

john
-
Numero contenuti
353 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da john
-
-
5 ore fa, Truck64 ha scritto:
Per quanto ne so di Cura, che uso pochissimo, nei profili originali la velocità impostata per il riempimento è la stessa dei perimetri. Ma essendo due parametri distinti se uno cambia il primo non necessariamente può essersi ricordato di aggiornare l'altro. A mio avviso, non ha senso fare l'infill più lento dei perimetri. Rileggendo la discussione relativamente alle ultime immagini che hai pubblicato mi sorge un altra domanda: da quando un thinwall test prevede riempimento e strutture a sbalzo?
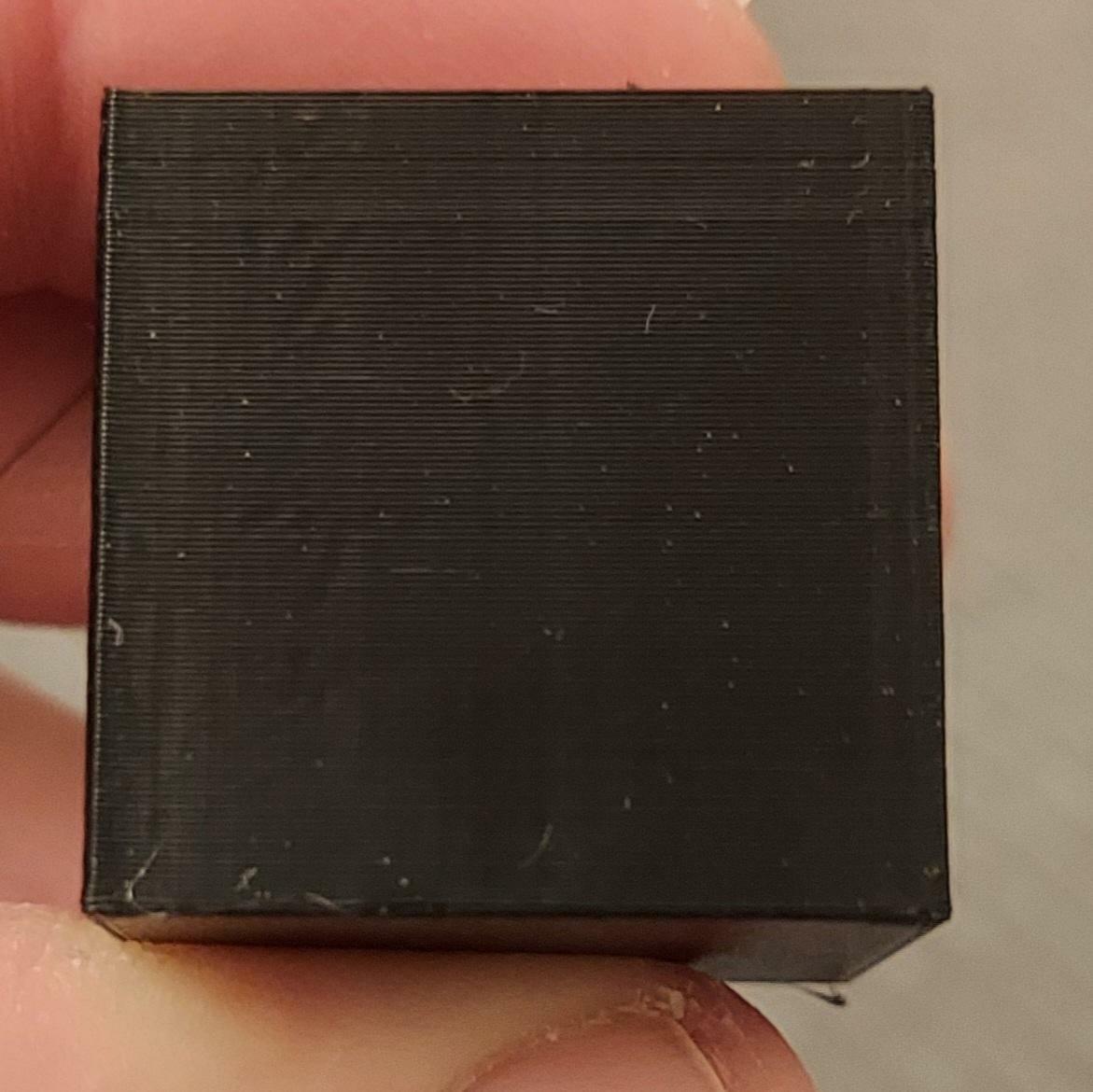
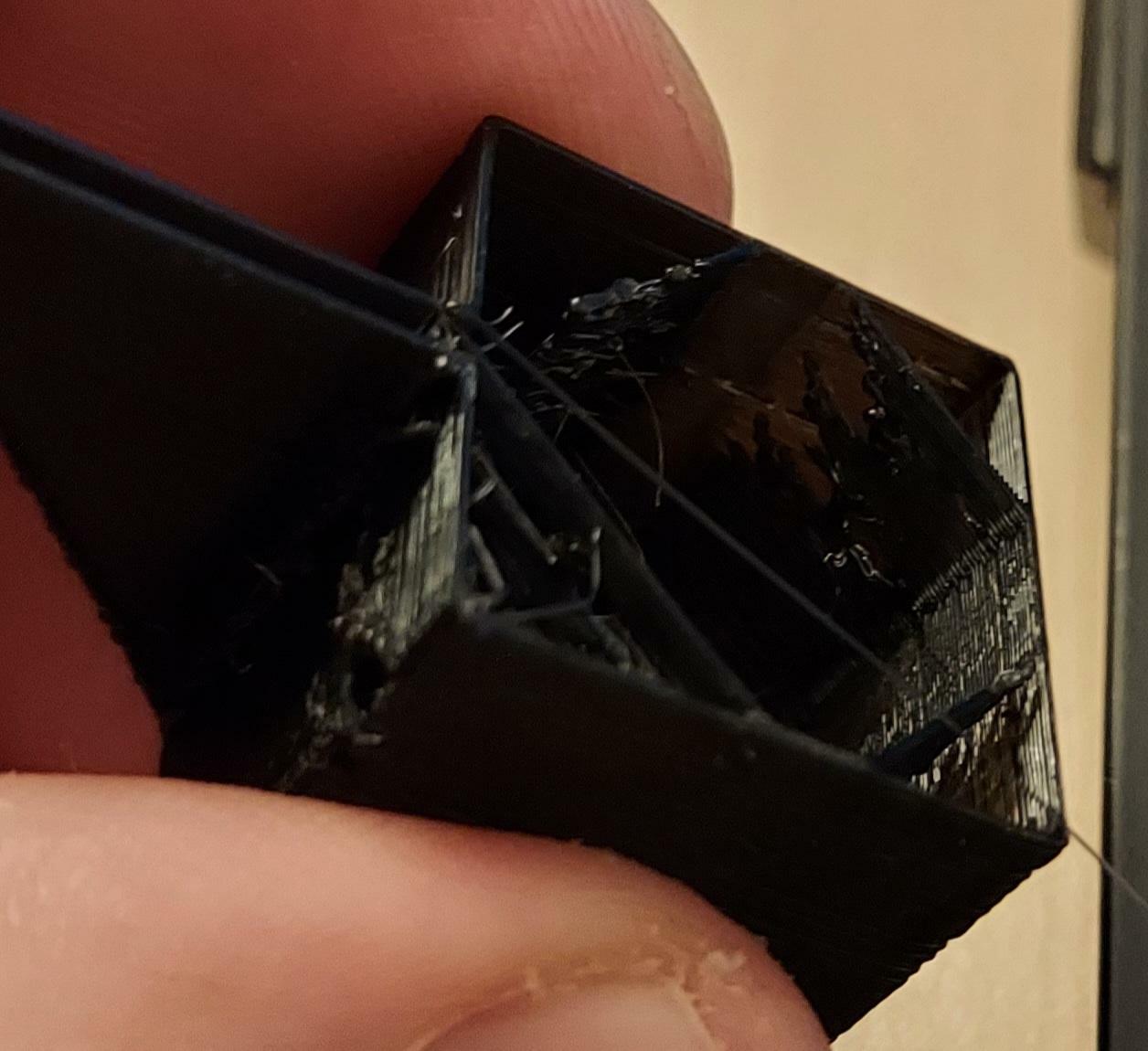
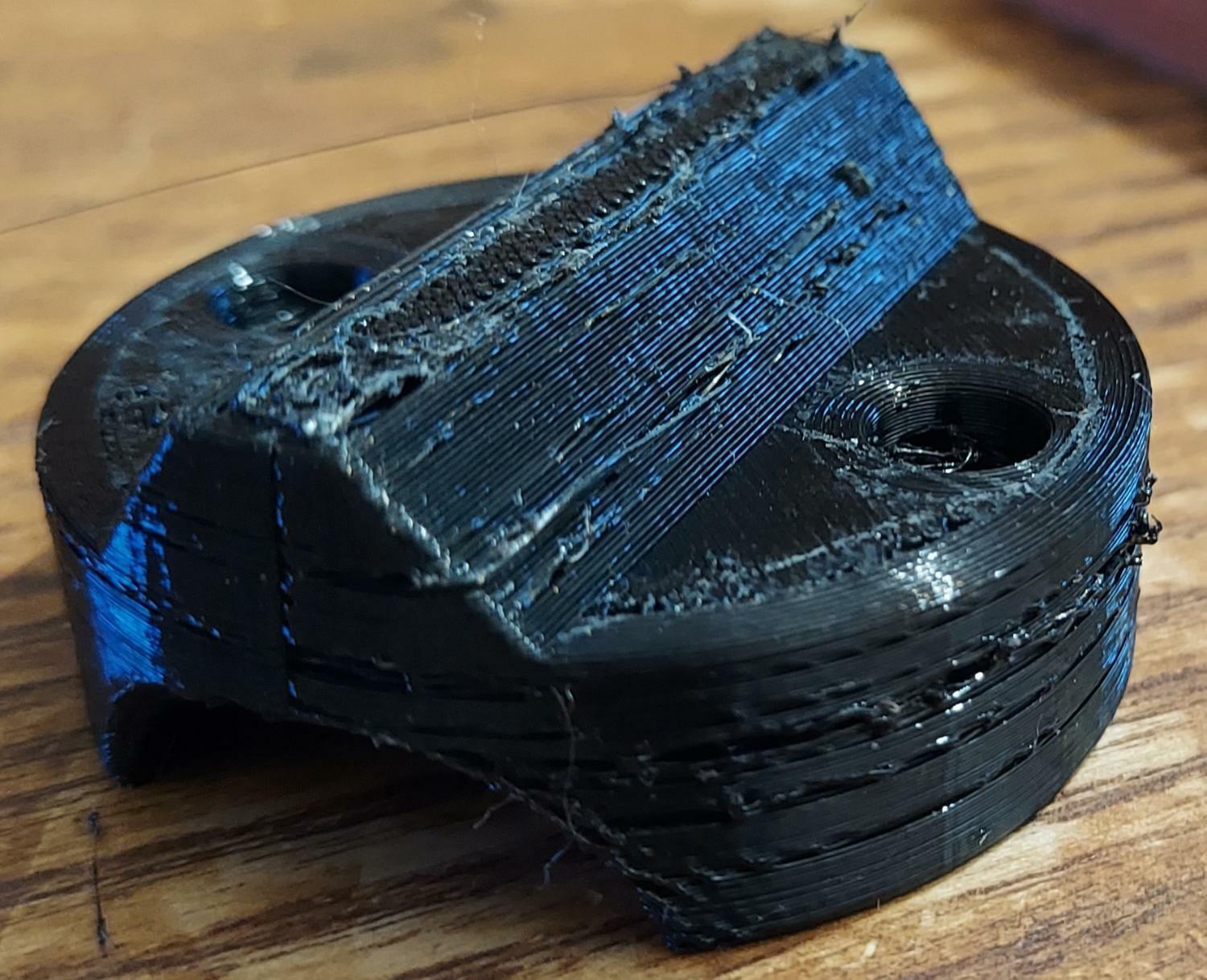
Allora no Cura quando vai a cambiare la velocità, va a cambiare anche tutte le velocità(superifici,riempimento e ecc). Cmq quello che dici è vero, quel cubetto lo ho creato per controllare sia spessori e che per vedere come lavora con un angolo di 45 gradi , cmq oggi ascoltando te, ho provato a stampare un cubetto a velocità 20mm/sec, senza Coasting e retrazione e cavolo ci sono dei miglioramenti (aggiungo foto), la cosa strana è che il riempimento è sempre sotto estruso perche misura 0.32/0.35 però non lo ha distrutto

-
3 ore fa, Truck64 ha scritto:
Una banalità: non è che hai semplicemente la velocità del riempimento troppo alta. Magari è seplicemente un problema di limite di flusso del nozle.
Allora io come velocità di lavoro ho impostato 40 mm/s, Cura in automatico imposta una velocità riempimento di 30 mm/s non penso possa essere quello il problema sennò avrei problemi anche sul wall
Adesso, john ha scritto:Allora io come velocità di lavoro ho impostato 40 mm/s, Cura in automatico imposta una velocità riempimento di 30 mm/s non penso possa essere quello il problema sennò avrei problemi anche sul wall
Cmq proverò ad abbassare la velocità
-
Allora sta mattina provo a ricominciare da zero, perché anche con flow rate da 110% ho un wall 0.43 mentre con il flow riempimento al 120% ho lo spessore di 0.35/0.32.....percui cè qualcosa che non funziona. Provo a rifare temp tower
-
Allora messo in forno per 6 ore a 50c, pero niente da fare.... l estrusione non è omogenea..
-
14 ore fa, Killrob ha scritto:
potrebbe essere anche quello, ma fai il test di estrusione, consulta questa guida per sapere come fare
Cmq per togliere ogni dubbio oggi ho fatto un test e estrudendo 100mm di filamento li estrude correttamente
Ora provo a mettere in forno il filamento
-
 1
1
-
-
1 ora fa, Killrob ha scritto:
potrebbe essere anche quello, ma fai il test di estrusione, consulta questa guida per sapere come fare
Gli step/mm sono sicuro che sono apposto perche ho controllato con il Pla già agli inizi e ovviamente con il pla non nessun problema
-
Il 21/3/2022 at 18:55, Killrob ha scritto:
sei anche sottoestruso, fai il thin wall test
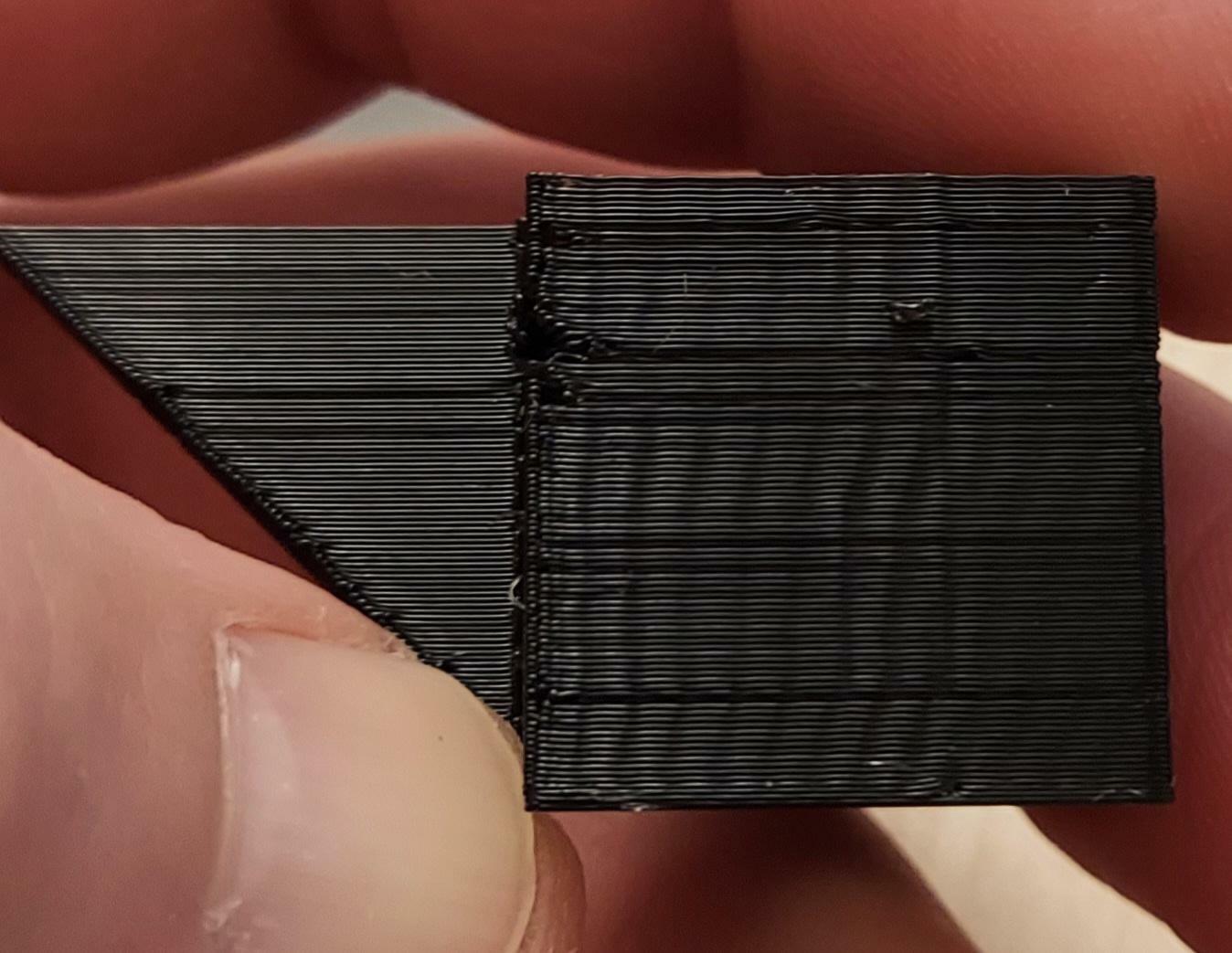
Allora fatto un wall test spessore parete e fondo è giusto mentre il riempimento è 0.30 sebbene il flow a 120%.... però è strano sembra che i layer non aderiscano
Potrebbe essere un problema di filamento umido ??
-
17 ore fa, Killrob ha scritto:
il riempimento non lo fa per via di un errata impostazione della ritrazione, prova a disabilitarla per il momento, in un secondo tempo cerchi i valori giusti
Allora lo ho provato a rifare senza retrazione, però è un po incasinato, sembra che layer siano slegati
-
12 ore fa, Killrob ha scritto:
il riempimento non lo fa per via di un errata impostazione della ritrazione, prova a disabilitarla per il momento, in un secondo tempo cerchi i valori giusti
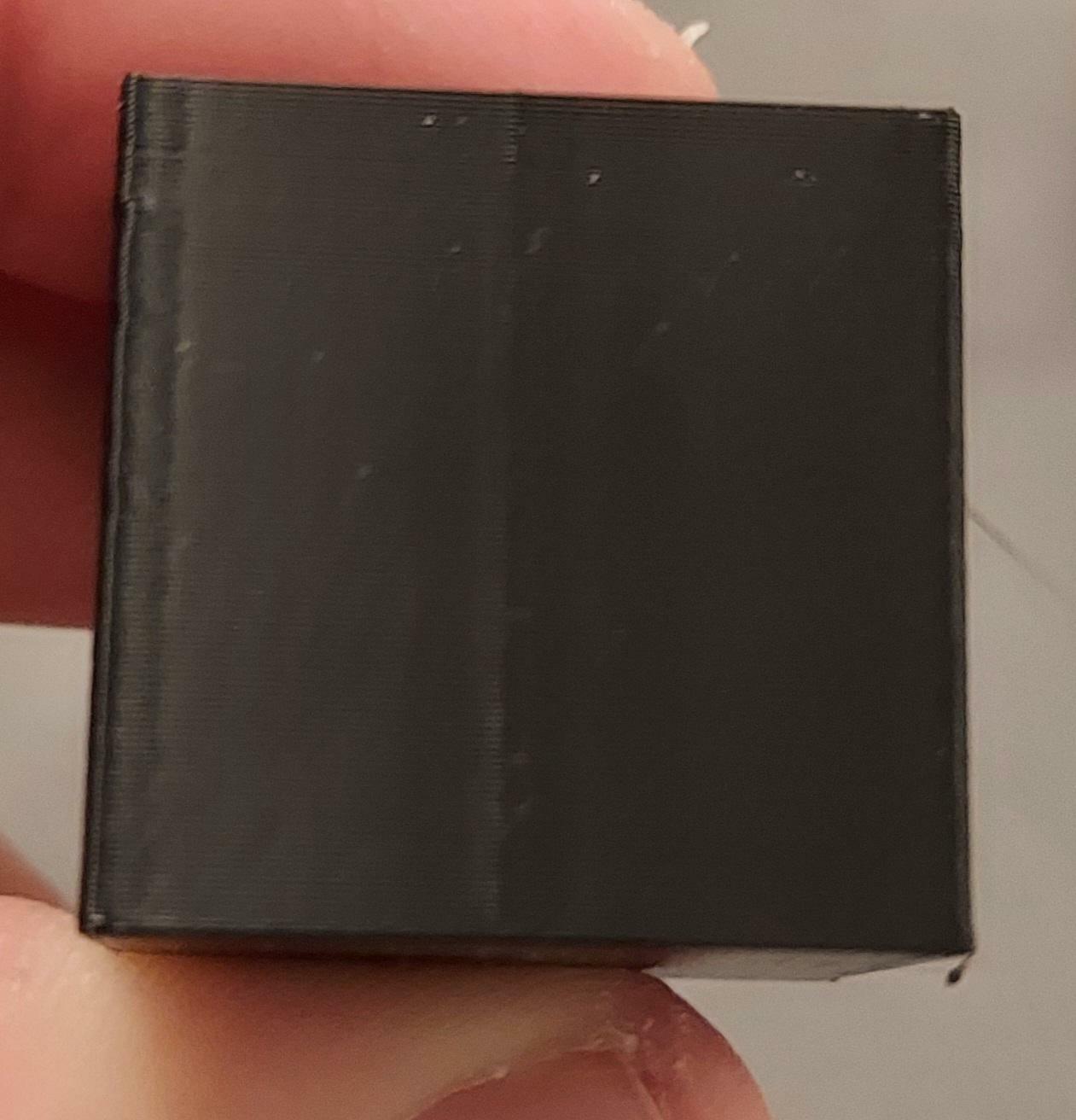
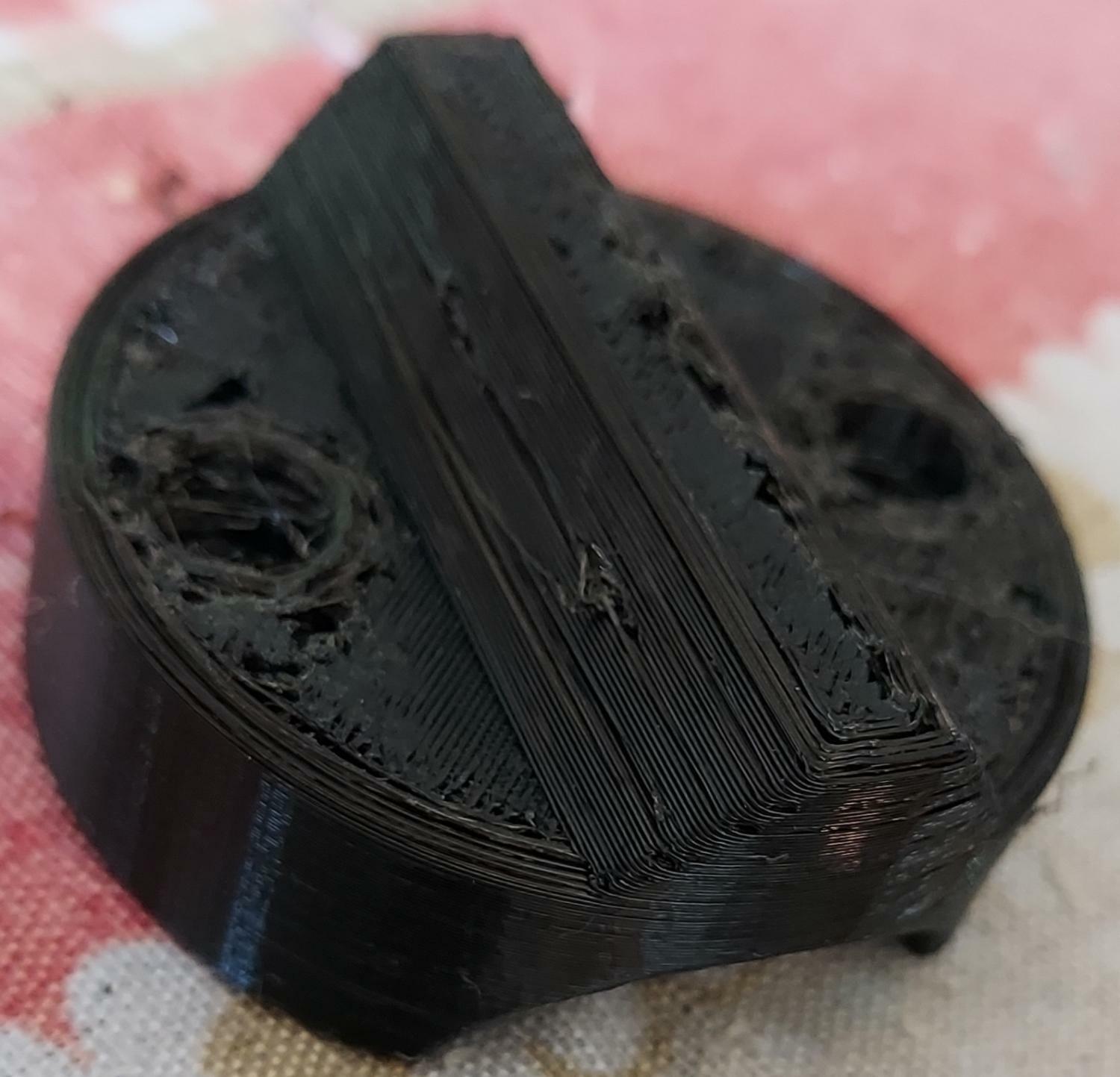
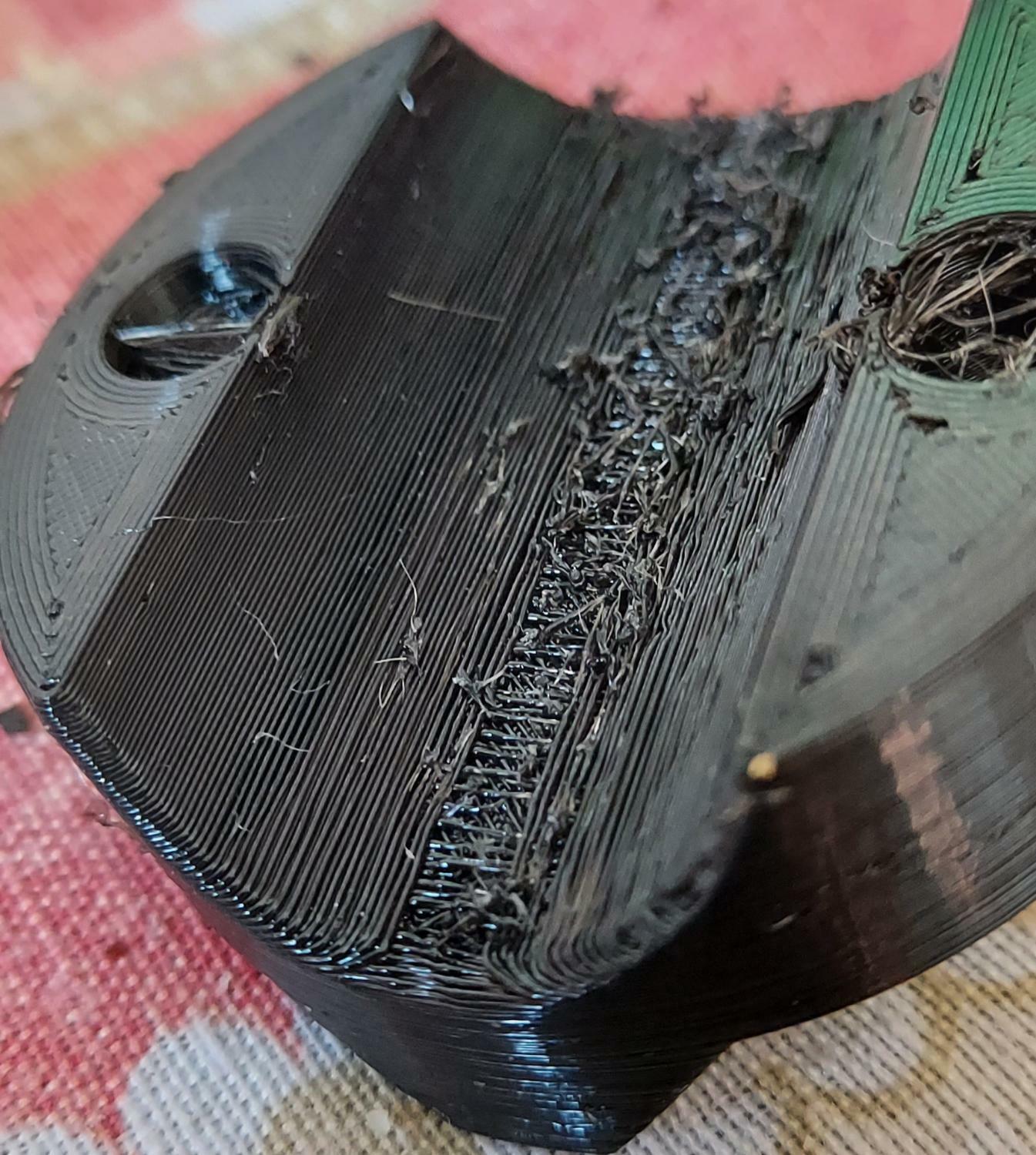
Capito, aggiungo un altra foto, perché non la ho proprio capito cosa sia successo adesso provo a rifarlo senza retrazione. La prima foto è da sopra e la seconda da sotto ovviamente il fatto con il supporto
-
Ciao a tutti, per non aprire un altro post utilizzo questo che avevo aperto precedentemente.. allora non è la prima volta che ho questo problema sto stampando petg sunlu temp 235c bed 80 velocità 45mm, ventola al 30% e ho questo problema praticamente il riempimento non lo stampa e fa un groviglio sembra come non attaccare , qualcuno ha qualche suggerimento??
-
Il 28/2/2022 at 21:19, Killrob ha scritto:
ok ma se guardi bene il pezzo che hai stampato ti accorgi che si vede il secondo layer, questo vuol dire che sei troppo alto, non è che per sbaglio hai impostato un offset per Z? che altezza di layer stai usando, 0.2?
no no, alla fine ho rifatto la calibrazione del piatto ed ora mi è venuto bene la parte sotto che anderisce ali piatto di vetro mentre le parte superiore è uscita come quella della seconda foto...
Il 1/3/2022 at 08:53, dnasini ha scritto:Oltre ai suggerimenti di @Killrob, puoi provare a far stampare il primo layer leggermente piu' alto rispetto agli altri. Questo aiuta a "livellare" meglio il primo layer. Io lavoro solitamente con altezza layer da 0.2mm e faccio il primo layer a 0.3mm
io solitamente stampo 0.2 e il primo layer lo faccio lo faccio a 0.1...
-
Ciao Killrob, provero ad avvcinare anora un po il nozzle al piatto ma quando lo regolo con la carta, il nozzle lascia il segno sul foglio...
1 ora fa, Killrob ha scritto:direi che sei troppo alto, rifai il livello
-
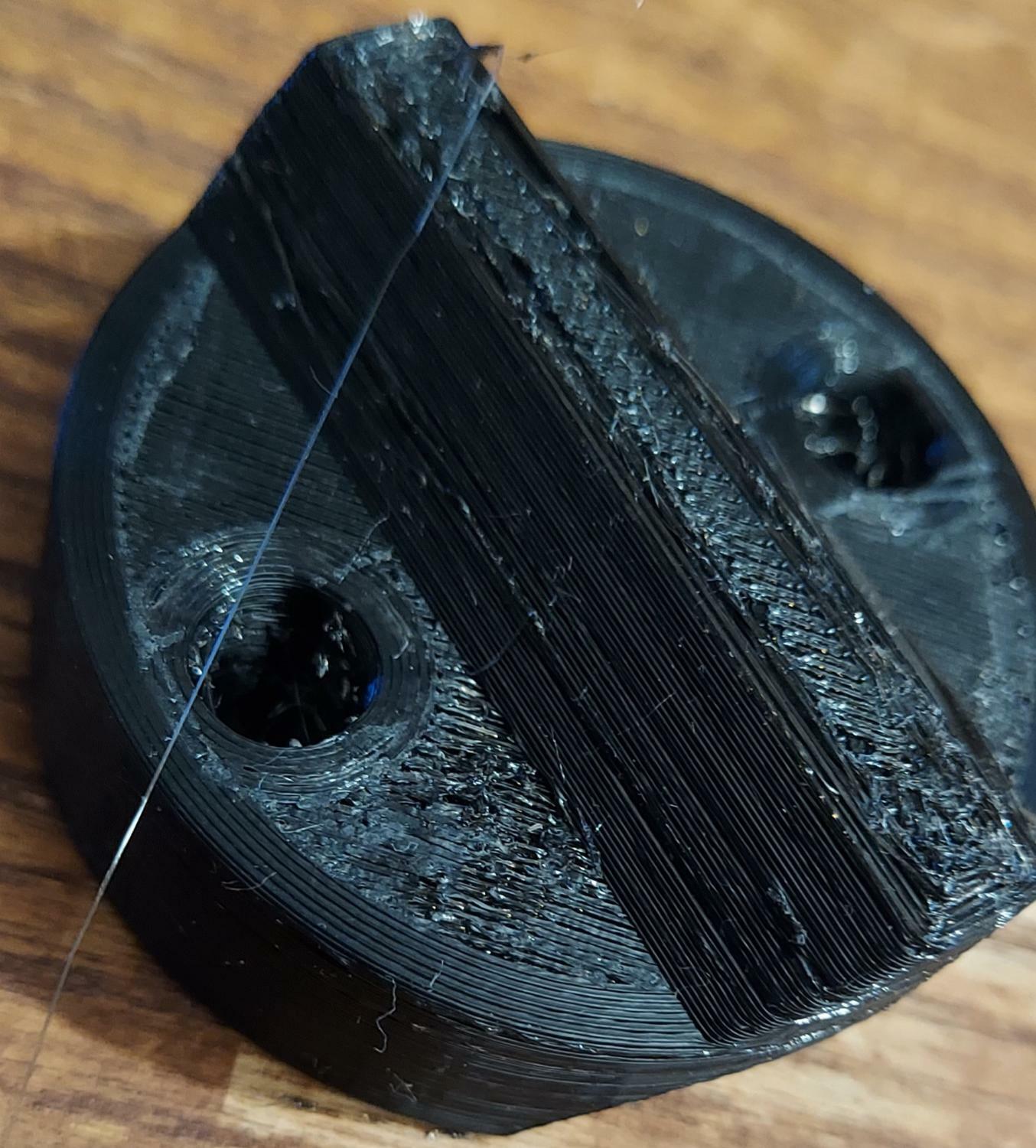
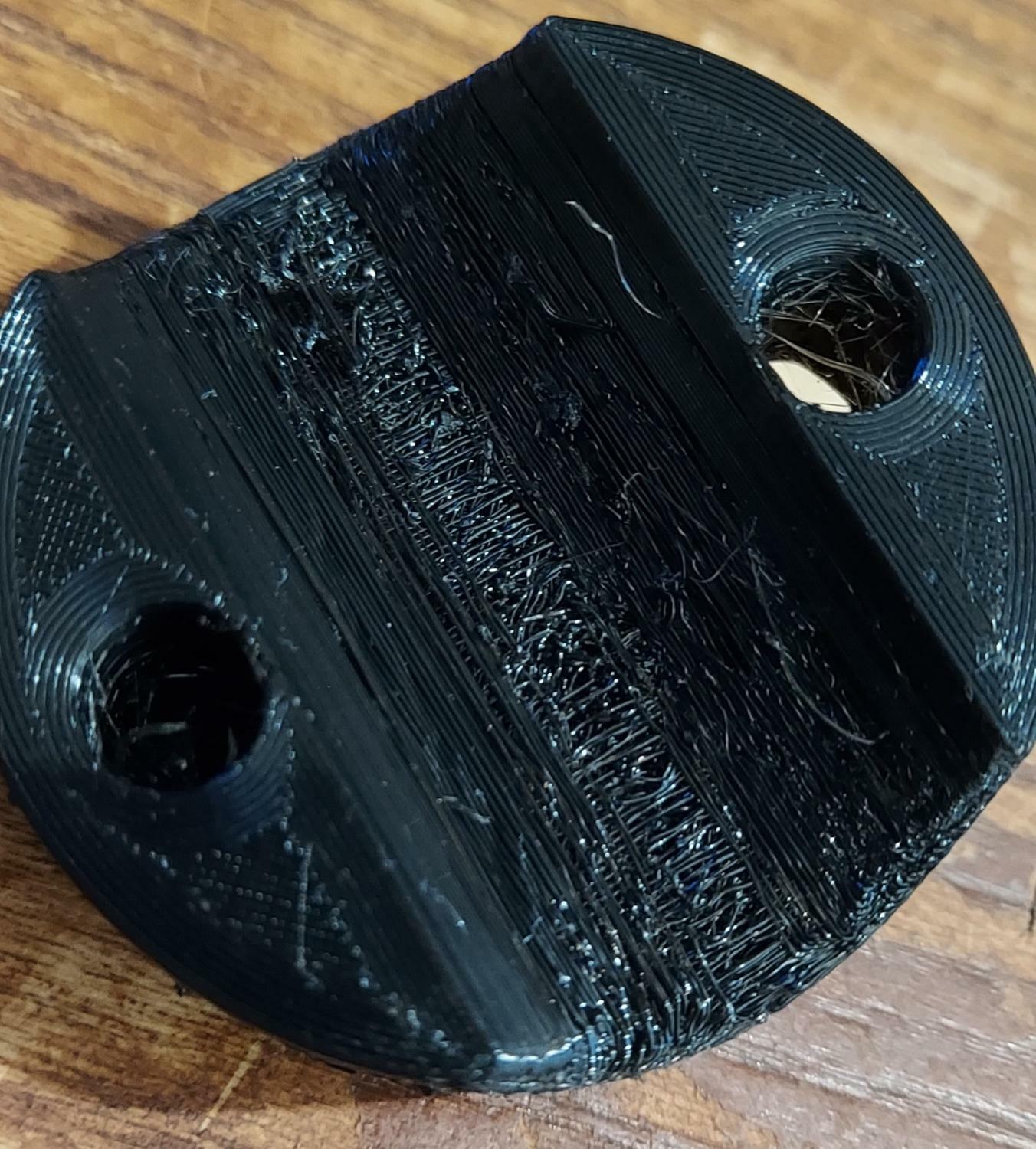
Sto avendo problemi con il Pla argentato della eono, non riesco a capire il problema io ho un artylery x1 con piatto in vetro e ho stampa questa piastra a 210c e temp piatto 50, 45mms velocità, la prima foto è la faccia inferiore posata al piatto piena di punti e strisciate, la seconda foto è la faccia superiore ha questi strisci che non capisco da cosa possano derivare... qualcuno ha idea??
-
Salve a tutti, sto avendo dei problemi a lavorare con il petg sunlu, io ho una artylery sidewinder con il piatto in vetro, per facilitare l adesione spruzzo un po di lacca sul vetro, lo ho stampato a una temperatura di 235c e piatto 75c all inizio per poi abbassarsi a 70c.. la cosa strana che i permetri sono ben attaccati alla base mentre il riempimento no e quando vado a staccarlo viene uno schifo... vi è mai successo ??
-
57 minuti fa, Killrob ha scritto:
io non ancora... sto seguendo anche io un corso sul tubo... ma sono solo alla terza lezione.... sono un po' pigro 😄
Ciao Killrob, ti capisco 😅.... anche io per pigrizia ci ho impiegato un po pero sono arrivato alla modellazione organica e ora la sto provando a mettere in pratica, sto cercando di riprodurre Donkey Kong (il personaggio della nintendo)
-
1
-
-
Salve a tutti, è da un po che mi frulla in testa di provare a modellare un personaggio o cmq delle forme organiche, per poi stamparle. Leggendo mi sono affacciato a questo programma, fatto un piccolo corso (su youtube) e ora sto provando.... c'è qualcuno che lo usa o qualcuno con esperienza che possa darmi dei consigli?? grazie a tutti
-
8 ore fa, invernomuto ha scritto:
Normalmente usi un primer (da modellismo preferibilmente, io uso vallejo in bombolette o quello per pennello) e poi usi degli acrilici ad acqua (Vallejo, Army Painter e Citadel sono i più usati, io uso i primi, linea game color che va bene per miniature da uso "gioco", se la metti su uno scaffale c'è la linea model della stessa casa).Per ombreggiare uso gli inchiostri della stessa linea. Ci sono kit introduttivi abbastanza economici per tutti i gusti (II guerra mondiale, fantasy, ecc).
Citadel al momento è l'unica marca che produce la linea "contrast", colori relativamente nuovi (2019) e rivolti ai principianti: sono una sorta di mix fra colori e inchiostri che permettono, dopo aver dato il fondo con il primer, di ombreggiare / illuminare il pezzo in un'unica passata, con un risparmio di tempo notevolissimo. Da febbraio anche Army Painter farà uscire la sua linea. Io non li ho ancora usati ma ne ho sentito parlare bene e ho visto dei risultati in rete tutto considerato molto validi in relazione al tempo impiegato.PS
Visto che siamo stampatori, consiglio a tutti di stamparsi una wet palette (ce ne sono diverse su thingiverse), strumento molto comodo per pitturare.Ma quindi prima dai una mano di primer e poi vai a pitturarlo... io pensavo di andare diretto a pitturarlo con i colori acrilici... Ho anche provato con i colori a tempera (ovviamente non sono adatti)... Cmq ottimo faro tesoro di tutto quello che mi avete detto e poi mi metterò alla prova, vediamo se riesco a fare qualcosa di decente 😁 grazieee
-
5 ore fa, eaman ha scritto:
Vallejo a pennello, Tamiya a aerografo (+ nitro).
ok quelli a pennello sono dei colori acrilici da acqua giusto?? in ogni caso grazie mille 😀
-
Il 9/7/2021 at 11:18, eaman ha scritto:
Ho poi preso una resina, peraltro la piu' scarsa sul mercato (Photon Zero a 75e) e la prima stampa sono stati alcuni dei modelli che mi hanno creato piu' problemi con Cura / FDM:

Considerando che e' stata letteralmente la seconda stampa non solo la differenza e' notevole, ma piu' che altro lo sbattimento ridicolo a confronto di un risultato "peggiore" sulla FDM. La statuetta con scettro a parte ovvimente l'assenza di stringhe tra corpo e staff e' stata fatta appoggiata sul piano praticamente senza supporti, per il resto pulire i resti dei supporti e' un attimo (morbidi, facili da limare) rispetto alla FDM.
Certo c'e' il lavaggio e la cura ma sono poi processi passivi: una volta prese le misure metti il pezzo a lavare e a curare e sta a guardare...
A favore della FDM: ho trovato questa serie che si stampa molto bene, possibile farlo a grandi dimensioni e spezzettate bene:
Ciao eaman , ma con che prodotto le vernici le figurine??
intendevo quelle fatte in PLA
-
allora questo è il File g code di un cubetto:
;FLAVOR:Marlin
;TIME:2039
;Filament used: 1.42491m
;Layer height: 0.2
;MINX:140.2
;MINY:140.2
;MINZ:0.1
;MAXX:159.8
;MAXY:159.8
;MAXZ:20.1
;POSTPROCESSED
;Generated with Cura_SteamEngine 4.9.1
M140 S55
M105
M190 S55
M104 S200
M105
M109 S200
M82 ;absolute extrusion mode
G28 ; home all axes
M117 Purge extruder
G92 E0 ; reset extruder
G1 Z1.0 F3000 ; move z up little to prevent scratching of surface
G1 X2 Y20 Z0.3 F5000.0 ; move to start-line position
G1 X2 Y200.0 Z0.3 F1500.0 E15 ; draw 1st line
G1 X2 Y200.0 Z0.4 F5000.0 ; move to side a little
G1 X2 Y20 Z0.4 F1500.0 E30 ; draw 2nd line
G92 E0 ; reset extruder
G1 Z1.0 F3000 ; move z up little to prevent scratching of surface
G92 E0
G92 E0
G1 F1500 E-3.4
;LAYER_COUNT:100
;LAYER:0
M107
G1 F300 Z0.3
;MESH:cubo_20x20.stl
.....
G1 F2700 X158.919 Y158.051 E448.76606
;MESH:NONMESH
G0 F300 X158.919 Y158.051 Z6.1
G0 F9000 X159 Y159
;TIME_ELAPSED:674.376474
;TYPE:CUSTOM
;added code by post processing
;script: PauseAtHeight.py
;current layer: 30
M83 ; switch to relative E values for any needed retraction
G1 F2100 E-100
G1 F300 Z7.1 ; move up a millimeter to get out of the way
G1 F9000 X80 Y80
G1 F300 Z15 ; too close to bed--move to at least 15mm
M104 S200 ; standby temperature
M117 Cmabio filamento
M0 ; Do the actual pause
M109 S200 ; resume temperature
G1 F2100 E100
G1 F199.998 E25
G1 F2100 E-100
G1 F300 Z7.1
G1 F9000 X159 Y159
G1 F300 Z6.1 ; move back down to resume height
G1 F2100 E100
G1 F2700 ; restore extrusion feedrate
M82 ; switch back to absolute E values
G92 E448.76606
;LAYER:30
;TYPE:WALL-INNER
;MESH:cubo_20x20.stl
G1 F1350 X141 Y159 E449.36474
G1 X141 Y141 E449.96342
G1 X159 Y141 E450.5621
G1 X159 Y158 E451.12753
G0 F1215 X159 Y159
G0 F9000 X159.4 Y159.4
G1 F1350 X140.6 Y159.4 E451.75282
G1 X140.6 Y140.6 E452.37811
G1 X159.4 Y140.6 E453.0034
G1 X159.4 Y158.4 E453.59543
G0 F1215 X159.4 Y159.4
G0 F9000 X159.8 Y159.8
;TYPE:WALL-OUTER
G1 F1350 X140.2 Y159.8 E454.24733
G1 X140.2 Y140.2 E454.89923
G1 X159.8 Y140.2 E455.55112
G1 X159.8 Y158.8 E456.16976
G0 F1215 X159.8 Y159.8
G0 F9000 X158.919 Y158.919
;TYPE:FILL
G1 F2700 X141.079 Y141.079 E457.0089
G0 F9000 X141.08 Y141.948
G1 F2700 X141.949 Y141.079 E457.04978
G1 F1500 E453.64978
G1 F300 Z6.3
G0 F9000 X146.737 Y141.08 Z6.3
Il 24/12/2021 at 09:29, Eddy72 ha scritto:Posteresti qui un file .gcode dove hai messo una di queste pause?
Così vediamo cosa aggiunge
Ciaoo
al layer 30 ho messo la pausa
;added code by post processing
;script: PauseAtHeight.py
;current layer: 30
M83 ; switch to relative E values for any needed retraction
G1 F2100 E-100
G1 F300 Z7.1 ; move up a millimeter to get out of the way
G1 F9000 X80 Y80
G1 F300 Z15 ; too close to bed--move to at least 15mm
M104 S200 ; standby temperature
M117 Cmabio filamento
M0 ; Do the actual pause
M109 S200 ; resume temperature
G1 F2100 E100
G1 F199.998 E25
G1 F2100 E-100
G1 F300 Z7.1
G1 F9000 X159 Y159
G1 F300 Z6.1 ; move back down to resume height
G1 F2100 E100
G1 F2700 ; restore extrusion feedrate
M82 ; switch back to absolute E values
G92 E448.76606 -
1 ora fa, Eddy72 ha scritto:
tramite estensioni - post elaborazione?
Ciaoo
si esatto.... è strana sta cosa perchè fa tutto quello che imposto... tranne fermarsi
-
2 ore fa, Eddy72 ha scritto:
Posta la parte di gcode che usi per la pausa
Ciaoo
oddio come si fa?? nel senso io lo imposto con cura tramite il modificatore di g code la pausa
-
Niente da fare ancora, ma nessuno con questa macchina ha mai provato a stampare in due colori??
-
Allora torno a scrivere perche ho qualche problema, praticamente sto provando con cura a fare il cambio di filamento per avere una stampa di due colori, pero la macchina al layer impostato si ferma, si posiziona alle cordinate che imposto, retrae il filo ma invece di rimanere ferma se lo ritira dentro e riparte?? qualcuno conosce il problema?'?








Atilery X1
in Artillery
Inviato
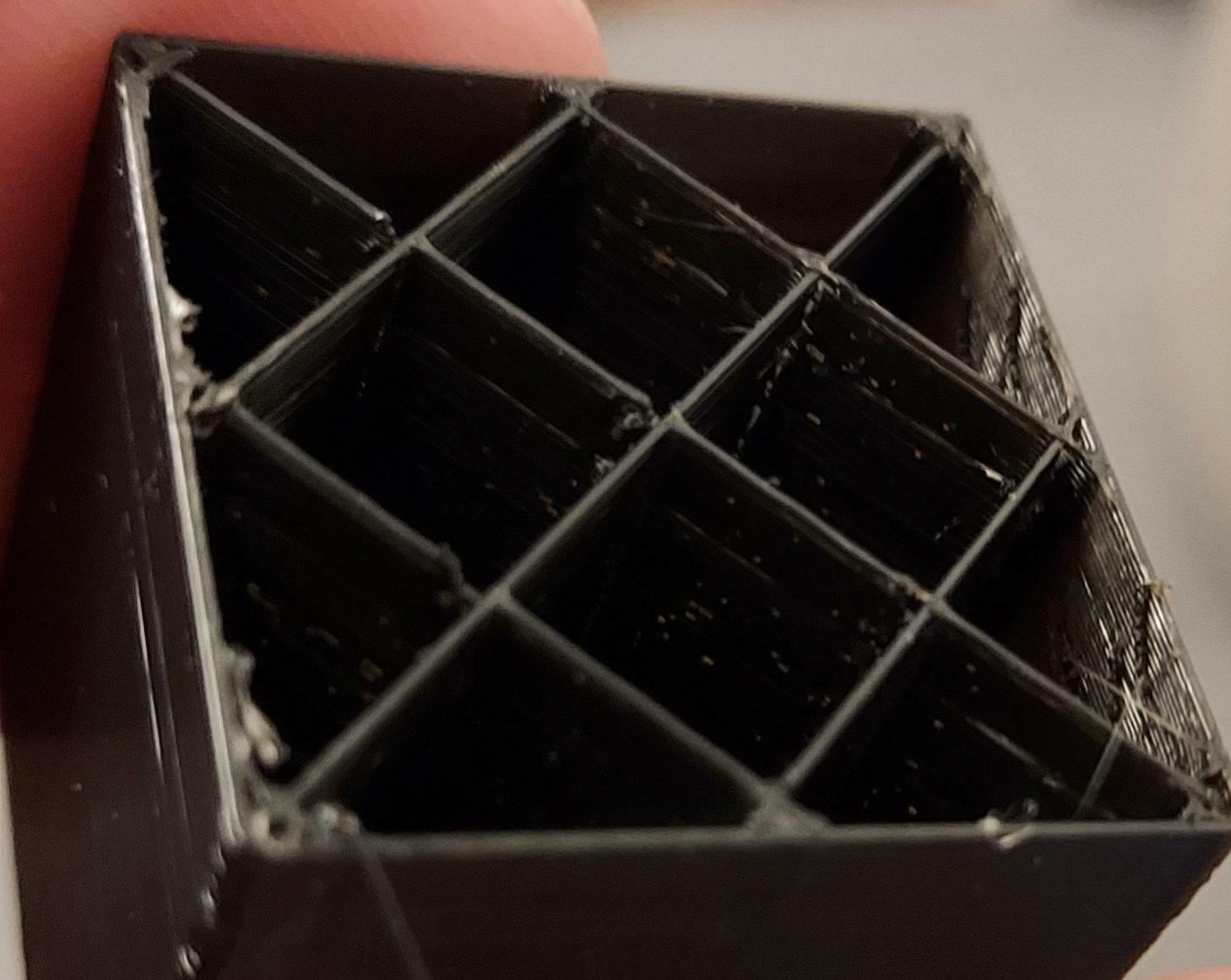
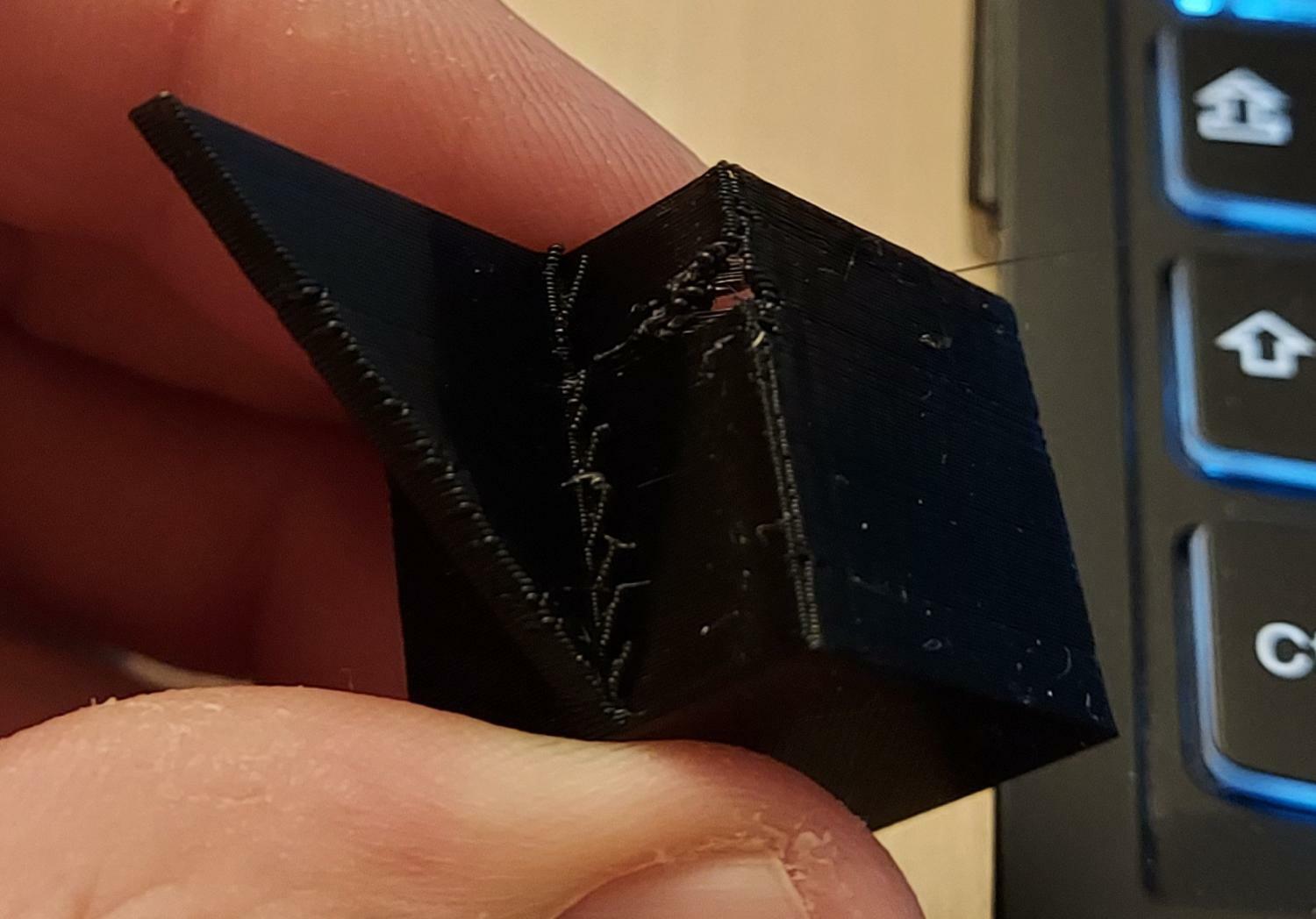
Allora lo ho rifatto stessi parametri 235c bed 80c retrazione e Coasting abilitati e velocità 20mm s e ora come spessori ci siamo, forse il riempimento ancora leggermente sotto estruso 0.39-0.40, però mi sono accorto che la parete all interno hai dei segni sembrerebbe gocciolamenti (solo su due facce) qualcuno li ha mai visti??