Classifica



Contenuto Popolare
Mostra il contenuto con la massima reputazione da 15/02/2026 in Risposte
-
Ho individuato il problema. Alcune delle onde non erano completamente parallele al piatto ma poggiavano su spigoli, a causa della curvatura che era stata data in progetto. Ho risolto tagliando 1mm di ogni lato, portando le sezioni ad essere perfettamente parallele ed aderenti al piatto. Era anche il motivo per cui Bambustudio creava il Brim solamente su alcune delle parti in appoggio. Evidentemente ha bisogno di un minimo di superficie per creare il Brim. Questo il risultato Timelapse stampa Grazie per l'aiuto4 punti
-
Ehhhh nn ce l'ho fatta a tenermi il monitor incassato, faceva troppo brutto, mi rovinava l'estetica stilosa e dovevo abbassarmi per vedere la temperatura dell'estrusore.... non era cosa....... e quindi raccattato una mod per "estendere" il monitor, rimaneggiata perche' lo faceva sporgere di 20mm di troppo, ridisegnato alcune parti xche' non mi sembravano stilose abbastanza e stampato Ora il weekend mi sorride un po' di piu' 😄😄 Per quanto riguarda la temperatura in camera, questa mod l'ho stampata in poco piu' di 2h e la camera ha raggiunto i 60C (attualmente ho 2 ventole blower 5020 sotto il piatto che sostituiro' con due 8015 axial appena mi arrivano, le ultime due, sulla carta, dovrebbero far circolare il modo piu' efficiente l'aria e migliorare l'uniformita' della temperatura).
 2 punti
2 punti -
Colui il quale ha disegnato quel pezzo e' un folle, pensare di stamparlo in FDM in un pezzo solo e' similmente pazzia. Per il resto i parametri di stampa andrebbero bene, al massimo puoi provare con un filamento sotto al 10% di umidita'. E' il design che e' improponibile.2 punti
-
Bho, se all'inizio stampa poi si intasa potrebbe essere heat creep, magari la ventola dell'hotend non ce la fa a raffreddarlo. Tieni tutto aperto. Magari hai troppa retrazione. C'e' un pezzo di bowden dentro l'hotend? Magari e' posizionato male. 235c non e' mica tanto se stampi veloce.1 punto
-
Una cosa che faccio quando uso un materiale nuovo è la temp tower, la temperatura è ok. Grazie1 punto
-
Usura del nozzle magari. Piuttosto fai una temp tower per quel PETG, se sotto-estrudi magari sei un po' freddo.1 punto
-
Bhe ma queste sono le basi 🙂 Le calibrazioni vanno fatte per ogni materiale, one-fit-all nn funziona 🤣1 punto
-
era quello che intendevo nel mio post precedente quando dicevo che appoggiava sugli spigoli...1 punto
-
@FoNzY potrebbe darti una mano 😉1 punto
-
Puoi provare a tagliarlo a meta' in Z e stamparlo in 2 parti, almeno dimezzi l'altezza e hai una base d'appoggio per il centro. Altra opzione: stampa i piani ondulati separati uno per volta, magari in vase mode, almeno non perdi tutto quando un singolo fallisce. Puoi disegnare quello che ti pare in un CAD ma poi devi fare i conti con il CAM e il processo produttivo.1 punto
-
perche' dici che non è idonea? è una stampante super idonea. non so' che tipo di problemi hai riscontrato ma il tpu non si stampa troppo diversamente dal pla, non conosco l'ecosistema flashforge ma se spieghi i problemi posso aiutarti1 punto
-
Buonasera a tutti! Condivido qui il link del Repository su Gitub con i file di configurazione di Marlin per la Tronxy X5S con BTT SKR 1.4 Turbo che ho compilato per la mia stampante https://github.com/i3dmlab/Tronxy-X5S---Bightreetech-SKR-1.4-Turbo-1 punto
-
nn ci ho ancora stampato, ho terminato oggi alle 19 e se nn mi sbrigavo a ripulire la sala, neache mangiavamo stasera 😩 conto di fare delle prove domani con PLA+ (devo stampare una pinza per i JST) Ma ho gia' in programma di rifare la parte superiore delfiltro Nevermore perche' la stampa attuale mi ha un po' warpato, niente di drammatico ma esteticamente nn mi piace tanto in realta' tutti i kit trovati sono forniti senza pannello. questo su OneTwo3D in UK (unico trovato con profili neri disponibili) propone il triplo pannello. Alla fine il costo dei 3 pannelli (2 + la cornice interna) veniva a costare poco di piu' il singolo pannello da 3mm. La legnata e' stata la spedizione, ma alla fine far spedire le cose da me e' sempre costoso, quindi alla fine tra kit, pannello e spedizione me la sono cavata con 95e Devo provarlo, io lo schermetto lo uso abbastanza ma, come tutte le cose, e' da farci l'abitudine, ed in effetti, se proprio vado in sbatti, mi modifico il supporto e passa la paura 😄1 punto
-
Ottimo! Non pensavo vendessero kit gia' col sistema dei doppi pannelli. Montata la fridge door anche io con quel sistema, che in ferramenta avevano solo i pannelli da 2mm di spessore. 😅 Ma in teoria si dovrebbe pure isolare meglio. Display pure io stessa cosa, ma non mi da problemi. Ci sarebbero le skirt e supporto schermo modificate, ma va piu' che bene cosi', non mi ha mai dato problemi. Provato a vedere le temperature in camera di quanto cambiano? Dovrebbe anche far meno odore quando stampi.1 punto
-
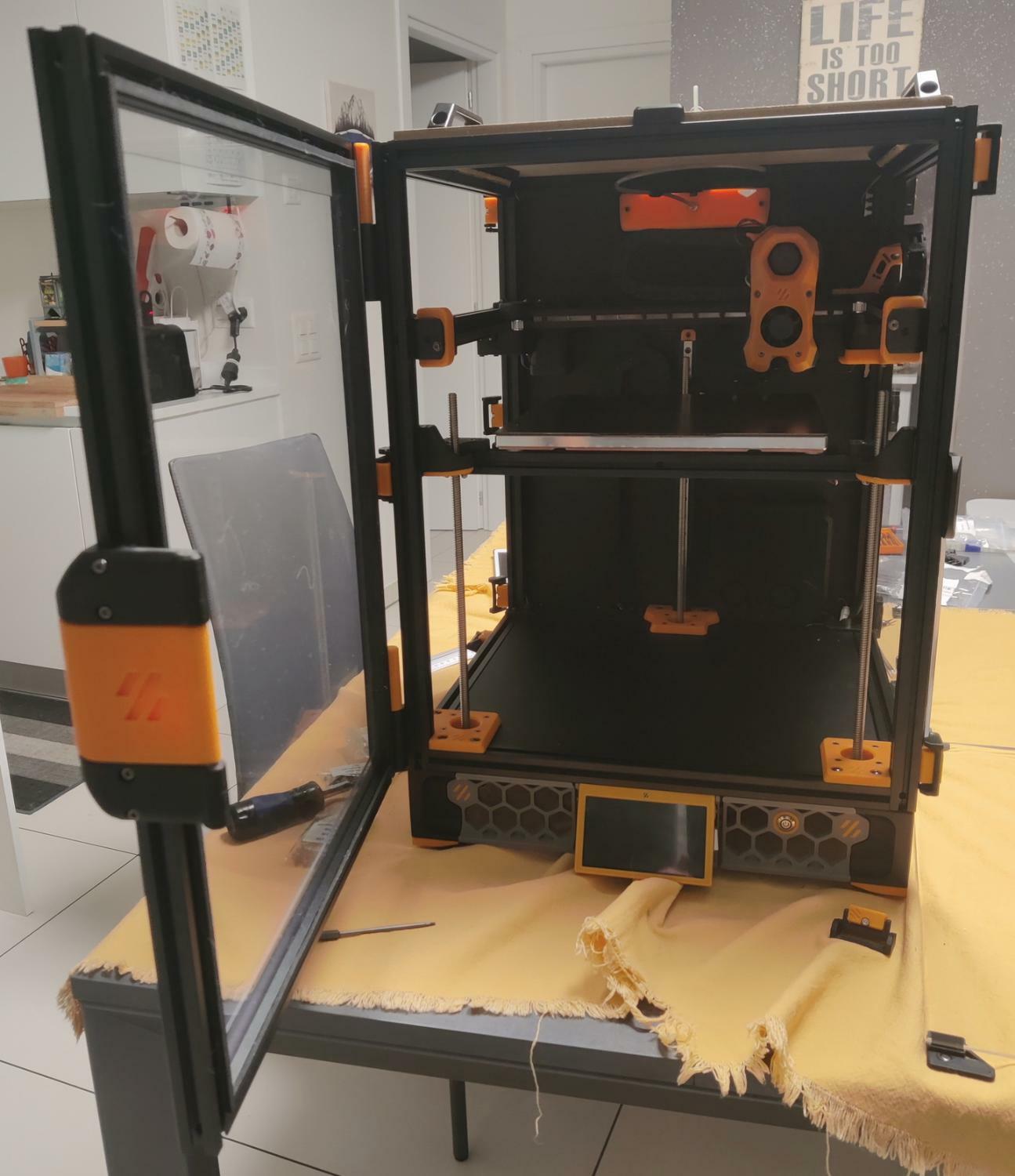
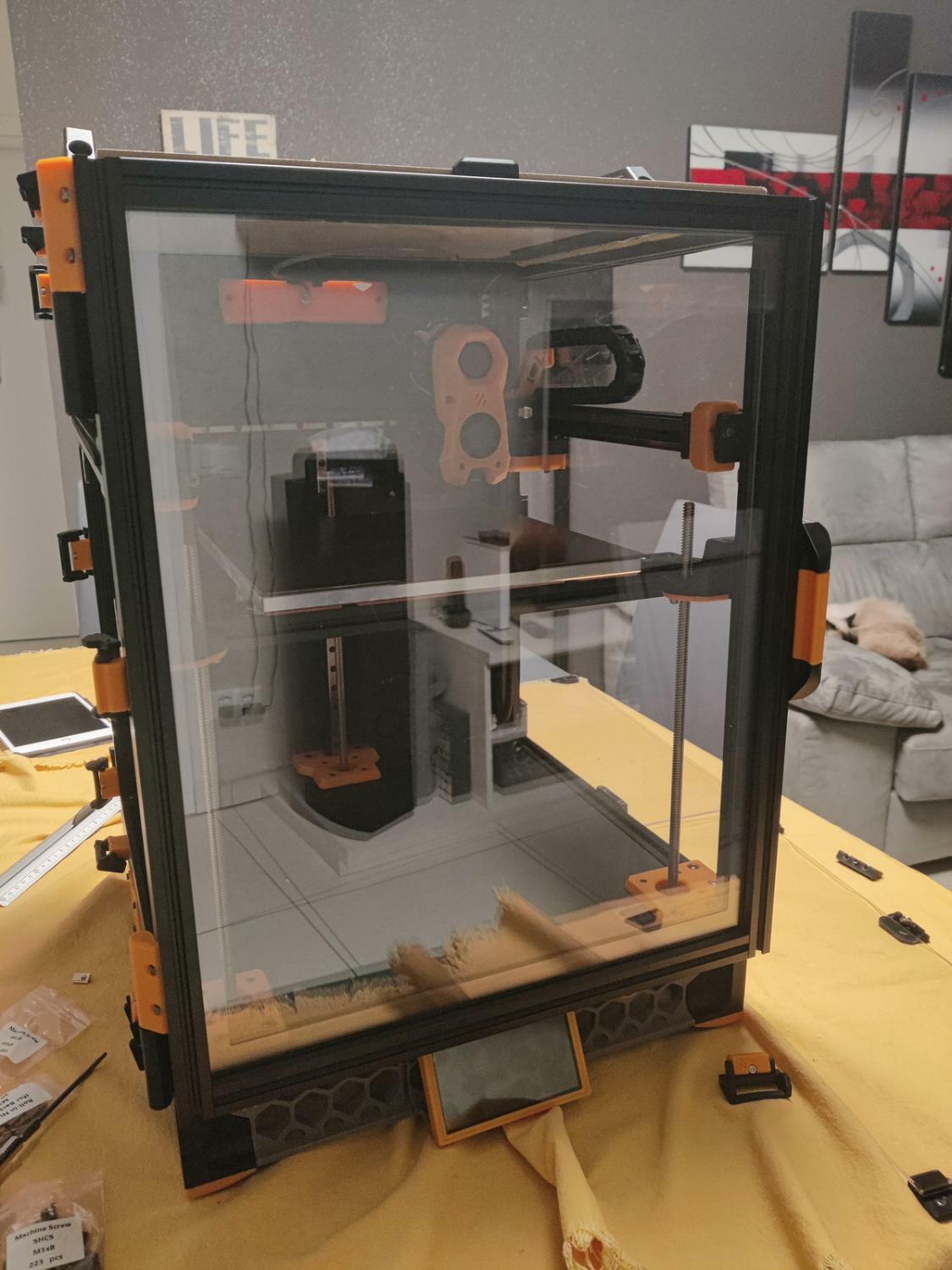
In settimana ho disegnato e stampato i supporti ed oggi ho montato il tutto Sono soddisfatto a meta' per che mi sono accorto che una delle due ventole fa casino e soffia a meta' potenza rispetto all'altra :/ In effetti l'avevo smontata da dove era prima perche' aveva problemi....ora mi ricordo quali. vabbe' per il momento la tengo in attesa che arrivi quella nuova Ma non mi sono fermato alle ventole..... con l'arrivo in settimana da UK del kit "fridge-door" ho assembrato e montato anche quello 😄 Nel complesso mi piace anche se aggiunge peso alla stampante quando la devo spostare e "nasconde" la parte superiore del display. Poco male per entrambe, la resa finale e' una figata 😄 tra le altre cose, a differenza del kit originale che consiglia un pannello da 3mm (non incluso)+ la guarnizione in gomma (inclusa), il kit che ho trovato io propone 2 pannelli da 2mm piu' un separatore interno anch'esso da 2 mm (se guardate la seconda foto, si nota una cornice sul plexiglass). I tre strati formano un pannello complessivo da 6mm che si alloggia perfettamente nell'estruso e non necessita di guarnizione. La descrizione millanta un miglior isolamento termico e acustico con questa soluzione. Immagino sia cosi', ma nn saprei confermarlo visto che gli altri due pannelli sono singoli e non isolati 😕
1 punto
-
Io mi sono screato un quadrato di pochi layer ed ho usato quello come stampa di riferimento. Sono partito da un flow del 100%, poi del 95% e cosi' via. Ad ogni decremento del flow, stampavo il mio quadrato e lo confrontavo con gli altri fino a trovare il valore che non mi dava una rese che mi soddisfacesse. Il tuo nn e' un difetto eccessivo, secondo me te la potresti cavare con un paio di stampe o poco piu'1 punto
-
L'oggetto é il corpo di una lampada che ho progettato io, e che si unisce alla propria base con dei magneti. La forma é strana ma non cosi eccessiva da non essere possibile stamparla. Nelle prove di stampa, dove ho tagliato il corpo e stampato solo alcuni strati ondulati, la stampa é riuscita senza problemi. I problemi di aderenza si verificano dopo molti layer, non immediatamente. E' questo che mi mette in difficoltà nel trovare la causa.0 punti