john
-
Numero contenuti
353 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di john
-
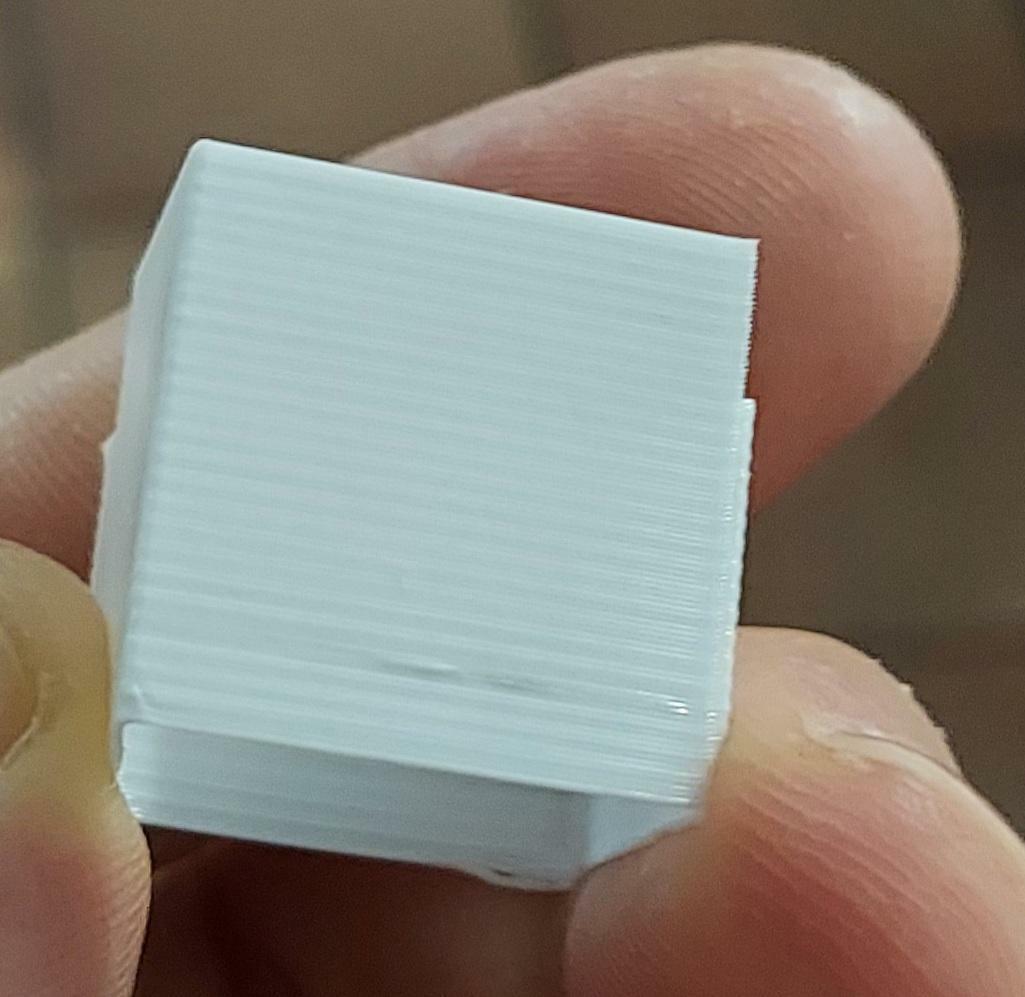
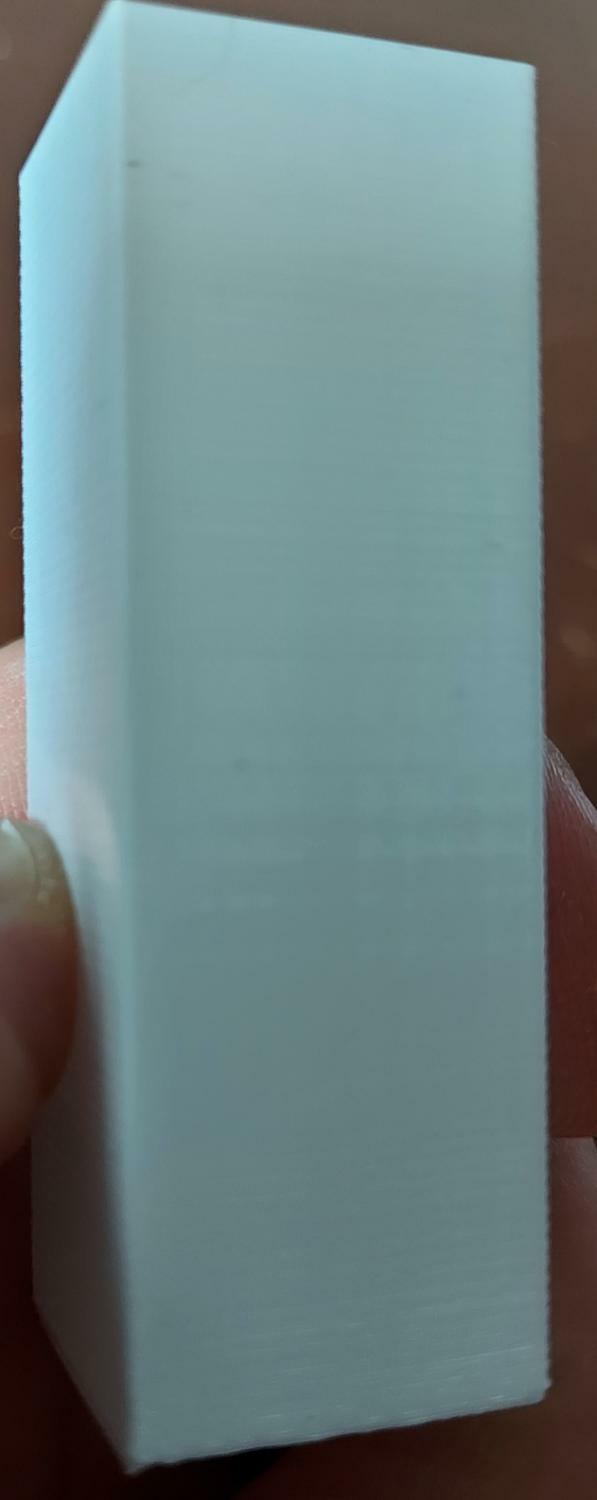
Adesso ho rifatto il cubetto regolando il flow rate effettivamente il wall era leggermente grasso lo spessore era 4.3... però facendo il cubetto vedo sempre i layer e delle linee precise sul perimetro... che trovo stano... che si siano storte le viti le viti?!? Potrebbe derivare dall piatto in plastica usurato??

-
Boh... ingrassate le viti lo sono, ora proverò a tornare a fare il cubetto, ma avevo regolato tutti i flow controllando spessori parete e piano.... vediamo che succede
-
Cmq a sto punto per me il problema può essere solo meccanico.. ho mollato le cinghie e ricontrollato il carrello scorresse bene ri tirate la cinghie tastando che il carrello scorra senza sforzi e la ho fatta ripartire, vediamo se cambia qualcosa (ovviamente il tutto senza cinghia sopra gli smorzatori )
-
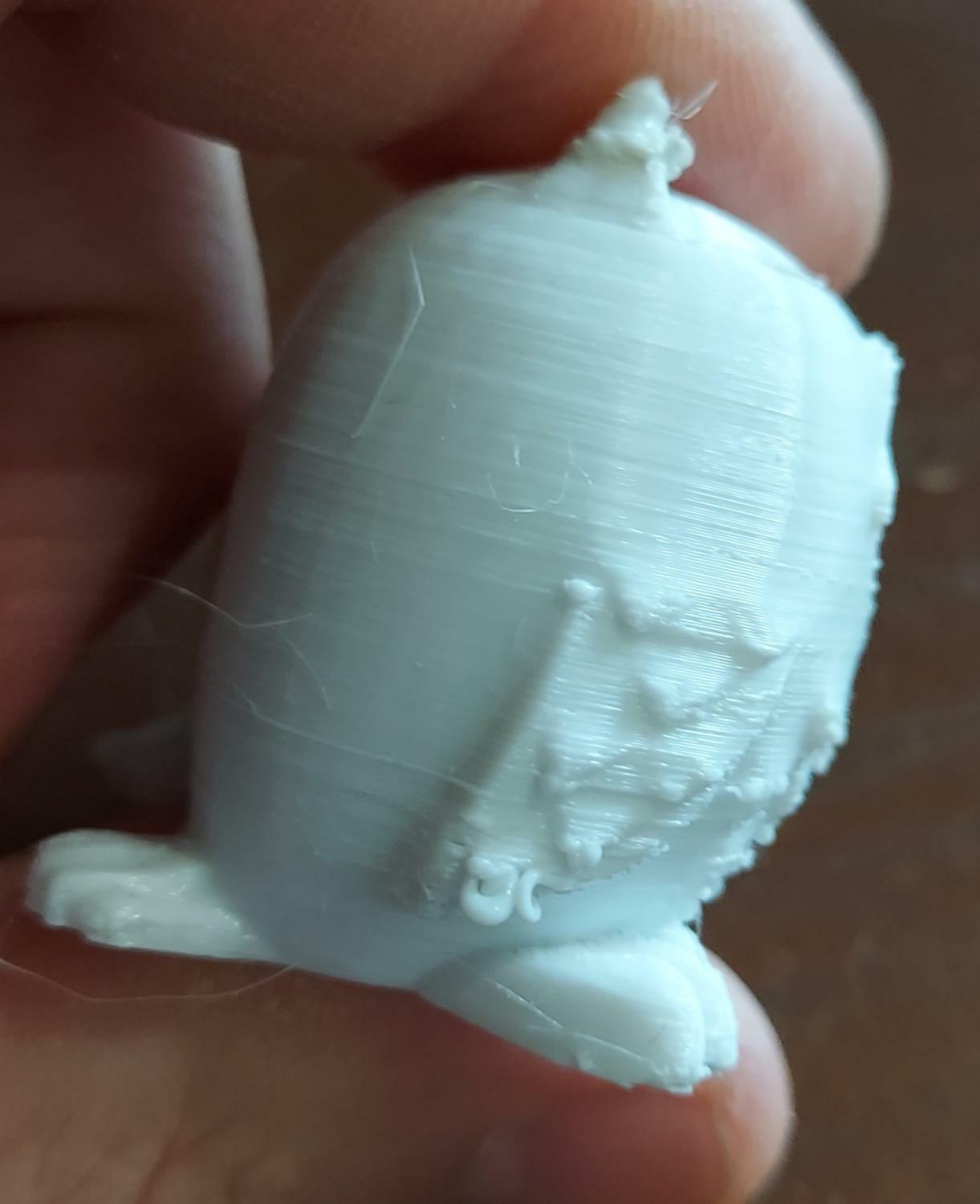
Pensando di aver scoperto la causa lo ristampato senza cinghia ed è paraticmanete uguale tranne per qualche filetto in meno.... cmq in realtà guarda che io non ho toccato niente del firwale o del settaggio di Cura, l unica cosa è stato inserire la cinghia sopra i smorzattori... dal li è partita l apoteosi perché se vedi l altre due stampe in foto, la macchina stampava anche bene e tra l altro il braccio del soldato bianco è lo stesso pla.... mah io rimango che questa sia una stampante maledetta
-
Niente da fare questo è pla bianco ma può essere la cinghia?? Ovviamente altezza 0.1 Layers
-
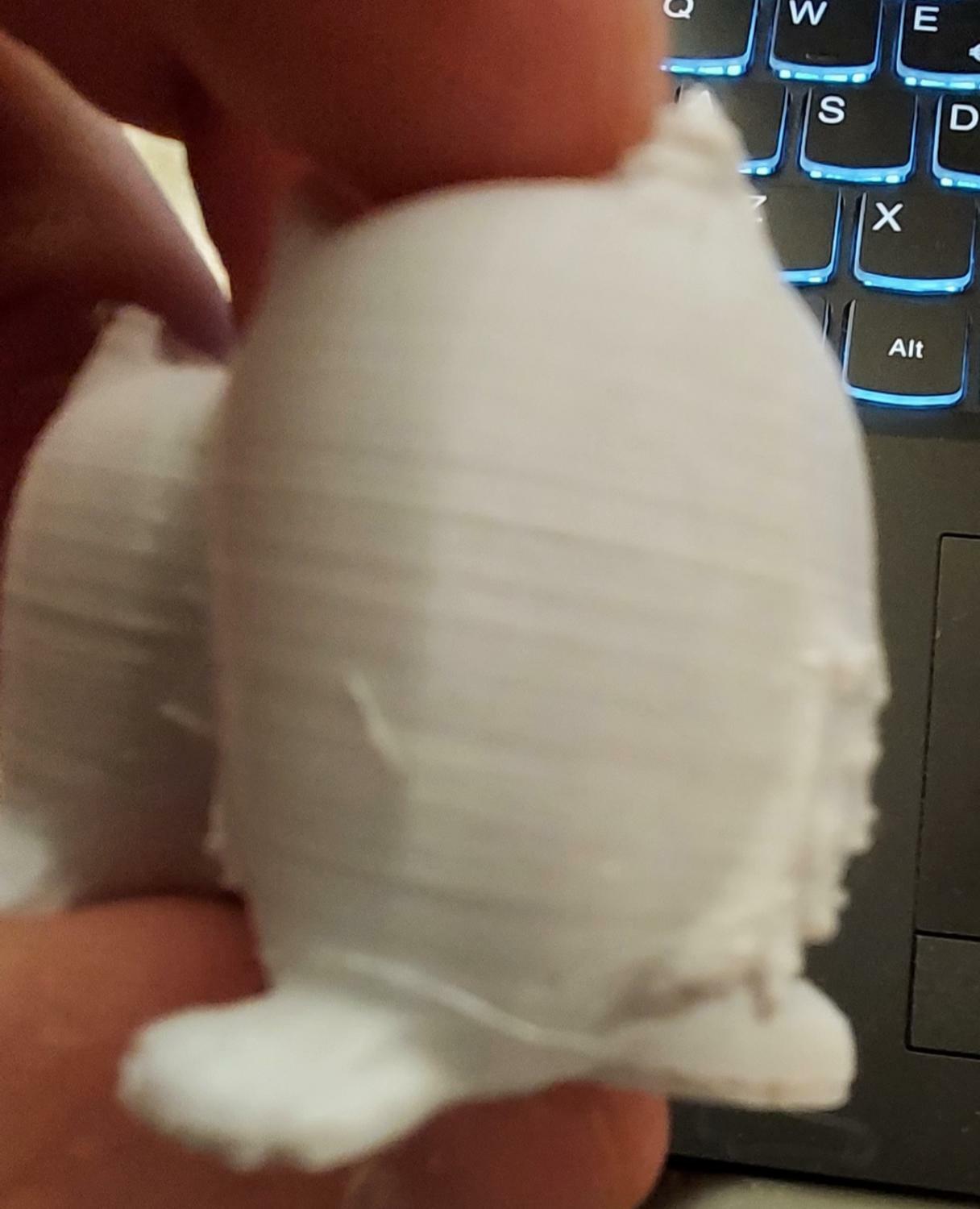
capito, questo cmq è Pla, ho pensato di tornare indietro per capire, adesso ho una stampa di due gufetti per vedere come viene sempre in pla, se è tutto ok, riparto con il petg.....
-
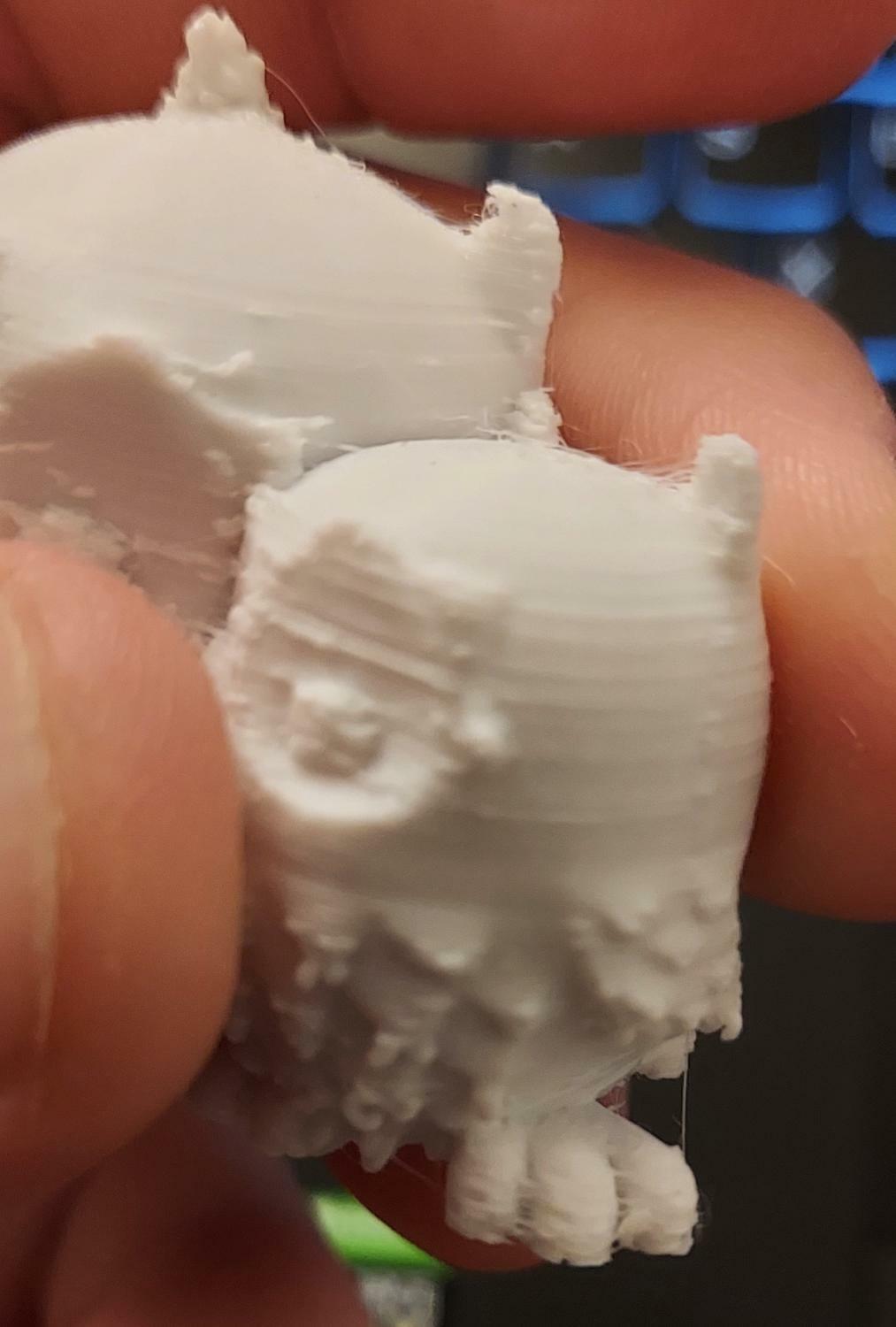
Allora ho rifatto la cinghia perche non volevo aspettare e ho stampato questo pezzo con altezza 0.2 il risultato è questo, non credo derivi dalla cinghia
-
Allora ho ordinato una cinghia per vedere se il problema possa essere il punto di giunzione della cinghia fatta da me, poi faro una prova per capire se il problema continua... grazie tutti per il momento (in teoria mercoledi dovrebbe arrivarmi)
-
Allora con le pulegge sopra gli smorzatori mi fa molti wobble senza cinghia migliora notevolmente, ma senza cinghia l z offset cambia sempre perché a fine lavoro il piatto a dx è più basso che a sx percui ( come scivolasse a fine lavoro) boh non lo so... la prova non la ho fatta perché fino a che non riesco ad avere un zoff fisso... non posso essere sicuro di averlo regolato bene
-
Allora sono un attimo fermo con il discorso PETG perche al momento sto sistemando altre piccole cose, cmq si effetivamente aggiornando lo slicer cura ho risolto il problema dei profili , Grazie mille Otto.... Ora una domanda vedo che la macchina fa molti wobble sulle pareti con la cinghia e le pulegge attcate sulle viti, pensavo e se invece di attacarle alle viti le attacassi all asse dei motori??
-
ok, allora intanto ho rinstallato la cinghia senza tenderla troppo cosi ho una base su cui partire con il z offset senno tutte le volte sarebbe stato diverso e provo.... appena ho risultati posto ^^ ha un altra cosa, ho un piccolo problemino con lo sclicer (cura) cioè non mi salva le impostazione del profilo, imposto il flowrate e tutto pero quando vado nella sezione profilo non trovo dove salvarlo e molte volte se passo da un profilo di stampa all altro il flowrate cambia a random
-
Allora il pezzo è bello saldo però con la spatola lo toglie senza problemi, però non ho capito cosa fare, i pezzi mi vengono giusti di misura, non ho capito perché fare un pezzo alto 1mm?? Anche livellamento a 0 cosa intendi regolare il piano tramite la sonda tutto a zero??
-
Allora ragazzi sinceramente mi sono un po perso 😅 Allora Otto, si è appurato che questa tronxy abbia sia un po problematiche e che sia anche maledetta . Cmq ora ho montato lo stesso hot end della tronxy Pro che hai tu e con il PLA qualche soddisfazione me la sono tolta, ora voglio un attimo capire, che faccio, riprovo a fare la temp tower aumentando la retrazione a 8mm e impostando la ventola materiale al 30%? cosa consigliate?
-
Allora intanto ringrazio tutti per l interesse e spero di rispondere a tutti, allora io sto usando petg della sunlu/enotepad mi sono fermato all wall test e uso la retrazione 5mm 35 mm/sec... sta mattina ho rifatto il wall test con la ventola all 100% ( non avevo tempo di ridurla) e ho tagliato la famosa cinghia. Amesso che è successo qualcosa ha dislocato la temp tower... cmq a me non sembra da I primi starti che il wooble sia migliorato.. .. Cmq più tardi la farò ripartire con la ventola al 30% e vediamo se cambia
-
Cmq no no non la vendono da montare così quello è un uograde fatto dagli utenti
-
Buona sera a tutti, oggi ho ho trovato in offerta su banggod la macchina e la ho presa in settimana dovrebbe arrivarmi, volevo sapere prima che mi arrivi, se avevate consigli e che sclicer utilizzare?? grazie a tutti
-
no vabbè ma ragazzi immaginavo che quello potesse essere un problema, infatti stavo gia pensando di modificare il sistema inserendo il tendi cinghia, quella tra l altro non è neanche una cinghia, la ho fatta io saldando un rotolo di cinghia che avevo per vedere se continuava a perdermi lo zoff set... il mio dilemma che non capisco che sembra che la macchina faccia fatica ad estrudere il materiale( infatti anche quando parte, parte male pero anche da ferma appena si scalda hot end questo viene fuori
-
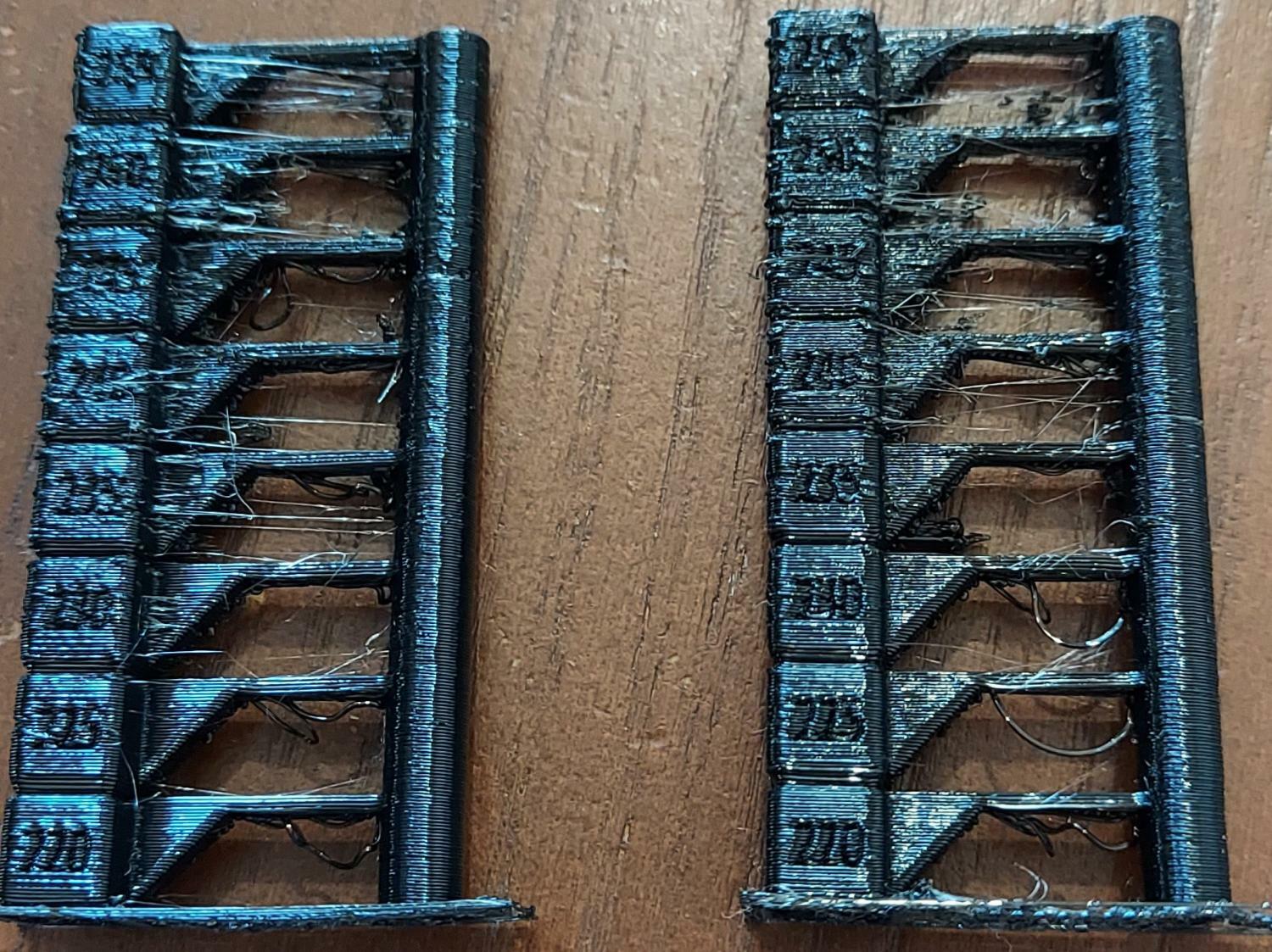
Allora prima che leggessi i vostri messaggi ho rifatto la temp tower quella a sx con la ventola materiale e ventola materiale al 50% quella a destra all entrambe al 100"%.. io ho misurato sia lo spessore dell singolo wall che di tutti e tre e lo spessore è giusto anche del fondo... percui trovo strano che sia sottoestruso. Il wobble potrebbe dipendere dalla cinghia che ho messo tra i due motori in maniera che si muovino all unisono( probabilmente troppo stretta), ma quello che mi interessa ora è capire se riesco a lavorare con il petg bene..
-
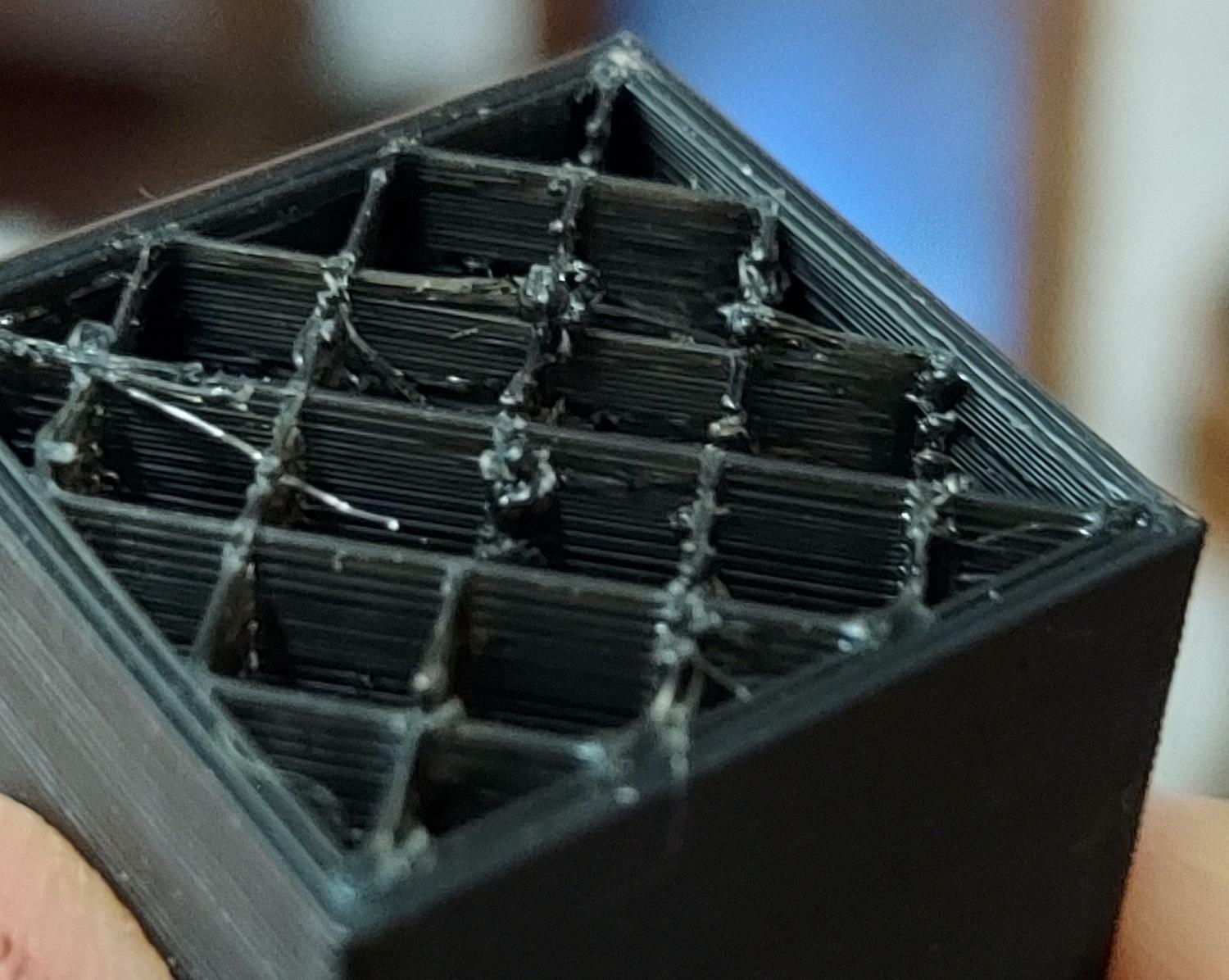
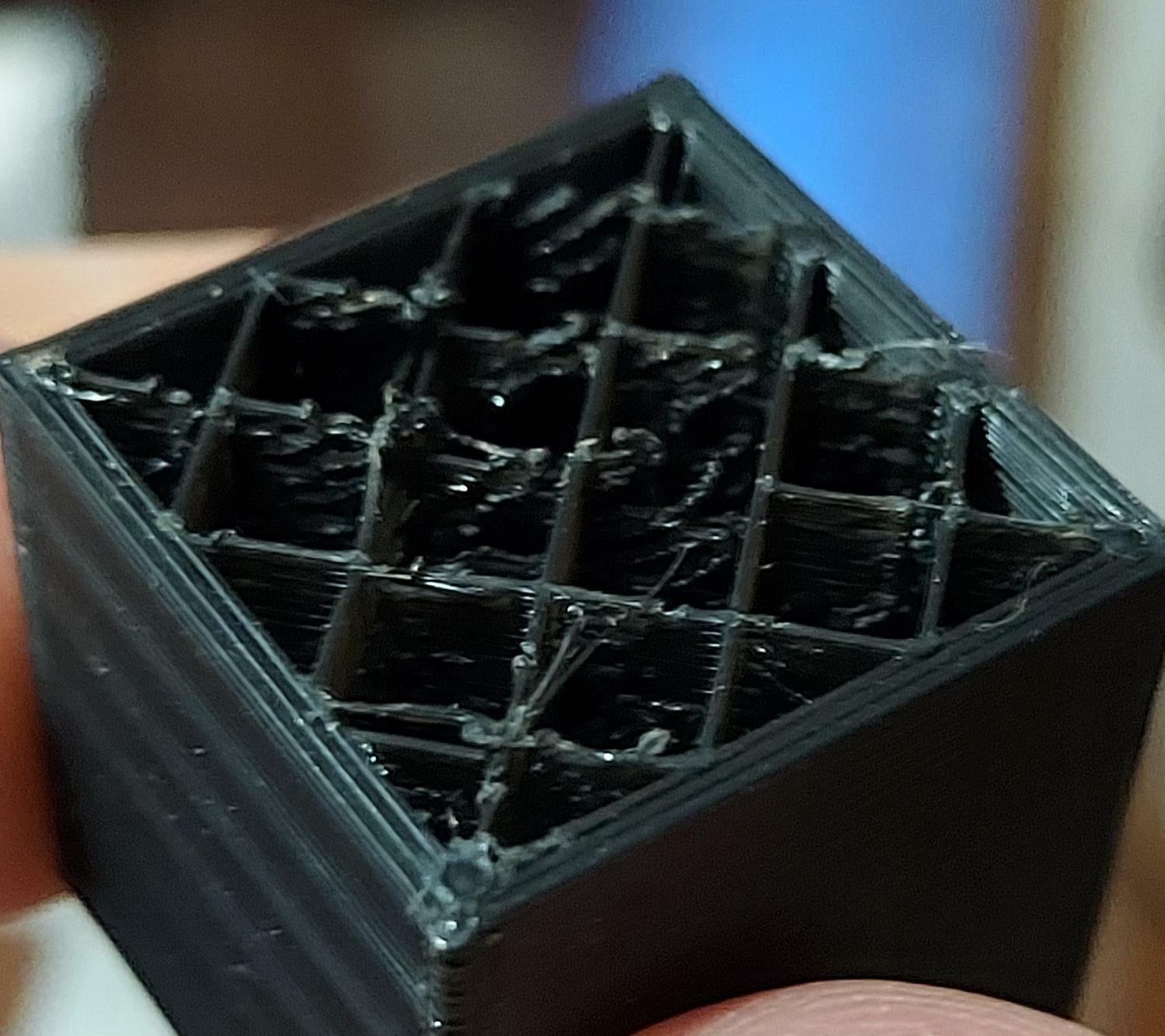
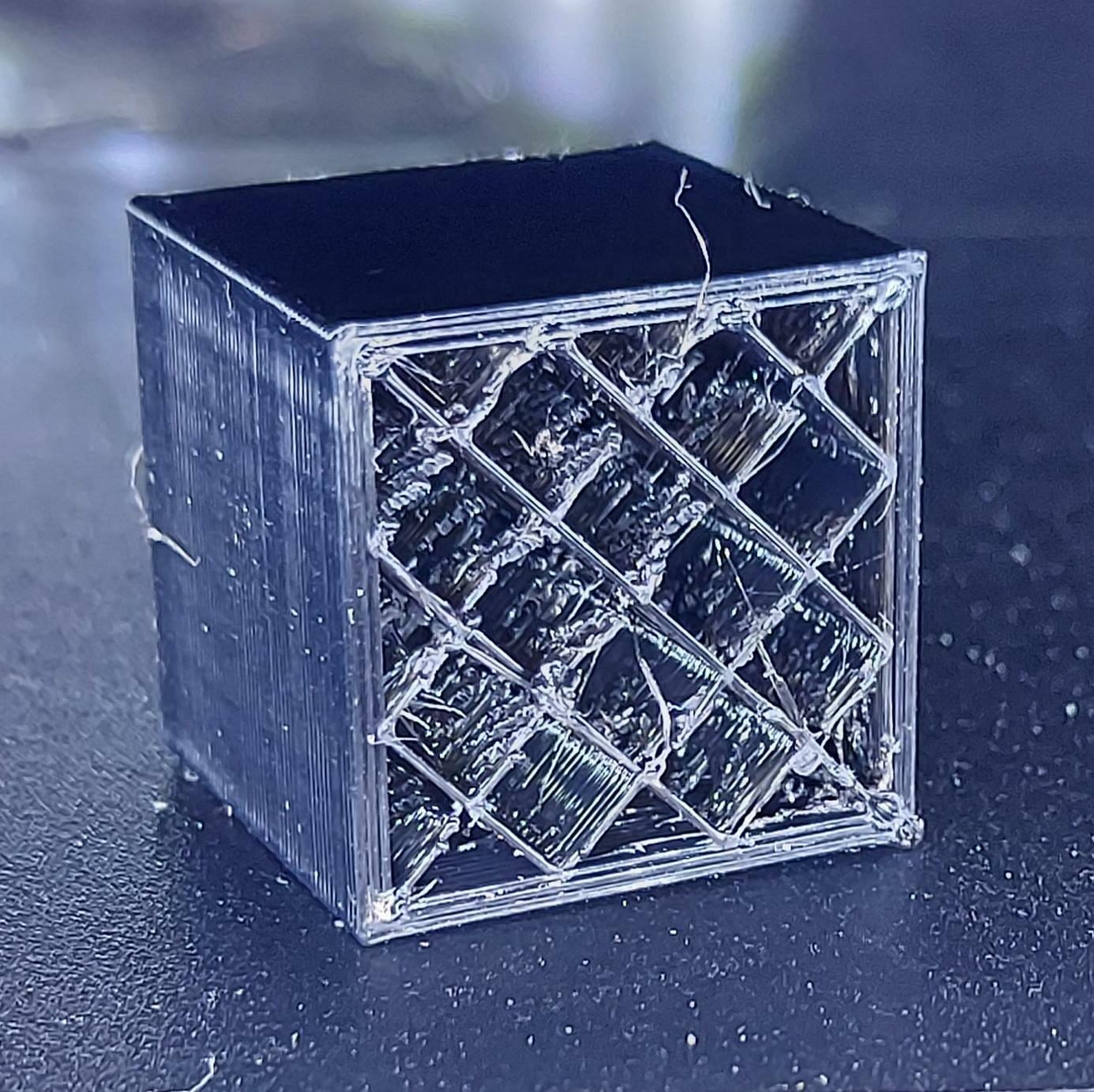
Allora spero si veda dalla foto.... praticamente per qualche motivo il riempimento non lo fa bene, la cosa strana che cè un leggera differenza da un passaggio all altro....
-
adesso ho provato a fare un cubetto 3 strati inferiori, 20% riempimento, ventola al 60% e senza il top cosi vedo dentro come viene
-
ventola materiale e ventola hot block all 100% e la ventola materiale spara aria verso il materiale
-
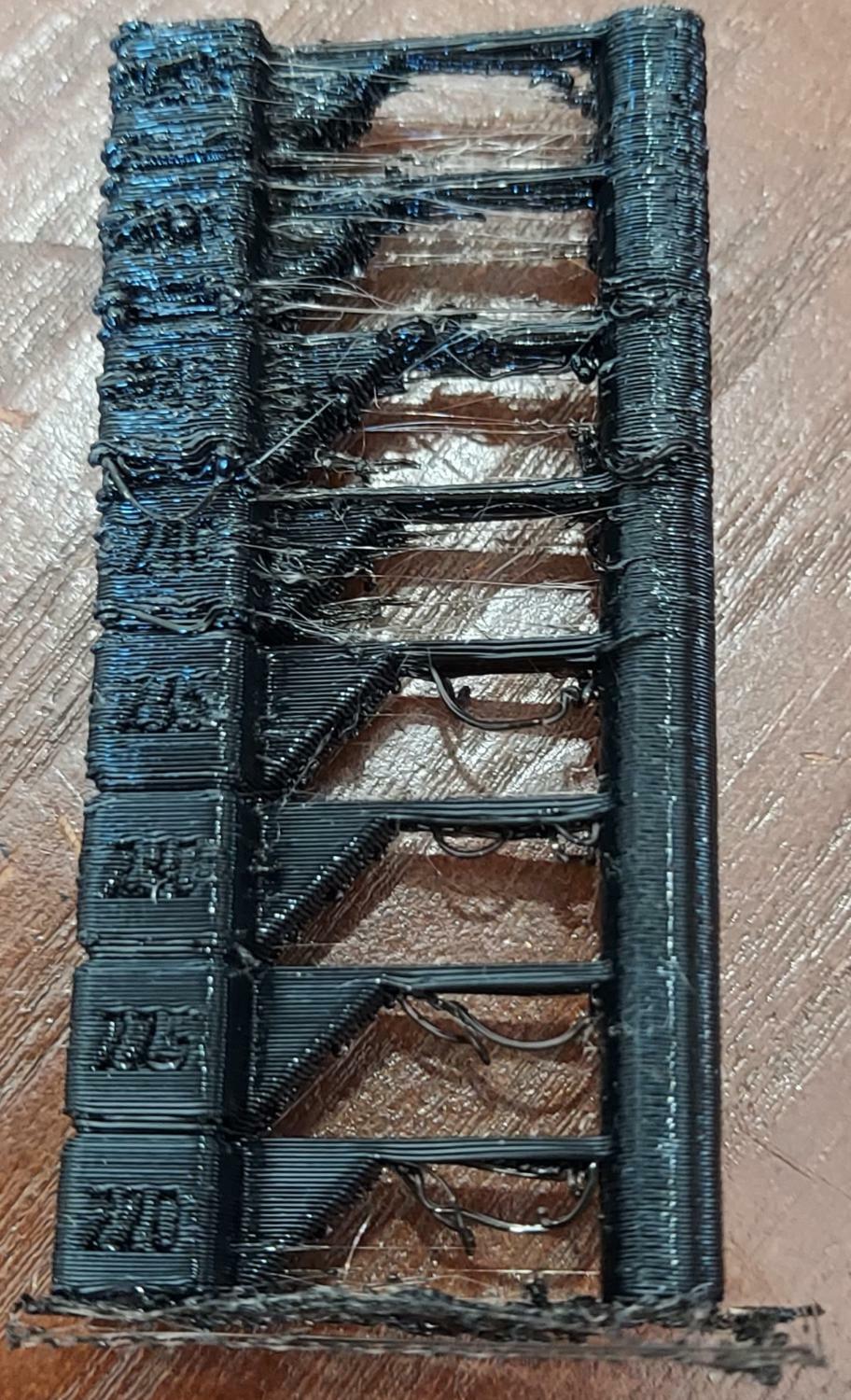
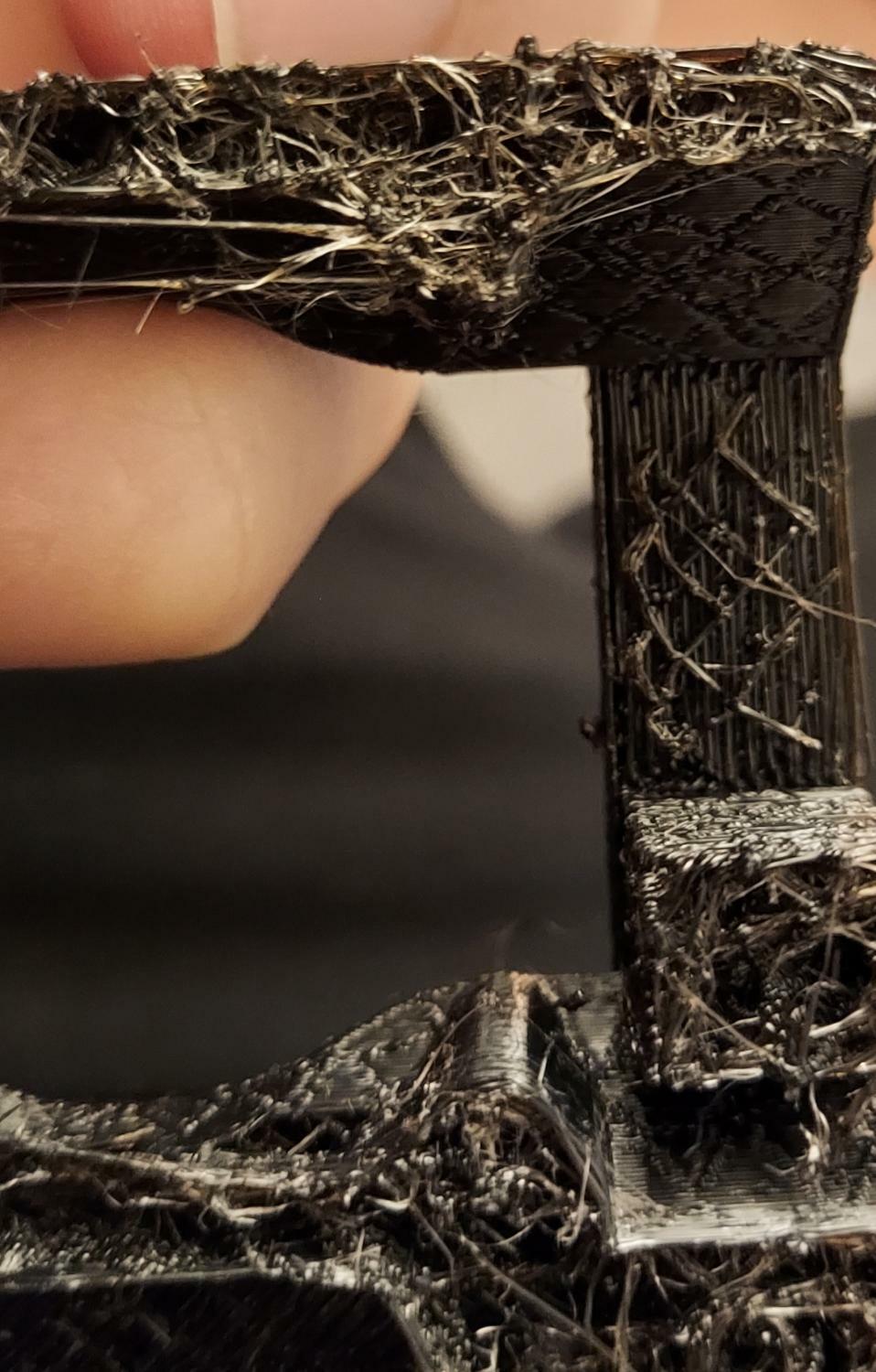
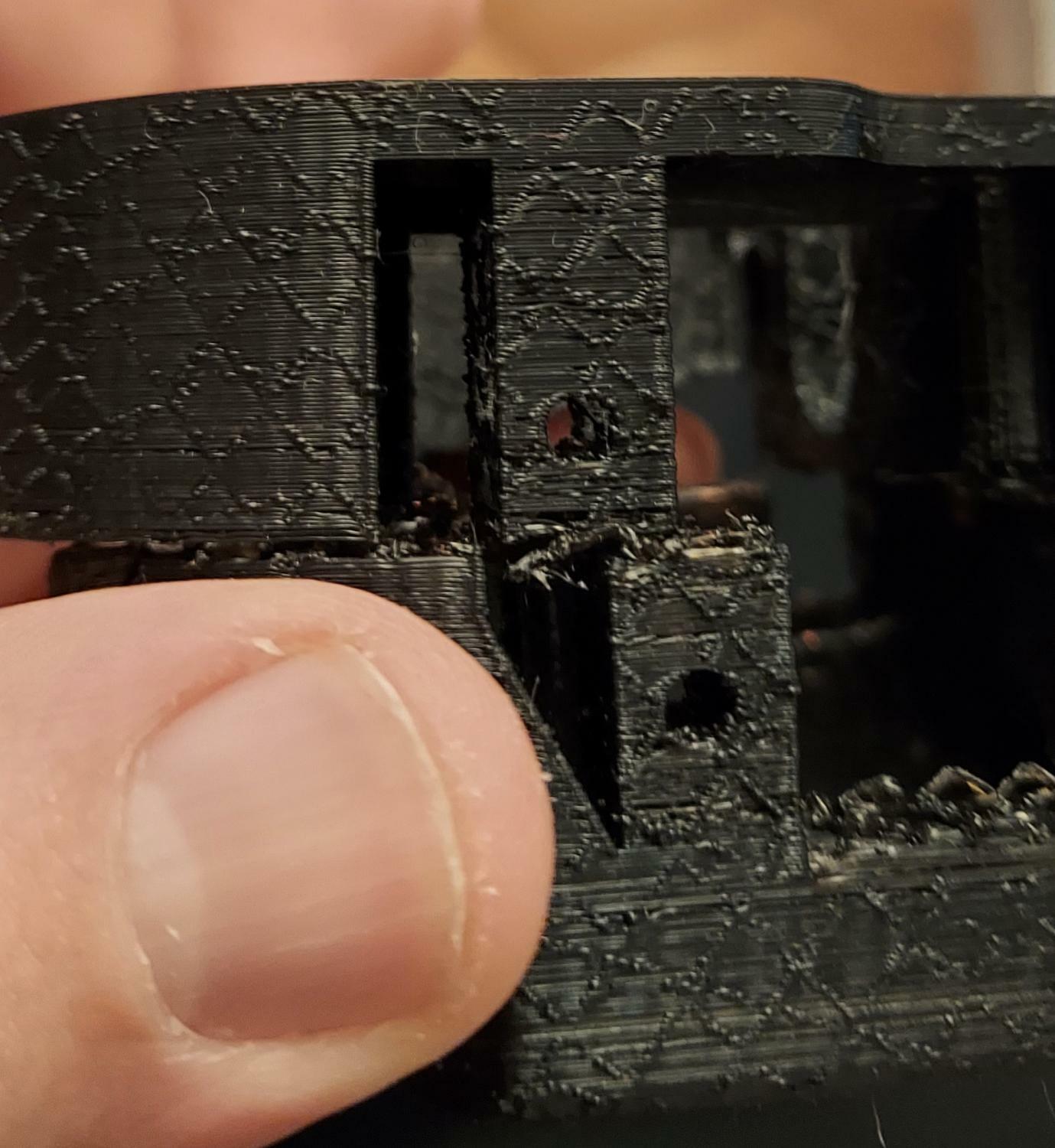
Allora visto che non ho grosse stampe da fare mi sto cimentando su provare nuovi materiali, ora mi trovo con il petg fatto kl temp test risultato 225c, risultava un buona scelta regolato il wall test tutto preciso e parto stampare risultato una M..... il riempimento impostato al 30% è un groviglio, la stampa ha una trama esterna che non dovrebbe avere eppure il pezzo ha 3 pareti, ed ad un certo punto deve essersi bloccata e ripartito...?? Idee‽? è la maledizione della Tronxy
-
Guarda adesso non ricordo ( ora non posso controllare perché ho la macchina in stampa) però ricordo di aver controllato le misure indicate ed erano precise sopratutto vedevo che il filamento a differenza dell altro originale, scorreva al suo interno preciso e senza giochi... percui nel mio caso mi ha risolto qualche problema che avevo... rispondendo anche a fonzy si ci sono due adesivi ( se non ricordo male) ...
-
io ho comprato lo stesso tramite amazon , non so se sia originale o meno pero va bene..
-
ehehh cavolo vedendo qualche tutorial in internet credevo si riuscisse ad avere un finitura tipo pla... non pensavo fosse cosi, in ogni caso un materiale interessante da usare...