

john
-
Numero contenuti
353 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da john
-
-
Il 18/12/2021 at 00:20, Killrob ha scritto:
diminuendo la temperatura di 5° e variando distanza e velocità di retrazione.
però una alla volta, mantieni fissa la distanza e cambi la velocità, quando hai trovato una velocità accettabile mantieni fissa quella e cambi la distanza, fino a quando i filetti non spariscono quasi del tutto
Grazie mille Killrib, cmq alla fine mi è bastato aumentare la retrazione a 3.2mm e filetti sono spariti completamente ho anche abbassato la velocita di movimento perche mi sembra che anche le torrette essendo fine non venissero bene...
-
1 ora fa, gregorio56sm ha scritto:
Non ho la tua macchina, però una volta pulite le corna ( 😂 ) fa la sua bella figura
Ehh lo so infatti sono contento della macchina, però vorrei capire se si può migliorare ho anche fatto il retraction test con la stessa configurazione e vorrei capire xome migliorare

-
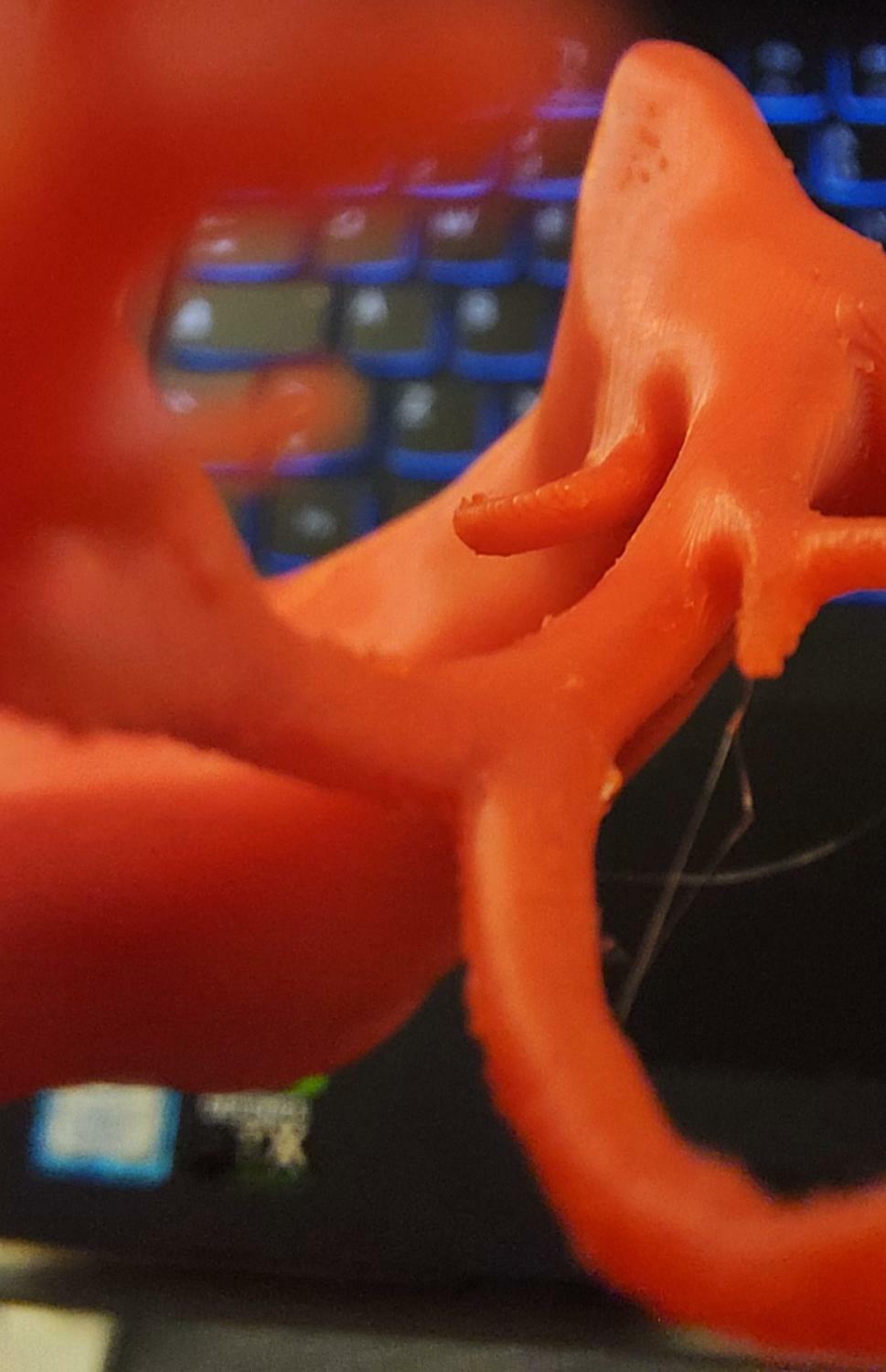
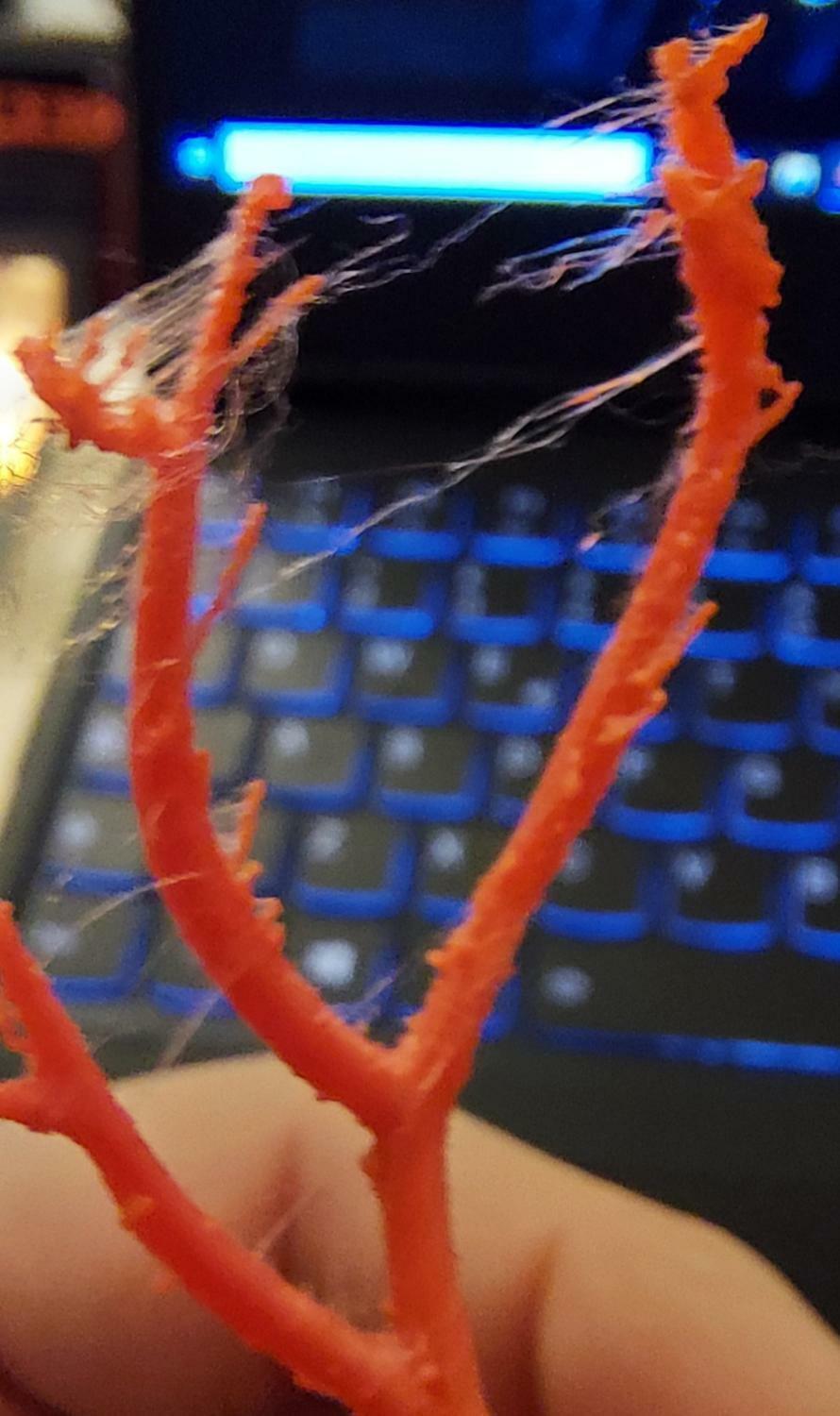
Allora so che è una stampa difficile, ed è la prima stampa che faccio con delle parti così fini come i corni, ma vorrei sapere per chi ha questa macchina/o che abbia qualche suggerimento... questa la ho stampata con pla evolex, a 200c altezza layer 0.1 velocità 35 mm/sec e retrazione 2.5mm velocità retrazione 25 mm/sec e velocità di innesco 35 mm/sec ventola al 100%
-
AHah ok, guarda io ho una tronxy che mi fa dannare anche l anima da poco ho preso l artilery X1 e diciamo che per le prime stampe/prove sono contento ^^
-
Ciao guarda io non ce la ho, pero quando ho acquistato le mie stampanti e quando muovevo i primi passi seguivo sempre questi due canali che la hanno recensita,
non so se li hai gia visti o possa aiutarti ma mi sono sembrati molti precisi e sinceri nelle altre recensioni..
-
 1
1
-
-
7 ore fa, Otto_969 ha scritto:
Come spesso faccio notare, io ho solo la X5SA-Pro e purtroppo é anche l'unica macchina che abbia visto in vita mia... 🙄😔😱
Quindi non sono la persona piú adatta a parlare della Artillery X1, sorry...
L'unica cosa che posso affermare é che tutte le stampanti sono simili per funzionamento e quindi anche i difetti si somigliano e IMHO anche lí hai problemi di ritrazione e forse temperature. Se il materiale ė PLA, allora quasi sicuramente é oozing di quelli brutti.
Quindi la cura é sempre la stessa: cercare di ridurre la temp di estrusione il piú possibile (senza compromettere la stampa...), usare bene il Coasting e retrazione sfruttando le qualità di entrambi.
Ho scoperto una "cura" davvero bizzarra per lo scaccolamento: lucidare a specchio il nozzle, e poi applicare un velo di grasso per alte temperature!
Incredibile, ma il materiale (per adesso l'ho provato solo col PETG) scivola via dal nozzle e scaccola molto meno... 😁
grazie mille di tutti i consigli.... adesso vedro con calma di capire intanto cosa ha la tronxy per quanto riguarda la retrazione.. perche cosa strana ma i cerchi ora sono perfetti ha un centesimo di differenza (ma a me va benissimo cosi) e l altra avevo gia aperto un post su artilery sempre in questo forum, e vediamo se qualcuno che la ha mi puo dare una mano ^^
-
1 ora fa, Otto_969 ha scritto:
Non piace neanche a me, però in modalità "simple" é estremamente "basico" ed aiuta a capire meglio il comportamento della stampante. Fai un paio di torri con PrusaSlicer, toccando meno cose possibili.
Cambia o pulisci per bene quel nozzle, magari con la tecnica "a freddo", perché problemi del genere non ci fanno capire nulla... Oltretutto IMHO 190° per il PLA sono un pó pochini, io non lo stampo da una vita, ma mi ricordo che stavo sui 200°.
Ricorda che il PLA vuole la ventola sempre al 100%!
Si si infatti la ho sempre a 100% la ventola cmq proverò a pulirlo intanto.... ascolta che ti domando visto che sei molto disponibile io ho preso una artilery x1, secondo da cosa può dispendere questi blob??
Ovviamente è la prima volta che la provo su parti fini, e gliele ho viste fare solo su questo pezzo
-
31 minuti fa, Otto_969 ha scritto:
Ma sei sicuro che il nozzle sia ok? se ne hai un'altro, cambialo e ricomincia con le 2 torrette e posta le foto. Sta cosa è strana...
Per lo schiacciamento del cerchio non saprei ma controlla che le cinghie ai lati della macchina siano TUTTE E SEMPRE perfettamente parallele alla barra in alu sottostante. Se non lo sono, sposta il motore (a dx, o sx) in modo che le cinghie siano parallele.
Posta una copia delle impostazioni interne, ricordi come fare, vero?
Prova a scaricare PrusaSlicer e fai una stampa semplice usando l'opzione "Simple" lasciando fare allo slicer quanto più possibile...
ehh l altro nozzle lo ho cambiato perche aveva questo tipo di problema, cmq questo è lo stesso nuovo montato sulla tua, cmq c'è lo ho prusa silcer ma non mi trovo, troppo incasinato, volevo provarlo sulla stampante nuova che ho preso ma non fa per me ^^
-
2 ore fa, Killrob ha scritto:
Dalle foto non riesco a valutare la resa della temperatura
Ok 👌 grazie
-
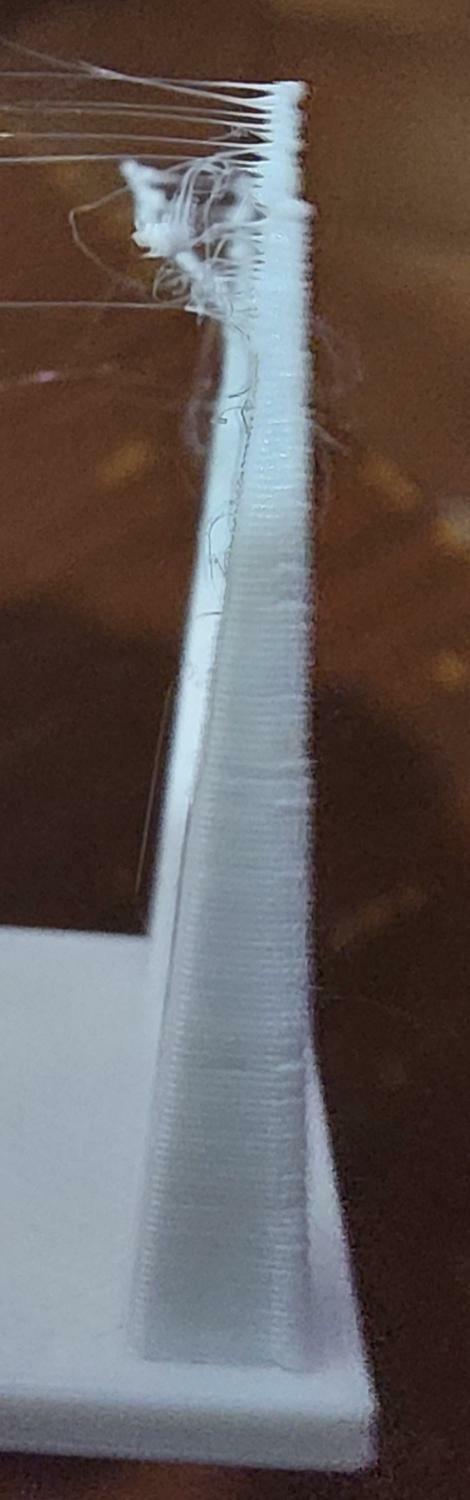
Ecco quello con retrazione 8mm ma si è incasinata...
-
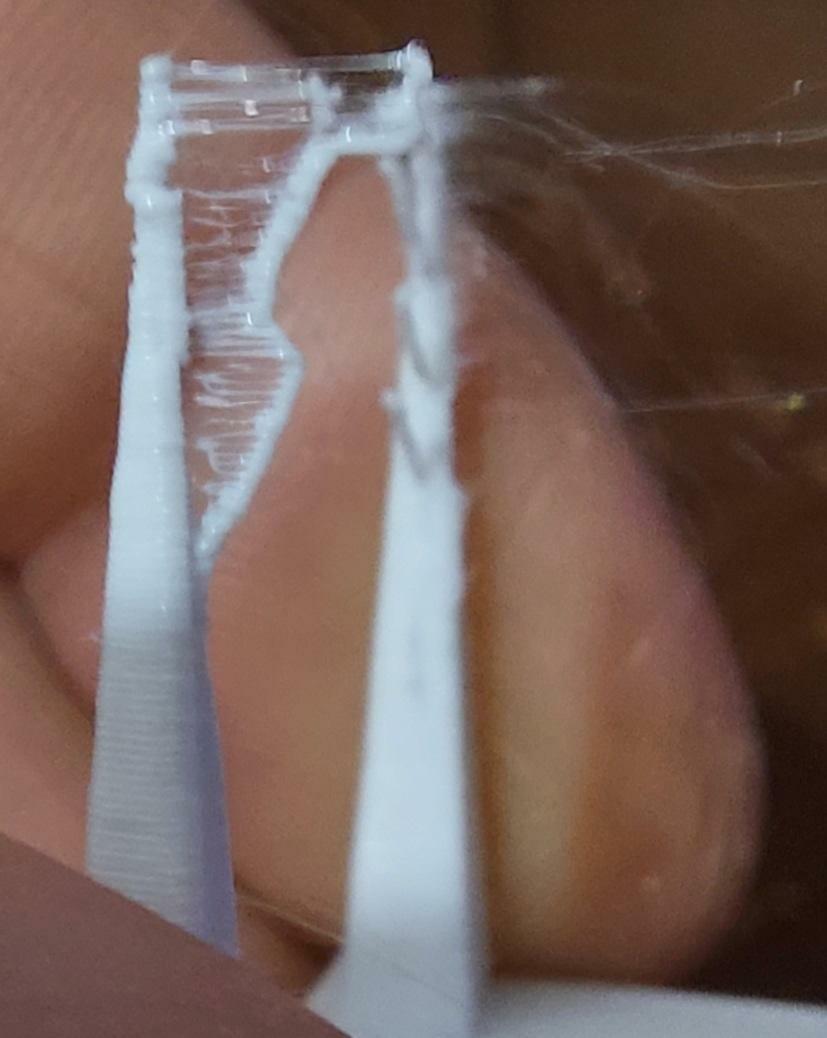
4 ore fa, Otto_969 ha scritto:
É come pensavo: la retrazione é completamente sballata.
Devi provare e riprovare le torrette di retrazione fin quando non arrivi ad un risultato soddisfacente, hai detto che quello bianco é PLA, quindi la torre é proprio venuta male...
Prova 4mm di lunghezza retrazione, ma con velocità di 25mm per la retrazione, e 30 per la re-spinta del filamento (forse devi abilitarla dalle impostazioni). Velocità stampa 30/35 su tutto. Combing, Coasting etc etc, tutti disattivati...
Appena finita la torre con i dati sopra elencati, provane un'altra cambiando solo la retrazione a 8mm di lunghezza e posta una foto con le due torri affiancate.
Questo è quello fatto con la retrazione a 4mm e tutte impostazioni che mi hai detto tu
-
4 ore fa, Otto_969 ha scritto:
É come pensavo: la retrazione é completamente sballata.
Devi provare e riprovare le torrette di retrazione fin quando non arrivi ad un risultato soddisfacente, hai detto che quello bianco é PLA, quindi la torre é proprio venuta male...
Prova 4mm di lunghezza retrazione, ma con velocità di 25mm per la retrazione, e 30 per la re-spinta del filamento (forse devi abilitarla dalle impostazioni). Velocità stampa 30/35 su tutto. Combing, Coasting etc etc, tutti disattivati...
Appena finita la torre con i dati sopra elencati, provane un'altra cambiando solo la retrazione a 8mm di lunghezza e posta una foto con le due torri affiancate.
ok dubito che a 4 mm avremmo qualcosa di positivo perche rileggendo i vecchi post avevamo trovato un compromesso a 6.25... cmq ora le lancio entrambe e poi ti faccio sapere.... 😅😄
-
12 ore fa, Killrob ha scritto:
il retraciotn test lo devi fare a diverse velocità e distanze per valutalro bene, ma comunque non c'è male 😉
si questo era un pezzo 20x20... secondo te potrebbe giovare abbassare di 5c la temperatura nozzle'? cmq sono impressionato questa macchina è gia pronto all uso all arrivo ^^
-
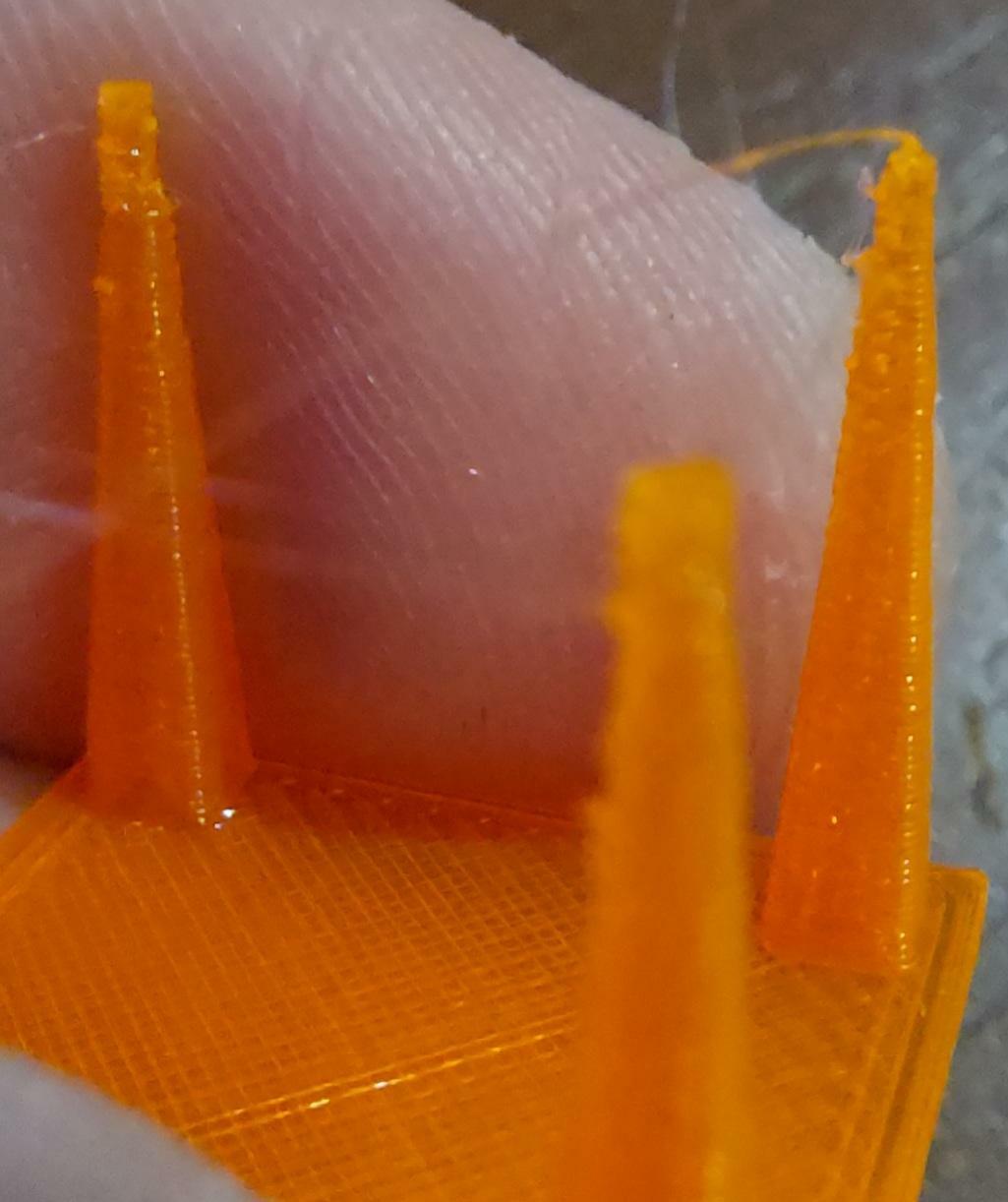
E questo è il retraction test, pensavo adesso peggio ^^ , 6.25 retrazione velocità retrazione 35mm/s velocità da lavoro 35mm/sec temp 190 piano 60c
-
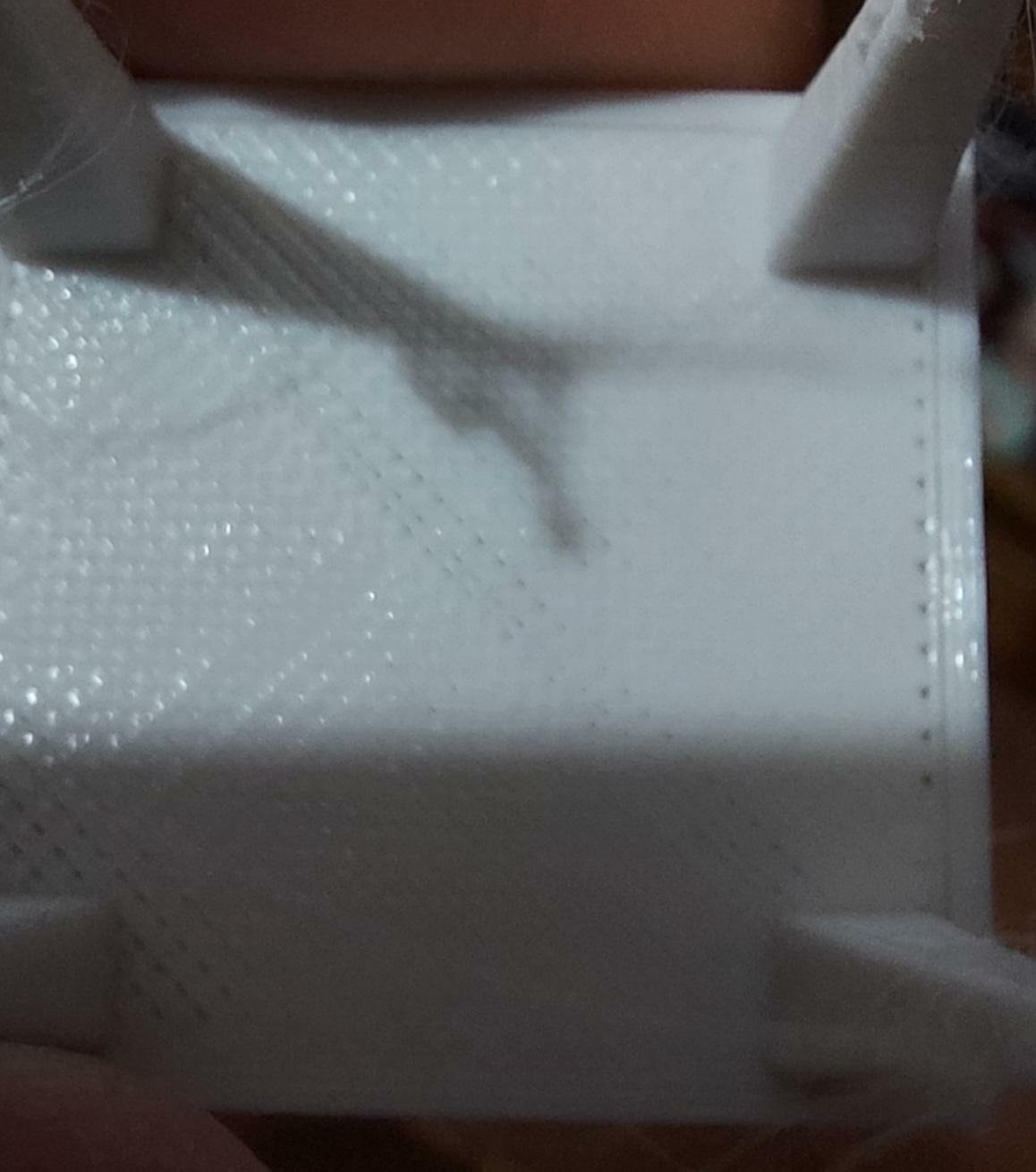
Cè qualcosa di strano.. ha uno schiacciamento su un punto, eppure ho ritirato le cinghie il carrello è preciso parallelo alla sbarra della macchina, le routine regolate che solo con leggera pressione possano scivolare, anche perché se le stringo di più fanno i salti. Boh
-
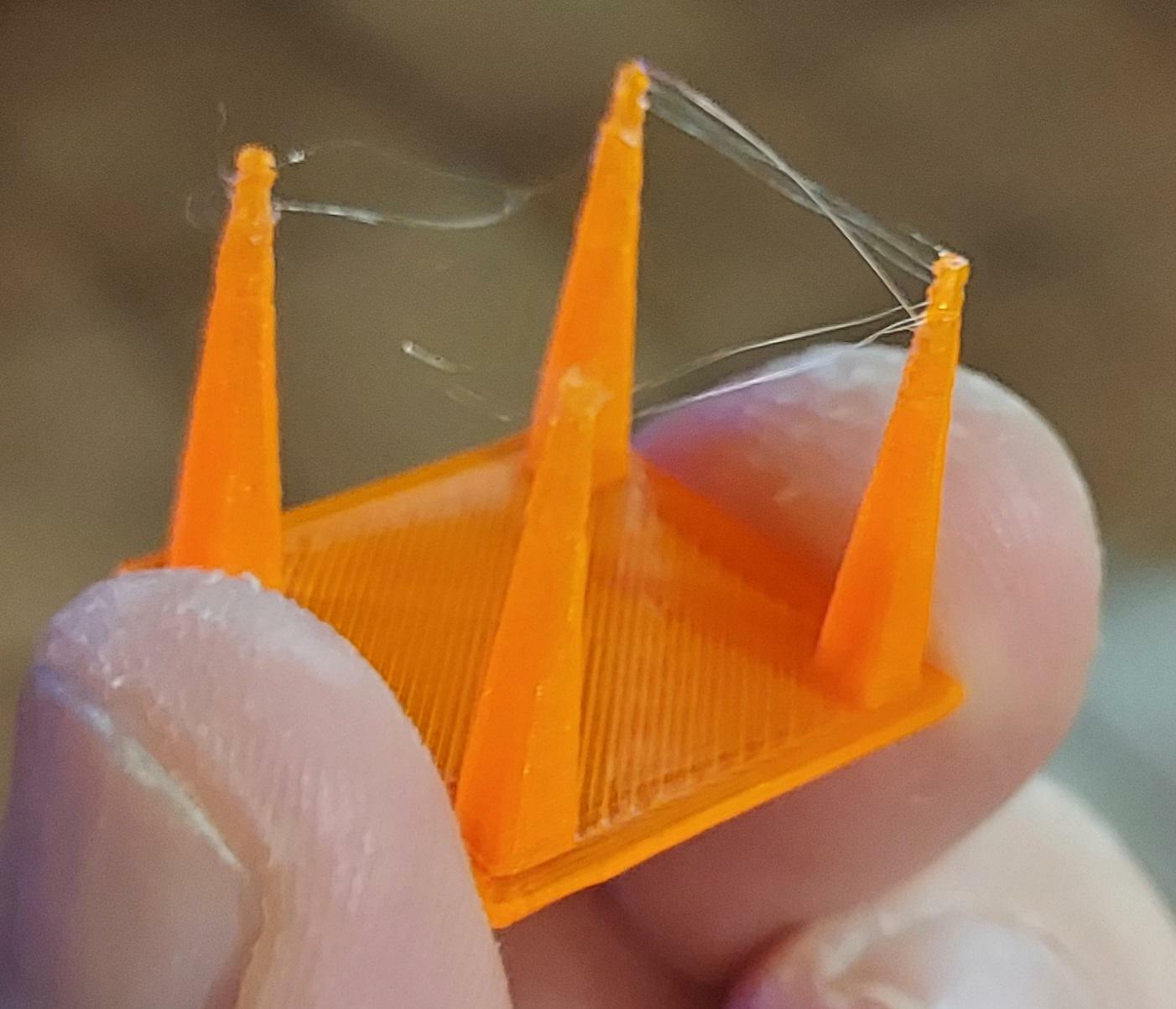
Vorrei capire dai più esperti cosa ne pensano di questa retraction test, si può migliorare?? lo ho fatto temp 205c velocità 25mm/sec nozzle 0.4 retrazione 2mm e pla amzon
-
Allora prima prova già visivamente si vede che è squadrato cmq in x sono 60mm in y 59.22, adesso ho rimollato le cinghie fatto scorrere a mano mollando le routine e sentendo che scorra bene, rimesso le cinghie e registrate cercando che siano entrambe tirate allo stesso modo... e ora vediamo che esce
-
Allora aggiornamento fatto pid test ora ha una variazione di 1c, e ho lanciato un cilindro forato al centro.... vediamo come viene, poi volevo aggiungere che ho ordinato i giunti rigidi ( in caso possano servire domani li dovrei avere)
-
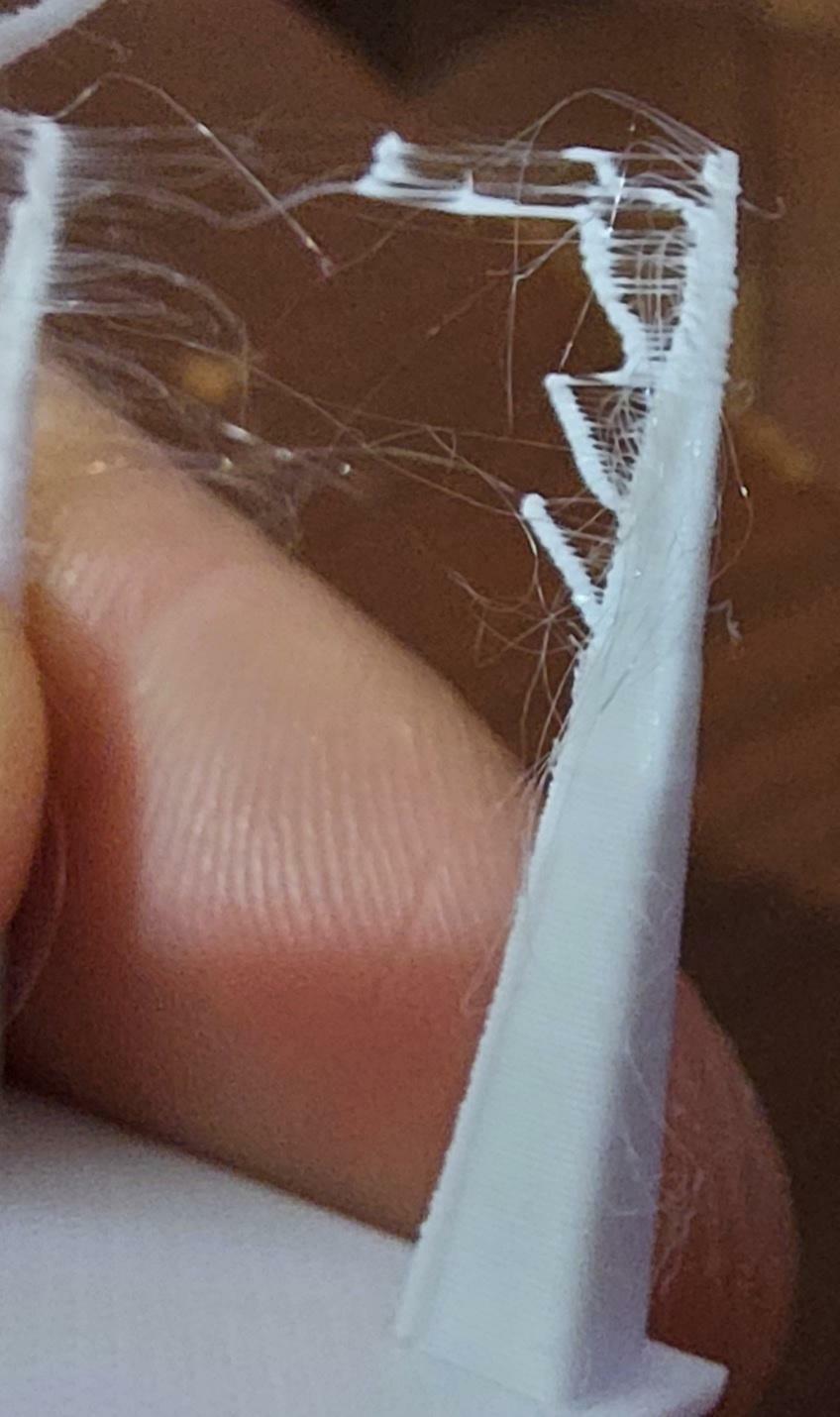
4 ore fa, Otto_969 ha scritto:
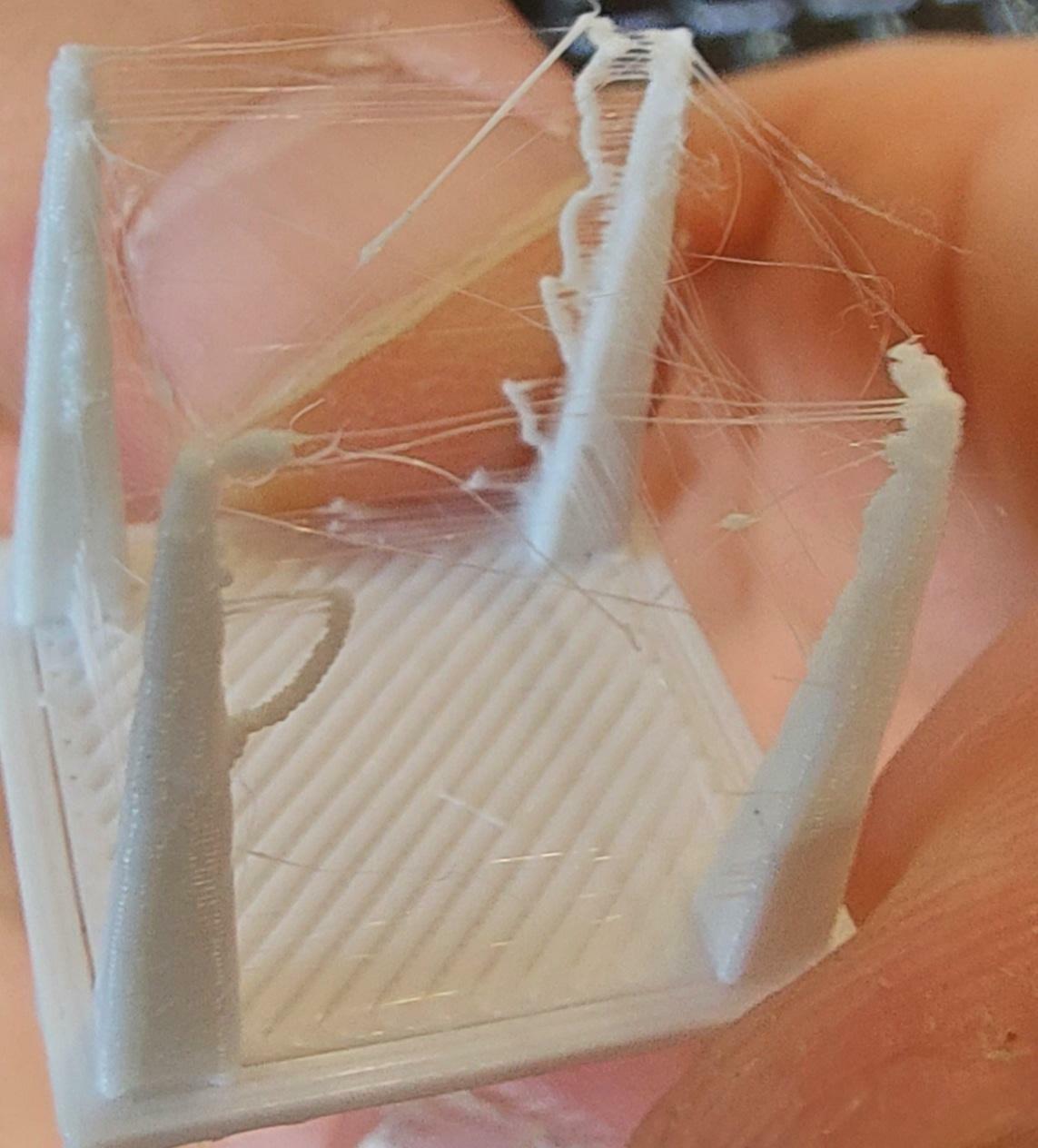
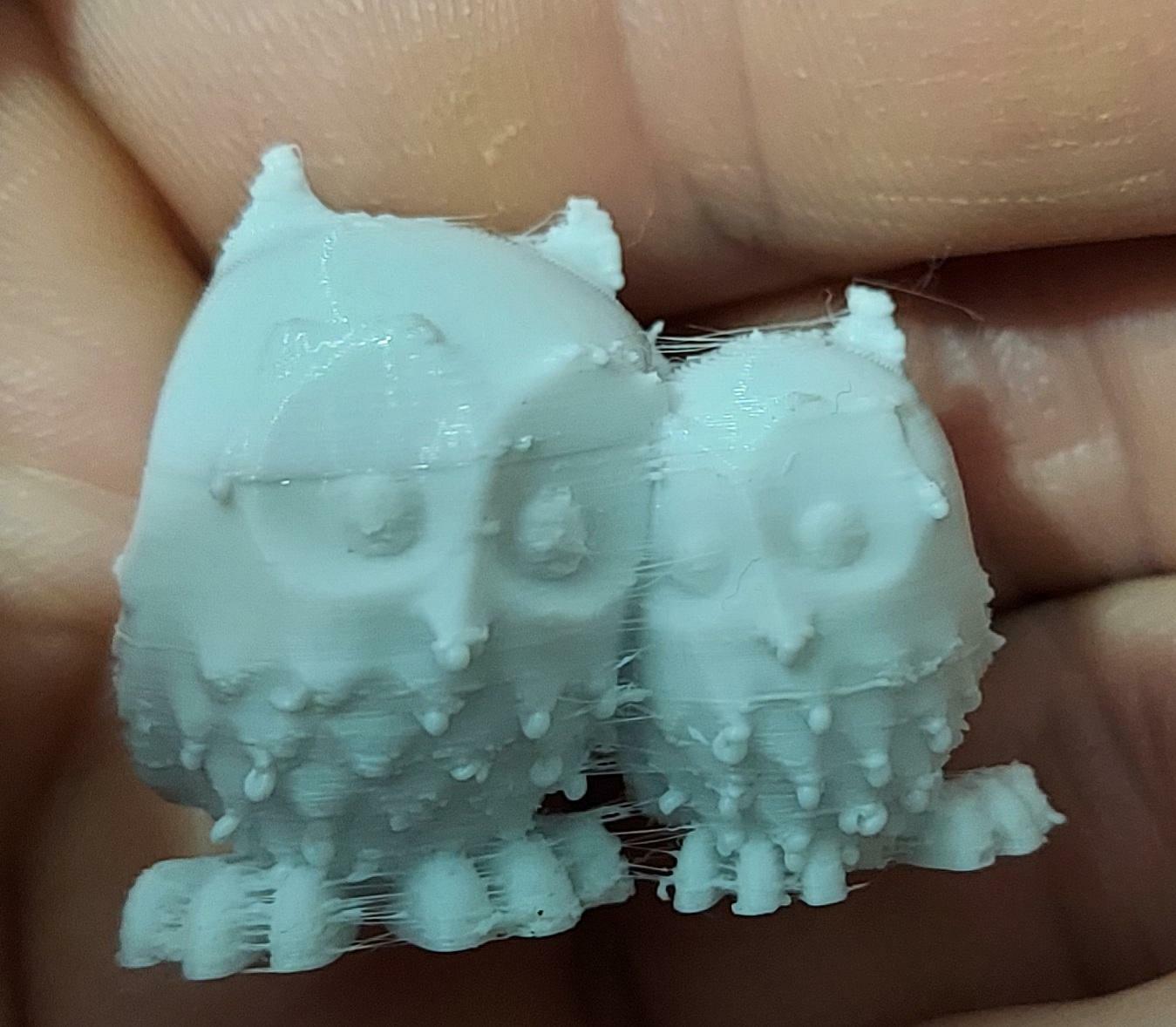
É inutile che continui a perdere tempo e materiale (questo bianco é PLA, giusto?) facendo figurine... Hai ancora enormi problemi di flusso, oozing, blobs e ragnatele ovunque... 😱
Questi problemi sono cosí enormi che non ci fanno capire se ci sia un problema di fondo (meccanico?), oppure no.
Per me hai completamente perso il setting di retrazione, e probabilmente pure delle temps.
Metti un link del gufetto perché vorrei capire alcune cose...
Se posti una foto, metti SEMPRE i dati di stampa: materiale, temps estrusione e piatto, velocità di stampa ed altezza layers specificando bene il primo (layer...).
Te lo dico spassionatamente: devi costruirti un "metodo di lavoro", anche se dopo tutto é solo un hobby... Devi agire seguendo sempre le stesse logiche, e se si presenta un problema, prima devi risolvere quello (il problema...), poi puoi continuare a fare stampe di prova.
SCRIVITI tutti i settings, materiale per materiale e non ti fidare della "memoria" degli slicers perché é davvero facile corromperli, o addirittura, perderli del tutto! A me é successo due volte ed ancora mi girano... 🤬🤬🤬
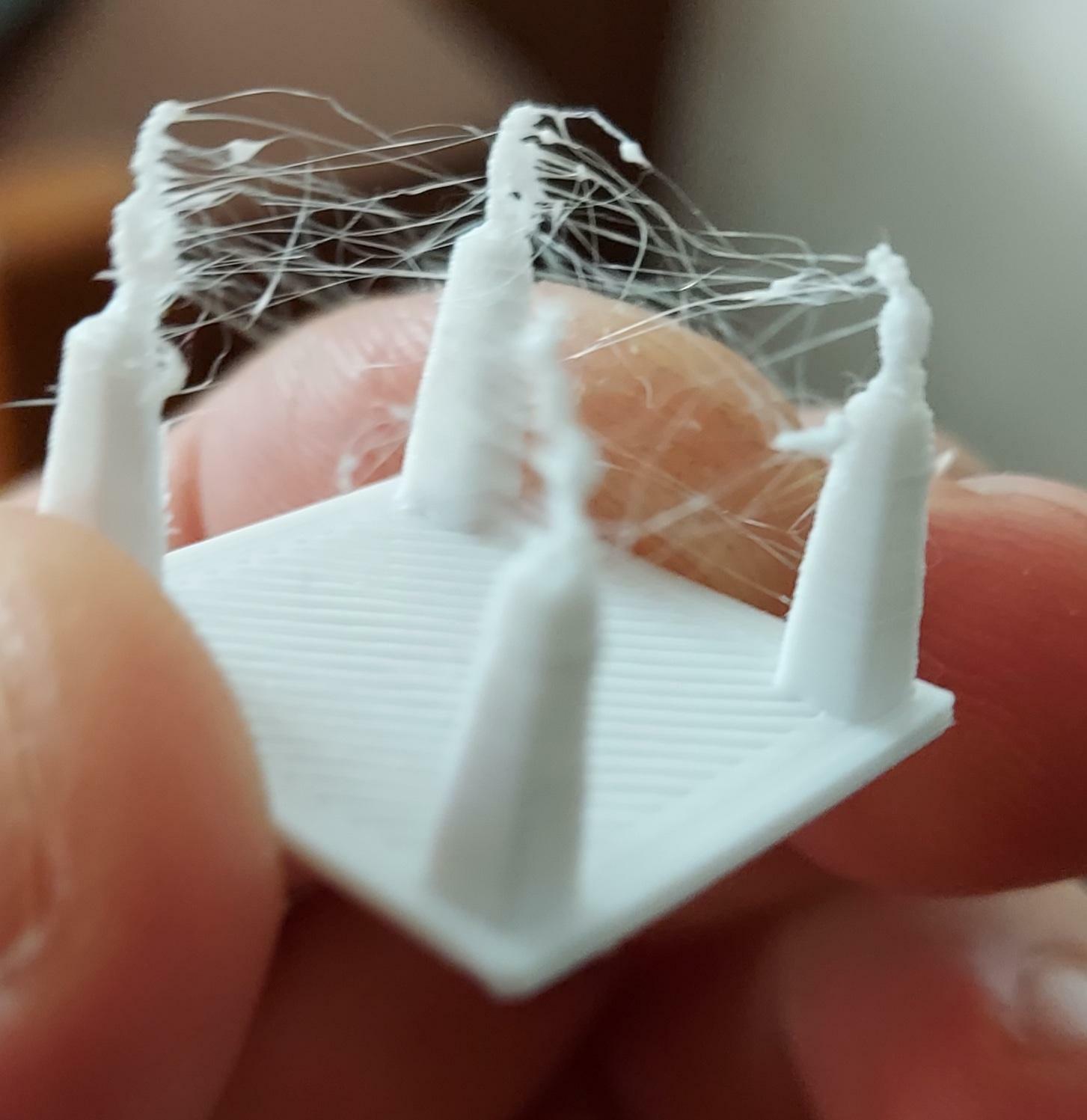
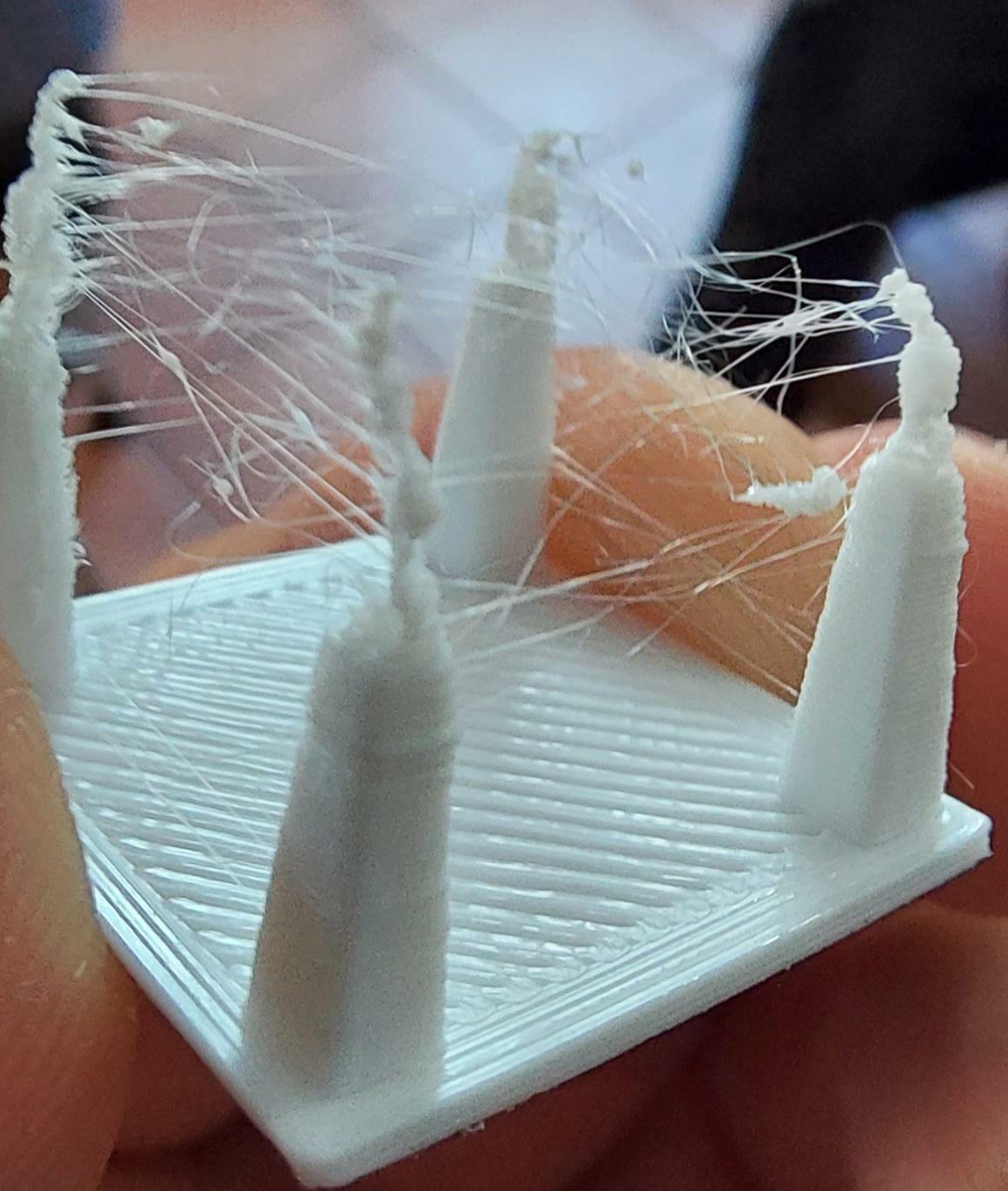
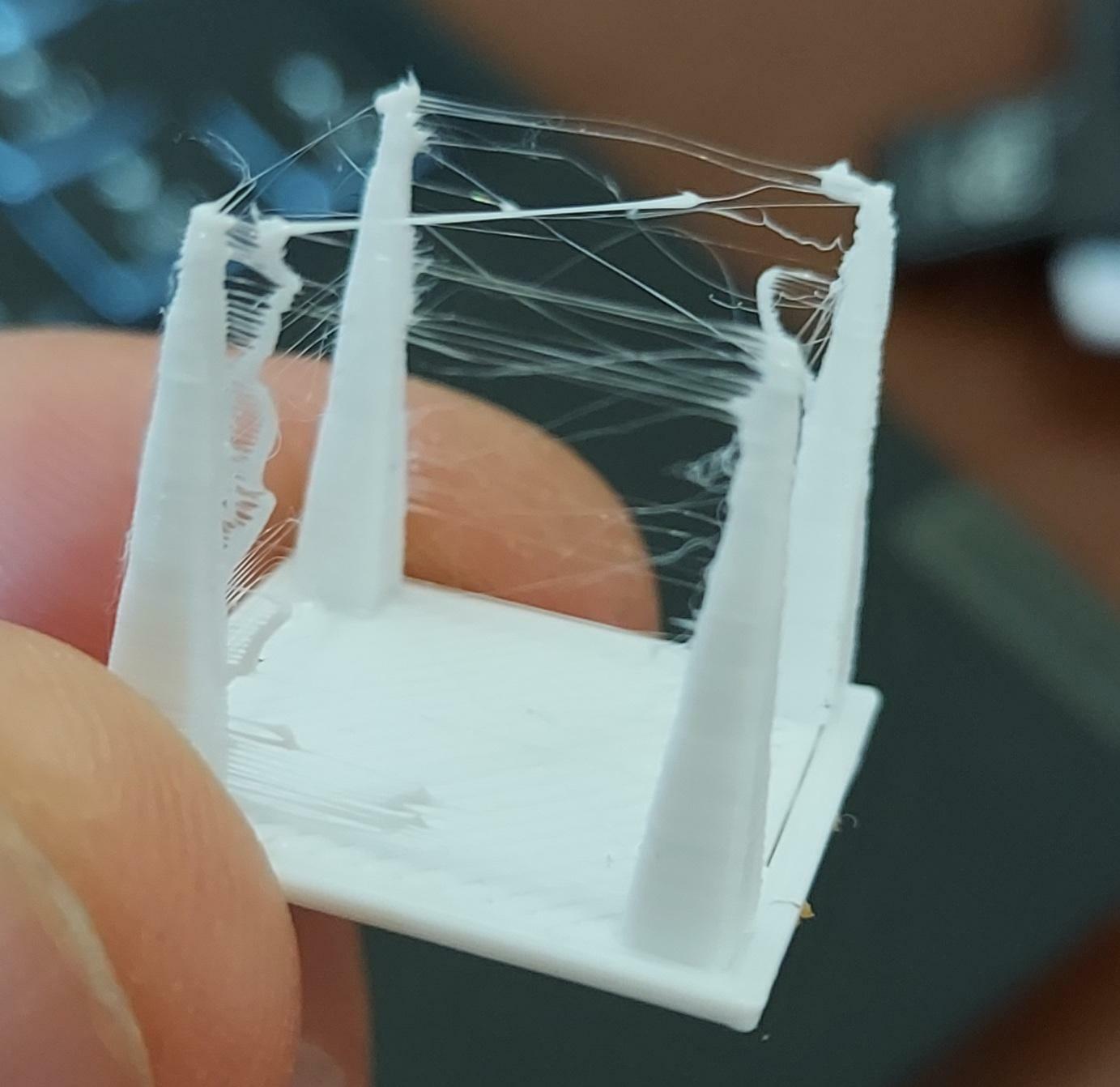
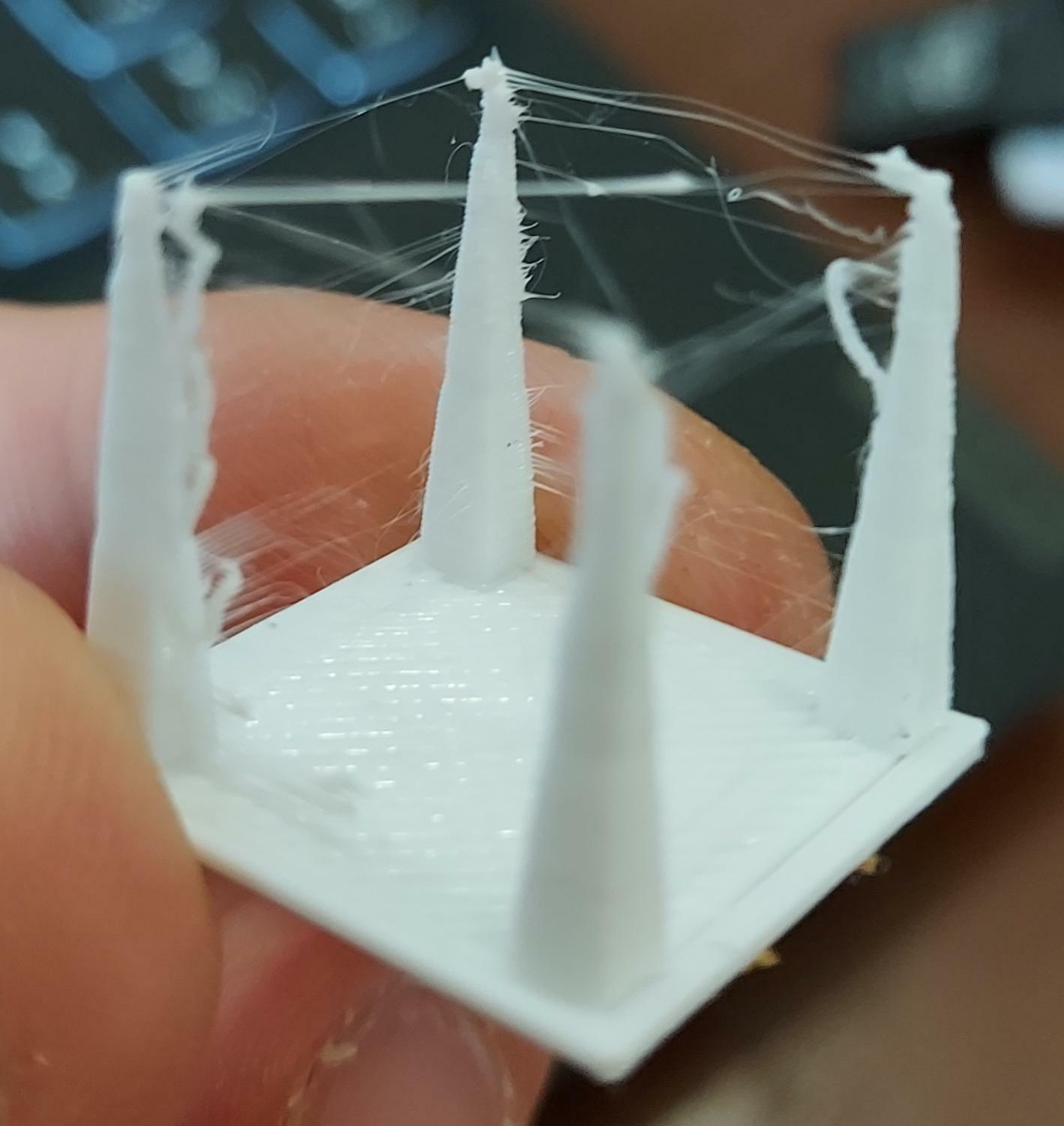
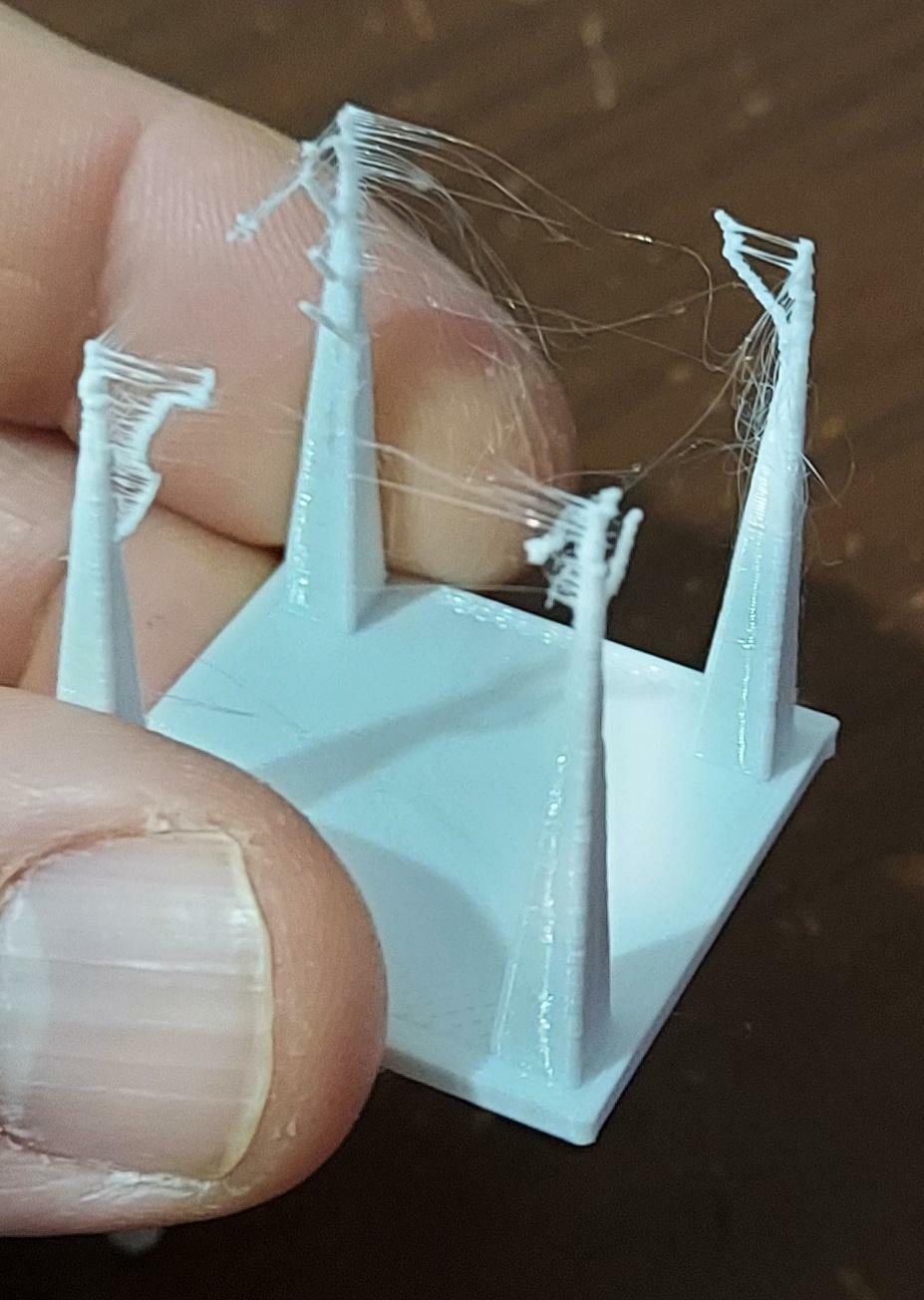
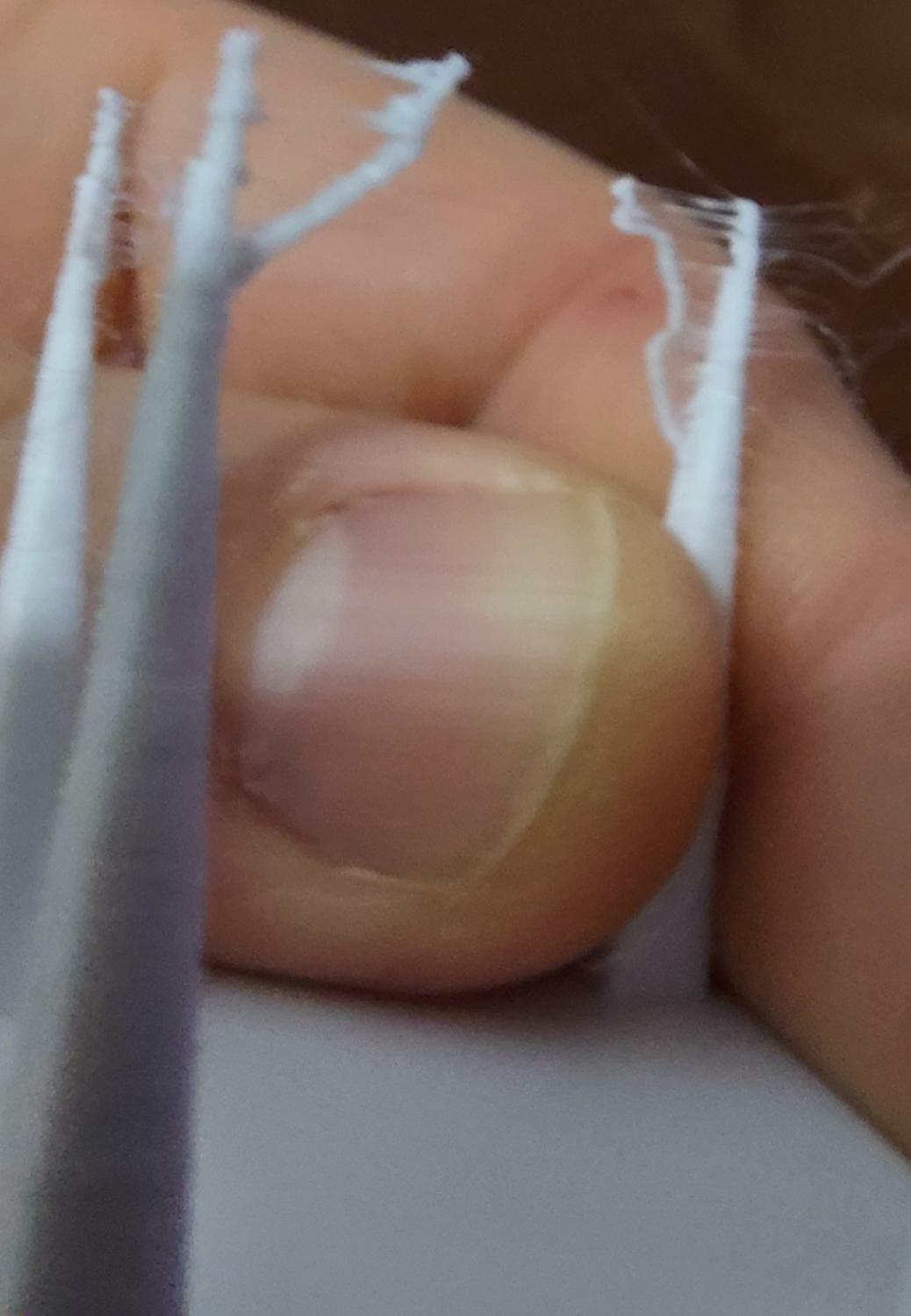
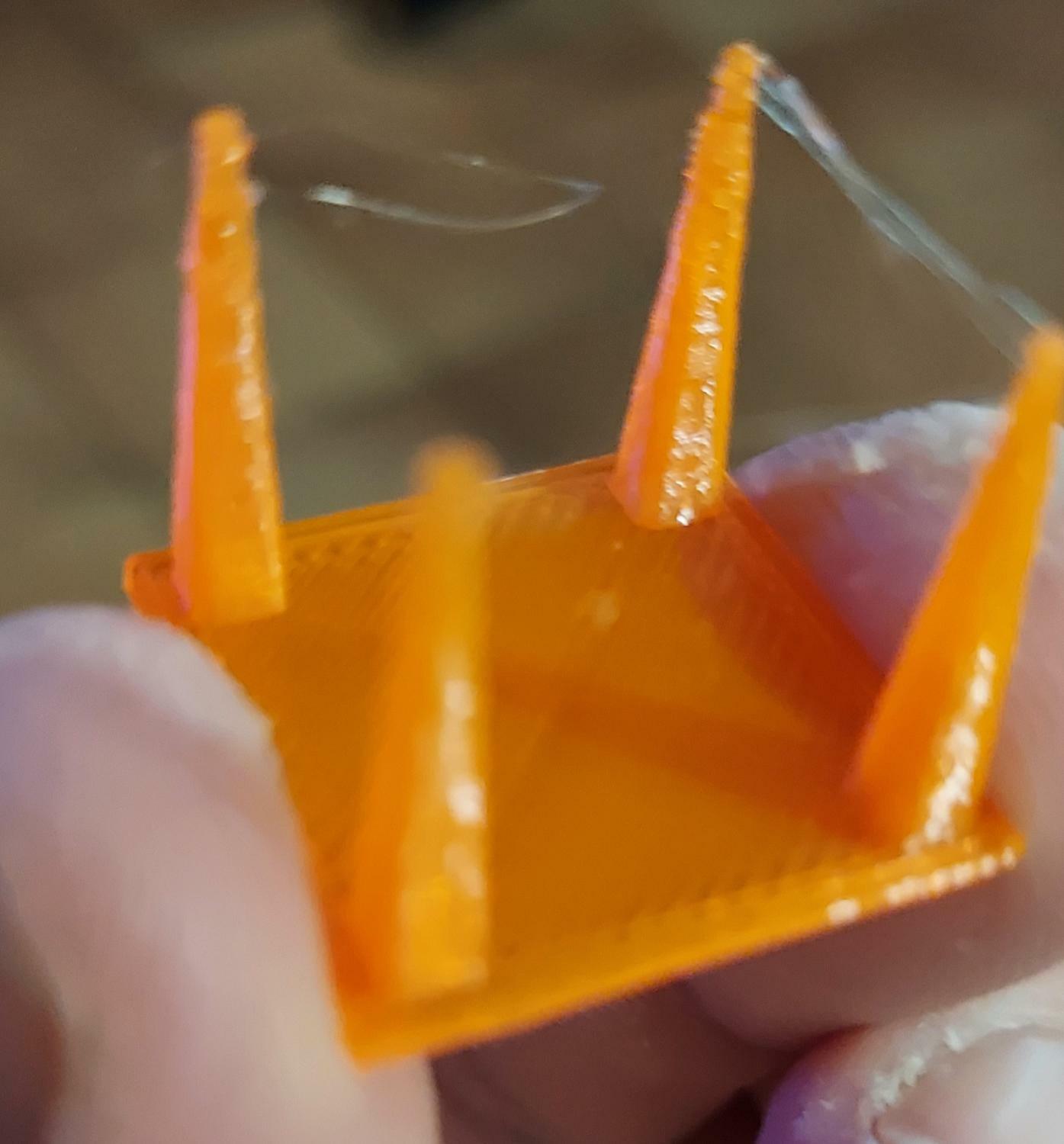
Fai stó benedetto cilindro e posta le foto. Poi fai uno stringing test, quello delle 4 torrette che é veloce da stampare e posta foto con tutti i dati.
Il layer é migliorato già tanto, ora si devono risolvere tutti le altre porcherie tipo oozing, scaccolamenti vari (perseguitano anche me...) e blobs.
Non fare altri gufetti sennò chiamo il WWF... 😁
Boh non so come possano essere persi i dati, di retrazione ho sempre usato 6.25mm e velocità 35mm/sec e la temperatura sempre 190 con pla eryone, cmq ora ri faccio il PIL test e poi parto con il cilindro...
Adesso, john ha scritto:Boh non so come possano essere persi i dati, di retrazione ho sempre usato 6.25mm e velocità 35mm/sec e la temperatura sempre 190 con pla eryone, cmq ora ri faccio il PIL test e poi parto con il cilindro...
Cmq si questo è il pla dell eryone
-
11 ore fa, Otto_969 ha scritto:
E mi pareva strano che a te la temp di estrusione rimaneva costante... Cmq non è quella che ti fà venire i cerchi "ellittici", ma sono sicuro al 1000% le cinghie tese in modo diverso.
Le Temps di estrusione ballerine ti fanno invece quella specie di wobble, che wobble non è, in modo del tutto casuale (ma legato all'andamento delle temps di estrusione). A me sta cosa mi ha fatto diventare matto... Ed è comune a praticamente tutte le X5SA.
Cerca di sistemare le temps, che poi tendiamo le cinghie per benino.
Ho rifatto stessa stampa leggermente più piccola (per ottimizzare i tempi) cè qualche miglioramento, non guardare perché cè una lineaa netta (è salta la corrente ed è ripartita da la, anche se non ho mai avuto così gravi problemi di ripartenza), oscilla ancora 2-3c sta sera gli rifaccio il pid test vedo di impostarlo più preciso, poi proverò a fare un cilindro e vediamo come viene
-
38 minuti fa, Otto_969 ha scritto:
E mi pareva strano che a te la temp di estrusione rimaneva costante... Cmq non è quella che ti fà venire i cerchi "ellittici", ma sono sicuro al 1000% le cinghie tese in modo diverso.
Le Temps di estrusione ballerine ti fanno invece quella specie di wobble, che wobble non è, in modo del tutto casuale (ma legato all'andamento delle temps di estrusione). A me sta cosa mi ha fatto diventare matto... Ed è comune a praticamente tutte le X5SA.
Cerca di sistemare le temps, che poi tendiamo le cinghie per benino.
guarda adesso ho appena reimpostato la temp e la sto tenendo d occhio anche se ancora oscilla d 2 c, cmq il cerchio era venuto fuori "bene" sicuramente qualche decimo lo aveva....Adesso vediamo..
-
11 ore fa, Otto_969 ha scritto:
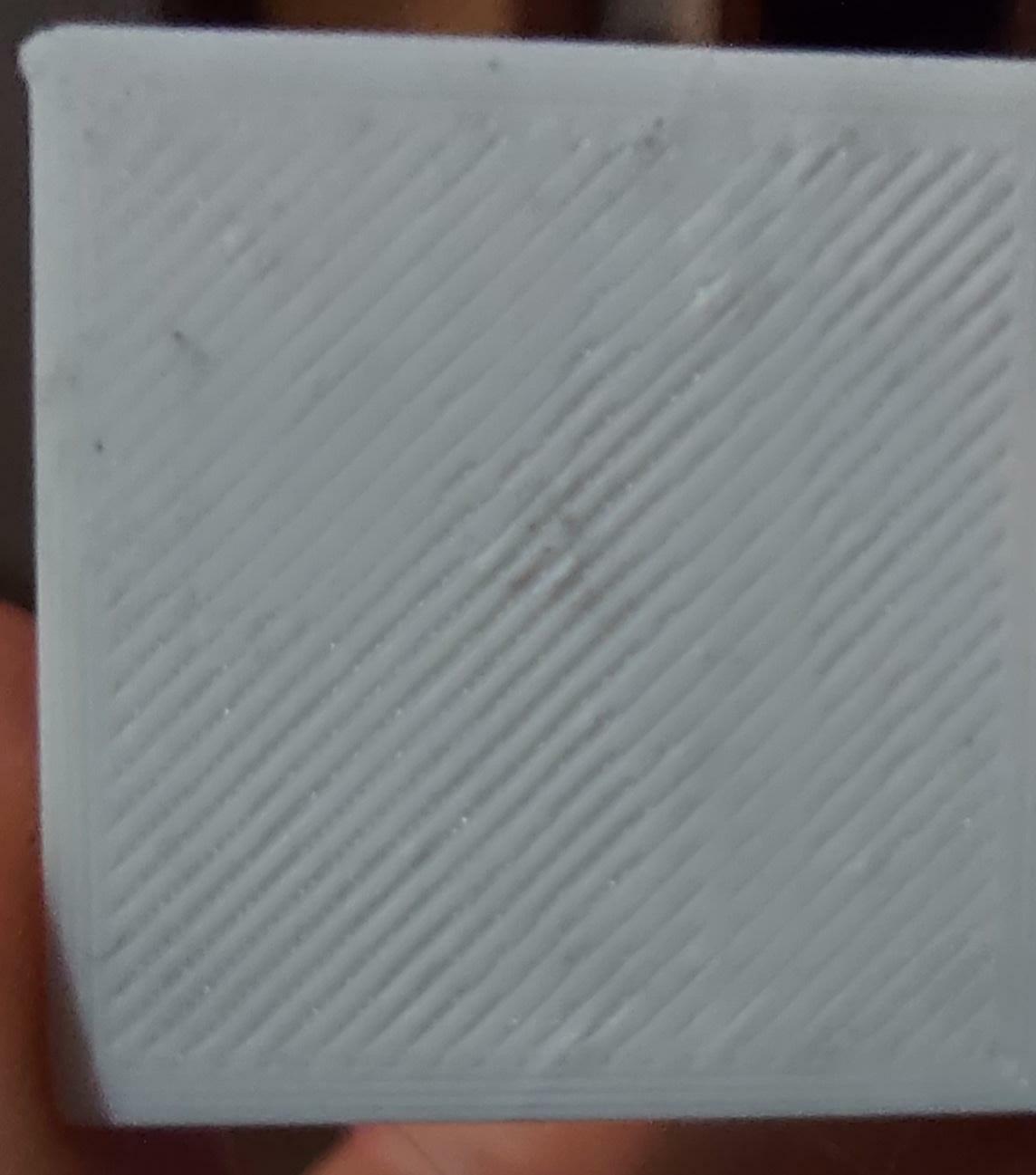
Le linee le vedrai sempre, ma dalle foto non é possibile capire la loro entità. Per me sei ancora grasso e probabilmente appena alto dal piano di stampa.
Non credo sia wobble perché é troppo regolare e la X5SA é parecchio stabile, non come certe cartesiane a "T" rovesciata. Non mi pare neanche un problema sull'asse Z perché non vedo nessuna ciclicità.
Il fatto che "spalma" male al primo strato c'è l'ho pure io, ma per me basta non esagerare con le velocità (se il disegno del primi layer é complesso vado a 30/35mm, se il disegno é semplice o molto grande, vado anche 70mm/sec). Di solito si risolve variando velocità e temperatura primo layer, anche alzare di 5/10°C la temp del piatto porta grandi vantaggi.
Per quanto riguarda lo sticker del piatto, cambialo! Con pochi Euro ti togli il pensiero... Oltretutto é cosí graffiato che ti rovina la superfice che si solito é la piú liscia, e che di solito é quella piú in vista.
Cmq a me, quando dà un difetto simile a quello da te esposto, é sempre colpa della temp nozzle ballerina (ma tu hai detto piú volte che la tua macchina non ha questo problema) e della barra Hot-End lenta (i 4 bulloncini ai lati...), oppure che non tocca contemporaneamente la barra posteriore (cinghie non perfettamente calibrate).
A questo punto prova a fare un cilindro da 50/60mm di diametro, e verifica l'uniformità del diametro misurando tutto il perimetro.
Cambia nozzle e vedi se la stampa cambia, o se rimane la stessa.
Cmq forse la ho trovata grazie a te, mi sono accorto che la temperatura si sballa da +5c a -5c da quella impostata, ora ributto su qualcosa e vediamo..
-
4 ore fa, Otto_969 ha scritto:
Le linee le vedrai sempre, ma dalle foto non é possibile capire la loro entità. Per me sei ancora grasso e probabilmente appena alto dal piano di stampa.
Non credo sia wobble perché é troppo regolare e la X5SA é parecchio stabile, non come certe cartesiane a "T" rovesciata. Non mi pare neanche un problema sull'asse Z perché non vedo nessuna ciclicità.
Il fatto che "spalma" male al primo strato c'è l'ho pure io, ma per me basta non esagerare con le velocità (se il disegno del primi layer é complesso vado a 30/35mm, se il disegno é semplice o molto grande, vado anche 70mm/sec). Di solito si risolve variando velocità e temperatura primo layer, anche alzare di 5/10°C la temp del piatto porta grandi vantaggi.
Per quanto riguarda lo sticker del piatto, cambialo! Con pochi Euro ti togli il pensiero... Oltretutto é cosí graffiato che ti rovina la superfice che si solito é la piú liscia, e che di solito é quella piú in vista.
Cmq a me, quando dà un difetto simile a quello da te esposto, é sempre colpa della temp nozzle ballerina (ma tu hai detto piú volte che la tua macchina non ha questo problema) e della barra Hot-End lenta (i 4 bulloncini ai lati...), oppure che non tocca contemporaneamente la barra posteriore (cinghie non perfettamente calibrate).
A questo punto prova a fare un cilindro da 50/60mm di diametro, e verifica l'uniformità del diametro misurando tutto il perimetro.
Cambia nozzle e vedi se la stampa cambia, o se rimane la stessa.
Guarda come ti dicevo io ho regolato il flowrate dell tutto misurando con il calibro, percui dovrebbero essere giusti, ora proverò a fare un cilindro ma viene sicuramente fuori di almeno 1/2 decimi (ma è un difetto che ha sempre avuto e non sono mai riuscito a sistemare)
-
il dubbio è questo che sebbene ora l ugello sia regolato bene che il flow rate basandomi sui spessori sia giusto, quando parte spalma sempre male mi viene il dubbio che possa essere conesso al piatto che è usurato...?? ti è mai sucesso?











È turno del Petg
in Tronxy
Inviato
Cmq alla fine mi sono accorto che il tubo del bowden si muoveva ad ogni retrazione bloccando gli agganci , la cosa si è sistemata.. 😅