TeusTheMage
-
Numero contenuti
40 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di TeusTheMage
-

Errori di gioventu': il percorso del filamento
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
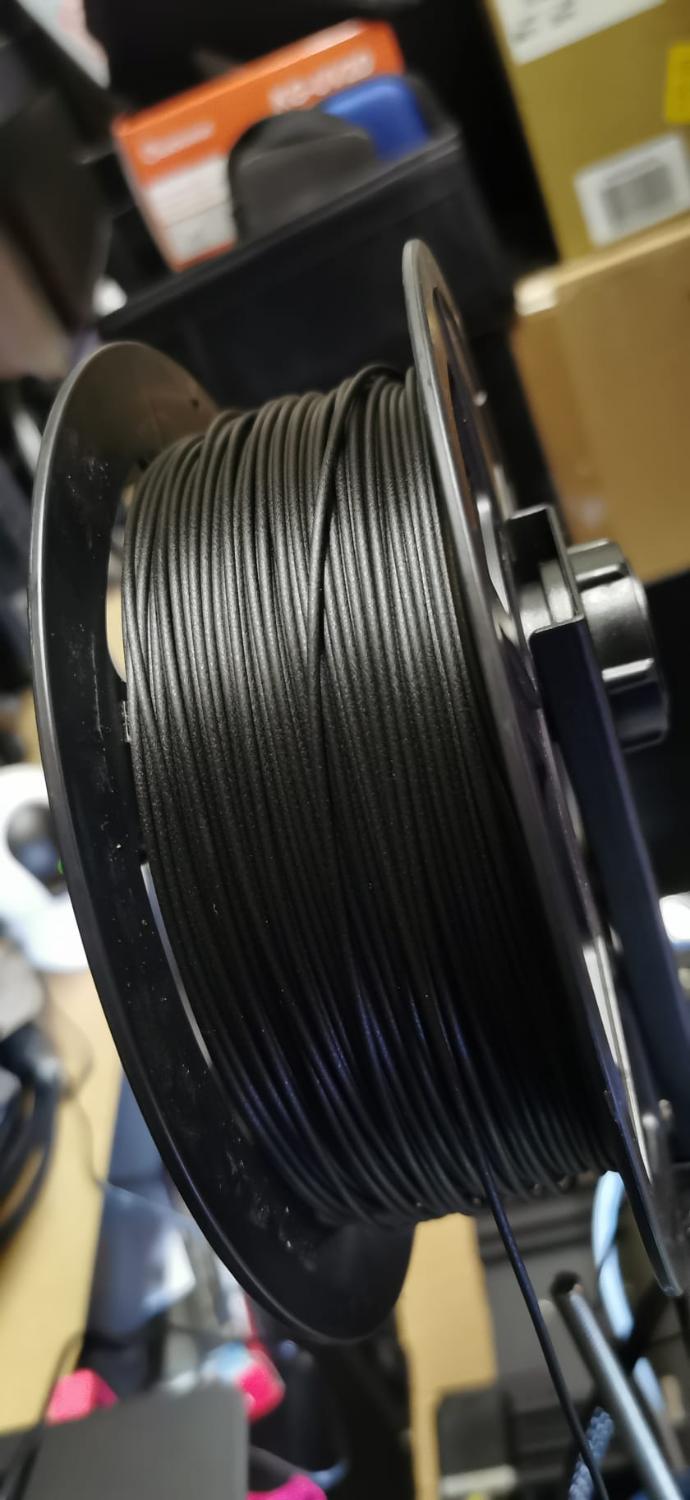
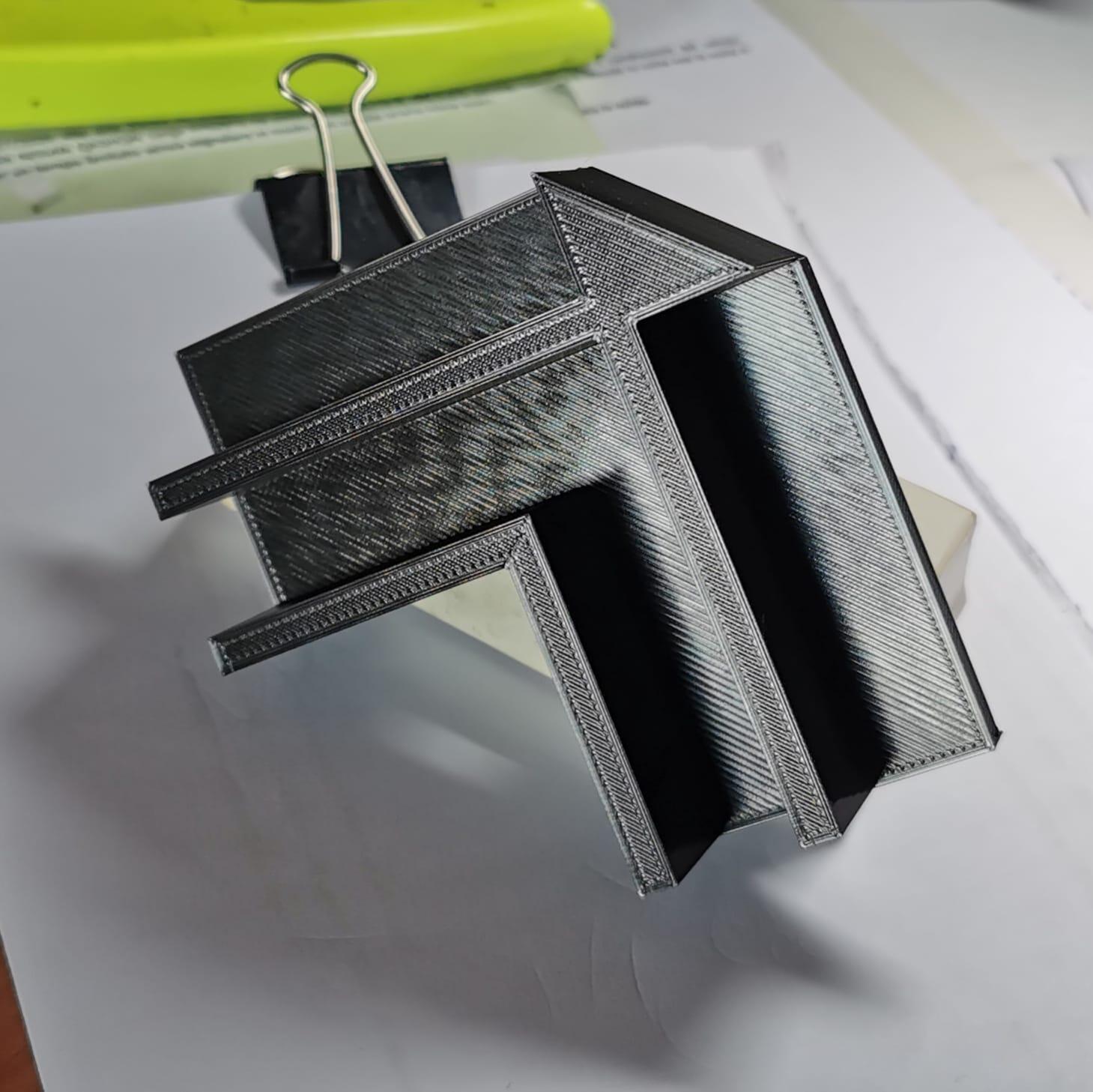
La soluzione Titanic 😊 di Killrob mi piace molto ma anche questa e' parecchio interessante. Entrambe che si adattano al foro della ruzzola. I cuscinetti pero' alla fin fine ci vogliono sempre e il primo negozio che li ha qui' da me e' giusto appena fuori comune e mannaggiallazonarossa non posso andarli a prendere. Uffa. 😷 Son persino andato da un Decathlon per cannibalizzarli da un paio di ruote dei pattini ma....LE HANNO FINITE !! 🤐 Nel frattempo, dopo aver srotolato per bene il filo, ecco la mia (ERA ORA) prima Dima-A-Raggi per lo smusso degli angoli con la fresatrice. Per le mie aspettative, a parte un paio di micro-caccole, e' gia' fenomenale e la fresa andra' che e' un piacere ma partiro' comunque da qui per vedere se riesco ad ottenere una stesura del filamento migliore visto che, come miavete detto in un altro post, pare leggermente magra Mio Dio se non c'eravate voi....💪
-
Errori di gioventu': il percorso del filamento
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Si, vedo che le eliche coniche la tengono nel centro. E poi....se la usi te...beh 😉 -
Errori di gioventu': il percorso del filamento
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Orcoddue! E ti ce ne sara' voluta un'altra per stamparlo, considerato che pare l'elica del Titanic !! 😊 Mazzate a parte.....ti trovi bene ? Ovviamente la risposta sara' si ma intendo....trovi che la bobina sia piu' stabile ? -
Errori di gioventu': il percorso del filamento
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
l'effetto molla, vedendo i video a giro, capita in continuazione almeno sui supporti economici (stile ender appunto) in cui la ruzzolona ha un foro centrale molto più grande del tubo su cui poggia, quindi è inevitabile che tira e ritira dopo un po' la ruota fa uno scatto ed ecco l'effetto molla che dicevi. Però se il filo non è sottosopra come ho fatto io alla fin fine non dovrebbe impigliarsi. Penso che sia di rigore o modificare il supporto con qualcosa di più adatto alla rotazione lineare o meglio ancora appoggiarlo su un supporto magari autocostruito con 4 rotelle o cuscinetti -
Errori di gioventu': il percorso del filamento
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
mhuahua è bello sentirsi parte di qualcosa 😄😄 ottimo, farò la stessa cosa -
Errori di gioventu': il percorso del filamento
TeusTheMage ha pubblicato una discussione in Problemi generici o di qualità di stampa
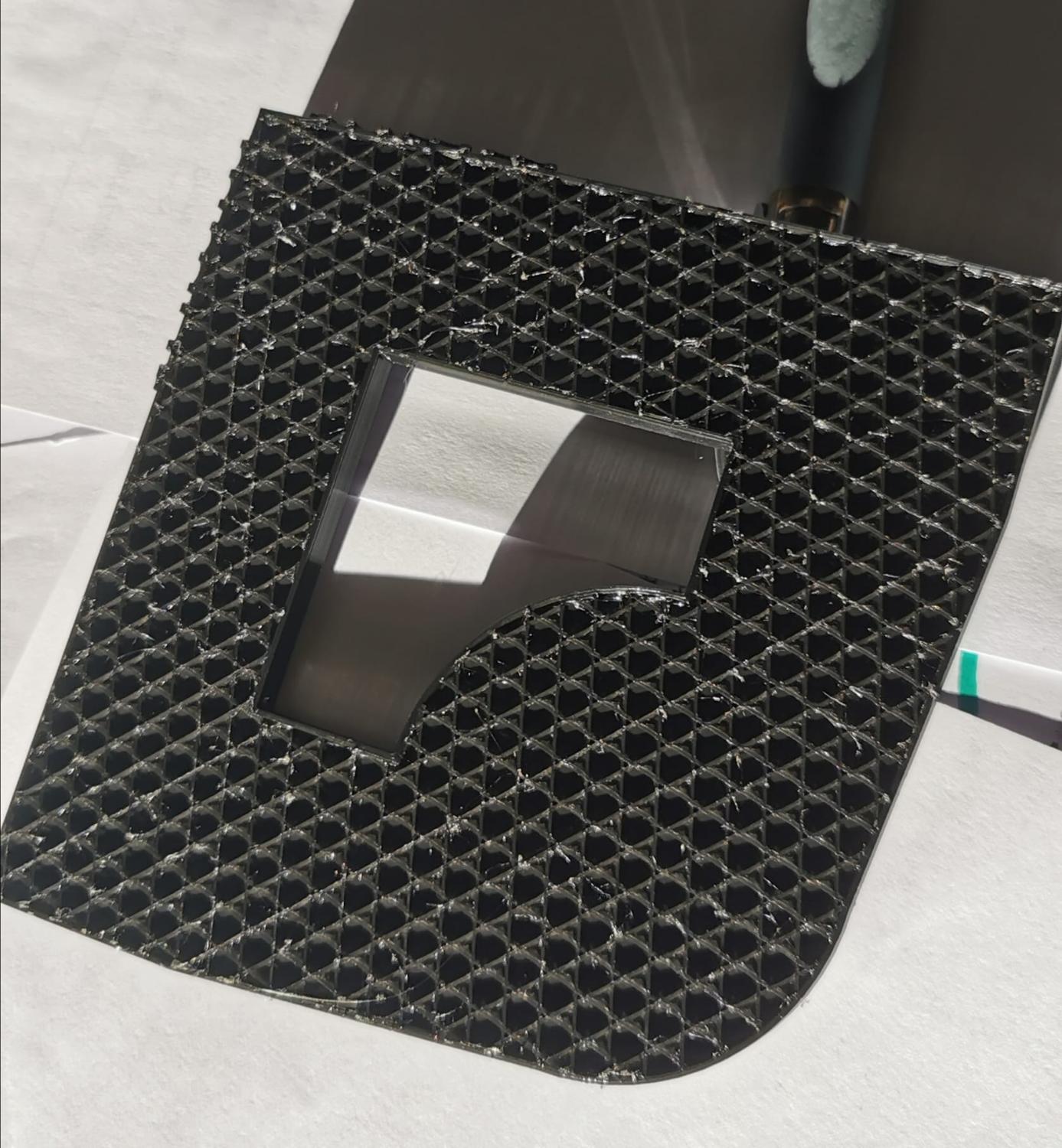
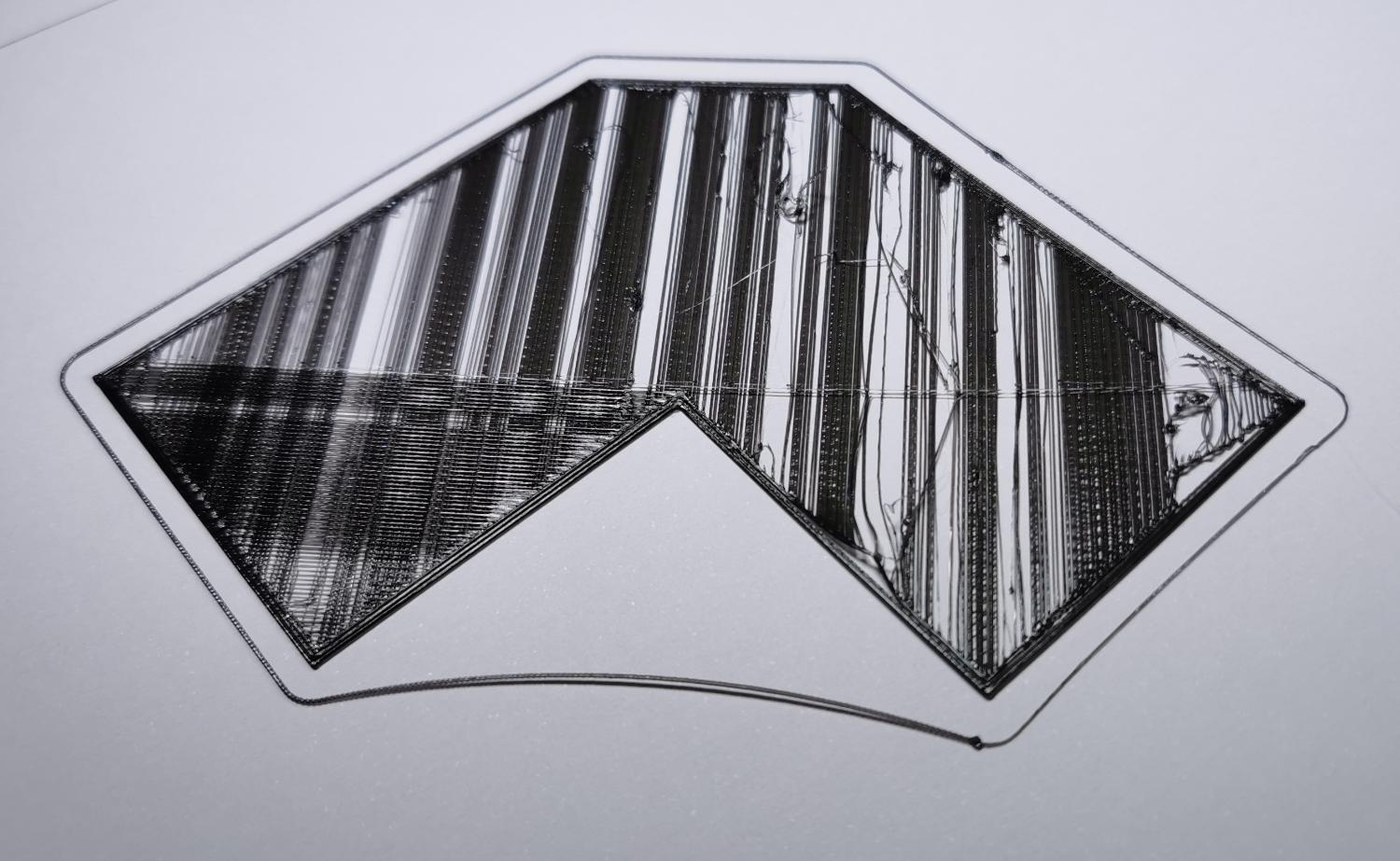
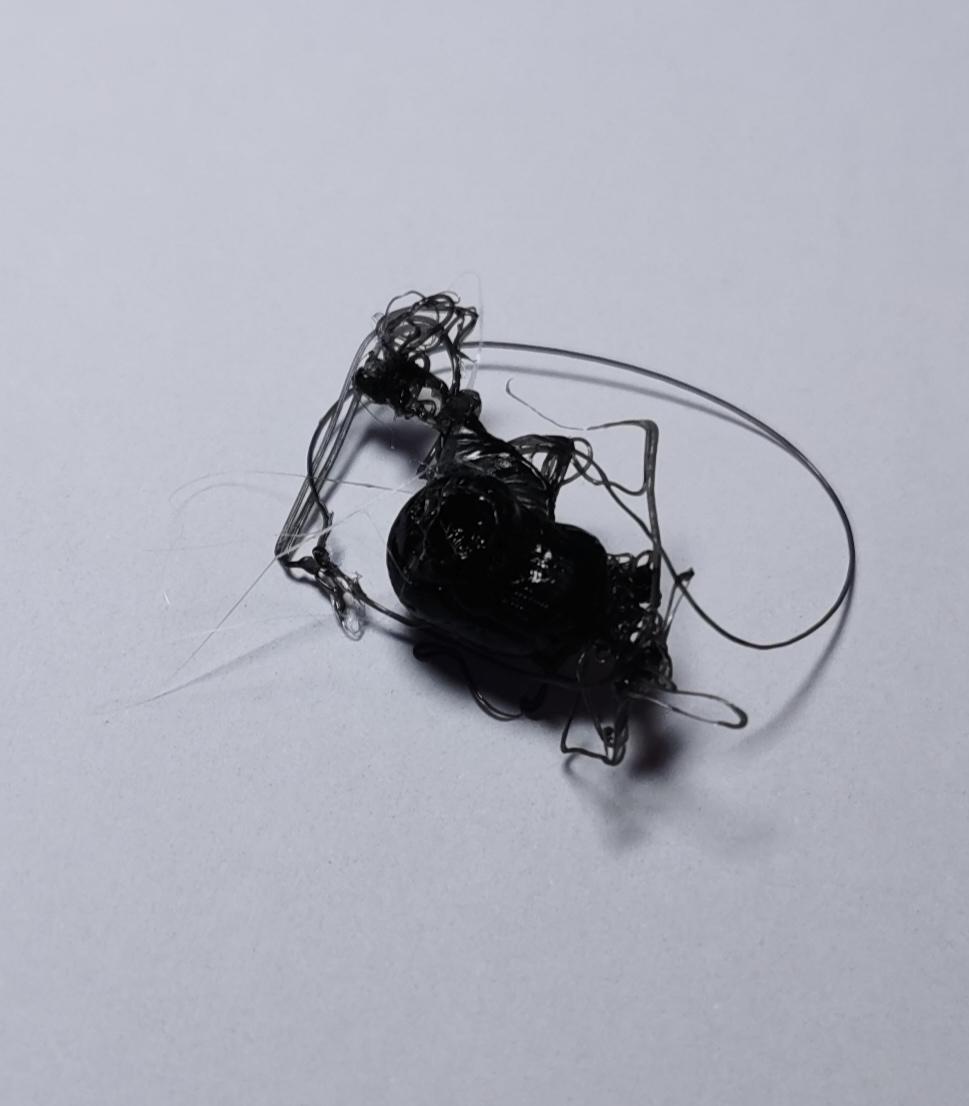
Dunque, dopo le vostre vitali indicazioni (parlo "ad area" rivolgendomi al forum in modo impersonale ma il ringraziamento comunque e' diretto a chi effettivamente ha speso tempo per i consigli 😉 ) cerco di fare, ora, la mia piccola parte permettendomi un piccolo avvertimento su una questione di poco conto ma che se ci s'incappa son rogne: dicevo....dopo le vostre indicazioni, la mia stampante (ender 3 v2) sta lavorando come un internato dei gulag ma con l'ultimo pezzo, dopo piu' di 10 ore di lavoro, ecco il risultato: Perche' ? Ve lo faccio vedere: Cosa notate ? Ve lo dico io: dopo una profonda pulizia dal bowden al nozzle ho reinserito il filamento regolarmente ma SENZA ACCORGERMI che il filo si era andato ad infilare sotto ad un giro del filo accanto. Questo a furia di tirare ha pian piano generato frizione fino a bloccarsi completamente quando i due fili, quello che deve scorrere e il giro successivo, si sono accavallati senza piu' avere spazio arrivando alle pareti dell'interno della ruzzolona. Risultato: il Bowden non riusciva piu' a tirare e niente piu' filamento che doveva arrivare al nozzle. Stampa da buttare. Ecco, volevo solo far notare quando sia importante fare attenzione al modo con cui si deve svolgere il filo quando si cambia filamento, colore, o quel che sia, assicurandosi che non sia accavallato. Qualcuno ne aveva parlato mi pare ma non ritrovo il post. Tra l'altro questa cosa si accentua se si usano i manicotti a tubo forniti con le stampanti economiche (come quello della ender) perche' le ruzzole di filamento sono molto pesanti e il bowden deve gia' di suo fare una discreta fatica a far srotolare il filamento tirandolo (infatti adesso mi costruiro' un supporto con 4 rotelle o cuscinetti su cui appoggiare, esternamente, la rondellona) e se incontra poi un accavallamento si blocca tutto. Tutto qui. Mi faceva piacere condividere l'esperienza (ma vi risparmio gli accidenti che ci ho tirato dietro !! 🤐 ) Buna stampa a tutti 😉
-
Se sapevo che era sta musica....
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
e io le seguro' come Po col maestro Shifu ! 😊 ho, grazie davvero eh.... sto gia' spippolando con il test tower per pla e cercando di capire come funziona il gcode che, ho scoperto solo adesso, non e' altro che uno script di comandi. Tra le altre cose sviluppo software e sta cosa non sai quanto mi solletica hehe E VIAAAA VERSO LA PERFEZIONEEEEE !! (vi prego....sopportatemi......) -
Se sapevo che era sta musica....
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
bon, mi metto subito a studiare allora. Pero' son contento lo stesso 😁😁😁 😉 -
Se sapevo che era sta musica....
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Come ? Agendo a son di prove sul parametro dal software slicer ? Sembrerebbe solo negli spostamenti...ma parlo giusto di un paio di filini che ho intravisto durante la costruzione del reticolato interno di una superfice piana -
Se sapevo che era sta musica....
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Primo pezzo figlio di stampa3d-forum 😁 : Ho usato tutte (e solo) le impostazioni standard as-is della ender come fosse stata appena sballata e del Creality Slicer modificando solamente la densita' da 20 a 30 E' STU-PEN-DO ! 😍 Il secondo e' in cottura adesso. Vedo che ogni tanto sputacchia qualche filamentino qua' e la' ma poi vedo che ci ripassa sopra e sembra che alla fin fine se ne freghi e vada tutto ok. Lo fa anche a voi ? Nei prox giorni poi mostrero' gli altri oggetti per i quali vi ho chiesto aiuto perche' in fondo lo so che siete tutti li in ansia ed in trepidante attesa di questo parto plurimo ma ahime' dovrete frenare i vostri desideri ed aspettare i comodi della mia amata-odiata ender 😎 (a me sta zona rossa sta procurando seri danni cerebrali..... che ne dite ? 🤪 )
-
Se sapevo che era sta musica....
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Ad oggi ti rispondo: niente! Erano solo mie supposizioni visto che il filamento non si attaccava ed usciva male (ma questo lo dico adesso che SO qual'era il problema). Ho letto a giro che possono esserci spifferi e correnti che modificano le temperature falsando la corretta estrusione quindi, essendo in un garage e preso dalla disperazione, ho portato la stampante nel mio ufficio in un luogo protetto e ben temperato ma il riusultato non cambiava. Ecco perche' mi disperavo 🙂 Ora vedo che procede bene e.......santo cielo spero proprio di avere capito, da ora in avanti, come e dove agire in caso di cattivo risultato. Che fatica pero' eh !!! 🤪 -
Se sapevo che era sta musica....
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
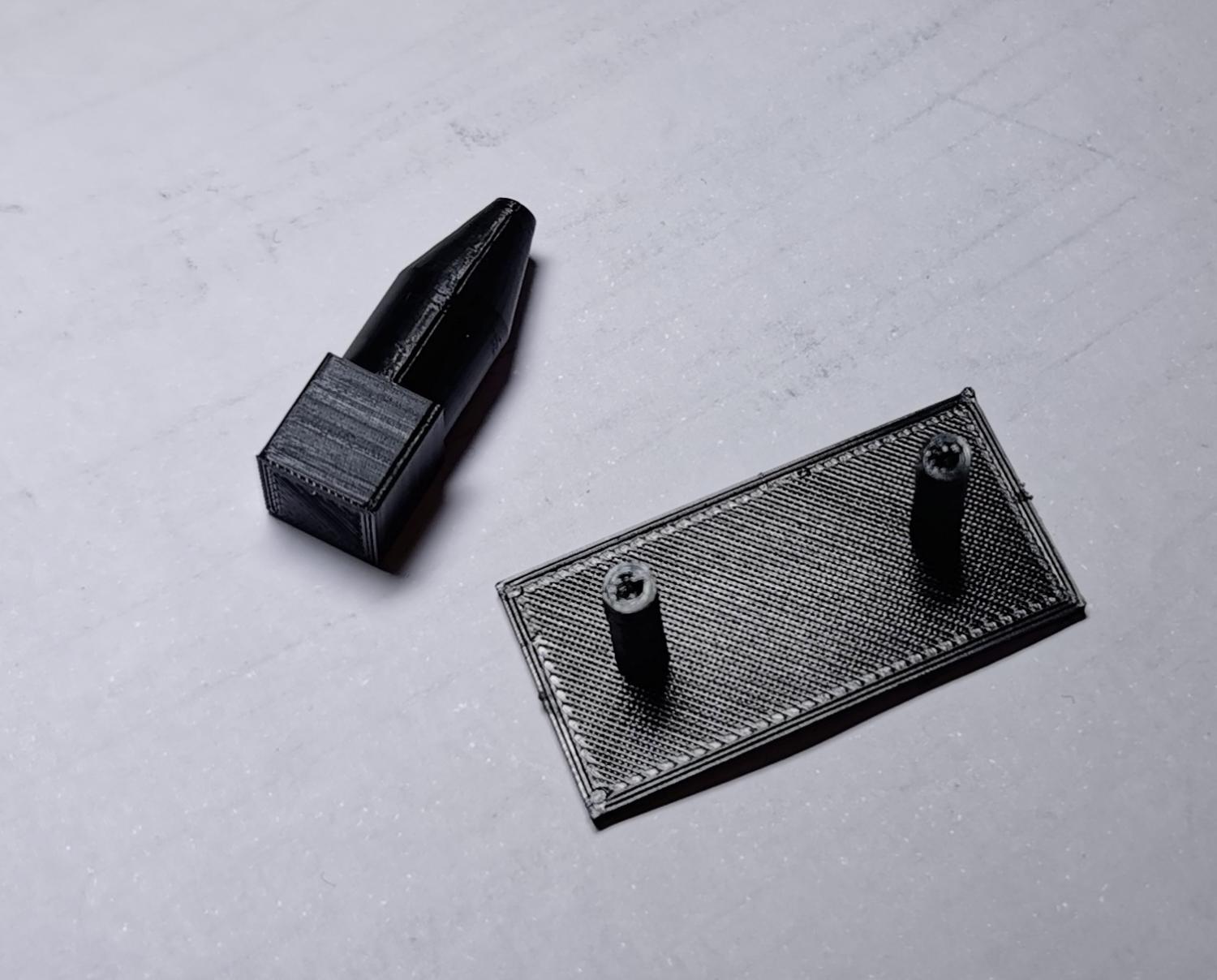
dunque...... ho messo la ender sul bancone, l'ho guardata come fa un samurai con la mano sull'impugnatura della katana e son partito: ho smontatto TUTTO cioe' carrello, blocco bowden, blocco nozzle, sfilato il cannellino ptfcoso da entrambi i lati, il nozzolino al bowden, il nozzle vero e proprio, ho tagliato via di due o 3 mm gli estremi del ptfcoso (ptfe, per gli esperti) e mentre smontavo tutto in effetti ho visto che il nozzolo era ripieno come un bigne' della domenica. ECCOLO LI !!!! Pulirlo mi sembrava quasi inutile e l'ho subito sostituito con quello di ricambio (e ne ho ordinati subito una mezza decina su amazon). Ho rimontato tutto, ricalibrato, lanciata una stampa del proiettilino ed e' venuta BENISSIMO !! Scosso ma commosso ho dato cosi' il via ad un mio pezzo (che e' li da una settimana che scalpita) e il primo layer si e' steso a meraviglia e cosi' il secondo...e il terzo....ha solo circa 15 ore di lavoro ancora da fare ma sembra che proceda tutto bene (aspetta....fammi andare a vedere va', che se lo scrivo troppo forte poi mi sente e finisce tutto in gufata.......) ...ok tutto a posto...il reticolato interno sta crescendo a meraviglia !! Quindi in definitiva: GRAZIE AI VOSTRI CONSIGLI, PRECISI E DIRETTI ma soprattutto GRAZIE PER IL SUPPORTO MORALE perche' realmente stavo per mandare tutto in malora o addirittura di spendere un mucchio di soldi per qualcosa di piu' grosso (e incontrare poi gli stessi problemi mi sa) Montare smontare e rimontare e' una "fase" utilissima perche' si capisce tutta la meccanica ed il percorso con i punti forti e deboli. Credo di aver capito che alla fine la colpa di tutto sia stata mia durante il cambio di filamento cioe' penso di non aver rispettato le temperature corrette (la creality consiglia 230 gradi) e di aver tolto il filo lentamente lasciando strascichi e fili e di averlo reinserito in malomodo cioe' senza girare la rondella della retrazione per far uscire il pisciolo di pla che ti assicura di avere posizionato bene il filamento. Insomma...errori di gioventu' ma se non c'eravate voi a dirmi di non suicidarmi ora sarei in un angolino a drogarmi Minchiate a parte...GRAZIE. Vediamo come butta da qui' in avanti. PS Magari non ve frega nulla ma postero' poi i risultati (la cui bonta' e' in parte merito vostro 🙂 quindi ve lo devo ghghgh) cioe' dime-a-raggi, ovvero dime guida per la fresatrice per lo smusso degli angoli di tavole di legno. Che verra' fuori ? 😉 -
Se sapevo che era sta musica....
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
ok, domani smonto tutto e gli faccio un bel clistere. Vediamo come va a finire... ...nnaggiallastampatreddi' !! 🙂 -
Se sapevo che era sta musica....
TeusTheMage ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
grazie per l'incoraggiamento perche sto cedendo 🙂 In linea di massima credo di avere capito dove andare a mettere le mani. Il fatto e' che l'estrusore nella ender arriva gia' montato nel suo bel cubetto e non mi azzardavo a smontarlo prima di sapere cosa fare (anche se in dotazione la creality ha messo un estrusore di ricambio. Ergo prima o poi.... 🙂 ) Ma mi parlavi di "procedura classica"..... ecco questa mi manca: cosa intendi ? PS Cubo 20x20x20: millimetri mi auguro vero? VERO ? hihihi ;)) A parte le minchiate, grazie! Mi metto subito all'opera -
Se sapevo che era sta musica....
TeusTheMage ha pubblicato una discussione in Problemi generici o di qualità di stampa
Spero che vi stiate facendo una grassa risata con il titolo del thread. Mi sento un deficente visto che ci sono milioni di questi post che chiedono le stesse I-DEN-TI-CHE cose alle quali viene risposto, pero', in modi comprensibilmente diversi. Francamente mi piace risolvere le magagne tecniche da solo ma a sto giro son veramente un po' troppe per le mie braccine Stampante Ender 3 v2 presa da una settimana, con piatto in vetro, PLA Sunlu 1.75: - Montaggio: non semplice ma in un oretta ce la fo' - Accendo e stampo: ovviamente esce un gomitolo. Ahhh giaaaa'...il piatto va regolato con la carta. - Calibro il piatto e il primo pezzo che esce e' stupendo, rigido, ben fatto, senza manco un filo, un affarino di 10x10cm alto 1. Ottimo. Mi partono milioni di idee per i miei pezzi da bricolage - Ne faccio altri 2 e, sbagliando le misure, devo rifarli. Ok nessun problema. Pero' mi accorgo che le stampe cominciano a degradare cioe' cominciano a non essere piu' compatte, si ha la senzazione di avere un mano un biscotto alla cui pressione si sfonda. Che succede ? - Riprovo e il filo non si attacca piu' bene. Il primo layer fa fili e grovigli. - Ricalibro 10 volte il piano, ma nulla. Sempre peggio. - Decido di spostare la stampante dal mio garage al mio ufficio. Forse la temperatura ambiente era troppo instabile. In ufficio la temperatura ambiente e' di 23gradi e umidita' ottima (l'ho messa nella stanza dei servers) - Lancio due test di file e vengono stupendi. Meno male, allora la stampante funziona. Ma tu guarda...era la temperatura ambiente! Eccoli qui. - Rinfrancato e sollevato allora riparto con i miei pezzi ...e ricominciano i problemi, gli stessi. ODDIO NO ! Allora non centrava nulla la temperatura ?? - Provo con la lacca e l'aderenza migliora molto ma il miglior risultato ad oggi e' questo - Provo a modificare, di poco, via via i vari parametri che su questo forum consigliate in certi casi e quindi la retrazione, la temperatura del nozzle e/o del piatto, ho fatto il test di calibrazione del flusso, tutto quello che ho letto. Considerate che nei giorni passati lo stesso pezzo era venuto benissimo ah per la cronaca: adesso il test che sembra un proiettile (vedi sopra) viene cosi': Ora vedo nozzle dappertutto, tocco i fornelli per sentire se hanno raggiunto i 60gradi, faccio il filo con la mozzarella e mi viene in mente la rondella della Sunlu....tutto questo non va bene Perche' ?? Perche' ??? Cosa cavolaccio devo ancora provare ? Lo so che voi seiete gente con i superpoteri e riuscite a stampare in 3D anche un rutto, quindi vi prego....da dove diavolaccio riparto per capire cosa sbaglio ? (si capisce che sono sdraiato a pelle di leone in atteggiamento sottomesso ? ^^ ) ....di avventure tecniche ne ho affrontate diverse ma questa mi sta uccidendo. Mi sento imbecille -.- che mi dite ?