile. Carlo -
DRV 8825 a 1/16 ed altri a 1/32
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Ho misurato la resistenza dei pin m1, m2 ed m3 riferita a massa e sono tutti di 100 kOhm, per cui i driver drv 8825 nascono tutti uguali, con la stessa configurazione a full. Naturalmente se sulla scheda colleghi tutti i terminali a +5 volt tramite la resistenza di 4,7 kohm, questi vanno a livello alto e convertoni il full in 1/32. Quindi sostituendo un driver con un altro, la regolazione resta identica e non deve cambiare nulla. Carlo -
DRV 8825 a 1/16 ed altri a 1/32
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Debbo dissentire con la tua spiegazione, perche' i driver arrivano con i piedini da saldare e senza alcuna regolazione riguardo ms0 ms1 ed ms2. Quindi tutte le regolazioni sono o sulla scheda oppure nel firmware, (come hai scritto tu) ed inserendo qualunque driver, deve andare sempre nello stesso modo. (le variabili restano identiche dove le ho fatte per gli altri e non vanno dietro al drive stesso). Non c'e' altra spiegazione che esistano drv 8825 a 1/16 ed altri a 1/32. Carlo -
Invertendo i tre driver degli assi con i tre degli estrusori che avevo acquistato successivamente, ma sempre della Pololu, mi sono accorto che le velocita' degli spostamenti erano raddoppiate, mentre quelle degli estrusori erano dimezzate. E' possibile che ci siano in commercio dei DRV 8825 a 1/16 massimo ed altri a 1/32 massimo? Come si distinguono? Grazie
-
Untitled (U) di prusa slicer
Carlo50 ha risposto a Carlo50 nella discussione Software di slicing, firmware e GCode
Non so cosa sia un "Bundle" e non so dove trovarlo. Io conosco le cartelle di windows e so trovare i file.ini in esse contenute, ma arrivo fin li. Carlo -
Untitled (U) di prusa slicer
Carlo50 ha pubblicato una discussione in Software di slicing, firmware e GCode
Sapete dirmi dove prusa slicer salva i parametri impostati? Vorrei portarli pari pari su di un altro PC per evitare di dimenticarne qualcuno. Ho cercato il nome con cerca ma non ho trovato niente. Grazie Carlo -
Parametro F3600
Carlo50 ha risposto a Carlo50 nella discussione Software di slicing, firmware e GCode
Ho modificato il valore sullo slicer e funziona. Grazie mille -
Vorrei che PrusaSlicer non lo facesse cosi' alto, ma solo fino a 2400 Cosa debbo impostare? Grazie
-
errore in PrusaSlicer 2.2.0 (forse)
Carlo50 ha pubblicato una discussione in Software di slicing, firmware e GCode
Serramazzoni Modena Italia 13/9/2020 Ho tre estrusori con tre solenoidi che attivo ad inizio programma, e l'ultimo e' il n. 2. Se avvio lo slicing di un oggetto con un solo colore, il Vs programma non esegue l'istruzione di cambio tool ma presuppone di aver a che fare con l'unico estrusore, quindi salta un passaggio chge debbo inserire manualmente. L'inizio dovrebbe essere il seguente: M107 M107 M190 S40 M104 T1 S210 M104 T2 S210 M109 T0 S210 T0 M150 R255 M380 G4 P100 M381 M150 R0 T1 M150 R255 M380 G4 P100 M381 M150 R0 T2 M150 R255 M380 G4 P100 M381 M150 R0 G28 Z ; home all axes G1 Z 5.00 F5000 ;lift nozzle G28 X G28 Y G21 ;set units to millimeterrs G90 ;use absolute coordinates M82 ;use absolute distances for extrusion G21 ; set units to millimeters G90 ; use absolute coordinates M82 ; use absolute distances for extrusion G92 E0 G4 P200 M150 R255 M380 G4 P100 M381 M150 R0 T0 M380 ; Eccita Sol G4 P100 ; Pausa M381 ; Spegne Sol G1 Z0.300 F3600.000 G1 E-3.00000 G92 E0 G1 X17.447 Y20.801 G1 E3.00000 G1 F1800.000 G1 X18.589 Y19.803 E3.10134 ed invece risulta cosi': M107 M107 M190 S40 M104 T1 S210 M104 T2 S210 M109 T0 S210 T0 M150 R255 M380 G4 P100 M381 M150 R0 T1 M150 R255 M380 G4 P100 M381 M150 R0 T2 M150 R255 M380 G4 P100 M381 M150 R0 G28 Z ; home all axes G1 Z 5.00 F5000 ;lift nozzle G28 X G28 Y G21 ;set units to millimeterrs G90 ;use absolute coordinates M82 ;use absolute distances for extrusion G21 ; set units to millimeters G90 ; use absolute coordinates M82 ; use absolute distances for extrusion G92 E0 ; ------------------------- parte mancante G1 Z0.300 F3600.000 G1 E-3.00000 G92 E0 G1 X17.447 Y20.801 G1 E3.00000 G1 F1800.000 G1 X18.589 Y19.803 E3.10134 Vogliate provvedere ad avvertire chi di dovere che dovrebbero usare il cambio tool anche con le stampe ad un solo colore. Grazie per l'attenzione Carlo Montecchi -
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Certamenbte no, perche' ho altre modifiche in mente , me le sogno di notte e di giorno le metto in pratica. Continuero' a consultarvi, ma per altri problemi. Carlo -
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Ho risolto tutti i problemi relativi al movimento ed allineamento dei tre estrusori. Dichiaro quindi chiusi tutti forum che ho aperto. Non sto a tediarvi con file txt e video che non si vedono, ma sappiate che se qualcuno avesse bisogno, sono disponibile ad aiutarlo. Sappiate solo che occorre molta pazienza, capacita' meccanica, elettronica ed informatica. Occorre anche potersi appoggiare a ditte di taglio al laser e tornitura di precisione, olte a tanta pazienza. Grazie della comprensione di questi ultimi mesi che sono stati molto intensi ed auguri per il futuro. Carlo Montecchi -
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Ho controllato lo schema fysetc ed ho visto che ogni Nmos ha un diodo in antiparallelo che dovrebbe eliminare le correnti spurie generate dal solenoide. Forse e' per questo che finora hanno retto bene senza problemi. Carlo -
Forse ho scoperto un bug di slic3r 1.3
Carlo50 ha risposto a Carlo50 nella discussione Software di slicing, firmware e GCode
Sono passato a prusa slicer ed effettivamente va molto meglio, perche' sono riuscito ad inserire i comandi che volevo ad ogni cambio di tool: G4 P500 M150 R255 M380 G4 P100 M381 M150 R0 T{next_extruder} M380 ; Eccita Sol G4 P100 ; Pausa M381 ; Spegne Sol Carlo -
Forse ho scoperto un bug di slic3r 1.3
Carlo50 ha risposto a Carlo50 nella discussione Software di slicing, firmware e GCode
gia' fatto, ed ho scaricata la versione 1.2.9 che lancero' al prossimo tentativo. Mi piacerebbe provare simplify3d, ma ho paura di spendere 150 €r niente. Carlo -
Forse ho scoperto un bug di slic3r 1.3
Carlo50 ha pubblicato una discussione in Software di slicing, firmware e GCode
Serramazzoni Modena 5/9/2020 Sto raggiungendo notevoli risultati con i tre estrusori retraibili, quindi posso permettermi di dedicarmi ai particolari meno importanti, e solamente sgradevoli. Nel disporre i tre colori ben affiancati, uso un programmino derivato dalla scacchiera, dove inserisco pochi oggetti e vicini tra di loro. Ho notato che nella stampa della casella bianca (T0) mi creava una montagnola di prodotto fuso alla prima posizione di stampa. Subito ho cercato un settaggio sbagliato, ma siccome i tre estrusori li avevano uguali, ho esaminato il listato del Gcode ed ho trovata una strana sequenza di istruzioni che ho messo nella foto allegata. Ci sono in pratica due comandi identici che non hanno senso ed oltretutto sono proprio sbagliati, quindi li ho corretti in tutto il listato e la faccenda e' migliorata di molto.(provero' anche con G92 E18) Ogni attivazione di T0 inizia con E21, quindi non ha senso il comando originale. Siccome non sono mai riuscito a farmi rispondere dalla equipe di slic3r, chiedo a voi il parere e se potete segnalare loro il fatto. Carlo Montecchi
-
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Per inserire una rete rc dovrei sapere i valori dei componenti, visto che l'assorbimento continuo e' di 0.8 A, allo spunto sara' di 2.4 forse. Non riesco a dimensionarlo da solo, se mi aiuti, te ne sono grato. Per il diodo non ci sono problemi. Carlo -
Tre estrusori regolazione delle distanze relative
Carlo50 ha risposto a Carlo50 nella discussione Hardware e componenti
Riesco tranquillamente ad eccitare e diseccitare per ben 5 volte con tempo di ritardo di 100 ms tramite il programmino che ti invio, comunque il problema non e' nell'elettronica, ma nella gestione dei tempi tra fine lavoro di T0, spostamento sulla prima posizione di T1 ed attivazione del solenoide relativo, cosa che non so come fare a dire a slic3r. Lo so che il comando dalla cpu non arriva direttamente al solenoide, per quello ho inserito un N-Mos In quello del colore R esiste gia' nella scheda, quindi non ho problemi a riguardo. se si brucia un N-Mos, lo cambiero, poco male. Carlo Prova per 3Sol-Bistabili_100 ms.txt