TeusTheMage
-
Numero contenuti
40 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di TeusTheMage
-
Ma...e' normale che la ventola dell'alimentatore (ender 3 v2) stia ferma non appena accendo l'apparecchio ? Quella sotto intendo Ci sto facendo caso solo adesso perche' ho spostato la stampante in un altro posto e mi son messo a controllarla un po' ovunque e fino ad adesso non ho prestato attenzione ai "rumori" delle ventole
-

Autospengimento e/o Controllo Remoto
TeusTheMage ha risposto a TeusTheMage nella discussione Hardware e componenti
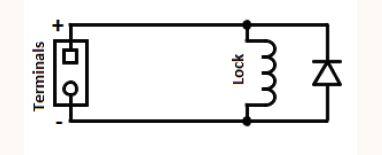
Come dicevo, non e' la mia materia quindi pur avendo capito il problema, cioe' le extratensioni o comunque la tensione di avanzo che scarica la bobina del rele' e che torna indietro, non so che diodo mettere. Mi dai un'indicazione ? Lo collego cosi ?
-
Autospengimento e/o Controllo Remoto
TeusTheMage ha risposto a TeusTheMage nella discussione Hardware e componenti
Non essendo la mia materia, la questione del diodo manco mi era passata per la testa ma credo di avere capito. questi si che son consigli! Provvedo. 👍 Questa e' l'unica cosa su cui non sono molto d'accordo poiche' se il software ha la funzione "Print to USB" vuol dire che e' stato sviluppato per far cio', non ha problemi di durata che puo' arrivare anche all'infinito tecnicamente parlando. Diciamo pero' che un pc puo' non essere la scelta migliore e piu' affidabile per un lavoro dilungato nel tempo e su questo non ci piove. Una soluzione ad hoc con octoPi dedicata a far quello penso che sia imbattibile (magari il rasp per essere affidabile deve essere ben sostenuto da un'alimetazione stabile e sufficente ma questo e' facile). Ma si fa giusto per chiacchierare eh, son solo due opinioni (le mie) buttate li' 😉 -
Autospengimento e/o Controllo Remoto
TeusTheMage ha risposto a TeusTheMage nella discussione Hardware e componenti
hehe lo faccio lo faccio (anzi, il rasp con OctoPi e' gia' li' che bello che pronto 😁 e va solo configurato) ma faccio un passetto per volta. Questa mi sembrava una soluzione immediata per chi si trova in condizioni simili. Fino ad ora ho cercato di far uscire bene i pezzi e ora che la stampante li spara fuori a meraviglia mi dedichero' agli upgrade utili sono molto d'accordo ed un pc intero e' certamente anche troppo ma so che c'e' chi preferisce la stampa via usb solo perche' comunque tiene acceso tutto l'ambaradan; nel mio caso ho impiegato un cazzino della asus con un atom che aveva su win8 prontamente piallato e sostituito con linux (ma anche windows andava benone) e consuma quanto un rasp quando il monitor si disattiva. Ma, ripeto, si parla della mia situazione da considerarsi solo come una delle tante -
Autospengimento e/o Controllo Remoto
TeusTheMage ha pubblicato una discussione in Hardware e componenti
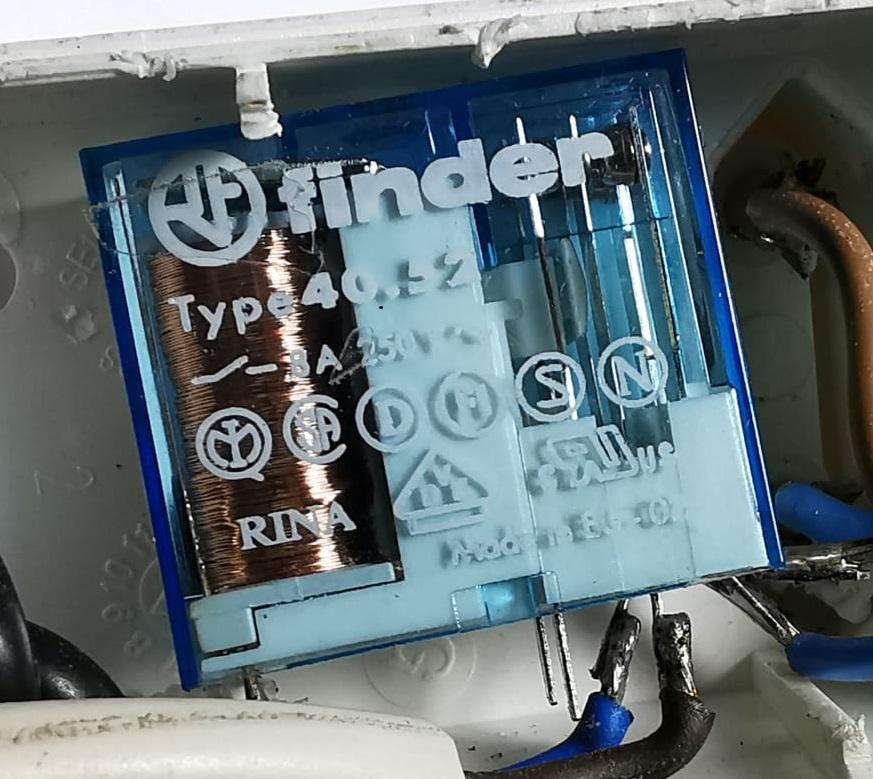
Premessa: quel che scrivo e' probabilmente la scoperta dell'acqua calda per qualcuno ma forse chi e' alle prime armi come me puo' trovare l'argomento interessante quindi mi rivolgo a loro con il piacere di restituire qualcosa dopo aver appreso tante cose su questo forum. Dunque, l'autospengimento, per questioni di sicurezza e/o di opportunita', e' una di quelle cose che francamente fa sentire la sua mancanza su molte delle stampanti 3D economiche o comunque di prezzo abbordabile. L'argomento e' gia' ampiamente trattato un po' ovunque e le soluzioni che si trovano in rete sono piu' o meno tutte interessanti ma per me sono "scarpe" cioe' ognuno deve trovare la sua. Ci sono soluzioni costose (alimentatori esterni, temporizzatori, ecc), soluzioni economiche (interruttori a fine corsa degli assi Z o Y), da smanettoni (octoprint, raspberry) e cosi' via. Tutte interessanti (e secondo me anche da provare via via col tempo) Mi faceva piacere pero' condividere la soluzione che, solo per adesso, sto adottando perche' e' qualcosa di estremamente veloce e soprattuto "esterna" alla stampante cioe' senza alcun intervento o modifica del firmware quindi non invasiva, che si applica o si rimuove in qualsiasi momento. Avevo un vecchio notebook parcheggiato a prendere polvere ed ho deciso di riesumarlo installandovi sopra il Cura e collegandoci la mia Ender3v2 via USB A sto punto tutti diranno: "ehhh vabbe' bah, se ci attacchi un pc allora alla faccia della soluzione economica, son bravo pure io" In realta' attaccare un pc o qualcosa di molto simile e' piu' facile di quel che si pensi visto che quasi tutti hanno da qualche parte qualcosa di vecchio (anche un tablet con prese USB che erogano corrente). A parte questa disquisizione 🤭 il fatto e' che pero' non basta che la stampante sia collegata ad un apparecchio (raspberry o pc o qualunque altra cosa) perche' questa deve spengersi e solo via software non si puo' fare su questa fascia di stampanti. Quelle piu' cazzute si spengono con un banale G-Code, la mia enderina nisba. Fregando le idee un po' qua' ed un po' la' ho preso: - un vecchio vecchissimo e piccolissimo notebook - un vecchio cavetto USB - un vecchio alimentatore per cellulari - una vecchia prolunga di corrente - un nuovo 😁 Rele' tipo Finder 40.52 che avevo da qualche parte (si trovano a meno di 3 euro comunque) a due vie alimentabile da un 5v Ho quindi svuotato il vecchio alimentatore, ci ho messo dentro il rele' al quale ho collegato il 5v e gnd presi dal cavetto usb e la vecchia prolunga. Per fare cosa ? La prolunga di corrente e' collegata al rele' che in stato di quiete sta col circuito aperto. Quando arriva corrente dalla presa USB, che ho inserito nel pc, il rele' chiude il contatto facendo passare corrente al 220. Alla prolunga ci ho attaccato il filo di alimentazione della stampante, lo scatolotto/alimentatore infilato alla presa di rete casalinga, e la presa usb infilata nel pc. Quando si accende il pc si accende la stampante e quando si spenge il pc si spenge la stampante. Direte: "Ma che cavolo ! Mica e' un autospengimento !!!" Non lo e' cosi' com'e' ma puo' diventarlo in svariati modi ma il piu' semplice e' programmando uno shutdown del pc negli eventi di sistema cosi' si spenge pc e quindi stampante. Vantaggi: - la stampante si accende e si spenge assieme al pc/tablet/notebook - il pc puo' essere controllato a distanza con un software di controllo remoto (dektop remoto di windows, teamviewer, supremo, ammy, vnc, radmin....ce ne sono milioni) - se il pc/tablet/notebook ha una web cam integrata si puo' controllare il lavoro da remoto - la stampante non viene toccata in alcun modo nel caso si temessero problemi per far valere la garanzia in caso di guasti - il rele' impiegato e' a 2 vie quindi stacca entrambi i poli, fase e neutro. Essendo in ambiente AC non si sa mai da quale parte la spina e' infilata e con un rele' ad un polo solo si rischierebbe di lasciare l'apparecchio, anche se spento, sotto tensione (fase attaccata). Con quello impiegato si stacca tutto - il rele' si trova in qualunqe negozio di elettronica e costa meno di 3 euro - i materiali usati sono tutti di risulta e quasi certamente li abbiamo in casa - il tutto si puo' rimuovere in qualunque momento Svantaggi: - E' necessario un pc acceso o dedicato. Va bene anche un tablet con un sistema operativo che supporti Cura con presa USB che eroga corrente Questa e' solo una delle soluzioni con la quale, per il mio personale modo di lavorare, soddisfo piu' di un'esigenza in un solo colpo, ma questo non precludera' la sperimetazione di altre soluzioni diverse. Se qualcuno piu' esperto di me ha delle perplessita' su questo accrocchio mi farebbe piacere una critica in modo da aggiustare il tiro. Buone stampe 💪
-
Tubo vuoto...che Cura vede pieno
TeusTheMage ha risposto a TeusTheMage nella discussione Software di slicing, firmware e GCode
Io lo sapevo che la vostra influenza avrebbe sortito qualcosa di buono: mentre vi leggevo mi e' venuto in mente il concetto delle "normali" che, da niubbo, non avevo ricalcolato. Sono una cosa estremamente importante proprio per la stampa 3D e che tutti i software di modellazione impongono che si gestisca bene Lascio un link qua' sotto dove lo spiega (mannaggia a me e alla memoria corta....se lo avevo riletto prima...uffa!) e magari puo' essere utile a qualcuno https://kentstrapper.com/2016/12/normali-invertite/ Fusion per ste cose e' una bomba perche' in tre balletti ti permettere di fare tubi e raccordi con una semplicita' disarmante senza preoccuparsi di nulla. Con Blender (Che non nasce per questo scopo ma lo fa agilmente) gli va detto tutto. Ma tu guarda...era una scemenza, importantissima ma una scemenza. Grazie a tutti -
Tubo vuoto...che Cura vede pieno
TeusTheMage ha pubblicato una discussione in Software di slicing, firmware e GCode
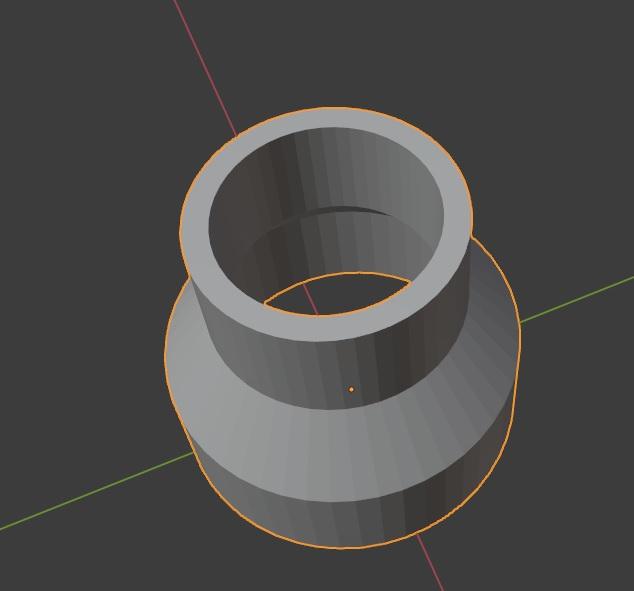
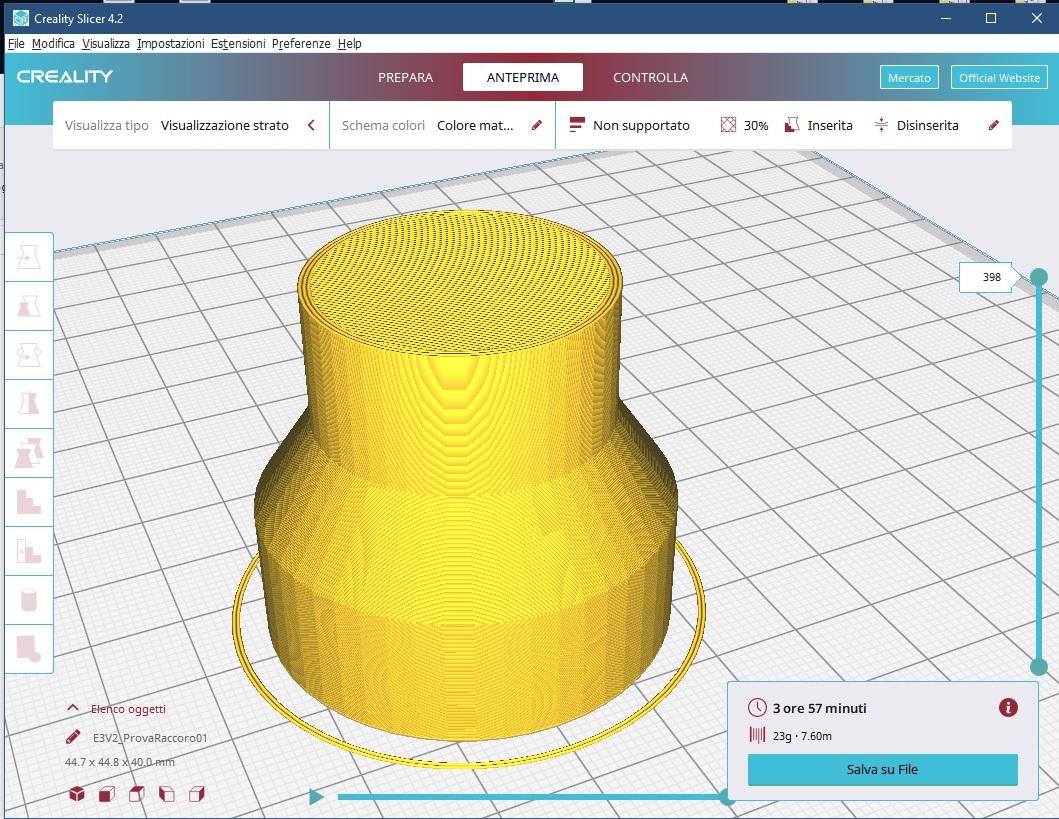
Ciao, essere poco esperto di stampa 3d, produce risultati talvolta esilaranti. Ecco qua: un tubo di raccordo tra due profilati di diverso diametro. Modellato con Blender vedo quel che ho fatto e son contento 🙂 cioe’ un bel tubo vuoto, mentre Cura interpreta come un tubo pieno. Credo di capire il perche’ di tutto cio’ ma non so come evitarlo…e chi e’ esperto di modellazione stara’ gia’ sorridendo e se potesse mi darebbe due pacchette sulla spalla 🤭 Credo che il tutto sia dovuto al fatto che ho costruito il raccordo partendo da mesh cilindro che ho creato senza “tappi” e poi avvicinati e congiunti; il programma di modellazione (Blender) in qualche modo continua a considerare i cilindri PIENI anche se alla visualizzazione poi lui risponde a cio’ che io ho rimosso (facce spigoli e vertici) e fa vedere tutto corretto, ma quando salva “si porta dietro il concetto del cilindro pieno” e lo passa as-is al programma slicer per la stampa 3d. Mi vien quasi da dargli ragione. Chiedo: devo lavorare sul programma di modellazione per dirgli quali sono le zone piene e quelle vuote (e quindi cambiare approccio e partire con un concetto di modellazione diverso da quel che ho fatto), oppure e' qualcosa che puo' elaborare il Cura interpretando la geometria del file ? In questo caso, come ? Non so se mi sono spiegato bene ma le immagini dovrebbero aiutare. Dai dai, lo so che solo voi riuscite a togliermi le castagne dal fuoco 🤭😁
-
Test del flusso ( o flussone !! ) di stampa
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Ohhh ora si che mi piacete 😁 Pero' siccome sono cocciuto e finche' le cose non le capisco come dico io, continuo smolecolarmi la testa finche' non ottengo cio' che voglio (mmm, non sono nemmeno presuntuoso eh...bah) Comunque, forse avro' scoperto l'acqua calda, ma in effetti, dopo essere sicuro di e-steps, vedo che riducendo il flow al 50% da cura ottengo misure direi quasi perfette. Ok dai, tengo a riferimento quel che mi dite come fosse oro colato ed il risultato...me lo sto godendo tutto !! grazie gente 💪 -
Test del flusso ( o flussone !! ) di stampa
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
hahaha, oddio che ridere... 😁 Sono un tipo affamato di certezze 🤭 ma da come mi hai risposto vedo che quel valore ci sta. Bene cosi'. E' che comunque mi pareva un po' strano visto che di fabbrica il firmware riportava un valore di 93 ed io lo spingifilo non l'ho cambiato, ho solo messo un ptfe Capricorn per sicurezza ma il meccanismo e' sempre quello. Ok. Quindi, visto che e-steps e' a posto, per ottenere un quantitativo di filamento estruso che rispetti le misure su cosa e' opportuno agire, a sto punto ? -
Test del flusso ( o flussone !! ) di stampa
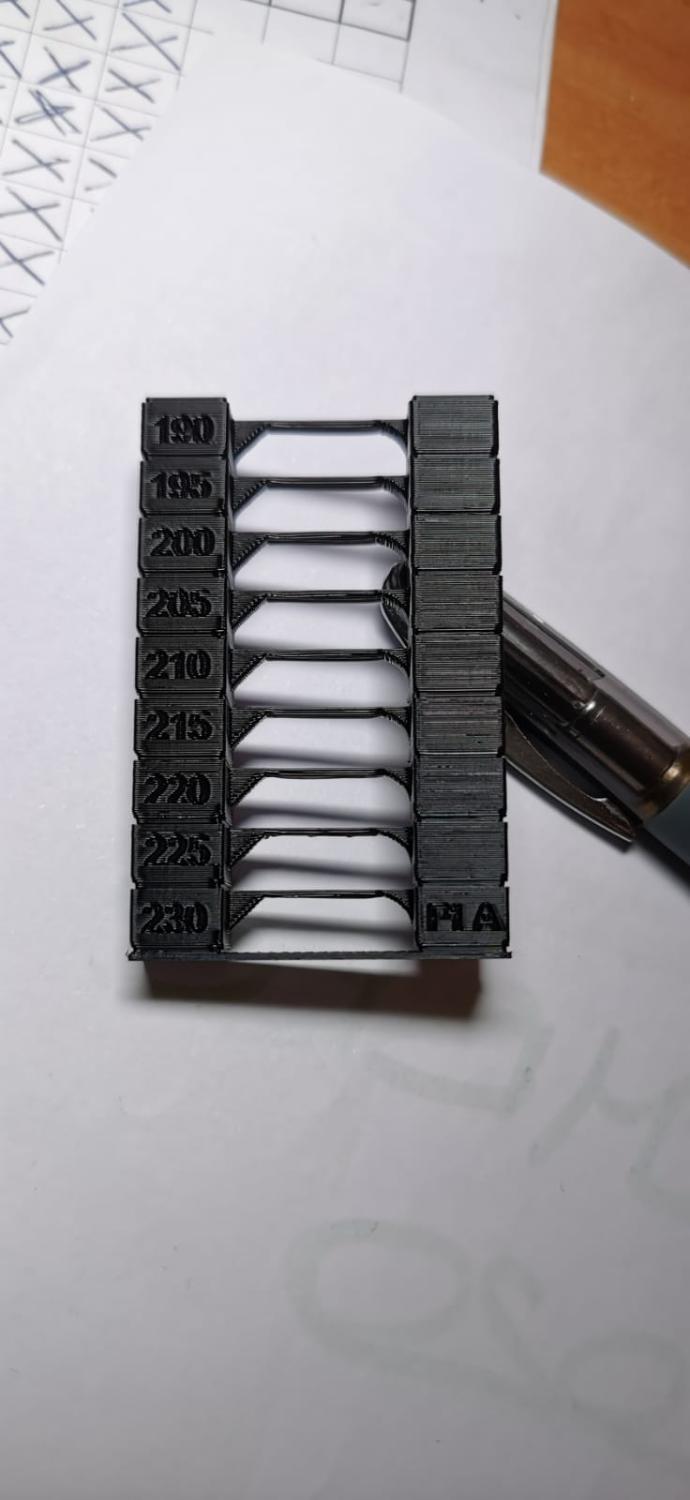
TeusTheMage ha pubblicato una discussione in Problemi generici o di qualità di stampa
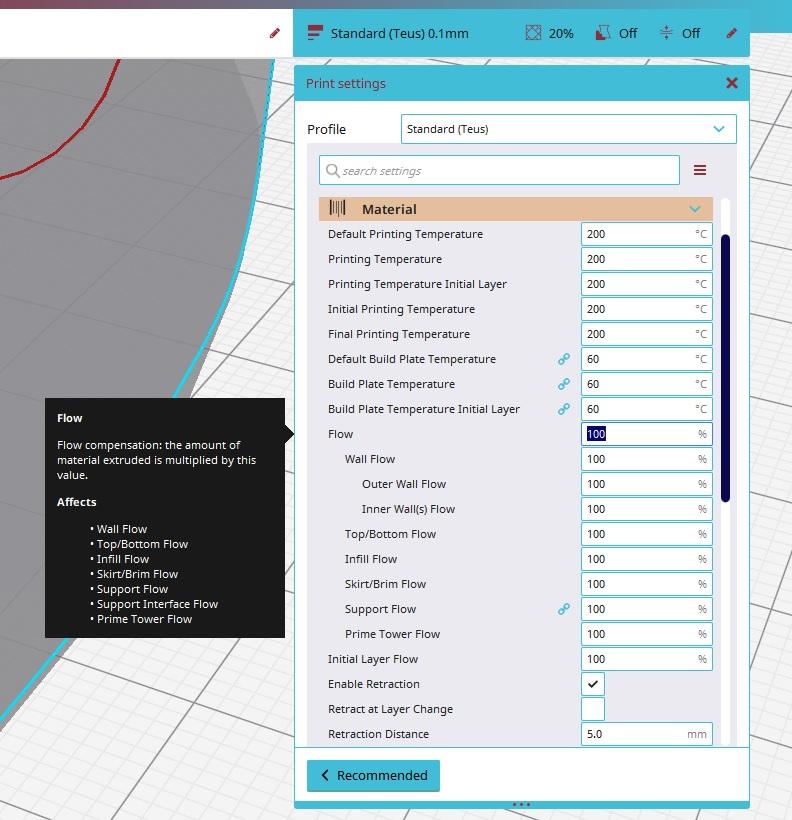
Ave, premetto che dopo le calibrazioni da voi consigliate, sono oramai giorni che mi escono dei pezzi commoventi da quanto son belli e soprattutto, per me, utili. Il bed non lo calibro da una settimana, il filamento si attacca benissimo (ogni tanto parte una spruzzatina di lacca cosi' per farsi bello), il nozzle non "scaccola", ecc ecc.... tutto bene. Pero'.... Sto cercando di capire meglio i VALORI di tutto l'ambaradan e ce n'e' uno che non riesco a farmelo andare giu' cioe' il valore di E-Steps (che nella mia ender 3 v2 ora si chiama "Transmission ratio E") che, dopo la calibrazione come da guida qua' sul forum https://www.stampa3d-forum.it/flusso-di-stampa-guida-calibrazione/ continua a darmi dei valori molto alti, pur facendolo e rifacendolo (saro' alla settima o ottava volta). Diciamo che il primo valore che mi ha cambiato la vita 🤭 , cioe' da quando l'ho impostato sulla ender e da li i pezzi hanno cominciato ad uscire benissimo tutti al primo botto, e' stato un 110,5 ! Mi e' sembrato un valore enorme paragonato a quel che leggo tra i vostri messaggi. Ho quindi stampato qualche quadrello come da https://www.thingiverse.com/thing:3397997 ed in particolare lo 0.3, lo 0.5 e 1 e, come mi aspettavo, le pareti sono risultate rispettivamente di 0.5, 1 e 2 (decimo piu' decimo meno) Oggi ho rifatto la calibrazione del flusso di stampa ma partendo dal valore impostato attualmente in macchina, cioe' 110,5, per ben due volte ed ho ottenuto, applicando la formula un bel 124.2 Ogni volta, a riprova, ho rilanciato il "G1 E100 F200" ed effettivamente i 10cm arrivavano precisi precisi al segno, quindi mi vien da dire che vada bene cosi'. Ma questi valori continuano a parermi molto alti. Ah dimenticavo: filo Sunlu 1.75, nozzle 205°, bed 58° (questa e' la configurazione che mi ha dato i risultati migliori) Sto prendendo uno dei miei soliti granchi o posso continuare cosi' ? In caso positivo, perche' diavolo allora le pareti dei quadrelli son cosi' spesse ? Devo provare ad agire (da Cura) sul valore Material ---> Flow che attualmente e' al 100% provando a diminuirlo ? Ragiono bene o sbaglio ? 🤔 PS Ho fatto ora ora un quadrello di 0.5 ma il calibro dice (ma si vede anche ad occhio) 1.2 mmmm... -
parole sante ! 😂
-
Potrebbe essere una buona idea farselo con la stampante ed in PLA 🤭
-
Ender 3 v2 upgrade: ma vale la pena ?
TeusTheMage ha pubblicato una discussione in Hardware e componenti
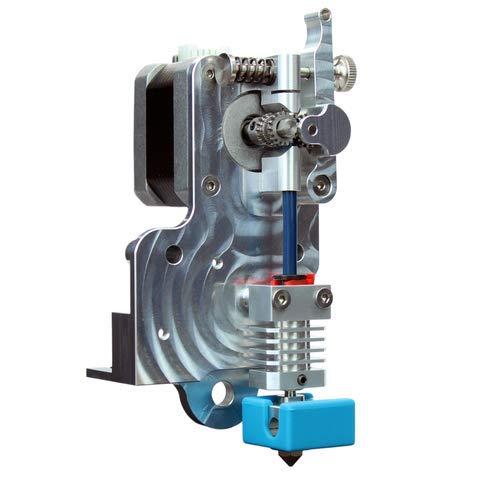
Visto che una delle ventole del nozzle mi ha dato problemi fin da subito (funge bene ma inizia a vibrare facendo un canaio indiciblie come tutte le ventoline che invecchiano, solo che questa era nuova...bah) stavo cercando le sostitute a giro e mi ha incuriosito questo upgrade per portare a Direct il blocco. Questo: https://www.amazon.it/dp/B084Q5FDKG?psc=1&pf_rd_p=3ed85aca-e870-4826-b2a3-b39ace451c41&pf_rd_r=1Y3KVK5786J9YD1GRZ9V&pd_rd_wg=nuwwZ&pd_rd_i=B084Q5FDKG&pd_rd_w=9cw4u&pd_rd_r=5b01ffca-f50a-48e9-b9b7-4787b79a5f7a&ref_=pd_luc_rh_ci_mcx_mr_huc_d_02_03_t_img_lh Non sono intenzionato a fare modifiche visto che per adesso va tutto bene, e' solo per curiosita', ma con la vostra esperienza cosa ne pensate ?
-
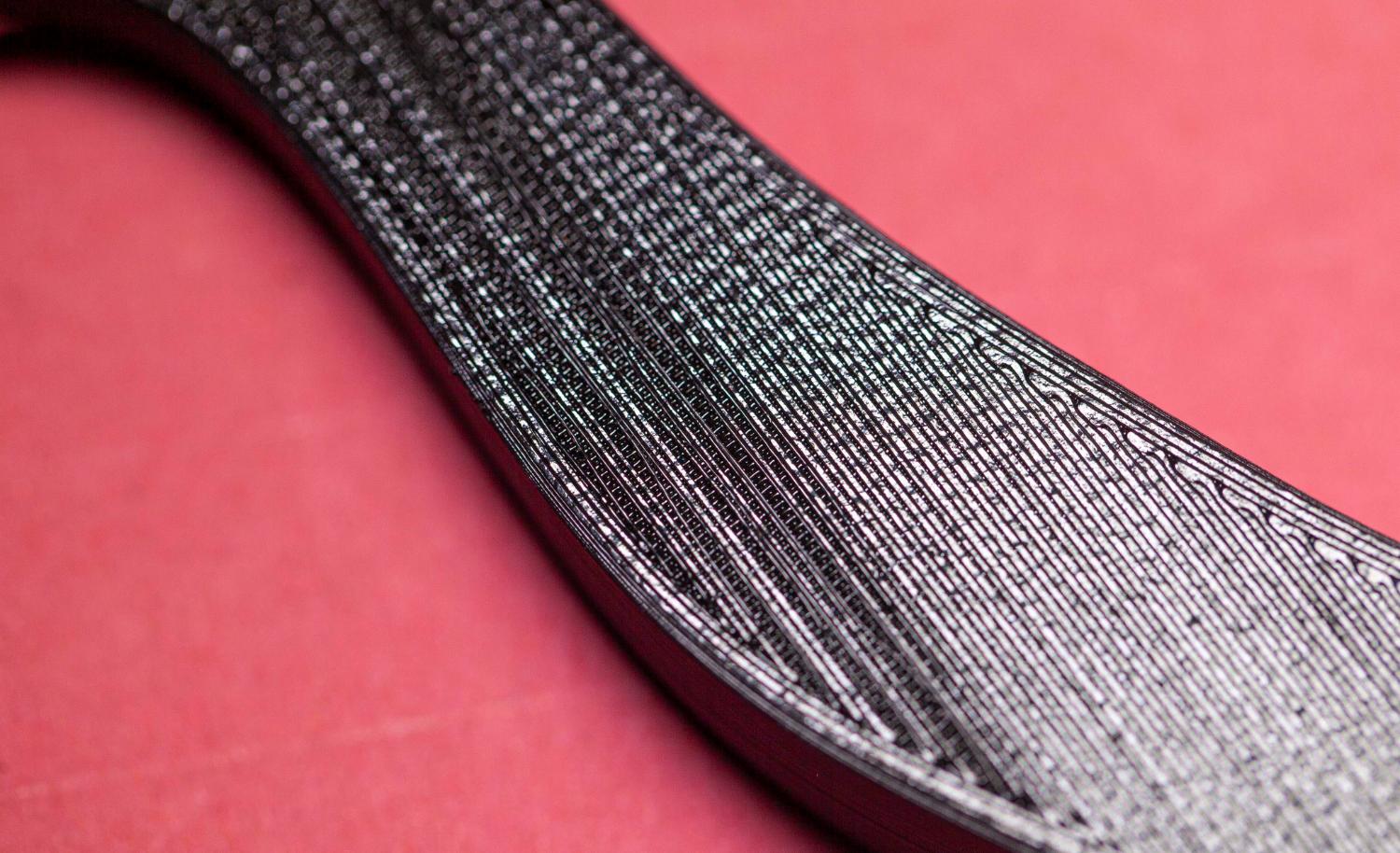
Risultati....ve lo devo ! ;-)
TeusTheMage ha pubblicato una discussione in Problemi generici o di qualità di stampa
Non mi dilungo in ciance ma posto l'ultimo pezzo (il primo di una serie consigliata da @Killrob ) uscito as-is dalla stampante grazie alle vostre dritte e consigli. Non sono un ragazzino ma sono un sentimentalone e mi fa piacere riconoscere i meriti a chi li ha ed ha chi ha perso tempo a condividerli con altri. Che ne dite ? Grazie a tutti voi, sinceramente ! (ok ora la pianto con ste sviolinate eh...😊 )
-
stampa risulta come tagliata il altezza - ender3
TeusTheMage ha risposto a Donato_M nella discussione Problemi generici o di qualità di stampa
Mi e' accaduto qualcosa di simile solo che nel mio caso e' stata colpa mia perche' da bravo principiante ho voluto aprire il cassettino (ender 3 v2) ed anche se ho fatto con delicatezza ho comunque provocato una scossa ed il pezzo e' shiftato di qualche millimetro ed ha proseguito da li in poi. Certo che, mannaggia, 40 ore di lavoro son mica poche, mi spiace -
Posizionare l'oggetto: il giusto verso
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Mal, sei stato molto gentile nel perdere tempo con me con questa tua spiegazione. Magari per te, le mie, saranno solo parole ma ti son veramente grato, lo dico sul serio. Penso che ti fara' piacere sapere che comunque io abbia esposto le cose nelle mie molte domande, quello che dici mi e' chiaro. Probabilmente ho chiamato una cosa con un altro nome mentre scrivevo ecco perche' mi dici cosi' hehe ma va bene lo stesso. Ho parlato di flusso e di e-steps perche' ho letto la guida intitolata "Flusso di stampa, guida alla calibrazione" dove si va a cercare appunto il giusto valore di e-steps https://www.stampa3d-forum.it/flusso-di-stampa-guida-calibrazione/ Che debba ancora cercare di padroneggiare gli svariati concetti che stanno dietro al tutto e' evidente e per certi versi pure divertente ma, sinceramente, non me lo aspettavo hihi ho preso fiato e mi son buttato...risultato ? mi faccio prendere in giro da voi che giustamente mi date di pirla hehehe Pero' in 4 o 5 giorni mi avete dato piu' informazioni voi su sto forum che leggersi e vedersi i milioni di testi e video sull'argomento perche' ognuno "dice la sua" che se non hai dimestichezza su ste cose finisci per prendere per buona qualunque cosa, quindi perdonate se diro' ancora qualche fesseria. Intanto, con le regolazioni che via via sto imparando a fare, i pezzi stanno uscendo sempre meglio compreso quello con cui ho iniziato questo thread: l'ho rifatto dopo il test del flusso che dalla formula mi avrebbe dato un 97,2 ed e' uscito praticamente perfetto, senza warp, senza solchi, senza filacci, con i supporti e con i primi layers piuttosto omogenei (ah, ho pure aumentato la temperatura del nozzle a 205 e abbassato leggermente il bed a 58). Nel test del flusso (quello dei 100mm, cosi' sono chiaro con quello che ho fatto) mi sono accorto di non essere stato precisissimo con la seconda misura perche' ho su un filo nero e forse non vedevo bene il segno quindi domani lo rifaccio usando il bianchetto 😁 e vediamo, ma e' gia' migliorato tantissimo (il valore di defalut prima era 93 !!) Dai, ce la posso fare 😉 Grazie ancora per le vostre risposte- 29 risposte
-
- 1
-

-
- verso
- attaccatura
- (and 1 più)
-
Posizionare l'oggetto: il giusto verso
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
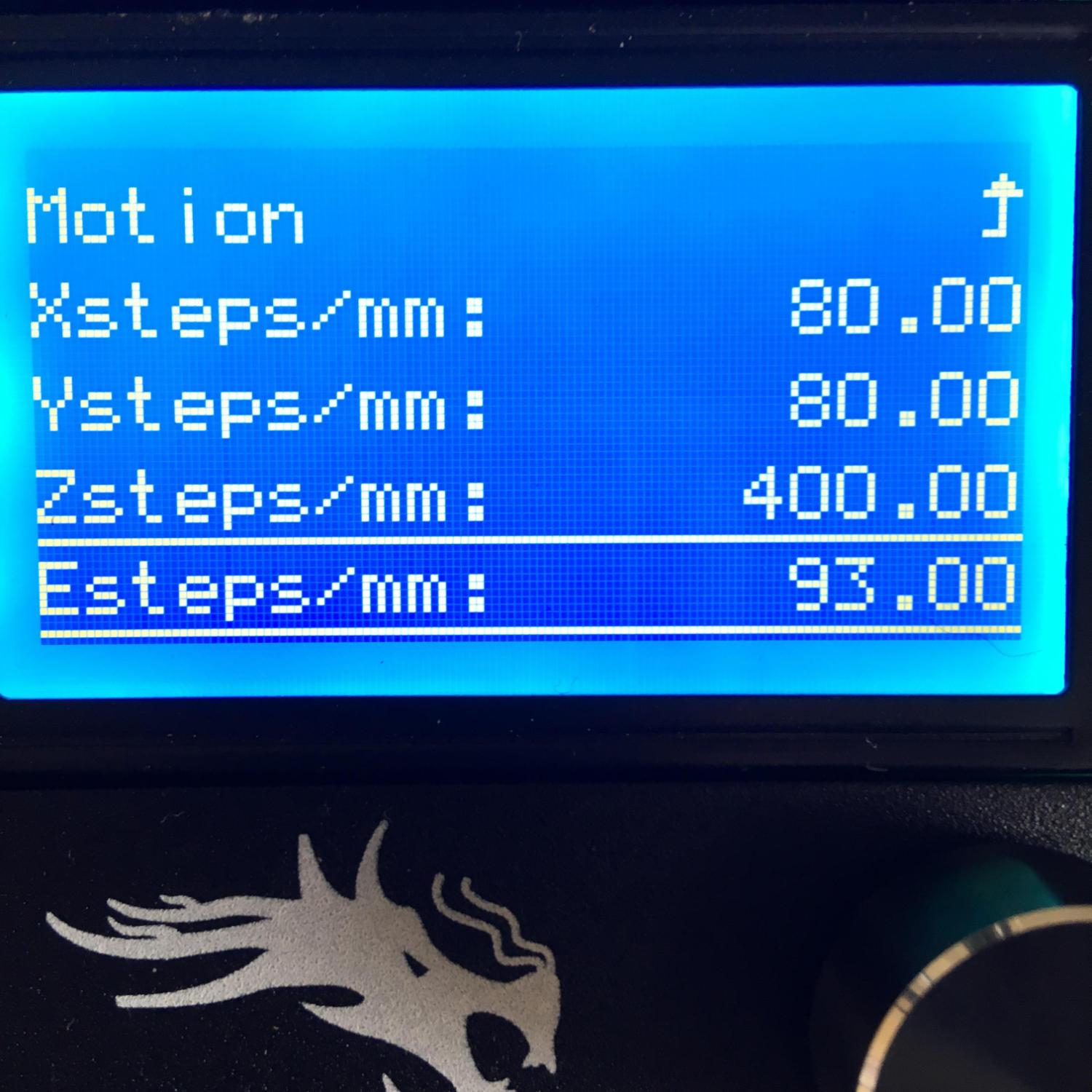
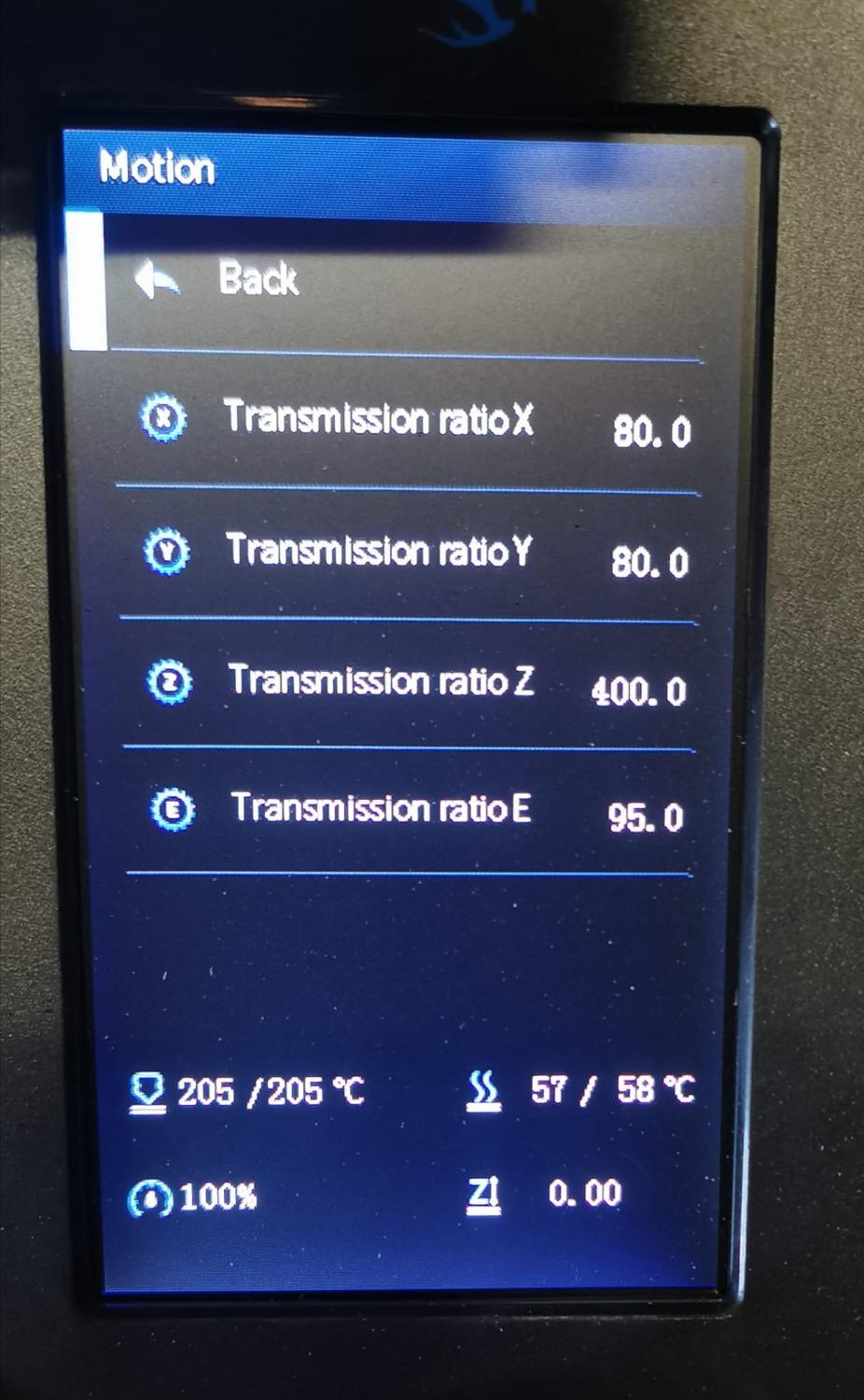
vi risulta che il parametro E-steps sulla Ender 3 v2 sia stato rinominato in "Transmission E" ? mi spiego meglio: sulla Ender 3 la pagina per vedere/modificare (nel caso di cui stiamo parlando) il parametro E-Steps era: nella mia v2 e' cambiato in: sto parlando degli stessi parametri vero ? lo chiedo per evitare di errare errando erroneamente 🤭 PS Ho messo il a 95 perche' di default era 93, solo per capire se era questo il parametro. Tra un po' faccio il test del flusso come si deve e vediamo cosa esce di valore da mettere
-
Posizionare l'oggetto: il giusto verso
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
ho confuso molte piu' di due cose 😄 ma mi sto rimettendo in pari. oggi con calma faccio tutto: sostituzione del ptfe con quello della capricorn e relativi nozzolini su cui s'infila, sostituzione del nozzle di serie con uno in acciao (ecco questo non so se e' proprio un bene o meno ma faccio due prove per capire se i residui aumentano o diminuiscono), smontaggio di tutto per pulizia generale, test di flusso, stampa dei risultati....... e vediamo- 29 risposte
-
- 1
-

-
- verso
- attaccatura
- (and 1 più)
-
Posizionare l'oggetto: il giusto verso
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
capito lo faccio subito -
Posizionare l'oggetto: il giusto verso
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Agisco da qui' per aumentare il materiale in uscita, dico bene ?
-
Posizionare l'oggetto: il giusto verso
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
...cioe' dai...c'e' un flag li, proprio davanti naso, in linea retta con la fovea. Ho tutti i neuroni impegnati a sfregarsi l'un con latro per tenere il bed a 60 gradi e non me ne son rimasti per accorgermi di questa opzione. 😑 Mi sento idiota 🤕 Interessantissimo!! Peccato che qui si salga proprio su di un altro livello ma ripeto, bellissimo!- 29 risposte
-
- 1
-
-
- verso
- attaccatura
- (and 1 più)
-
Posizionare l'oggetto: il giusto verso
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
hahaha cazzarola si !!! 😁😁😁 hemm...dici quelle colonnine su cui appoggiano le parti sporgenti ? eh... li ho visti su alcune stampe ma...figurati...pensavo che fossero fatti da chi modellava l'oggetto. Cacchio vado subito a studiare lo slicer Hihihi che bischero sono 😀, ma adesso rimedio e corro subito a studiare ! 60 gradi Ok e' una questione che ho da qualche giorno e mi pare che sia stato proprio tu a farmelo notare. Ho solo fatto un wall test, eccolo: Ma..per aumentare il flusso di materiale su quale parametro/i e' corretto agire ? La domanda e' banale ma preferisco passare da pirla che far lo splendido e continuare a non capire una mazza Sai quale' il problema della dipendenza ? Pur con tutti sti problemelli di settaggi e regolazioni da imparare, quando mi escono dei pezzi cosi' io mi commuovo come un bersagliere che sente la fanfara 😊
-
Posizionare l'oggetto: il giusto verso
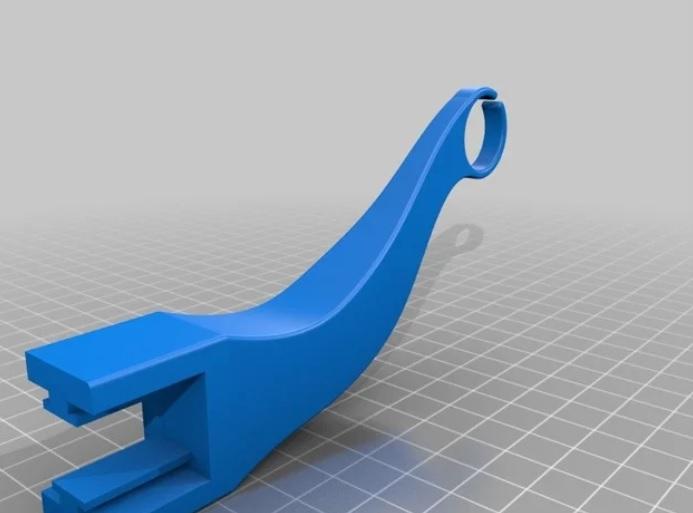
TeusTheMage ha pubblicato una discussione in Problemi generici o di qualità di stampa
A rieccomi...sperando con le mie domande di ottenere risposte utili a chiunque incontri le medesime situazioni. Dunque, ho stampato questo distanziatore per il traino del filo https://www.thingiverse.com/thing:3223697 che in sostanza e' questo il file propone il pezzo proprio in questa posizione ma ho pensato che dopo 1 cm o due il pezzo se fosse cresciuto cosi' si sarebbe staccato dalla sua piccola base e caduto per gravita dalla parte dell'anello. L'ho quindi stampato sdraiandolo dal lato che non si vede perche' era perfettamente piatto. MI sembrava logico Ho pensato pero' che forse avrei avuto qualche problema nel generare le alette interne perche la parte che rimane in basso e' il classico punto sospeso e non ho ancora ben capito come fare per farli venire a modo. (Problema n.1) Avevo ragione: ecco il risultato delle alette interne: dal lato superiore tutto ok ma dal lato inferiore... ho sbagliato io qualcosa ? (Problema n.2) La parte dell'anello si e' leggerrmente alzata e ritirata nei primi layers ma ho deciso comunque lasciare andare la stampa perche' ho visto che i successivi poi e' riuscita a posizionarli bene quindi il pezzo, anche se spreciso e' utilizzabile. ok. Premetto che avevo lanciato poco prima una stampa di un pezzo simile ma con l'anello molto piu' stondato ed era successa la solita cosa ma oltre a spostarsi si era alzato e il movimento del nozzle ha fatto arricciare i primi layer. Ho ovviamente abortito la stampa Ma cosa potrei fare perche' non accada ? (Problema n.3) Il primo layer e' venuto a solchi in un paio di punti (questa e' l'immagine del pezzo girato per farvi vedere). Magari qui riesco a rispondermi da solo supponendo un cattivo scorrimento momentaneo del filo o una piccola cattiva estrusione che pero' poi si e' risolta da sola. In effetti il pezzo alla fin fine e' venuto benino e solido (a parte i due difetti di cui sopra). Che pensate ? PS Questa stampante mi sta psico-imprigionando, non penso ad altro da qualche giorno 😂
-
Estrusore che scatta
TeusTheMage ha risposto a Christiangianolli nella discussione Problemi generici o di qualità di stampa
Alt! Alt! Alt! Son d'accordo con voi che NON siete d'accordo 😉 ma i discorsi sono due e diversi: 1) e' il consiglio che mi son sentito di dare a @Christiangianolli prima di smontare tutto, cioe' una pulizia del nozzle con lo spillo per vedere se alle volte ci fosse solo un po' di filamento accalcato, solo come primo tentativo 2) che io abbia qualcosa che sia da rivedere e' palese (tant'e' che tra poco apro un thread per chiedere due consigli) A dire il vero, proprio di tirar via il filamento e rimetterlo non devo farlo per forza, mi basta alzare Z col nozzle caldo e girare un po' il knob per vedere se "piscia" bene. A furia di stampe vedo che e' un piccolo accorgimento che becca subito un eventuale caccola ed in effetti poi vado dritto. Ma sara' solo una questione di prenderci la mano perche' vedo che vado sempre a miglioare nel workflow e nei risultati (a parte l'ultimo per cui ora apro un thread 😉) -
Estrusore che scatta
TeusTheMage ha risposto a Christiangianolli nella discussione Problemi generici o di qualità di stampa
guarda, volevo aprire un thread apposito ma qui' va benissimo perche' mi capita lo stesso identico problema e a vedere il tuo risultato do completamente ragione a MAL1190, e' quasi certamente il nozzle ostruito. A me sta capitando praticamente ogni volta che spengo la macchina dopo una lunga stampa e alla sua ripresa prima di avviarne un'altra mi vedo costretto a fare questo giro di cosucce che risolvono il problema: 1-alzo il carrello (asse Z) a meta' 2-Mando la temperatura del nozzle manualmente a 230 (piu' alta del valore necessario al filamento, nel mio caso pla 200gradi) 3-tiro via il filamento rapidamente per non lasciare strascichi 4-taglio la punta come si fa per ogni cambio filamento 5-sempre con il nozzle a temperatura alta gli passo lo "scovolino" cioe' il filino di ferro rigido (nel mio caso 0.4) dato in dotazione (o con qualunque altro strumento adatto al tuo nozzle che certamente avrai) 6-reinserisco il filo e lo spingo con il knob del bowden (o con quello che hai tu, non so se hai direct o bowden) in modo che esca un "pisciolo" liscio e fluente 7-resetto tutto, calibro e la stampa riparte bene Ora, per il mio caso il farlo ogni volta mi pare eccessivo (infatti non ve n'e' il bisogno se lancio stampe una di seguito all'altra, mi capita solo in caso di raffreddamento e ripartenza...vabbe') ma nel tuo direi che puo' essere un primo tentativo da fare facile facile prima di smontare tutto che ti fa perdere tempo. Son dell'idea pero' che, parlo per le stampanti relativamente economiche, ci si debba impratichire ed abituarsi allo smontaggio come dice MAL1190 e che alla fin fine si debba fare piu' spesso di quel che si pensa