

john
-
Numero contenuti
353 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da john
-
-
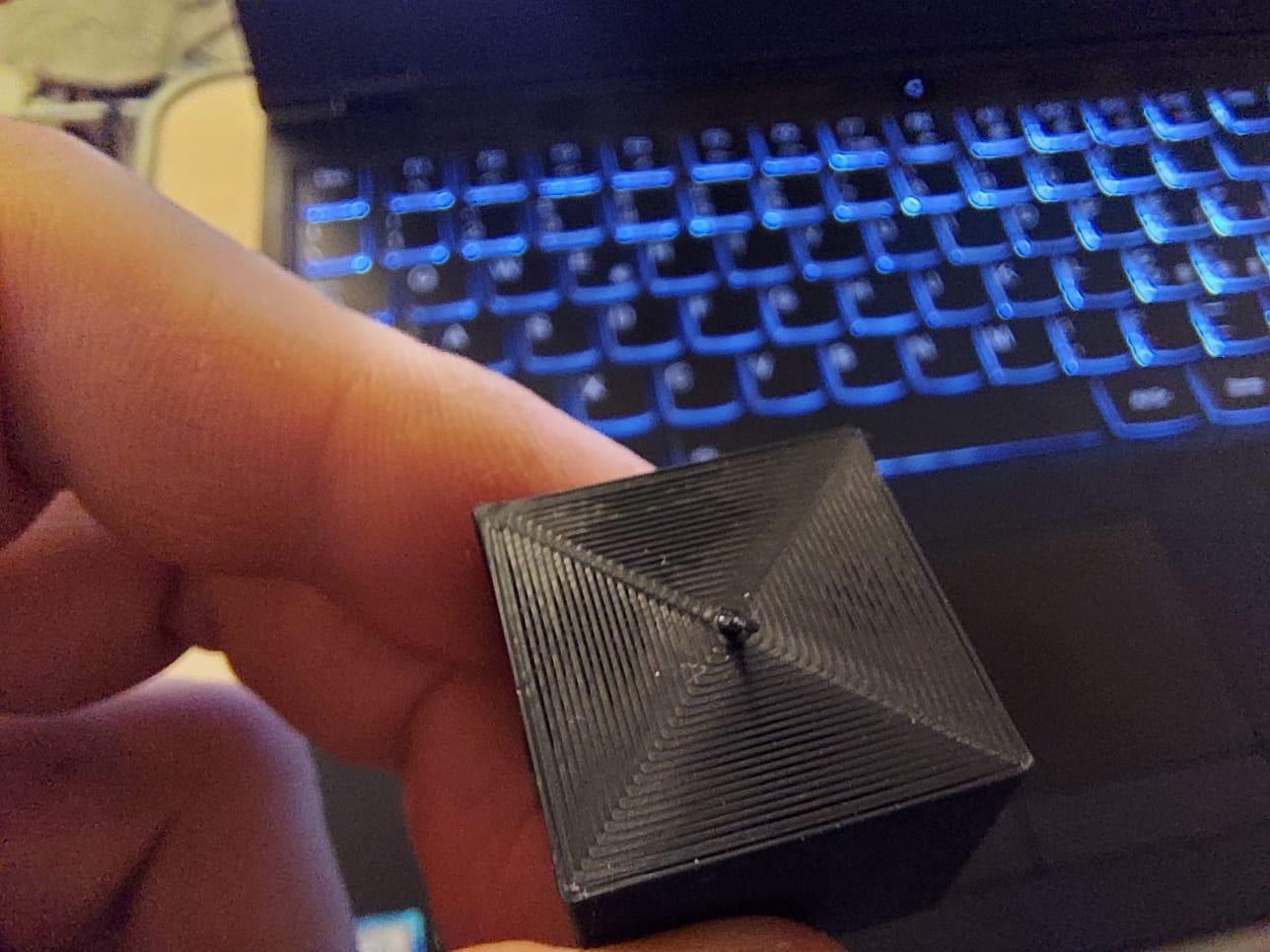
allora dopo diverse prove sono riuscito a sistemarla un po pero trovo ancora delle imperfezioni che non capisco, cioè se tengo il flow rate giusto per avere wall perfettamente a 0.4 il risultato sulla superfice è questo, se vedi tra i layer è come ci fosse spazio, ma non su tutti. se sai darmi un idea del perche.... grazie

-
Anet A8 fake e Tronxy X5SA-2E
-
1 ora fa, Otto_969 ha scritto:
Dalla foto potrebbe essere che sei troppo alto (ti avevo consigliato di rompere il cubetto, e misurare il fondo per capire se lo Z-OffSet era giusto), oppure troppo freddo/caldo di estrusione. Anche se stampi troppo veloce puó dare risultati simili...
Di solito il bottom layer lo imposto almeno al 110%. Prova a rifare il Thin Wall test col bottom layer al 110% senza toccare nient'altro...
Che materiale é? Marca, tipo e temperature? Velocità?
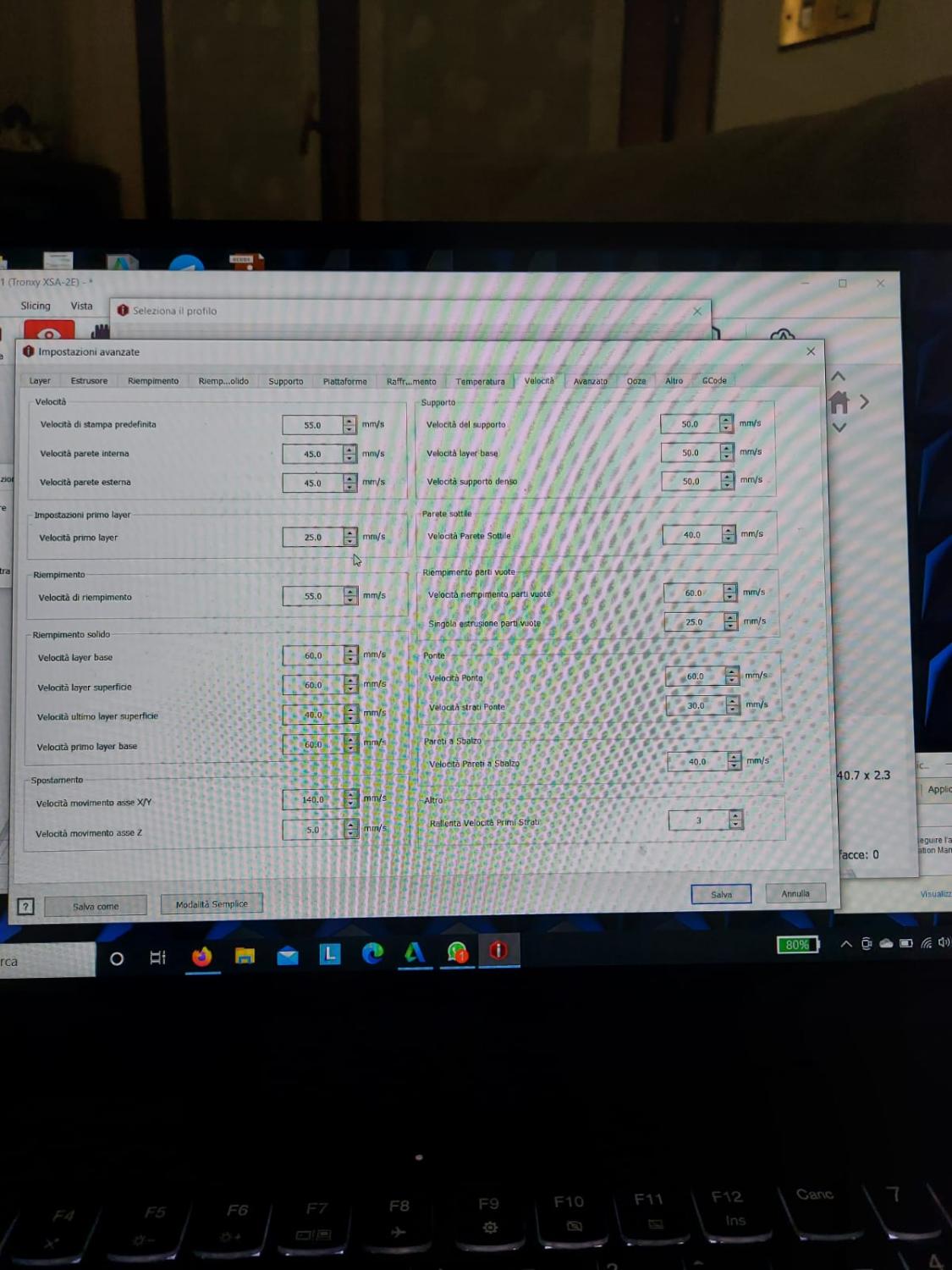
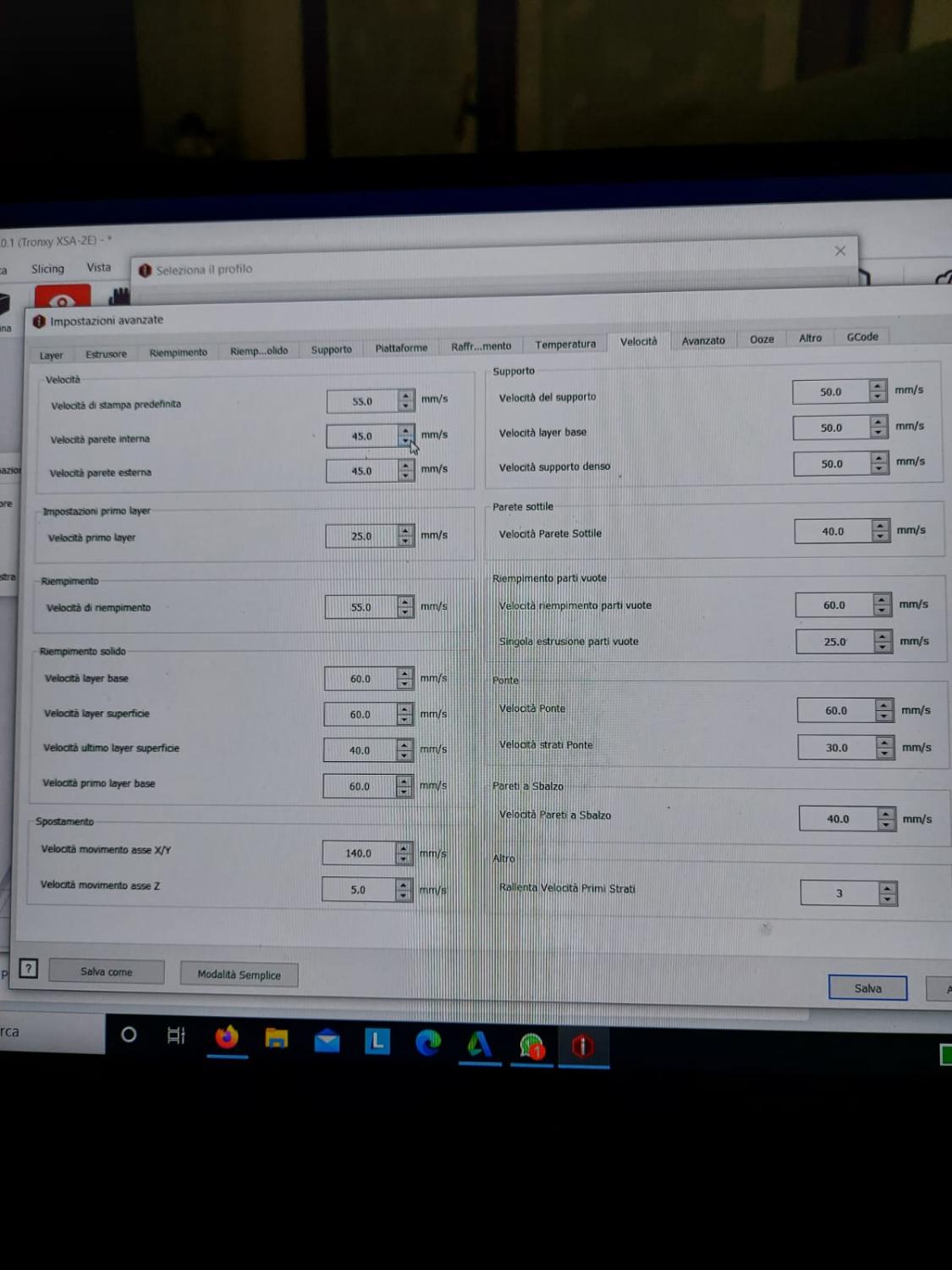
scusa mi sono dimenticato di dirti allora quando facevo il cubetto vuoto all interno ho strappato i muri e con 3 bottom layer lo spessore era 0.6 all 110% di flow rate, io stampo PLA della geeteech (quello bianco) o senno ho anche eryone a 210 C, le velocita ti metto una foto
Scusa te la risposto la foto perchè su quella non si vede bene

-
Il 30/3/2021 at 19:30, Otto_969 ha scritto:
Bene...
Lascia perdere i cubetti che ancora non ti servono a niente: fai dei Thin-Wall test.
Parti da un cubetto pieno (quello senza le lettere X,Y e Z impresse sui lati), metti a 0 il numero dei Top Layer, pure il riempimento deve essere a 0. Imponi 1 sola parete e 2/3 Bottom Layers. Come larghezza dai il diametro del nozzle. Come altezza del layer metti quella che pensi di usare più spesso.
Misura il diametro del filamento ed impostalo nello slicer.
Flusso tutto al 100%
Stampa il cubetto e misura attentamente lo spessore parete: deve essere esattamente uguale al diametro del nozzle, se è di meno sei sottoestruso; se è maggiore sei sovraestruso... Mentre ci sei spezza le pareti dal fondo e misura anche il fondo, giusto per capire che lo Z-OffSet è ok.
Ripeti la prova variando il valore di Flow fino a raggiungere un risultato soddisfacente.
Ora misura la larghezza di X e Y, cercando zone "pulite" lontano dagli angoli, di solito al centro è più facile ottenere misurazioni più attendibili.
Se X e Y sono sbagliate (ad es. 20,1mm e 20,1mm), dovremo cambiare gli step di X e Y che sulle CoreXY sono lo stesso comando (le altre hanno due regolazioni indipendenti: una per X ed un'altra per Y). Stessa cosa per Z: se è sbagliata si deve agire sugli steps dalle impostazioni.
Se invece le misure di X e Y sono diverse tra loro (ad es. X=19,9mm e Y=20,1mm) hai sicuramente le cinghie tese in modo diverso: anche le diagonali del cubo saranno diverse ed i quadrati saranno in realtà dei rombi. Su questa macchina è fondamentale usare cinghie di qualità che non si allungano con l'uso, ma che al contempo siano "morbide" per agevolare i movimenti.
Fai queste prove e poi continuiamo... Prendi bene le misure, senno và tutto in vacca. 🙄
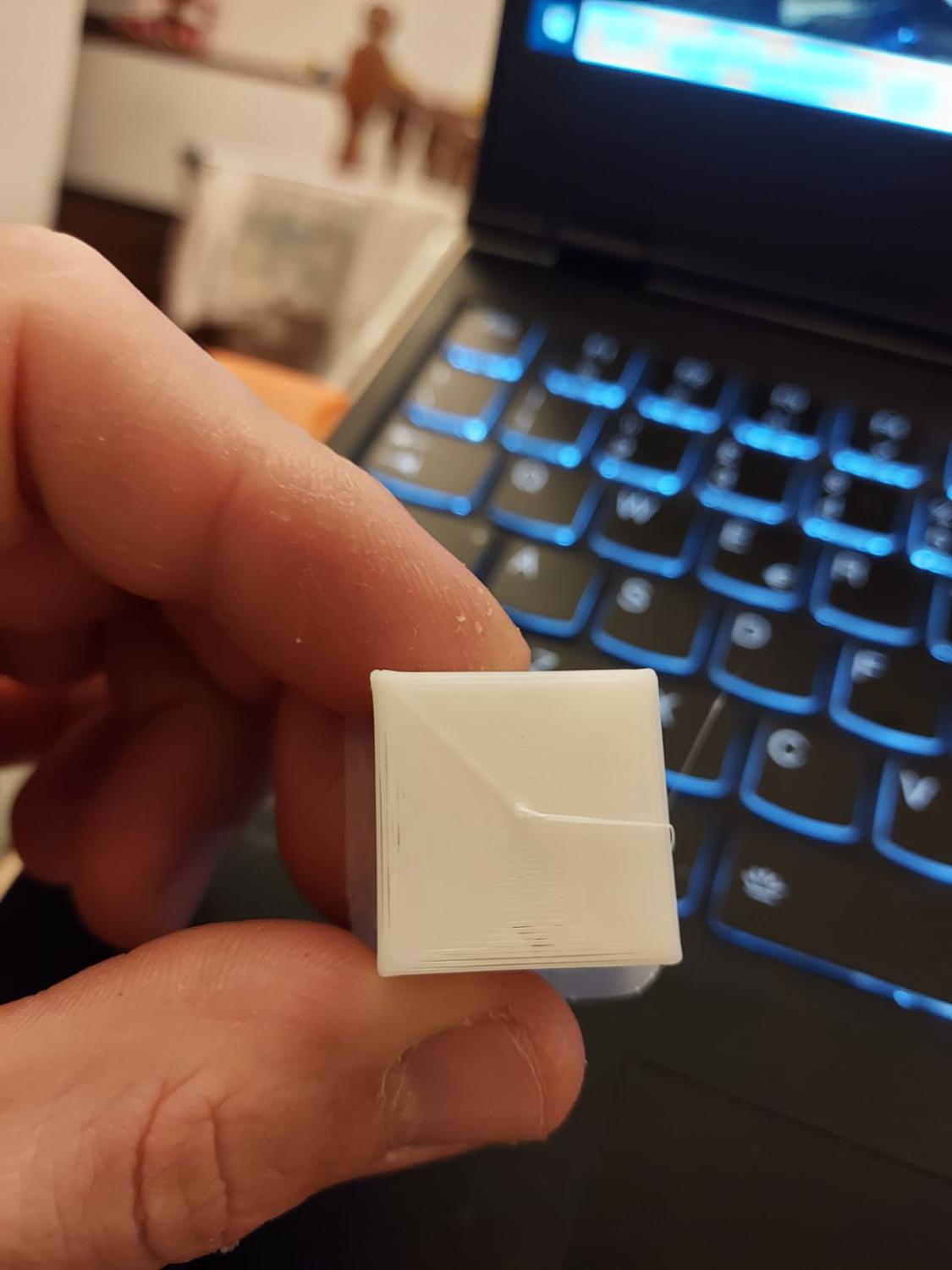
Allora dopo una giornata di prove sono riuscito a sistemare sia le dimesnione del cubetto che ora è preciso 20x20x20 che il flow rate che impostandolo al 70% mi fa la parete precisa a0.4 pero ho un problema ho provato a stampare un cubetto prova con il rimpimento e come vedi in un cubetto con tre muri i muri tra di loro sono staccati e impostando il flow rate superiore a 125% ancora non riesco chiudere tutti i buchi
-
43 minuti fa, Numen ha scritto:
Capito, quindi unica soluzione è intervenire meccanicamente sulle assi Z o cambiarle
Ciao non sono uno esperto, pero questo problema io lo avevo sull anet A8 fake, che di serie montava delle barre filettate invece che quelle trapezoidale, sostituite risolto il problema.
-
 1
1
-
-
20 ore fa, Otto_969 ha scritto:
E ci credo che non ci capisci niente: è cinese che NotePad non riesce a tradurre perchè normalmente non ha i caratteri in memoria! Te lo avevo detto di usare NotePad++! SCARICALO ed installalo: è free ed apre un mare di files, oltretutto ha la grandissima utilità di poter aprire più files allo stesso momento, e quindi puoi fare modifiche in tempo reale ai files!
Cmq il file è quello giusto, quello che ci interessa è il valore M8011 S0.001308: questo è il valore degli steps di E.
Intanto devo dire che se estrude solo 63mm probabilmente la ruota godronata slitta, stringi al massimo la regolazione per aver maggior pressione possibile, e riprova a fare il test dei 100mm.
HAI IMPOSTATO IL VALORE REALE DEL DIAMETRO FILAMENTO NELLO SLICER? Il filamento non è mai come dicono che sia, e se lasci i canonici 1,75mm quasi sempre sballi tutto! Io per esempio abito in una casa molto asciutta e calda, con un valore di umidità di circa il 30% tutto l'anno, ed i filamenti sono generalmente 1,68-1,70mm di diametro! Figurati che neanche li richiudo... Li lascio aperti!
Misura SEMPRE il diametro reale del filamento prima di ogni prova o stampa, riportalo nello slicer (o in RH), e misuralo con un calibro buono, non con quelli da 10€ che appena appoggi le punte si aprono di 1/2mm...
Qualunque sia il risultato devi fare quanto segue:
1) - Apri un nuovo file di testo (.txt) con NotePad++, e scrivi:
M8011 S0.001210
M8500
2) - Cambia il file da ".txt" a ".gcode". (M8500 è il comando che salva tutto quello che hai scritto, senza questo comando le modifiche non verranno salvate!).
3) - Copia il file sulla FlashDrive.
3) - Lancia il file come se fosse una normale stampa (stavolta dopo qualche secondo dovrebbe darti il segnale di stampa completata).
4) - Riavvia la stampante.
5) - Ripeti la "falsa stampa" col file che hai trovato nel post dell'altra discussione, per ottenere nuovamente tutti i settaggi, e controllare che il valore di M8011 sia realmente cambiato.
6) - Ripeti il test dei 100mm e vedi che valori ti dà...
Poi prova a variare il valore che ti ho dato (0.001210) per avvicinarti il più possibile ai 100mm reali. C'è anche una formula che dovrebbe darti il giusto valore al primo colpo, ma con me non ha funzionato, probabilmente era per un altro tipo di estrusore e non mi ricordo neanche dove l'abbia trovata, quindi non la posto, ma sappi che esiste il modo di calcolarlo con una semplice equazione (sapendo il rapporto di de/moltiplicazione della ruota godronata).
Fammi sapere...
Allora intanto ti ringrazio per la pazienza, come mi hai detto te ho fatto il lavoro per impostare l estrusore e dopo una serie di tentativi sono riuscito a regolarlo ora estrude perfettamente 100mm (e vedo gia dei cambiamenti sulle stampe) adesso ho stampato il cubetto allora il cubetto sulle diagonali hanno una differenza di 1 decimo luna dalla altra , x e y sono piu grandi di 1 decimo mentre z è piu grande di 0.35 decimi.
-
31 minuti fa, windom46 ha scritto:
Anch'io mi trovo bene con il firmware originale che è calibrato molto bene. Capita però che a parte l'asse Z che è gestito da viti trapezie con passo di 8mm e che con driver 4988 va impostato a 400 step/mm, per gli altri 2 assi, X e Y movimentati da cinghie dentate, gli step/mm vanno verificati e a volte corretti per vari motivi, tipo usura o tensione delle cinghie stesse. Io, per esempio, sulla Prusa I3proW per avere le misure corrette ho dovuto impostare X a 80,34 e Y a 80,42. Questo, dopo avere stampato una croce di mm 180x180 e corretto gli step/mm con la classica equazione. Sulla X5SA a differenza della I3proW non è possibile correggere questi valori da display e quindi bisognerebbe modificarli in Configuration.h
Devo però dire che stampando una croce di 300x300 mm con la X5SA le misure risultano quasi perfette. Secondo me stampare una croce da 300x300 mm risulta molto più preciso del solito cubetto da 20x20x20, le misure vengono sicuramanta sfalsate dall'ovalizzazione del filo durante la stampa e 300 mm sono sicuramente molto più precisi di 20
ma hai provato il test del filamento? quello descritto qui sopra sulla tronxy?
-
1 ora fa, windom46 ha scritto:
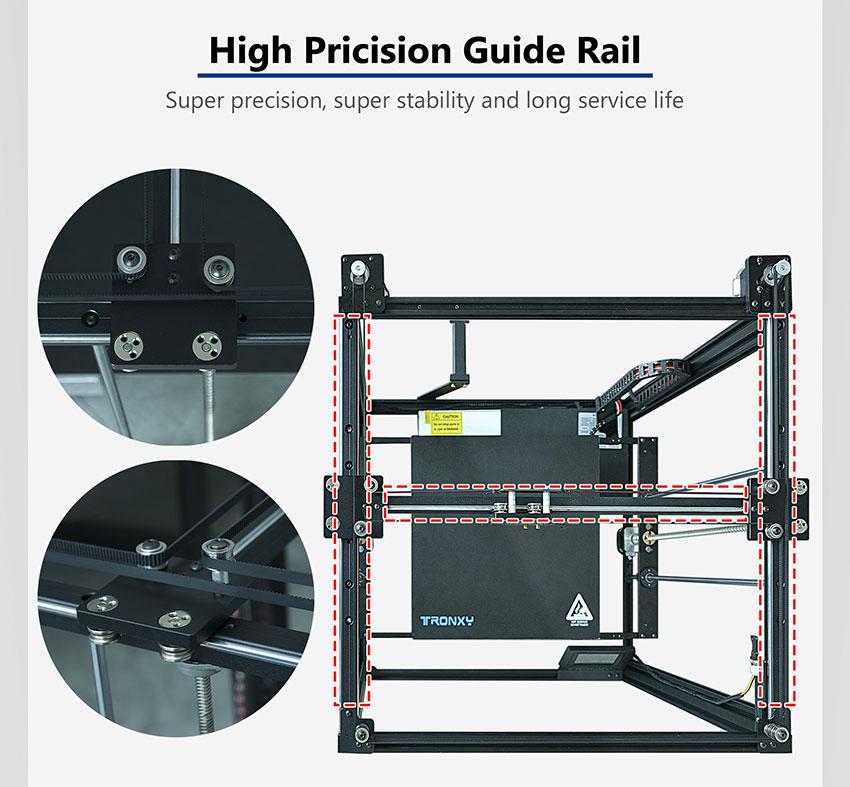
Ciao a tutti, ho acquistato anch'io da circa una settimana questa stampante ed ho subito fatto la modifica già fatta sulla Geeetech I3proW per vincolare le due viti dell’asse Z che non capisco perchè non venga già fatta in produzione. I due assi Z infatti vanno sempre controllati e allineati prima di ogni stampa in quanto si spostano solo sfiorandoli., Vincolandoli questo non è più necessario. Basta veramente poco, 2 pulegge da 16 denti che si possono scaricare dal sito della Poggi per molti programma di CAD (Autocad, Fusion360, ecc) ed una cinghia da 1100 mm. passo metrico 5mm.
Non serve neanche il tendicinghia perché la tensione è già perfetta così. Io le pulegge le ho stampate con la I3proW e non essendo sottoposte a sforzi, vanno benissimo. Se a qualcuno può interessare, allego foto e file STL e GCODE.
Volevo inoltre sapere se qualcuno di voi ha provato a installare il firmware Merlin2 di cui esistono già, negli esempi, i file configuration.h e configuration.adv.h modificati per questa stampante. Non che quello originale proprietario non vada bene però non è possibile modificarlo.
Ciao, allora intanto ottimo che hai messo questo se veramente riesce a mantenere rigido l asse z senza ogni volta doverlo ricalibrare è ottimo, io sto provando a tarla con il suo firware originale della tronxy e al momento non penso che lo faro, vorrei provarla a fare andare con il suo, senza stravolgerla
-
-
23 ore fa, Otto_969 ha scritto:
No, non devi staccare il tubetto, la prova deve essere fatta con la macchina in condizioni di uso normale. Se pensi di stampara a 210°C, dal pannello di controllo devi settare la macchina a 210°C. Magari fai scendere il piatto di 100/150mm così non dà fastidio... Se stacchi il filo l'estrusore lavora a carico zero e lo slittamento sarà zero. Invece se metti l'estrusore a temp di lavoro e gli fai estrudere "veramente" 100mm di filo, la condizione di lavoro sarà praticamente identica a quella che l'estrusore incontrerà quando stamperai, e la misurazione sarà dunque molto attendibile.
La misurazione dei 100mm conviene farla a partire dal sensore di rottura filamento, così: Come prendere i riferimenti filo
Poi vai a questa discussione: Lettura e scrittura parametri Tronxy alla fine del primo post, c'è un file (dovrebbe essere; backup_eeprom.gcode), scaricalo, copialo sul FlashDrive, e fallo partire come una normale stampa... Dopo qualche secondo ferma la stampa dal displey macchina, disinserisci la FlashDrive dalla macchina, ed inseriscila nel PC...
Ci dovrebbe essere un nuovo file... Questo file è stato creato dalla precedente "stampa" e riporta tutti i settaggi della tua stampante. Apri il file con NotePad o meglio NotePad++.
Copia tutto il file ed inseriscilo in Google Translate perchè saraà tutto in cinese...
Poi postalo quì!
Purtroppo non ho troppo tempo, ma cerco di seguire...
Allora come mi ha detto ho eseguito la misurazione del filamento facendo le due linee ed estrudendo il filamento, allora impostando repeti hoster ad estrudere 100mm di filamento me ne ha estrusi solo 63,5 e poi ho scaricato ho importato tutti i settaggi della stampante aperto con word pad pero è in una lingua che non riesco a tradurre in alcun modo, ho provato a lasciarla la anche 20 min se cambiava qualcosa ma questo è il file che trovo. Ti ringrazio e aspetto una tua risposta.
;;°æ±¾:V1.4.1ZE_RC27m4 LCD:3 ';'ºóÃæ½ÓµÄÊÇ×¢ÊÍ
M8000 I1;¶Ïµç±£´æÖ§³ÖÓë·ñ
M8001 I1;¸´Î»¿ªÍ·Ö§³ÖÓë·ñ
M8002 I-1;Xµç»ú·½Ïò
M8003 I-1;Yµç»ú·½Ïò
M8004 I1;Zµç»ú·½Ïò
M8005 I-1;Eµç»ú·½Ïò
M8005 I1 E2;E2µç»ú·½Ïò
M8005 I1 E3;E3µç»ú·½Ïò
M8005 X0 ;XÖá 0:¼·³öÍ·¶¯ 1:ƽ̨¶¯
M8005 Y0 ;YÖá 0:¼·³öÍ·¶¯ 1:ƽ̨¶¯
M8005 Z1 ;ZÖá 0:¼·³öÍ·¶¯ 1:ƽ̨¶¯
M8006 I100;ÆðʼËÙ¶È
M8007 I20;¹ìÍäËÙ¶È
M8008 I100;¼ÓËÙ¶È
M8007 E20;E¹ìÍäËÙ¶È
M8008 E100;E¼ÓËÙ¶È
M8009 S0.006250;x,yÿ²½mm
M8010 S0.001250;zÿ²½mm
M8011 S0.001308;eÿ²½mm
M8012 I100;XY×î´óËÙ¶È
M8013 I20;Z×î´óËÙ¶È
M8014 I120;E×î´óËÙ¶È
M8015 I8;ZµÚÒ»´Î¹éÁãËÙ¶È
M8016 I8;ZµÚ¶þ´Î¹éÁãËÙ¶È
M8015 S30;XYµÚÒ»´Î¹éÁãËÙ¶È
M8016 S8;XYµÚ¶þ´Î¹éÁãËÙ¶È
M8017 I6;Ô¤¼·³ö³¤¶È
M8018 I120;Ô¤¼·³ö×î´óËÙ¶È
M8019 I50;MakerwareÍËË¿ËÙ¶È
M8020 S1.500000;MakerwareÍËË¿³¤¶È
M8033 S0.000000;MakerwareÇл»¼·³öÍ·ÍËË¿³¤¶È
M8021 S1.750000;ºÄ²ÄÖ±¾¶
M8022 I275;¼·³öÍ·×î¸ßζÈ
M8022 T170;ºÄ²Ä×îµÍ¼·³öζÈ
M8023 I100;ÈÈ´²×î¸ßζÈ
M8023 T0;ζȾ¯¸æʹÄÜ 0:ʹÄÜ 1:½ûÖ¹
M8024 I330;X×î´óÐгÌ
M8025 I330;YÈ¡´óÐгÌ
M8026 I400.000000;Z×î´óÐгÌ
M8027 I2;¼·³öÍ·¸öÊý
M8027 S1;¶à½øÒ»³öÅçÍ· 1:ÊÇ 0:²»ÊÇ
;M8027 Z0;½«E2µ±³ÉË«ZÖáµÄÁíÒ»¸öÖá
;M8027 Y0;½«E2µ±³ÉË«YÖáµÄÁíÒ»¸öÖá
;M8027 E0;½«E2µ±³ÉË«E1Öá
M8027 T1;0:½ûÖ¹ÈÈ´² 1:ʹÄÜÈÈ´²
M8028 S0.000000;ÍËË¿²¹³¥
M8029 I0;XYÏÞλ 0:×îСÏÞλ 1£º×î´óÏÞλ 2:Ë«±ßÏÞλ 3:×óºó 4:ÓÒÇ°
M8029 T0;ÏÞλ½ÓÏß 0:ÏÞλ³£¿ª 1:ÏÞλ³£±Õ
M8029 S0;ZÏÞλÀàÐÍ 0:×îСÏÞλ 1:×î´óÏÞλ
M8029 C0;XYZ¹éλºó¶¯×÷ 0:»ØÁãµã(0,0,0) 1:Í£ÔÚÏÞλλÖÃ
M8029 P-1;filament(Èý½ÇÖÞµ÷ƽ)ÏÞλ;1:ÓëXYZÏÞλÀàÐÍÏàͬ -1:ÓëXYZÏÞλÀàÐÍÏà·´
M8029 D1;ºÄ²Ä¼ì²âʹÄÜ
M8030 I0;·çÉÈ×ÔÆô¶¯Î¶È
M8030 I50 T-1;Ö÷°å·çÉÈ×ÔÆôζȣ¬³£¿ªÉèÖÃΪÁã
M8031 S0.000000;µÚ¶þ¼·³öÍ·XÆ«ÒÆ
M8032 S0.000000;µÚ¶þ¼·³öÍ·YÆ«ÒÆ
M8031 D0.000000;µÚÈý¼·³öÍ·XÆ«ÒÆ
M8032 D0.000000;µÚÈý¼·³öÍ·YÆ«ÒÆ
M8034 I1;Îļþ¼ÐÖ§³ÖÓë·ñ
M8035 I7;µ÷ƽµã¸öÊý
;M8036 X0.1 Y0.1;¶àÉÙ¸öµã¾ÍÌî¶àÉÙ¸ö×ø±ê£¬Ð¡ÓÚ0ΪÐг̱ÈÀý£¬·ñÔòΪ×ø±ê
M8036 X10.0000 Y10.0000;µ÷ƽλÖÃ
M8036 X60.0000 Y50.0000;µ÷ƽλÖÃ
M8036 X300.0000 Y300.0000;µ÷ƽλÖÃ
M8036 X60.0000 Y300.0000;µ÷ƽλÖÃ
M8036 X300.0000 Y300.0000;µ÷ƽλÖÃ
M8036 X60.0000 Y50.0000;µ÷ƽλÖÃ
M8036 X300.0000 Y50.0000;µ÷ƽλÖÃ
M8080 I2;»úÐÍÀàÐÍ 0:XYZ 1:Delta 2:Hbot
M8081 I2;ζȴ«¸ÐÆ÷ 0: NTC 100K 1 B 1:KÐÍÈȵçż 2:EPCOS NTCÈÈ×è
M8083 S180.000000;Èý½ÇÖ޸˳¤¶È
M8083 Z200.000000;Èý½ÇÖÞZÐгÌ
;M8083 I2;ÊÇ·ñʹÄÜ×Ô¶¯µ÷ƽ
M8083 D0 P0;¶æ»úÆðʼ½Ç¶ÈºÍ½áÊø½Ç¶È
M8084 S80.000000;Èý½ÇÖÞ´òÓ¡°ë¾¶
M8084 D0;µ÷ƽ°ë¾¶²îÖµ
M8084 P0;µ÷ƽȡµãģʽ,0:7x7Õý·½¿ª 1:37¸öµã£¬ÕýÁù±ßÐÎ
M8084 Z1.443749;Èý½ÇÖÞZÆ«ÒÆ£¬0:½ûֹƫÒÆ£¬ÐгÌÓÉÉèZΪÁãÈ·¶¨£¬·Ç0£¬ÐгÌÓɵ÷ƽ´¥·¢Æ÷´¥·¢Î»ÖÃ+Æ«ÒÆÖµ
M8085 I6000;¿ª»úlogo³ÖÐøʱ¼ä£¬×îС100ms,×î´ó6000ms
M8085 T0;ÆÁ±£´ý»úµÈ´ýʱ¼ä,µ¥Î»ÊÇÃë
M8085 P0;´ý»ú¶à³¤Ê±¼äºó¹Ø»ú
M8086 I1 ;µç»úϸ·ÖÈí¼þ·ÖƵ,²»¶®ÇëÉè1
M8087 I0 T8000;I:·½ÏòÓÐЧµ½Âö³åÓÐЧµÄʱ¼ä(ns),T:Âö³å×î¶Ì±£³Öʱ¼ä(ns).Èç¹ûûÓÐÍâ½ÓÇý¶¯£¬ÇëÈ«²¿ÉèΪ0
M8089 P0 ;;ÊÇ·ñ´òÓ¡Íê³Éºó£¬Ç¿ÖƹرÕËùÓеç»ú¼°¼ÓÈÈ 0£º¹Ø±ÕËùÓÐ 1£º´òÓ¡Íêºó²»ÔË×÷ 2:´òÓ¡Íê¹ýÁã
M301 P22.2000 I1.0800 D114.0000;ζÈPID²ÎÊý
M8489 I256 ;Ö÷°å·çÉÈ×ÔÆôʱµÄpwm±ÈÀý
M8489 T3 ;×°ÔغIJĵĽøË¿ËÙ¶È
M8489 S5 ;Èý½ÇÖÞ»úÐÍÔÚµ÷ƽʱ£¬È¡µãʱµÄϽµËÙ¶È
;M8520 I0;¼¤¹âµñ¿ÌÖ§³Ö£¬»áÖض¨ÏòmoreµÄ¹¦ÄÜ£¬Ä¬ÈϽûÖ¹ 1:Ö§³Ö 0:²»Ö§³Ö
;M8520 T0;ÊÖ¶¯µ÷ƽ֧³Ö£¬Ä¬ÈϽûÖ¹ 1:Ö§³Ö 0:²»Ö§³Ö
;M8521 I0;ÈÈ´²¼ÓÈÈÖض¨Ò壬ĬÈÏΪ0
M8500 ;±£´æÅäÖà -
34 minuti fa, Otto_969 ha scritto:
No, non devi staccare il tubetto, la prova deve essere fatta con la macchina in condizioni di uso normale. Se pensi di stampara a 210°C, dal pannello di controllo devi settare la macchina a 210°C. Magari fai scendere il piatto di 100/150mm così non dà fastidio... Se stacchi il filo l'estrusore lavora a carico zero e lo slittamento sarà zero. Invece se metti l'estrusore a temp di lavoro e gli fai estrudere "veramente" 100mm di filo, la condizione di lavoro sarà praticamente identica a quella che l'estrusore incontrerà quando stamperai, e la misurazione sarà dunque molto attendibile.
La misurazione dei 100mm conviene farla a partire dal sensore di rottura filamento, così: Come prendere i riferimenti filo
Poi vai a questa discussione: Lettura e scrittura parametri Tronxy alla fine del primo post, c'è un file (dovrebbe essere; backup_eeprom.gcode), scaricalo, copialo sul FlashDrive, e fallo partire come una normale stampa... Dopo qualche secondo ferma la stampa dal displey macchina, disinserisci la FlashDrive dalla macchina, ed inseriscila nel PC...
Ci dovrebbe essere un nuovo file... Questo file è stato creato dalla precedente "stampa" e riporta tutti i settaggi della tua stampante. Apri il file con NotePad o meglio NotePad++.
Copia tutto il file ed inseriscilo in Google Translate perchè saraà tutto in cinese...
Poi postalo quì!
Purtroppo non ho troppo tempo, ma cerco di seguire...
ok, va bene ti ringrazio tantissimo ora appena posso ti posto tutto come mi ha detto e aspetto una tua risposta quando puoi.
grazie ancora
-
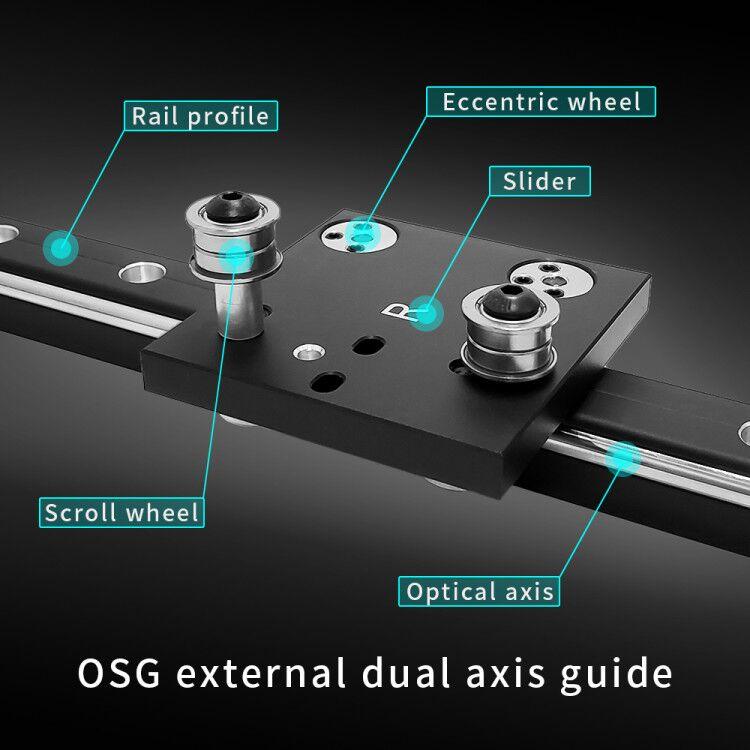
In ogni caso questo è il sistema montato sulla tronxy X5SA-2E, sinceramente non ho fatto caso se fossero in gomma dura o metalliche, ti allego una foto.
-
8 ore fa, FabKind ha scritto:
eheheh infatti! in realtà non ho intenzione di fare 50 upgrade, ma appunto comprare la PRO e poi in caso prendere il kit per passarla alla 2E....
@gregorio56sm anche la tua PRO ha la parte superiore del telaio come nelle immagini che ho allegato nel messaggio di prima, giusto??? Ovvero con i binari ed i pezzi aggiornati....
@john ti riposto la domanda che ho scritto nel messaggio di prima, che forse in mezzo a tutto il testo passa in secondo piano....
Allora la X5SA-2E monta il sistema a scorrimento con le ruotine in gomma sia nell asse x e y come quello nella immagine con il titolo "resume after a power failure"
-
14 ore fa, FabKind ha scritto:
Ho la Anycubic Predator Delta, e finora non ho avuto esperienza con stampanti multifilamento, quindi non ne conosco nella pratica il funzionamento, ma ho solo delle infarinature leggendo qua e là....
@john mi sembra di capire che tu stia stampando con un solo filamento: incontri difficoltà nel farlo, o è come stampare con una stampante monocolore tradizionale? Se ad esempio tu imposti da slicer una velocità di 60 mm/s rispetta questa velocità o è per qualche motivo più lenta, o più imprecisa?
Ho letto che si deve attivare da software un solo estrusore dei due, ma ho letto anche che bisogna lasciare inserito un pezzo di filamento nell'estrusore che non si usa, altrimenti questo si rovina.... tu fai così? come ti regoli?
Grazie per la risposta.
Allora come ti dicevo non ho ancora provato a stampare con due filamenti, perche ho ancora qualche problema di stampa con uno solo, nel stampare con un filamento solo è come tutte le altre non cambia niente, vedo che le velocita le mantiene bene e non vedo imprecisioni di struttura nei pezzi che stampo, io attualmente tengo la stampante con due filamenti all interno al canale dell estrusore, ma ne uso solo uno, percui non ti posso dare molte informazioni su come stampa con due filamenti, una cosa vedo che la temperatura del estrusore oscilla +3°-3°.
-
Ciao FabKind, non sono un utente esperto, pero sono il posesore da 1 mese di una Tronxy X5sa-2E , secondo me sono tutte e due uguali come prestazioni, solo che la 2E ti da la possibilità di utilizzare due filamenti nella stessa stampa (io questa funzione non la ho ancora utlizata). Io pero ti consiglio ti ragionare bene sull' acquisto di una tronxy perchè non è proprio la stampante più semplice e intuitiva da prendere, questo è in base alla mia attuale esperienza.
-
Ti chiedo un altra cosa perche in questi giorni io sto continuando a stampare, te usi il sensore con la testina azzura?? ti chiedo perche a me sembra che misuri un po a "caso" e quando faccio partire la stampa sebbene seguendo il sesnosore lo abbia livellato piu preciso possibile continuo a vedere che ci sono dei dislivelli. grazie
-
Il 17/3/2021 at 18:02, Otto_969 ha scritto:
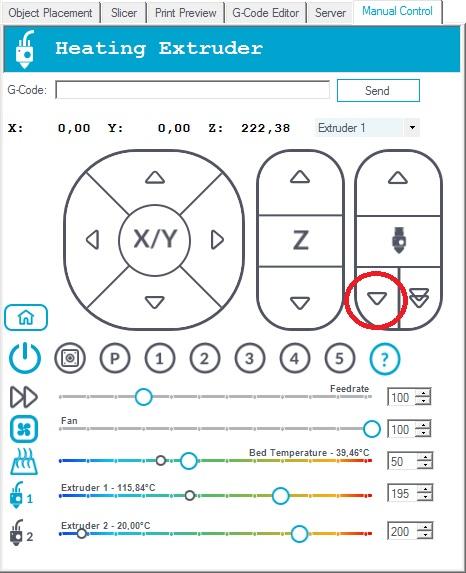
1) - Scarica Repetier-Host adatto al tuo SO: Repetier-Host Download ed installalo. Stampa 3D ha una buona guida su Repetier-Host: Guida Repetier-Host - A te interessa SOLO la parte dell'installazione e come accedere ai comandi manuali. Non perdere tempo su altro. Assicurati di poter muovere i motori manualmente dal PC - in particolare E - da questo pannello:
2) - Per estrudere 100mm di filamento devi usare in tasto cerchiato in rosso... Ricordati di segnare con un pennarello due tacche: una a 100mm, l'altra a 110mm a partire da un punto fisso (ad es. la basetta metallica dove entra il filo). Una volta estrusi i 100mm, misura attentamente quanto filamento è stato realmente estruso.
Quando hai la risposta, continuiamo... 🤙
Allora sono risucito a collegare la stampante come tu mi ha detto e a misurare anche se non credo di potertelo dire al decimo perche non ho capito come fare, io ho staccato il tubetto del filamento dalla macchina ho fatto un trattino al filo fatto estrudure 100 mm di filamento e misurando con il calibro appoggiandomi al tubo di gomma mi risulata che ha estruso 8mm in meno percui 9.2(ti metto una foto per farti capire meglio come ho fatto). Se c'è un altro modo per aver un dato piu attendiobile dimmi pure che provedo, grazie per il momento
-
4 ore fa, Otto_969 ha scritto:
Ma sul top ci sono della mancanze di materiale? Le foto sono troppo poco definite, bisogna vedere i singoli layers per capire. A meno che tu non usi il layer da 0,1mm per tutte le tue stampe, il cubetto fallo almeno in 0,2mm. Oppure posa foto davvero nitide. Se sono mancanza di materiale hai il Flow troppo basso.
Ma é PLA? 215°C sembrano tantini, ma è possibile... Come retrazione sembra ok, io uso 6mm con 30mm/sec. Le velocità sono tutte troppo alte. Tieniti sui 60 come velocità di stampa, le pareti sono ok, il primo layer se non ti dà problemi lascialo così perchè è assolutamente relativo: se il primo loop si attacca lascialo così, sennò dimunuisci. Riempimento troppo alto, segui i 60 (o giù di lì) della stampa normale. Ultimo layer superficie, ok. Velocità 1° layer troppo alta. Io la Z l'ho sempre avuta a 5mm/sec ma non sò se sia possibile salire. Spostamenti a 120, ok.
In linea generale tieni presente che stampare a 60mm/sec è già tanto, magari riesci pure a stampare più veloce, ma perdi sicuramente su altri campi.
Discorso misure/steps.
Leggiti attentamente questo thread, è il thead più importante di tutti per i possessori di XA5:
Scarica il file allegato ed edita le tue impostazioni, ma non toccare - per il momento - nulla (fai 2 copie dei settagi originali, e mettile in 2 posti diversi...), perchè dei fare 2 test fondamentali:
1) - Il test dell'estrusione dei 100mm di filamento.
2) - Il Thin-Wall test
Se non hai settano l'estrusione ed il Flow con questi due test alla perfezione, è inutile andare avanti.
Il test di estrusione è semplicissimo: devi estrudere manualmente 100mm di filamento, e vedere quanto ne ha effettivamente consumato... Quindi prima del motore E, devi fare 2 segnali sul filamento con un pennarello: uno a 100mm esatti, ed un altro a 110mm esatti (sempre a partire dalla basetta dove entra il filamento).
Estrudi manualmente i 100mm, e controlla tramite i segnali, quanti ne abbia estratto in realtà.
La voce relativa agli steps dell'estrusore è: M8011. La mia è settata a: S0.001308. Ma cambia da macchina a macchina.
Per cambiare la voce nel FW devi fare un semplice file di testo tipo questo:
M8011 S0.001308 (che è il nuovo valore degli steps E).
M8500 (è il codice per salvere la modifica, và SEMPRE messo alla fine di ogni modifica, sennò non salva nulla...).
Ora chiama questo file come ti pare, MA CAMBIA LA DICITURA DA TXT A "gcode"!
Copialo sulla flash e fallo partire come una normale stampa, ci mette un paio di secondi e spesso non dà l'avviso di stampa finita, quindi dopo un pò stacca la chiavetta e riavvia (a me se non riavvio i motori "rattano" senza motivo...).
Quando hai settato sti benedetti 100mm con esattezza, fai un Thin-Wall test per stabilire con esattezza a che percentuale di flusso le pareti vengono esattamente del diametro del nozzle. Se il test dei 100mm è stato accurato, il Thin-Wall test dovrebbe già essere abbastanza accurato, e se per es. hai un nozzle da 0,4 le pareti del cubo aperto ti verranno esattamente di 0,6 con un flow del 100%. Se non lo è, varia il Flow finche non ottieni una parete da 0,6mm esatti. Poi dipende se a te interessa avere misure precise al centesimo... Per fare statuine un decimo su X-Y non conta nulla. Se fai parti meccaniche, conta eccome!
Ti ricordo di misurare MOLTO attentamente il filamento... Non è mai da 1,75mm e questo sballa tutto, ricordati di inserire il valore corretto nello Slicer: E' FONDAMENTALE!
Quando il Thin-Wall test è ok, puoi settare gli steps per X&Y (sulle COREXY il parametro è solo uno e non due...) e Z.
Fai un cubetto (fallo a 0,2), e misura attentamente X, Y e Z, MA SOPRATTUTTO LE DIAGONALI! Se le diagonali sono diverse, hai le cinghie lente, o più probabilmente il carrello X-Y che si muove non in asse...
Il codice degli steps X-Y è M8009. Quello di Z è: M8010... Cerca in rete la formula per trovare gli steps giusti. @Killrob ha in firma un thread in proposito: https://www.stampa3d-forum.it/forums/topic/11696-impostazione-stepmm-in-base-a-semplici-misurazioni-per-cartesiana/
Fai il solito file di testo con i nuovi valori di M8009, M8010 (ed il codice di salvataggio M8500 alla fine) col NotePad, e salvalo con l'estensione "gcode". Lancialo come una stampa, stacca la chiavetta e riavvia...
Alla fine non è difficile, anzi è quasi un passatempo... 😁
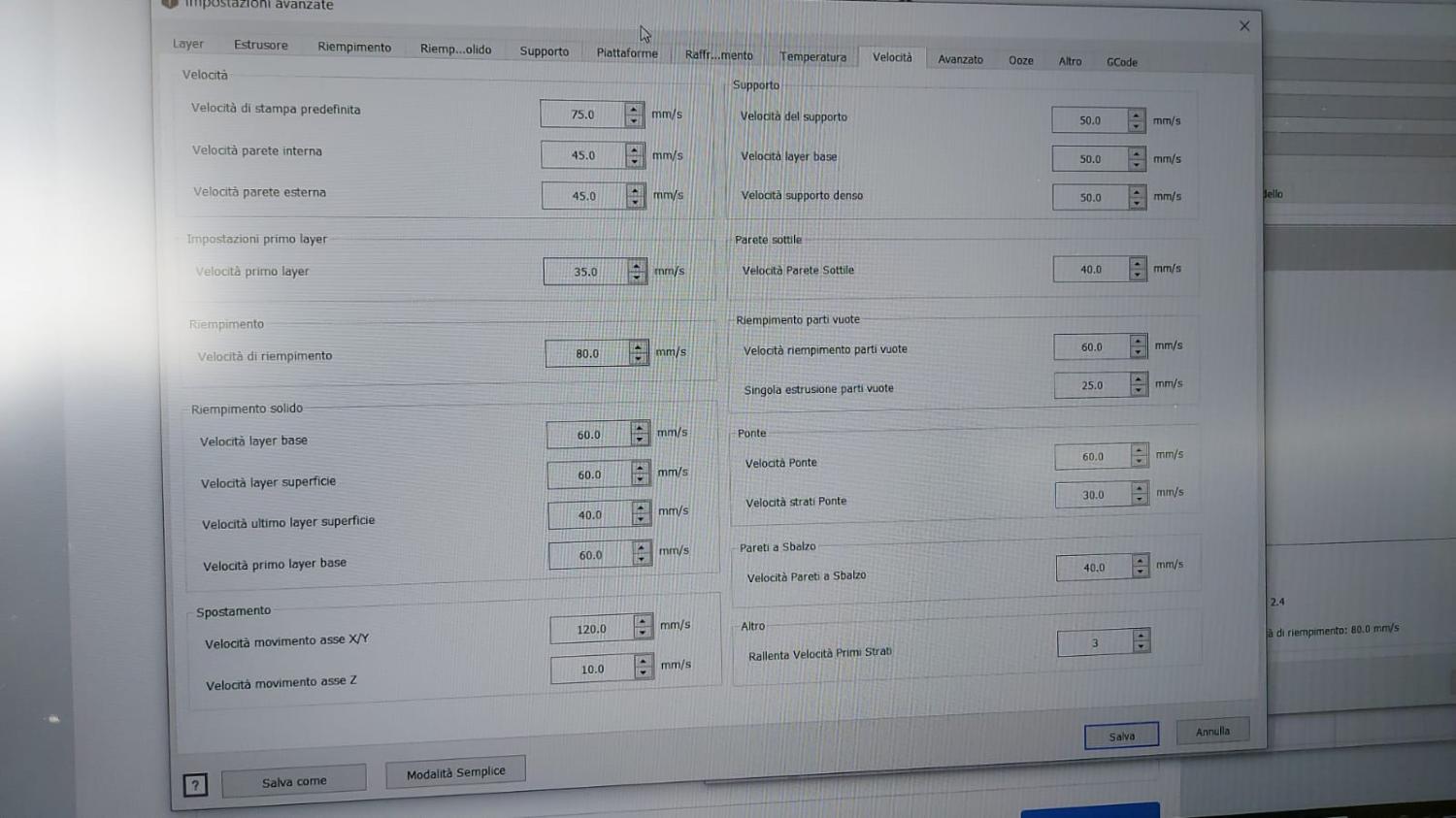
Allora, intanto ti ringrazio per la pazienza come mi hai detto te ho modificato le velocita della macchina in tanto, ora arriviamo ai codici, ho letto quello che mi hai scirtto e il post che mi hai lasciato e non ci ho capito molto.
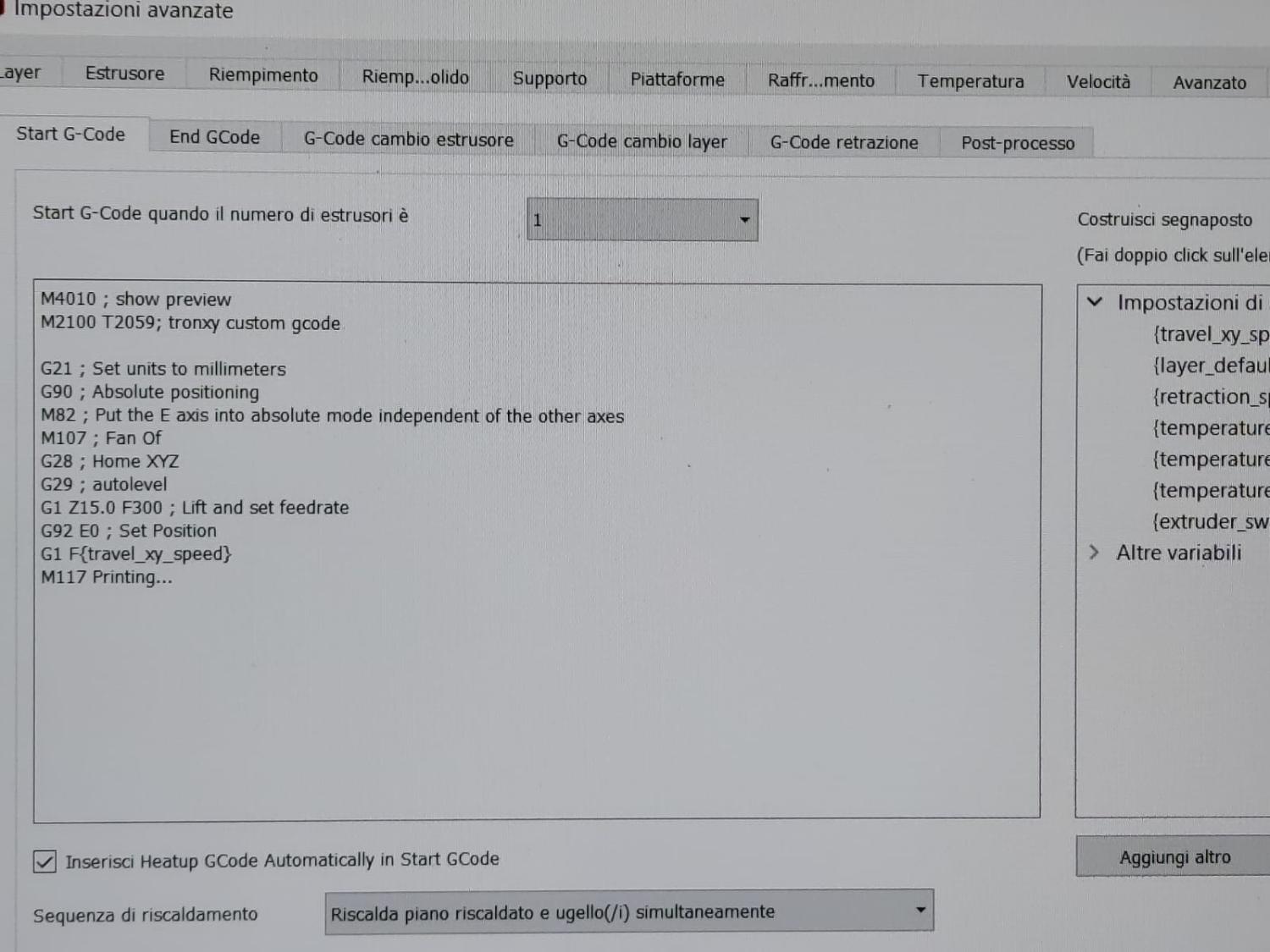
Allora prima cosa non ho capito come riesci a trovare il dato corretto per impostare quanto filamento fuori esce, nel senso quando provo a far uscire il filamento e mi accorgo che è piu o meno di 100 mm, che faccio?? come sei arrivato te a mettere il tuo dato S0.001308,c'è una formula? poi io con ideamaker ho la possibilita di inserire i gcod direttamnete dallo slicer come da foto postata, secondo te posso inserirli da la?
grazie ancora dell aiuto
-
Il 14/3/2021 at 07:15, Otto_969 ha scritto:
Lo slicer Tronxy buttalo via... Possibilmente molto lontano. E' fatto prendendo spezzoni di Cura, ma proprio non funziona.
Io uso Cura e non conosco IdeaMaker, ma ti consiglio di provare a fare le tue esperienze, magari partendo da modelli più semplici e che richiedono meno tempo: su modelli come quelli che hai postato, se hai dei (piccoli) problemi, si mischiano tra di loro - e su forme così complesse - è difficile capirli e risolverli.
Cmq se non metti almeno le temp, il noozzle, l'altezza layer ed altre info base, è impossibile dirti qualcosa.
Allora eccomi qua, ho provato a fare con ideamker il solito cubo per calibrare la macchina, impostatzioni altezza layer 0.1, flow rate 105, temperatura nozzle 215 e piatto 50, velocita retazione 30mm/s, quantita reatrazione materiale 7.00mm e densita riempimento 20%, per le velocita ti ho messo una foto della schermata, il cubetto che doveva essere 20x20x20 fa 20.1x20.1x20.3 rispettiavamente sono X-Y-Z. Per caso sai come faccio a modificare gli step/mm ? grazie
-
Il 11/3/2021 at 12:03, Otto_969 ha scritto:
Premetto che non ho la dual-extruder, ma credo che ci siano alcune cose che cmq ti possono essere d'aiuto perchè (IMHO) hai dei problemi, tutto sommato, non insormontabili.
Prova a cercare il pezzo di ricambio, ma non credo cambi molto perchè visto da fuori è abbastanza logico che i due filamenti abbiano direzione convergenti, e quindi daranno cmq qualche problema in più... Io stesso nella versione normale, preferisco staccare il tubetto prima dell'Hot-End perchè anche con la mia il filamento non è mai "dritto" ed entra con difficoltà.
Arrotonda l'estremità del filamento che deve entrare nell'Hot-End, non dare un taglio netto al filamento, sennò s'incastrerà ancora di più.
Per i difetti di stampa, io sono una fonte ancora meno attendibile in quanto faccio solo pezzi tecnici e di dimensioni moooolto più grandi, però mi pare che non sei messo così male. Anzi...
Hai scelto una stampa "cazzuta" per definizione, forma e dimensioni... Non hai scritto i settaggi, lo Slicer, il materiale, quindi non posso dire un gran che. Posso dire cosa farei io se dovessi fare quella stampa, questo si, la farei con un noozle da 0,2mm a max 30 di velocità e accelerazioni molto basse... Sembra che ci sia qualche problema con la retrazione e probabilmente con la temperatura materiale.
Questo guardando le foto, visto che dati non ne hai messi. Cmq non mi preoccuperei, come già detto non sei messo così male come pensi. 😁
Allora al momento sto facendo delle prove con ideamker e lo slicer originale della tronxy, per questo al momento non ho scritto impostazioni o altro, ieri un amico mi ha preparato un g code per provare, ma secondo me si puo fare meglio sicuramente. Vi posto le foto se qualcuno ha idea di queste malformazioni
-
Il 9/3/2021 at 18:56, Otto_969 ha scritto:
Prima di cominciare: sei assolutamente sicuro che i due tubetti entrino nell'Hot-End esattamente per la stessa misura? Se quello di Dx entra (es.) per 3cm, anche quello di Sx DEVE entrare di 3cm...
Cmq dalla foto sembra che il problema possa venire quel "tappino" che è orientato male e non fà entrare il filamento... Il problema lo fà solo nell'entrata di destra (quella indicata con la freccetta rossa), oppure anche sull'altra?
Se l'altra funziona, prova a smontarla - SENZA FAR DANNI - per vedere se effettivamente il "tappino" è deformato o no (essendo speculari devono essere identici, ma orientati in modo opposto). Dalla foto sembrerebbe ok, e che sia solo "storto" in modo da agevolare l'entrata del filamento, che non è perpendicolare, ma inclinato a causa della presenza dell'altro connettore. Magari fai qualche prova girando il pezzo col tappino in diverse posizioni.
Allora mi sono preso dei giorni per fare delle prove, il problema ce lo ho su tutti e due pero mentre quello di destra facendo passare io il filo a mano funziona quello di sinistra invece si blocca, smontando ho visto che il tappino nero è deformato a confronto di quello di destra (percui sicuramente quello è il problema da risolvere) nei prossimi giorni lo risolvero, ho delle difficolta a stampare bene cioè la stampa mi viene con i layer leggermente a vista e in alcuni punti c'è mancanza di estrusione e in altri una sovra estrusione, te hai avuto questi problemi, puoi darmi qualche consiglio... ti allego delle foto
-
18 ore fa, Otto_969 ha scritto:
Io lo Z-Offset lo tocco solo quando cambio nozzle, più che altro per sicurezza, in quanto non ho notato differenze, ma continuo a non fidarmi. Se a fine stampa togli delicatamente il piatto (anzichè prenderlo a randellate per staccare la stampa), per poi riposizionarlo con cura, lo Z-OffSet non dovrebbe cambiare...
Controlla che il sensore di prossimità non sia lento (il mio lo era). Ad ogni stampa, per ora, fai un livellamento automatico giusto per capire se muovi il piano di stampa oppure no.
Per il filamento aspetto le foto, perchè dalle tue parole mi sorge un dubbio...
Allora, ovviamente come dici te, tolgo il piatto e con calma tolgo la stampa (non è la mia prima stampante ho anche un Anet A8 pero il modello non orginale)) pero vedo che lo z offset ad ogni richiamo per regolarlo sta piu alto della regolazione faata in precendenza, in ogni caso ti allego la foto con il punto dove si incastra penso sia quel tappino in plastica nero che si è deformato il problema. Aspetto un tuo consiglio
-
5 ore fa, Otto_969 ha scritto:
In che senso? Intendi quando il filamento è già passato attraverso tutto il tubetto (ti consiglio VIVAMENTE di cambiarlo con un Unicorn...) e si blocca giusto prima dell'Hot-End? Oppure appena dopo il sensore del filamento stesso... Nel primo caso, prova a spingere il tubetto fino in fondo (sono almeno 2/3cm...) con l'Hot-End a 200°C, e solo dopo il filamento.
Nel secondo caso è effettivamente difficile "centrare" il tubetto ed infilarci il filamento, devi provare a "raddrizzare" il filamento più che puoi ed in caso stacca il tubetto dalla parte del motore estrusore.
Meglio così, perchè fà schifo... Prova altri Slicers Cura e IdeaMaker in primis. Io uso Cura, è un pò difficile perchè ha un mare di opzioni, ma lavora bene ed è mooooolto preciso nell'anticipare la durata dei lavori.
P.S. - Metti qualche foto su dove s'incastra il filamento...
Ciao, grazie mille per avermi risposto, allora ti mettero qualche foto piu tardi, in ogni caso si blocca proprio nell inserimento dell estrusore, infatti per farla partire, tolgo il tubicino in gomma e inserisco il filamento sull estrusore a mano, poi un altra cosa anche a te ogni volta devi rifargli fare lo z offset? perche io ogni volta vedo che se non lo faccio il nozzle è distante dal piatto.
Grazie mille in anticipo
-
Buona sera a tutti, da poco ho acquistato e questo modello della tronxy, ma sto riscontrando diverse difficolta, una è quella dei filamenti che fanno fatica ad entrare nell estrusore e poi non riesco a installare lo slicer originale che danno con la chiavetta, qualcun altro ha riscontrato questi problemi??
grazie in anticipo













{kind=link}
Problemi Tronxy X5Sa-2E
in Tronxy
Inviato
Allora mi sono preso queste due settimane per provare a vedere se riuscivo a fare qualcosa ma ancora ho diversi problemi, ora il wall test e il retraction test sono ok, il cubetto viene fuori bene, pero appena cerco di fare qualcosa di piu particolare ho diversi problemi (come nelle foto stampato a 0.2) ho provato a rallentare la macchina a 45mm/s uso sempre pla sempre a 210 C la retrazione 6mm a 40mm/s, ho anche controllato che l ugello non fosse otturato insomma ho provato di tutto ora non so piu dove sbattere la testa, se qualcuno puoi aiutarmi a capire, grazie