

john
-
Numero contenuti
353 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da john
-
-
4 ore fa, Otto_969 ha scritto:
Non ho mica detto che hai toccato qualcosa nel firmware, anche perché non puoi... Ho detto che IMHO il FW della 2E ha qualcosa che non và. E lo penso perché la macchina é praticamente uguale alla mia, solo che ha il doppio estrusore, ma tu fatichi tantissimo a trovare i settaggi che io trovo in 2 min.
Ricordo bene che eri arrivato a stampare in modo corretto, ma dopo tutto sto macello con le cinghie non ci riesci piú. E per me non é un caso...
Sicuramente é successo qualcosa, di certo non stampi bene neanche il PLA, che invece prima ti veniva bene.
Ricontrolla bene tutta la meccanica, in particolare che tutto l'asse Z scorra senza sforzo (spero tu tenga le viti belle ingrassate...), e che sia perfettamente parallelo ai montanti superiori. Se é un pó inclinato/storto durante il movimento Z si muoverà a scatti e la stampa verrà fallata.
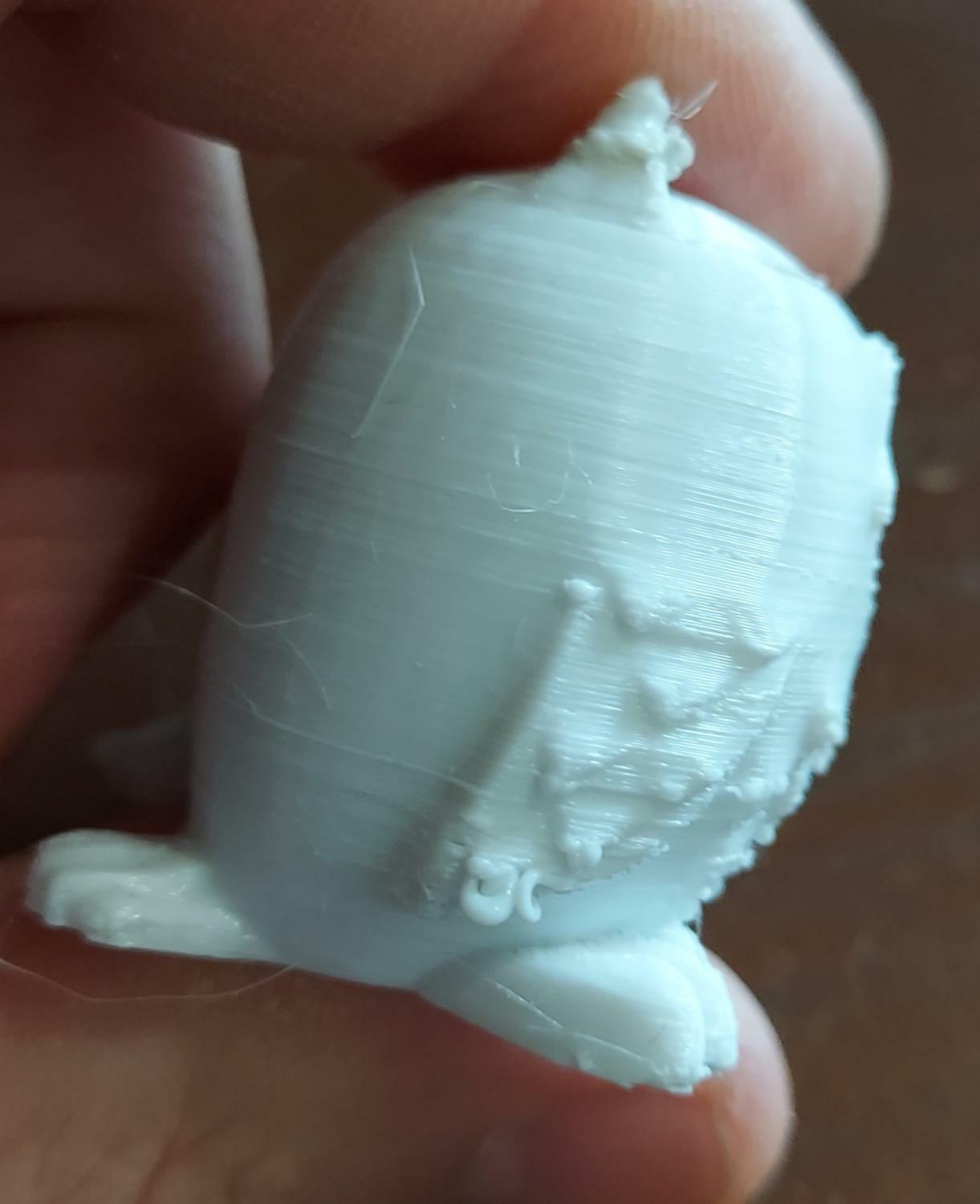
Cmq dalle ultime foto del gufetto, vedo piú problemi di flusso e forse sbalzi di temp Hot-End che altro. Cioé problemi di settaggio. E quello che pare wobble meccanico, potrebbe pure non esserlo perché sembra troppo irregolare.
Fai la prova del quadratino e non andare avanti se prima non setti alla perfezione posizione nozzle e flusso. Continuando a stampare oggettini complessi perdi solo tempo e non si capisce quale sia il vero problema perché gli errori si sovrappongono...
Armati di santa pazienza, e procedi un passo alla volta... E stai tranquillo che i problemi che hai tu, piú o meno, li abbiamo avuti tutti!
Boh... ingrassate le viti lo sono, ora proverò a tornare a fare il cubetto, ma avevo regolato tutti i flow controllando spessori parete e piano.... vediamo che succede
-
Cmq a sto punto per me il problema può essere solo meccanico.. ho mollato le cinghie e ricontrollato il carrello scorresse bene ri tirate la cinghie tastando che il carrello scorra senza sforzi e la ho fatta ripartire, vediamo se cambia qualcosa (ovviamente il tutto senza cinghia sopra gli smorzatori )
-
6 ore fa, Otto_969 ha scritto:
Questo é quello che succede a cercare problemi dove non ce ne sono...
Una cosa deve essere chiara: i problemi meccanici (se ci sono davvero, ovviamente), si presentano sempre! Non lo fanno con un solo materiale o temperatura, lo fanno sempre perché ogni volta che si usa quella funzione meccanica (che é sballata), arriva inevitabilmente l'errore. É una cosa matematica... L'errore puó essere piú o meno evidente, ma si presenta con ciclicità matematica.
Se la tua macchina ha un problema in Z, questo problema deve essere per forza presente in tutte le stampe (visto che tutte le stampa utilizzano i moventi sull'asse Z...).
Se fossero stati gli smorzatori, allora TUTTE le Tronxy X5SA avrebbero avuto questo problema... E la cosa non mi risulta affatto.
Ti sei perso a smanettare con le cinghie, ed hai perso completamente i settaggi che avevi (avevamo...) cosí faticosamente raggiunto.
La stampa é pessima, sembra totalmente sballata come flussi (grassa), come retrazione (troppa? O troppo veloce?), e persino come temperatura... 😔
Ci sono filature, porosità superficiali, scarsa definizione dei layers ed un certo effetto "stracotto" come se avessi stampato a 300°C... Di solito la superficie é lucida, dalle foto appare opaca, cosa che succede quando stampi a temperature mostruosamente alte, ma ripeto: questa é solo un'impressione data dalle foto.
Purtroppo devi ricominciare praticamente da zero. E la macchina non c'entra. 😔
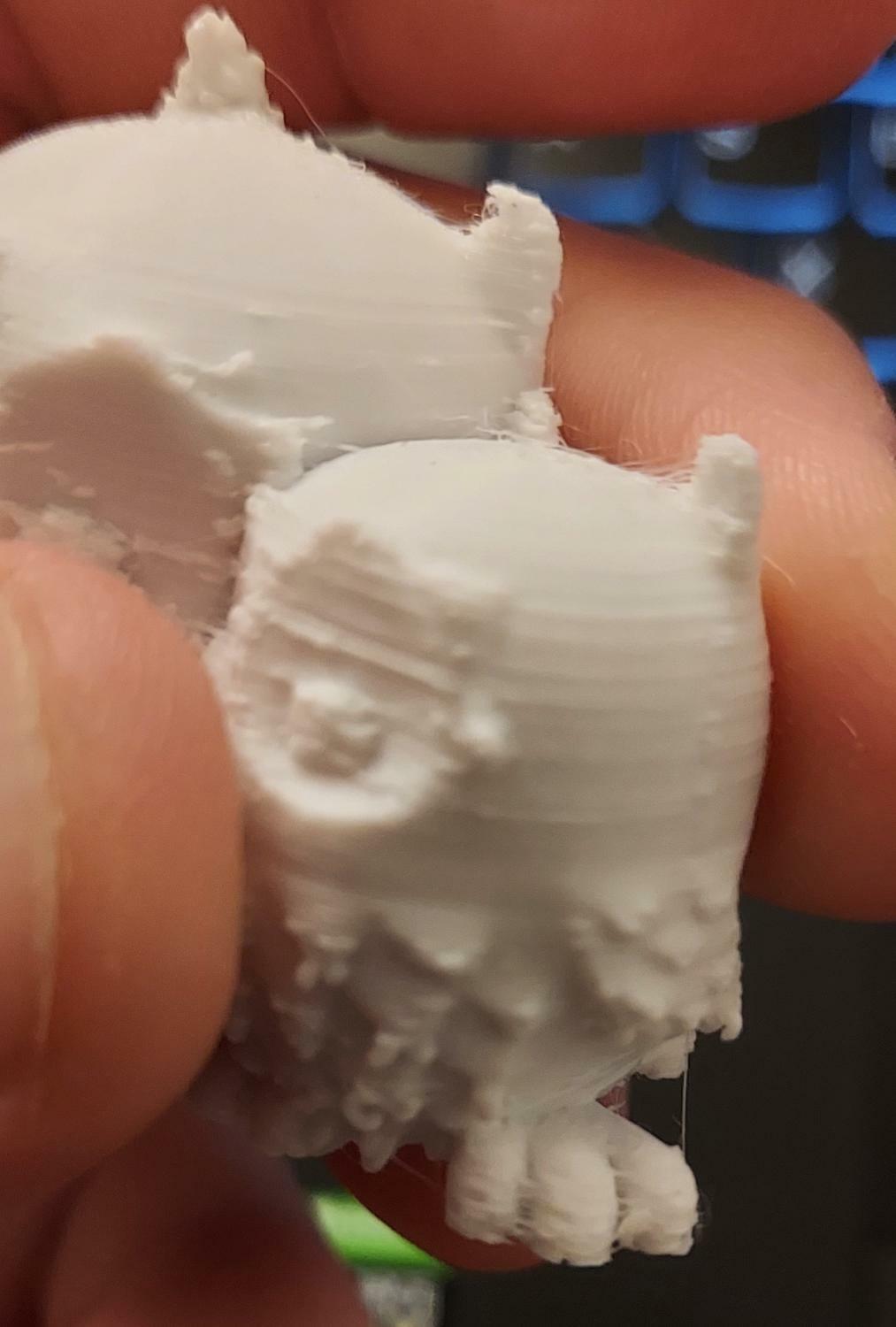
Pensando di aver scoperto la causa lo ristampato senza cinghia ed è paraticmanete uguale tranne per qualche filetto in meno.... cmq in realtà guarda che io non ho toccato niente del firwale o del settaggio di Cura, l unica cosa è stato inserire la cinghia sopra i smorzattori... dal li è partita l apoteosi perché se vedi l altre due stampe in foto, la macchina stampava anche bene e tra l altro il braccio del soldato bianco è lo stesso pla.... mah io rimango che questa sia una stampante maledetta

-
4 ore fa, Otto_969 ha scritto:
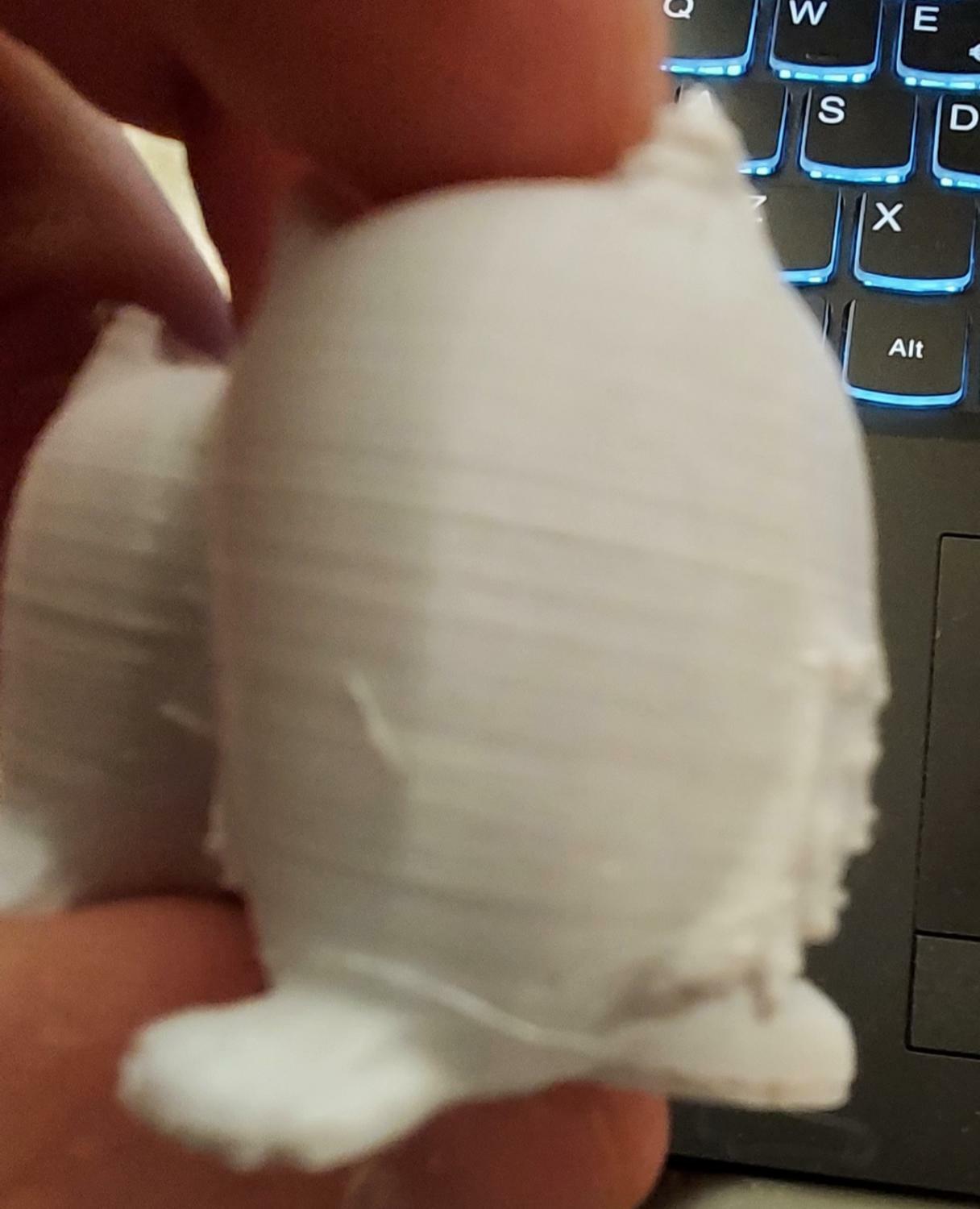
La stampa non è affatto male, avere una parete verticale perfettamente "liscia" è impossibile a causa dello schiacciamento del cordone di materiale, oltretutto il colore bianco enfatizza questo effetto "ondulato". E se si ha una sola parete è pure peggio.
Per me non è neanche wobbling... Riconoscere il Wobble
Forse sei un pò grasso di flow, ma dalle foto non è facile capire, il PETG non è il PLA e devi giocare di più con il Flow e temperature. Io ormai ho imparato a tenere la ventola spenta, ma non è detto che funzioni anche sulla tua macchina. Quì sul sito saranno parecchi a voler avere "problemi" come quelli in foto... 🤣
Ieri non c'avevo 'ncass da fare ed ho cercato di finire il PETG Blu di Amaz (che detesto...) ed è venuto fuori questo: Portapenne_01 - Portapenne_02
Col PETG è molto più difficile, e le ondulazioni si vedranno sempre, se vuoi paretti perfettamente lisce o passi alla resina (cmq anche lì ci sono, ma minuscole), o fai post-produzione e vai di olio di gomito e liscianti vari... 🙄
Niente da fare questo è pla bianco ma può essere la cinghia??
Ovviamente altezza 0.1
Layers
-
1 ora fa, Otto_969 ha scritto:
La stampa non è affatto male, avere una parete verticale perfettamente "liscia" è impossibile a causa dello schiacciamento del cordone di materiale, oltretutto il colore bianco enfatizza questo effetto "ondulato". E se si ha una sola parete è pure peggio.
Per me non è neanche wobbling... Riconoscere il Wobble
Forse sei un pò grasso di flow, ma dalle foto non è facile capire, il PETG non è il PLA e devi giocare di più con il Flow e temperature. Io ormai ho imparato a tenere la ventola spenta, ma non è detto che funzioni anche sulla tua macchina. Quì sul sito saranno parecchi a voler avere "problemi" come quelli in foto... 🤣
Ieri non c'avevo 'ncass da fare ed ho cercato di finire il PETG Blu di Amaz (che detesto...) ed è venuto fuori questo: Portapenne_01 - Portapenne_02
Col PETG è molto più difficile, e le ondulazioni si vedranno sempre, se vuoi paretti perfettamente lisce o passi alla resina (cmq anche lì ci sono, ma minuscole), o fai post-prodnouzione e vai di olio di gomito e liscianti vari... 🙄
capito, questo cmq è Pla, ho pensato di tornare indietro per capire, adesso ho una stampa di due gufetti per vedere come viene sempre in pla, se è tutto ok, riparto con il petg.....
-
Il 10/12/2021 at 13:56, Otto_969 ha scritto:
Io ho le cinghie sopra gli smorzatori e non ho wobbling... IMHO la causa è un'altra, ma senza foto non posso capire.
Allora ho rifatto la cinghia perche non volevo aspettare e ho stampato questo pezzo con altezza 0.2 il risultato è questo, non credo derivi dalla cinghia
-
Il 10/12/2021 at 13:56, Otto_969 ha scritto:
Io ho le cinghie sopra gli smorzatori e non ho wobbling... IMHO la causa è un'altra, ma senza foto non posso capire.
Allora ho ordinato una cinghia per vedere se il problema possa essere il punto di giunzione della cinghia fatta da me, poi faro una prova per capire se il problema continua... grazie tutti per il momento (in teoria mercoledi dovrebbe arrivarmi)
-
7 ore fa, Otto_969 ha scritto:
Io ti consiglio di non fare modifiche meccaniche, a meno che tu non sia sicuro al 1000% che possano risolvere il problema... IMHO lascia la macchina con le pulegge sopra gli smorzatori, al massimo compra i blocchi rigidi, ma si torna al problema iniziale: le lavorazioni cinesi fanno schifo e sicuramente i blocchi saranno non a misura, la vite ci nuoterà dentro, e le viti fisseranno la vite stessa in modo eccentrico rispetto all'asse del motore... Della serie: la cura é peggio del male.
Se ti dà wobbling, puó essere per molti motivi diversi, posta qualche foto dettagliata.
Hai fatto la prova del quadratino da. 1mm?
Allora con le pulegge sopra gli smorzatori mi fa molti wobble senza cinghia migliora notevolmente, ma senza cinghia l z offset cambia sempre perché a fine lavoro il piatto a dx è più basso che a sx percui ( come scivolasse a fine lavoro) boh non lo so... la prova non la ho fatta perché fino a che non riesco ad avere un zoff fisso... non posso essere sicuro di averlo regolato bene
-
Il 8/12/2021 at 17:15, Otto_969 ha scritto:
Prova a reinstallare Cura, possibilmente l'ultima release, ma occhio a non far perdere i profili salvati! Il programma di installazione ti chiederà se salvare i tuoi files o fare una nuova installazione "pulita", ovviamente devi scegliere di salvare i tuoi files. Cmq ho letto di altri utenti con lo stesso problema.
Allora sono un attimo fermo con il discorso PETG perche al momento sto sistemando altre piccole cose, cmq si effetivamente aggiornando lo slicer cura ho risolto il problema dei profili , Grazie mille Otto.... Ora una domanda vedo che la macchina fa molti wobble sulle pareti con la cinghia e le pulegge attcate sulle viti, pensavo e se invece di attacarle alle viti le attacassi all asse dei motori??
-
4 ore fa, Otto_969 ha scritto:
Il senso di quel test lo ha già indicato @Salvogi. Me lo sono "inventato" perché, esattamente come te, avevo problemi di flusso/livellamento ai primissimi layers, che poi mi sballavano tutti i layers sovrastanti.
Nella mia macchina se faccio lo Z-OffSet come fanno tutti (a 0,1mm), mi sballa le stampe perché sono alto.
Invece, facendo questo stupido test da 1min hai la certezza che sia il livellamento iniziale, sia il flusso dei primi strati, siano perfettamente a misura.
TIeni conto che le X5SA hanno un problema congenito con la temp di estrusione, che PID o non PID, é comunque troppo ballerina e se ci aggiungi i problemi di livellamento/flusso, la stampa ti viene uno schifo... Anzi, non viene proprio!
IMHO i primi 3 layers sono fondamentali per la riuscita di una stampa, se l'estrusione parte male, il cordone viene semplicemente "appoggiato" a quello sottostante (come sembra accadere nelle foto da te postate...), e non viene schiacciato.
Prova il test del quadratino da 1mm, e non andare avanti finché i 5 layers non ti vengono perfetti. E la stampa deve essere estremamente salda al piatto, e difficile da staccare. A freddo praticamente non si dovrebbe staccare neanche a martellate.
Fai il test a ventola spenta... 😁
ok, allora intanto ho rinstallato la cinghia senza tenderla troppo cosi ho una base su cui partire con il z offset senno tutte le volte sarebbe stato diverso e provo.... appena ho risultati posto ^^
ha un altra cosa, ho un piccolo problemino con lo sclicer (cura) cioè non mi salva le impostazione del profilo, imposto il flowrate e tutto pero quando vado nella sezione profilo non trovo dove salvarlo e molte volte se passo da un profilo di stampa all altro il flowrate cambia a random
-
15 minuti fa, Otto_969 ha scritto:
Maledetta sicuramente no, un pò sTronxy magari si...
Ora che sono a casa vedo le foto meglio, ed il cordone appare assolutamente non schiacciato, ma adagiato sul precedente. Ricordi? Non è la prima volta che hai questo problema, fai un livellamento "a zero", cioè non lasciare il classico 0,10mm prima di dare il comando di azzeramento, dallo proprio quando il nozzle è a zero. Il pezzo (a fine stampa) è venuto facilmente via, o lo hai dovuto prendere a mazzate?
Poi prova un quadratino alto 1mm con layers tutti da 0,2 e vedi cosa ti vien fuori partendo magari da 230°C, fin quando non raggiungi la precisione di 1mm, devi lavorare prima su questo. Il primo strato deve essere davvero bello schiacciato. Aumenta di flusso fin quando guardando contro luce le maglie scompaiono, fregatene delle percentuali scritte.
Poi io vedrei come sei messo a flusso di stampa, anche quì hai avuto tanti problemi, da alcune foto sembri magrissimo, ma potrebbe essere il nozzle semitappato, non è possibile - almeno per me - capire a distanza. Controlla il nozzle, non si sa mai.
Forse è meglio fare prima qualche prova di stringing con temperature intorno ai 230°, vedi di settare anche le velocità di ritiro e spinta del filamento, io mi sono trovato meglio con velocità basse intorno a 20/25mm per la retrazione, 5mm in più per la spinta. Ma è relativo alla mia macchina, fai delle prove partendo da questi valori. Stampa piano, intorno ai 40, max 50mm, spostamenti al max possibile.
Quando cominci a capirci qualcosa, prova una torre delle Temps, anche se per me è tempo perso (opinione del tutto personale) e posta qualche foto definita.
Allora il pezzo è bello saldo però con la spatola lo toglie senza problemi, però non ho capito cosa fare, i pezzi mi vengono giusti di misura, non ho capito perché fare un pezzo alto 1mm?? Anche livellamento a 0 cosa intendi regolare il piano tramite la sonda tutto a zero??
-
Allora ragazzi sinceramente mi sono un po perso 😅
Allora Otto, si è appurato che questa tronxy abbia sia un po problematiche e che sia anche maledetta .
Cmq ora ho montato lo stesso hot end della tronxy Pro che hai tu e con il PLA qualche soddisfazione me la sono tolta, ora voglio un attimo capire, che faccio, riprovo a fare la temp tower aumentando la retrazione a 8mm e impostando la ventola materiale al 30%? cosa consigliate?
-
19 ore fa, Truck64 ha scritto:
E' vero ma non puoi prendertea troppo con @john
Allora intanto ringrazio tutti per l interesse e spero di rispondere a tutti, allora io sto usando petg della sunlu/enotepad mi sono fermato all wall test e uso la retrazione 5mm 35 mm/sec... sta mattina ho rifatto il wall test con la ventola all 100% ( non avevo tempo di ridurla) e ho tagliato la famosa cinghia. Amesso che è successo qualcosa ha dislocato la temp tower... cmq a me non sembra da I primi starti che il wooble sia migliorato.. ..

Cmq più tardi la farò ripartire con la ventola al 30% e vediamo se cambia
-
13 ore fa, Truck64 ha scritto:
E' vero ma non puoi prendertea troppo con @john visto che anche sul sito Tronxy la vendono da montare così. E non è nemmeno la prima che si vede in questo Forum....
Cmq no no non la vendono da montare così quello è un uograde fatto dagli utenti
-
Buona sera a tutti, oggi ho ho trovato in offerta su banggod la macchina e la ho presa in settimana dovrebbe arrivarmi, volevo sapere prima che mi arrivi, se avevate consigli e che sclicer utilizzare??
grazie a tutti
-
1 ora fa, Salvogi ha scritto:
A parte il tendicinghia inesistente. La cinghia messa così è una cosa drammatica perchè tende a piegare le barre trapezie.
1 ora fa, Truck64 ha scritto:E' vero ma non puoi prendertea troppo con @john visto che anche sul sito Tronxy la vendono da montare così. E non è nemmeno la prima che si vede in questo Forum....
3 ore fa, Killrob ha scritto:Ma la cinghia fra i 2 motori di Z l'hai messa senza un tendicinghia?
no vabbè ma ragazzi immaginavo che quello potesse essere un problema, infatti stavo gia pensando di modificare il sistema inserendo il tendi cinghia, quella tra l altro non è neanche una cinghia, la ho fatta io saldando un rotolo di cinghia che avevo per vedere se continuava a perdermi lo zoff set... il mio dilemma che non capisco che sembra che la macchina faccia fatica ad estrudere il materiale( infatti anche quando parte, parte male pero anche da ferma appena si scalda hot end questo viene fuori
-
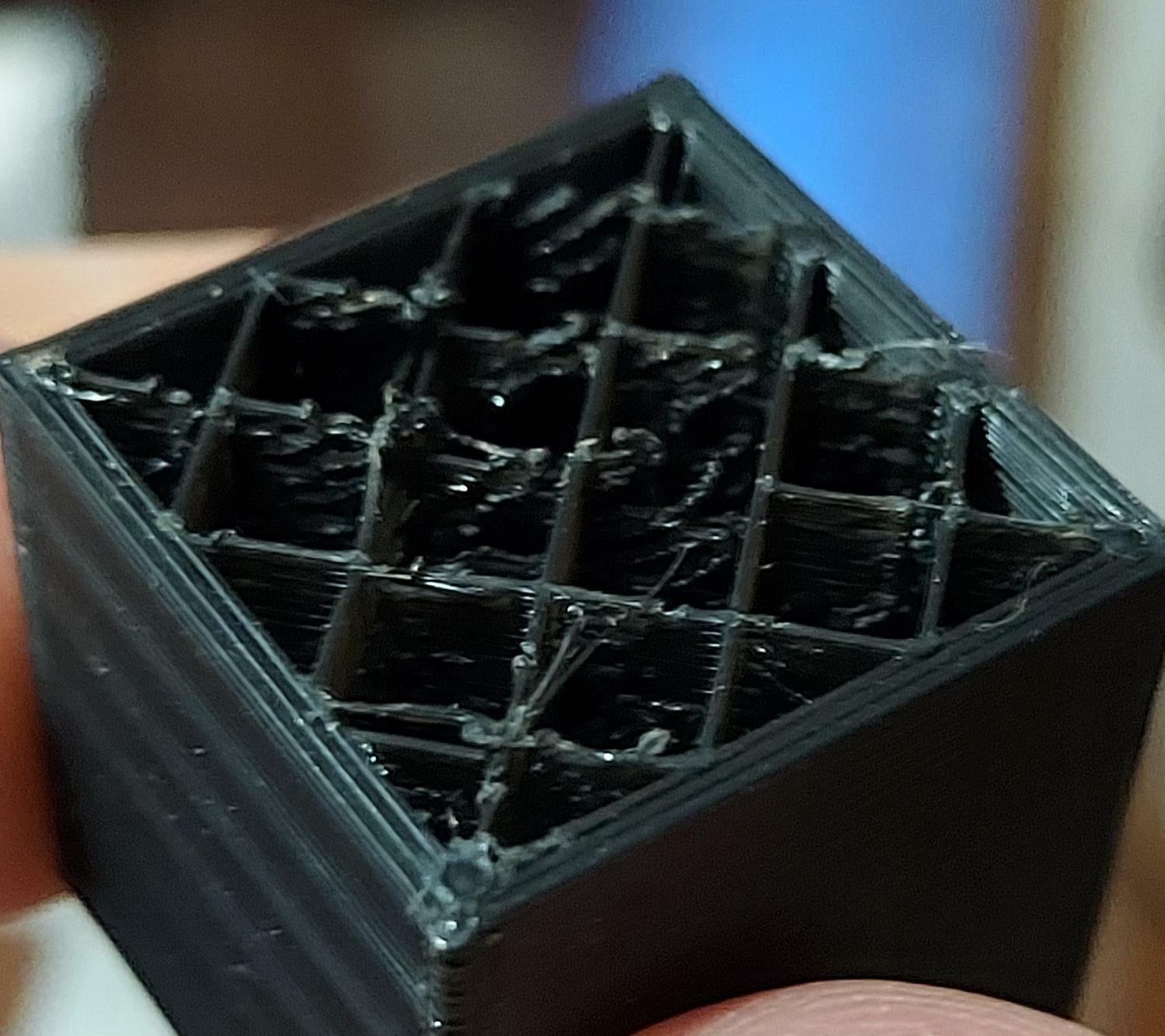
13 ore fa, Salvogi ha scritto:
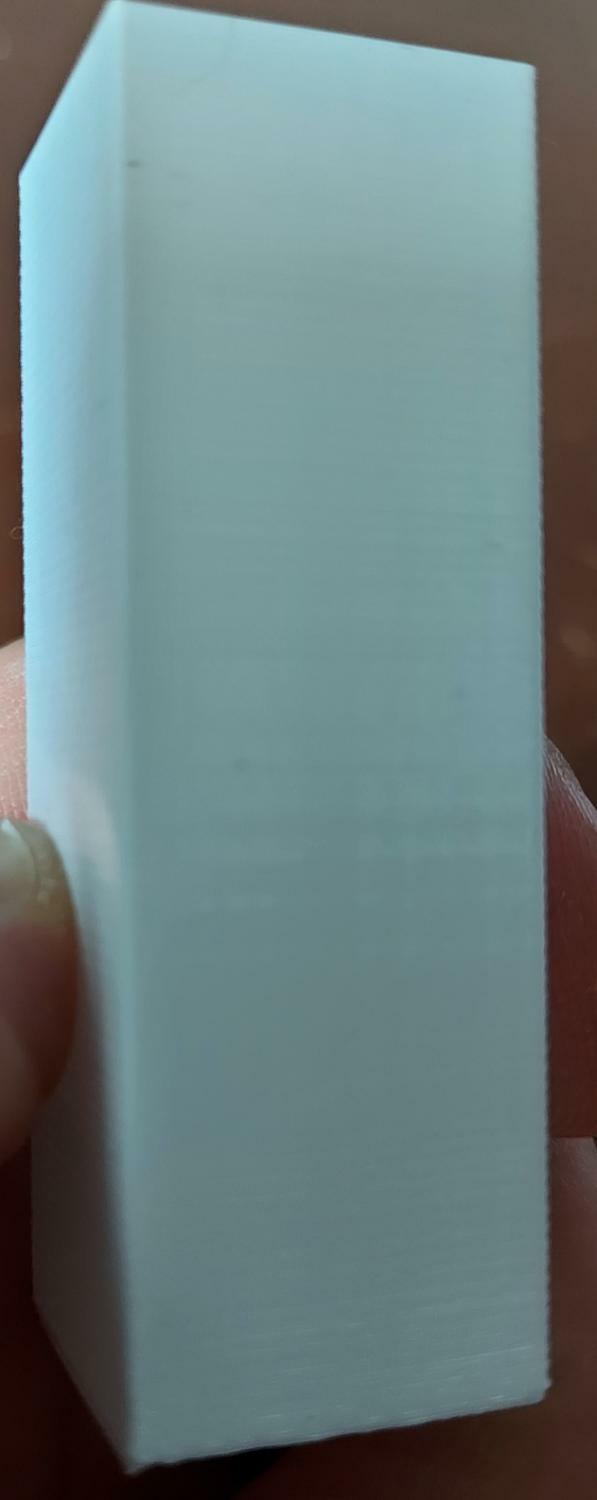
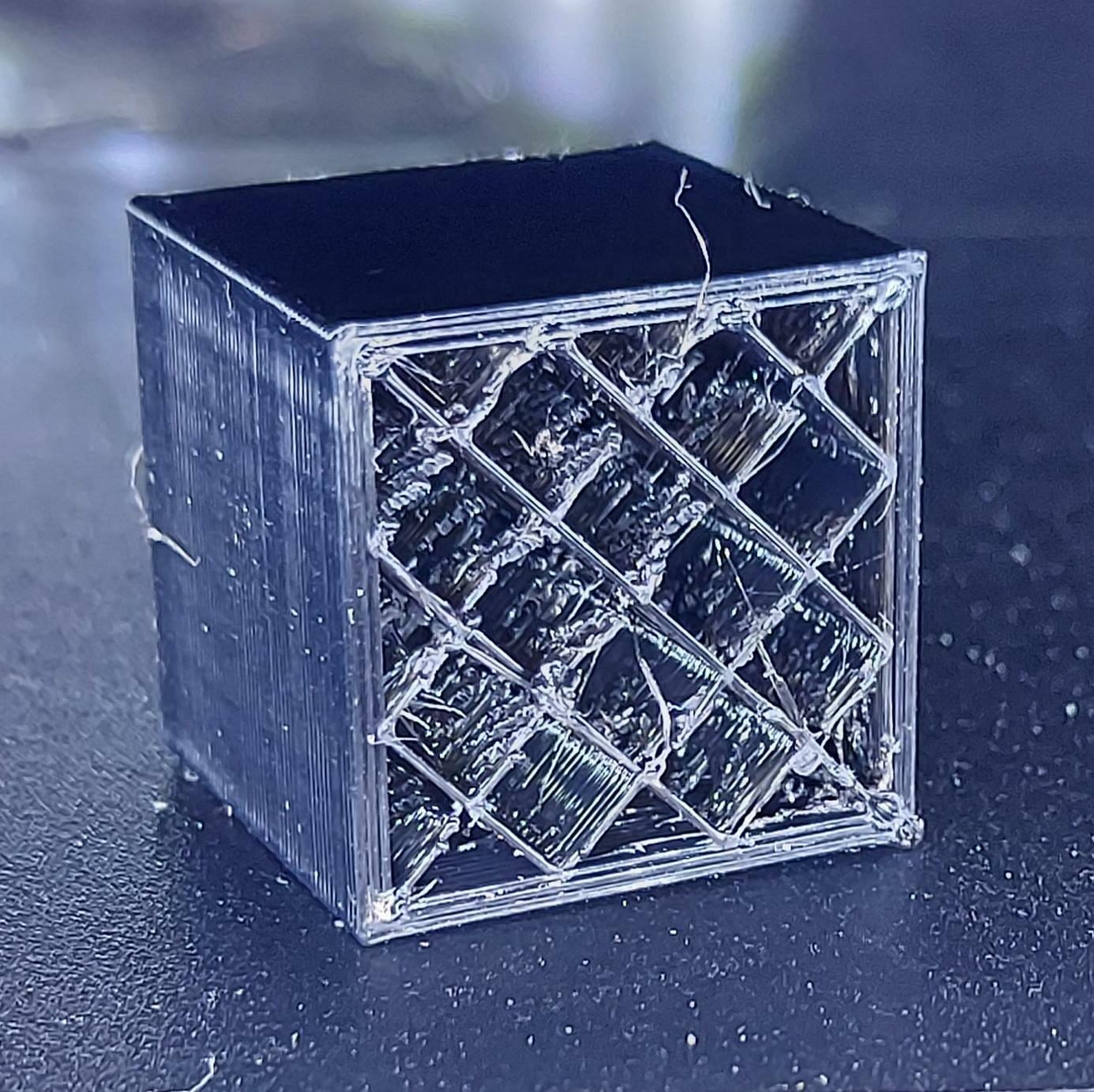
Nel cubo vedo i seguenti difetti.
- Sottoestrusione perchè sono visibili chiaramente i 3 perimetri. Prima di continuare dovresti ricalibrare i passi dell'estrusore. Ok, hai fatto il thin wall test, ma fai un segno sul filamento a 15cm dallo spingifilo (esatti misurati con il righello) ed estrudi 10cm, ed infine misura quanto filamento effettivamente è stato estruso. Se l'estrusore estrude molto meno di 10cm, ad esempio 8cm, c'è qualcosa che non va. Meglio fare quadrare più la lunghezza di estrusione che il thin wall test.
- Riempimento pasticciato, non è un grosso problema perchè alla fine si tratta del riempimento e potrebbe dipendere dalla sottoestrusione.
- Wobble, in pratica sono onde sulle pareti verticali e ciò dipende se le barre con filettatura trapezie sono storte, o se gli stepper dell'asse Z hanno problemi meccanici o se c'è troppo attrito sull'asse Z.
Il PETG andrebbe stampato con nozzle a 240°C, piatto a 70°C e ventola spenta. Al limite la ventola si dovrebbe utilizzare solo sul bridging. Comunque, se spegni o riduci la ventola il riempimento ti dovrebbe peggiorare.
La prima stampa è venuta orrenda ed onestamente non ho idea cosa dirti.
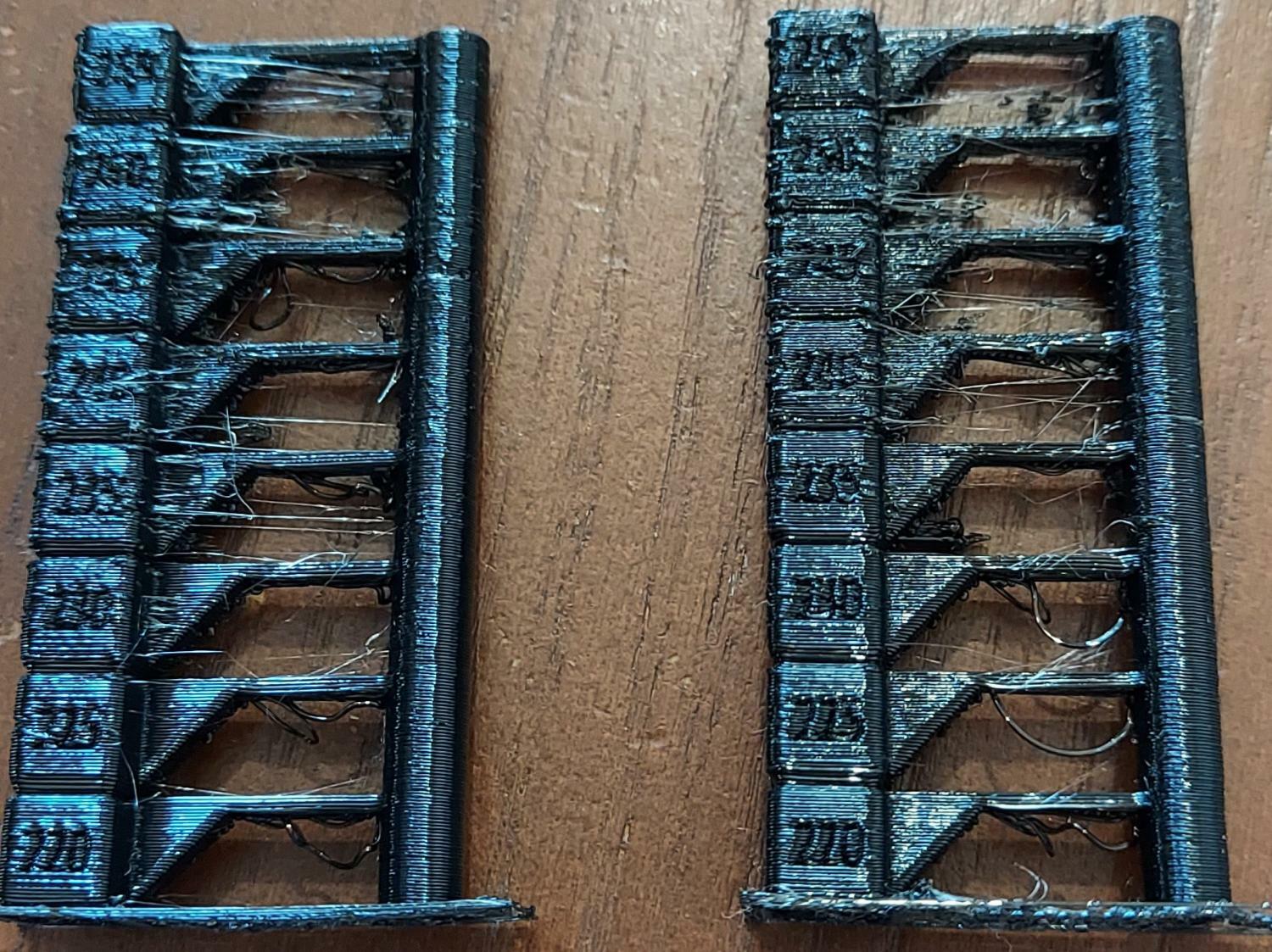
14 ore fa, Killrob ha scritto:abbassa ancora la ventola materiale, portala al 30%
Allora prima che leggessi i vostri messaggi ho rifatto la temp tower quella a sx con la ventola materiale e ventola materiale al 50% quella a destra all entrambe al 100"%.. io ho misurato sia lo spessore dell singolo wall che di tutti e tre e lo spessore è giusto anche del fondo... percui trovo strano che sia sottoestruso. Il wobble potrebbe dipendere dalla cinghia che ho messo tra i due motori in maniera che si muovino all unisono( probabilmente troppo stretta), ma quello che mi interessa ora è capire se riesco a lavorare con il petg bene..
-
 1
1
-
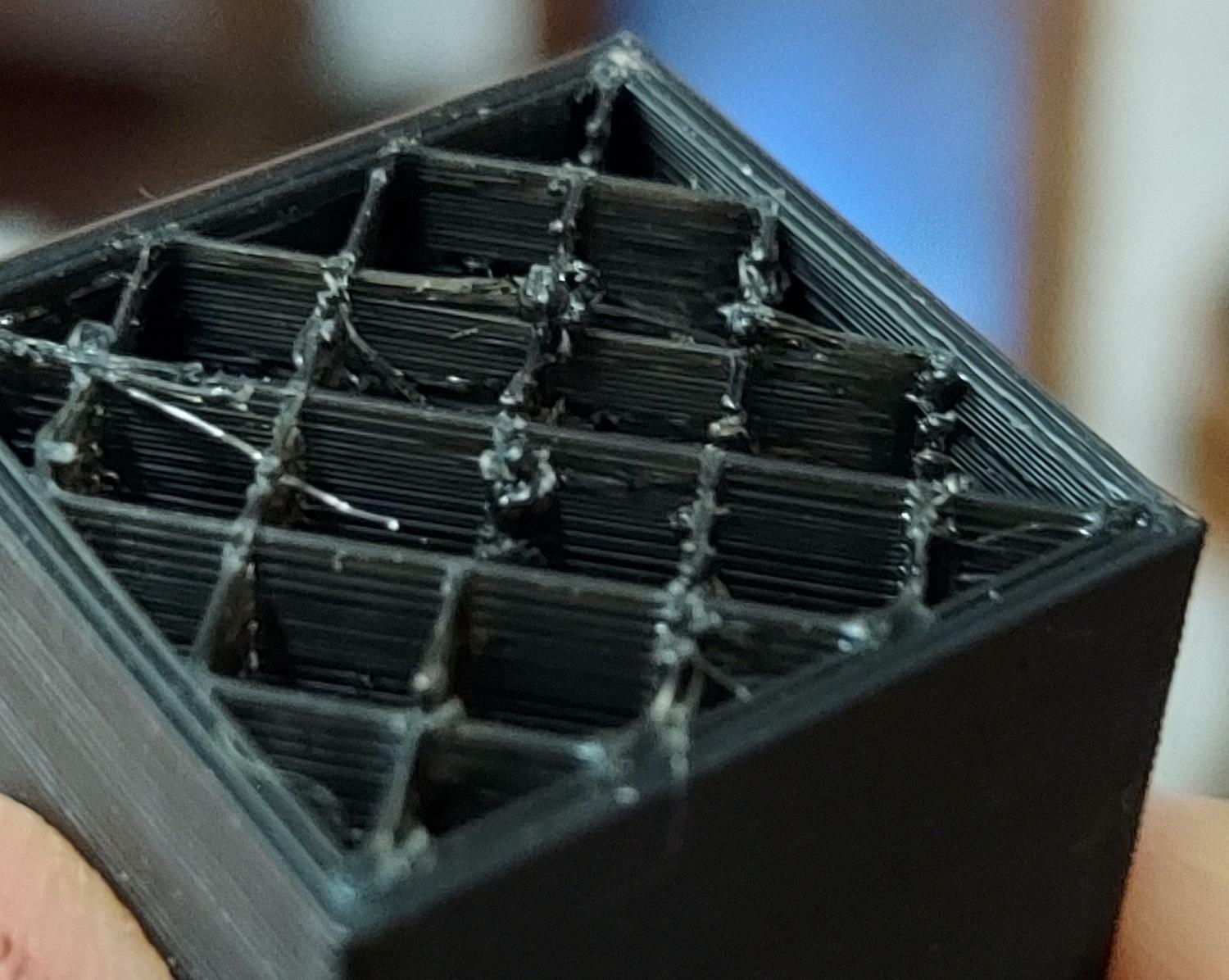
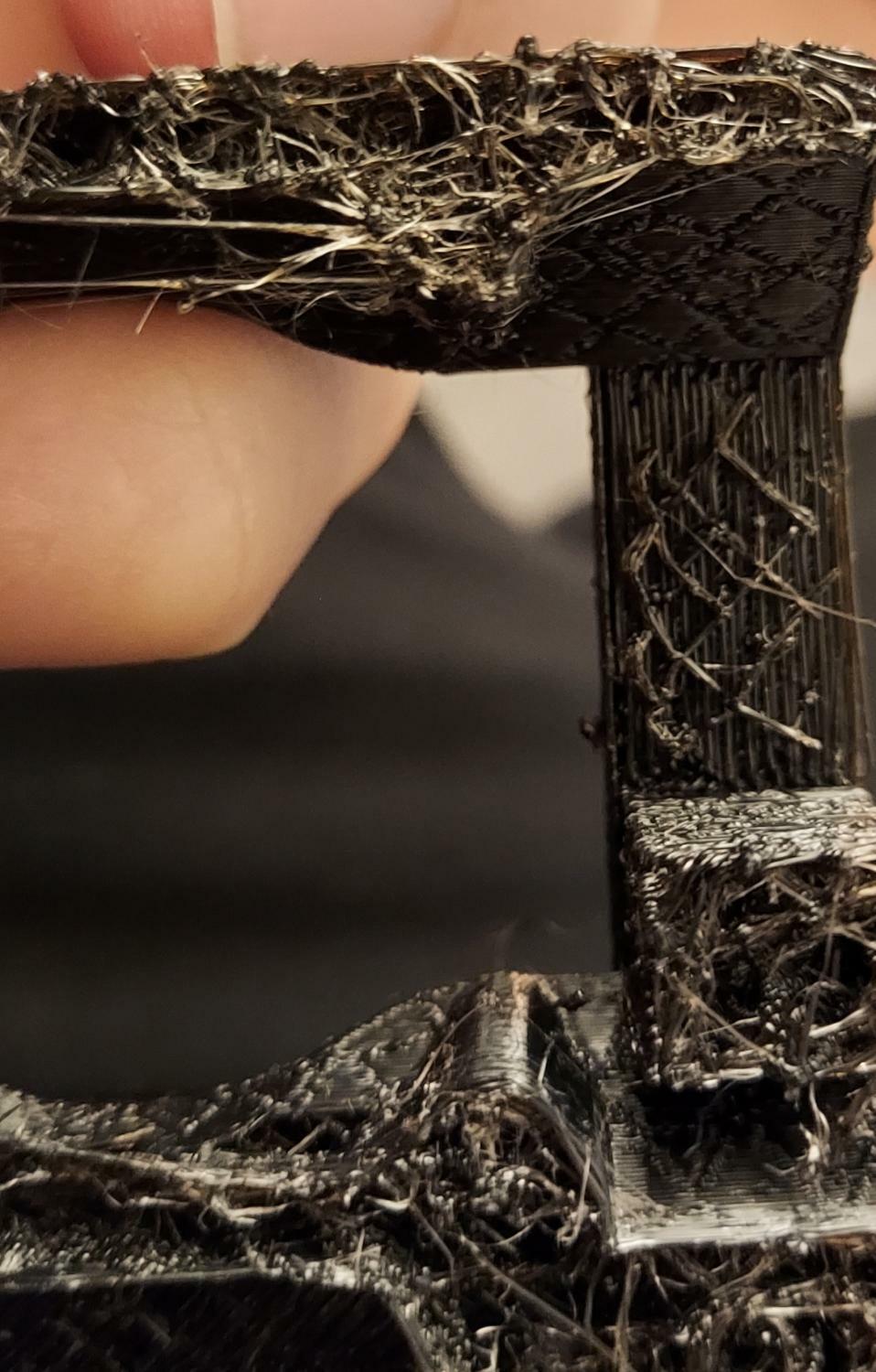
Allora spero si veda dalla foto.... praticamente per qualche motivo il riempimento non lo fa bene, la cosa strana che cè un leggera differenza da un passaggio all altro....
-
33 minuti fa, FoNzY ha scritto:
il petg vuole bassa ventilazione, prova ventola al 40-60%
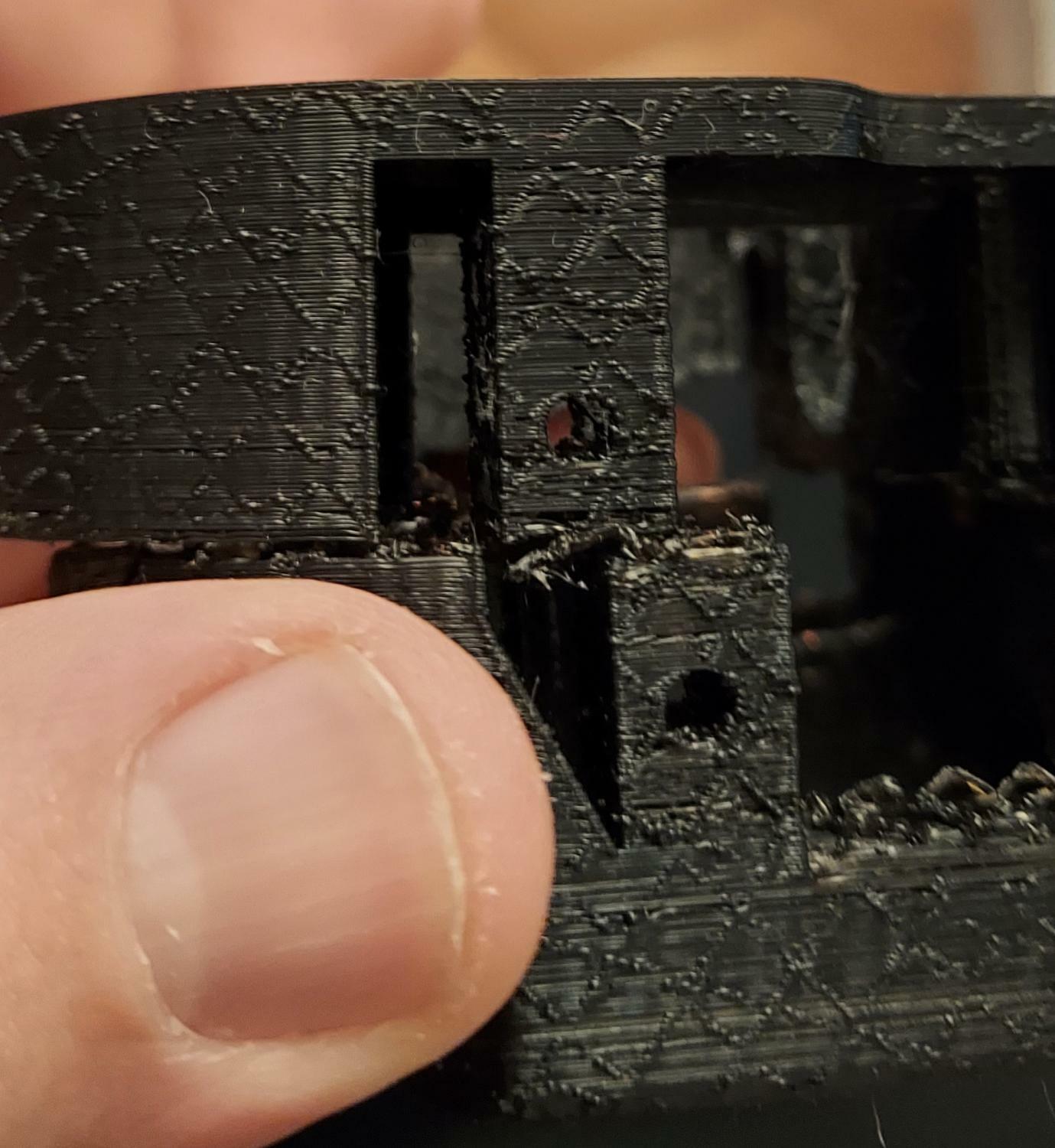
adesso ho provato a fare un cubetto 3 strati inferiori, 20% riempimento, ventola al 60% e senza il top cosi vedo dentro come viene
-
ventola materiale e ventola hot block all 100% e la ventola materiale spara aria verso il materiale
-
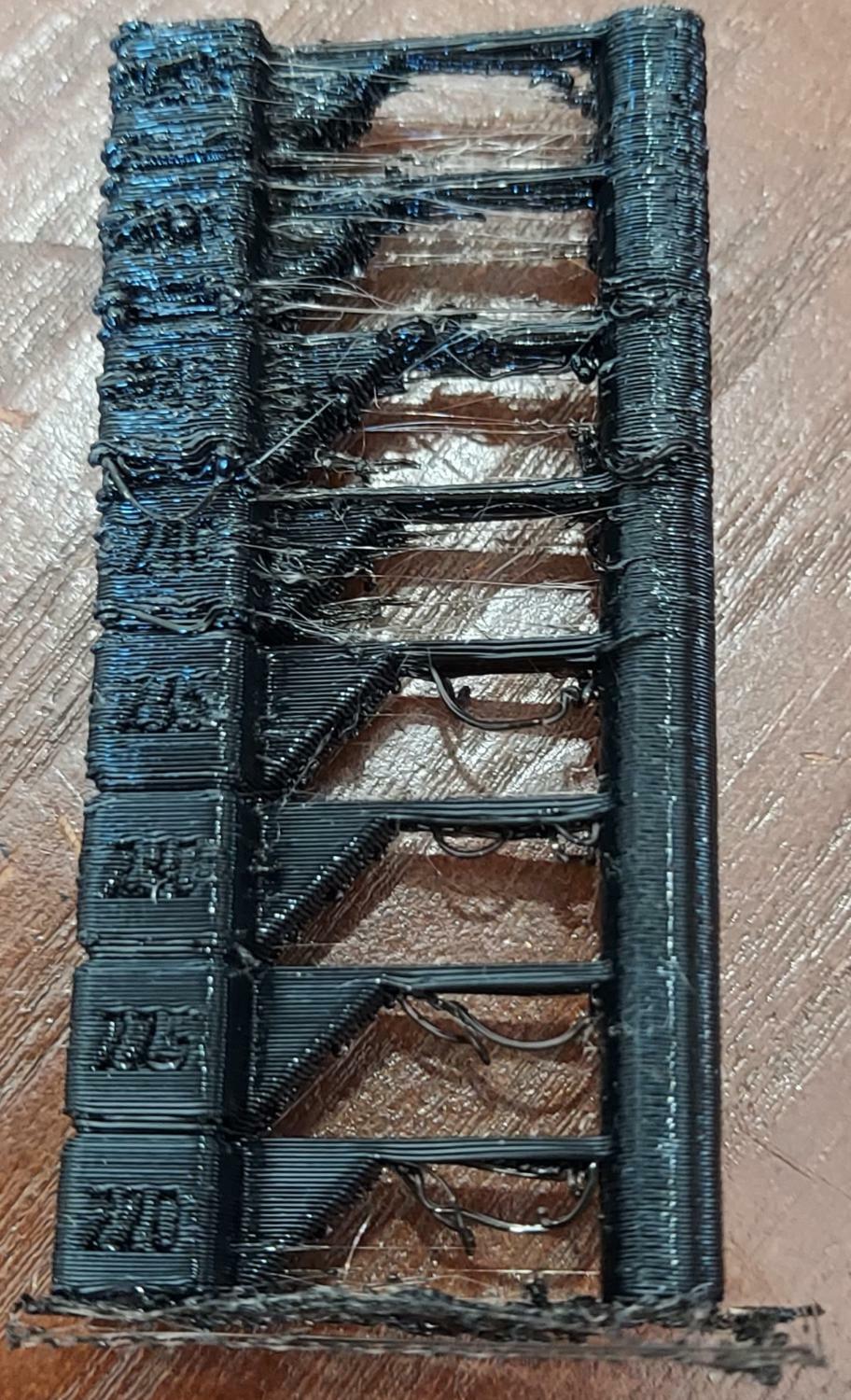
Allora visto che non ho grosse stampe da fare mi sto cimentando su provare nuovi materiali, ora mi trovo con il petg fatto kl temp test risultato 225c, risultava un buona scelta regolato il wall test tutto preciso e parto stampare risultato una M..... il riempimento impostato al 30% è un groviglio, la stampa ha una trama esterna che non dovrebbe avere eppure il pezzo ha 3 pareti, ed ad un certo punto deve essersi bloccata e ripartito...?? Idee‽? è la maledizione della Tronxy
-
15 ore fa, hiroshi976 ha scritto:
Questo diciamo che non è esattamente una prova. Spesso sia i codici, che il marchio, hanno un riferimento interno, specifico legato al venditore. Su questo ne sono certo, perchè capita anche con altri prodotti (di altro settore) che conosco bene. Questo invece nella descrizione descrive proprio il tubo come **Tubo X Capricorn originale serie XS** e aggiunge anche **La serie Capricorn PTFE XS è progettata per resistere alle più alte temperature sul mercato, perfetta per la stampa di filamenti esotici come ABS, nylon e policarbonato**. Poi parecchie recensioni sono positive, molte.
Su altre inserzioni invece non vedo evidenziato sempre *capricorn* e in qualche vendita è anche storpiato, tipo *caprendcom* ecc. Qui invece sulle speicifiche prodotto, diverse da quelle per categoria prodotto, è proprio riportato Capricorn tube. Insomma a me sembrava quello più serio, mixando recensioni e descrizione.
@john tu hai avuto modo di misurarlo? se non erro internamente dovrebbe essere 1.90~1.95mm. E se hai trovato la sezione interna del canale uniforme e ben centrata.
Guarda adesso non ricordo ( ora non posso controllare perché ho la macchina in stampa) però ricordo di aver controllato le misure indicate ed erano precise sopratutto vedevo che il filamento a differenza dell altro originale, scorreva al suo interno preciso e senza giochi... percui nel mio caso mi ha risolto qualche problema che avevo... rispondendo anche a fonzy si ci sono due adesivi ( se non ricordo male) ...
-
39 minuti fa, hiroshi976 ha scritto:
Un saluto ragazzi. Volevo prendere un tubo capricorn per la mia Ender 3 v2, ne ho preso uno su Amazon, mi arriverà lunedì, ma ho il sospetto che sia un fake. Visto il diverso confezionamento, rispetto alla foto presente sul sito capricorn.
Che mi dite?
https://www.amazon.it/Mefine-Capricorn-PTFE-1-m/dp/B08BR2KHG4
Grazie
io ho comprato lo stesso tramite amazon , non so se sia originale o meno pero va bene..
-
 1
1
-
-
1 ora fa, gregorio56sm ha scritto:
L'unico trucco è olio di gomito e tele di varia grana, limette, raschietti e congeneri
ehehh cavolo vedendo qualche tutorial in internet credevo si riuscisse ad avere un finitura tipo pla... non pensavo fosse cosi, in ogni caso un materiale interessante da usare...
-
1
-













{kind=link}
{kind=link}
È turno del Petg
in Tronxy
Inviato
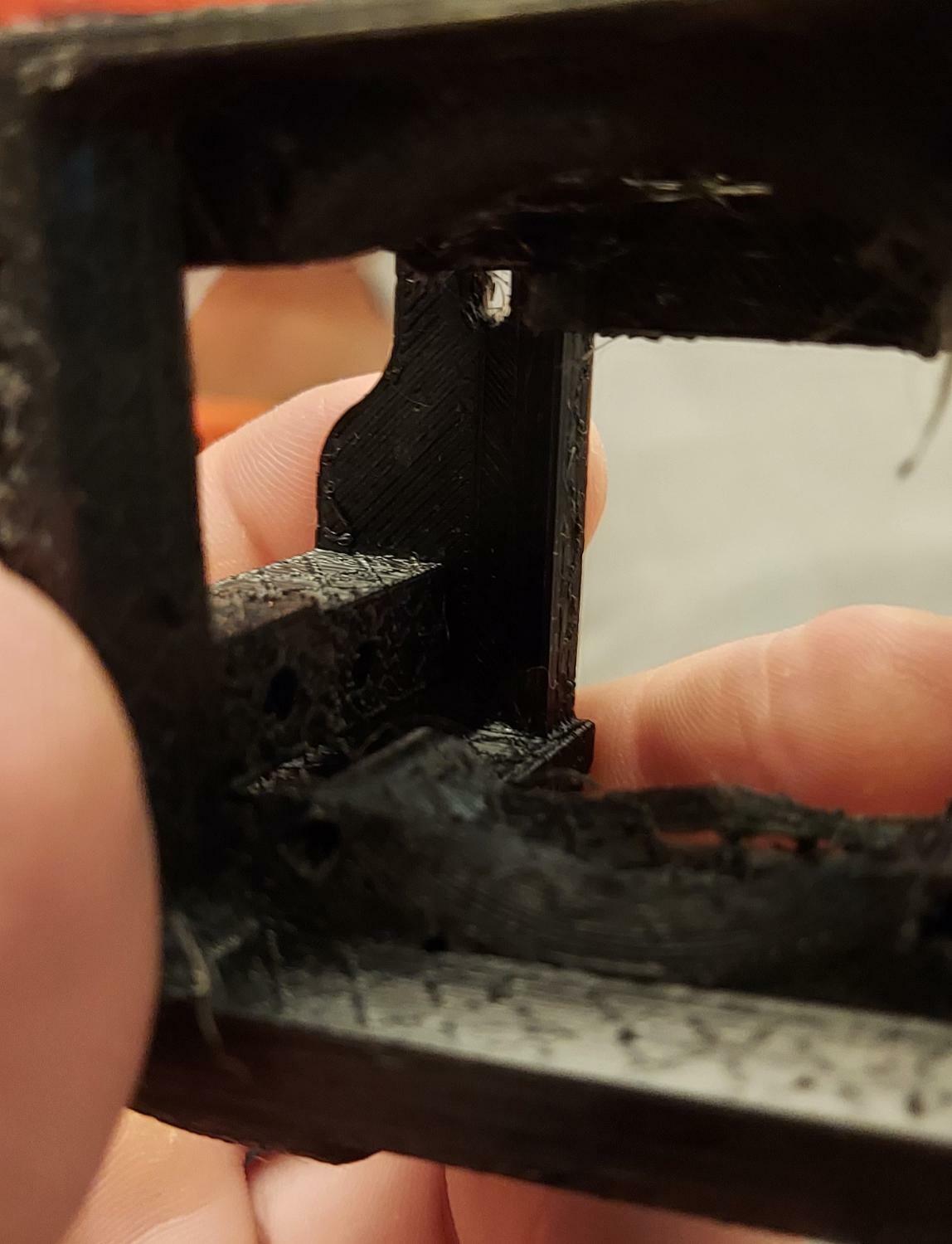
Adesso ho rifatto il cubetto regolando il flow rate effettivamente il wall era leggermente grasso lo spessore era 4.3... però facendo il cubetto vedo sempre i layer e delle linee precise sul perimetro... che trovo stano... che si siano storte le viti le viti?!? Potrebbe derivare dall piatto in plastica usurato??