
STAMPA: SELEZIONE "NORMALE" O "PLA"
Quando vorrete lanciare la stampa, il menu vi chiederà quale profilo usare. Se selezionate "Normale", la stampa sarà eseguita con le impostazioni come da slicing. Se selezionate "PLA", la stampante utilizzerà delle impostazioni già pronte ed estruderà il filo a 230°C. Sconsigliamo vivamente di utilizzare quest'ultima impostazione in quanto 230°C sono tanti per lavorare con il PLA e, in secondo luogo, perché perderete le impostazioni che voi stessi avete scelto, ottenendo risultati differenti.
LIVELLAMENTO DEL PIATTO: DA RIPETERE
E' vero, il livellamento del piatto è molto semplice da fare. Bisogna però ammettere che, visto l'assemblamento basico del piatto, spesso può essere necessario ripetere l'operazione. Infatti, le molle che alzano il piatto sono continuamente in tensione e può capitare che, agendo su una di esse, si vada a traslare il piatto, disassandolo. Inoltre, non è detto che con solo tre passaggi si riesca a livellarlo al meglio. Spesso si procede con una ripetizione della procedura per averne la certezza.
PROFILI PREIMPOSTATI PER SLIC3R
Ok, semplificano la vita, ma si appoggiano comunque su un software più complicato rispetto Cura. Il bello di Slic3r è che ti permette di modificare qualsiasi parametro per la stampa, ma se siete veramente agli inizi della vostra avventura con la stampa 3D, forse la semplicità di Cura potrebbe tornarvi comoda.
CARICAMENTO FILO
Nulla da dire sulla procedura di caricamento del filo. Fate solo attenzione a non avere il blocco estrusore che preme troppo sul filamento, il rischio è che il filo venga "mangiato" dai denti della rotella incaricata di portarlo verso l'ugello.
CINGHIE LASCHE
Dopo diverse stampe, abbiamo notato che una delle cinghie sull'asse Y iniziava ad essere troppo allentata. Abbiamo quindi agito sulla vite a brugola che la tende, ma non riusciva a fare abbastanza tensione. Per evitare di dover fare operazioni esagerate, abbiamo semplicemente sostituito la vite a brugola con una più lunga di qualche millimetro. In questo modo abbiamo teso la cinghia al punto giusto, facendo una velocissima modifica alla stampante.
Altra soluzione è di stamparsi dei tendi-cinghia: li trovate a questo link.
INFILL
Stampando a velocità medio-alte abbiamo avuto problemi con l'infill. Quello che accade è che il filo non viene depositato perfettamente strato su strato, ma viene tirato dall'ugello. Questo potrebbe essere un problema per chi ha necessità di usare l'infill come parte resistente. Il consiglio che possiamo darvi è di abbassare la velocità e di aumentare la percentuale del riempimento (se ne parla anche in questa discussione sul forum).
VELOCITA'
Se volete ottenere oggetti ben fatti e puliti, tenere una velocità bassa è d'obbligo. Lavorare sui 40 mm/s è già un bel andare (per i perimetri).
Design
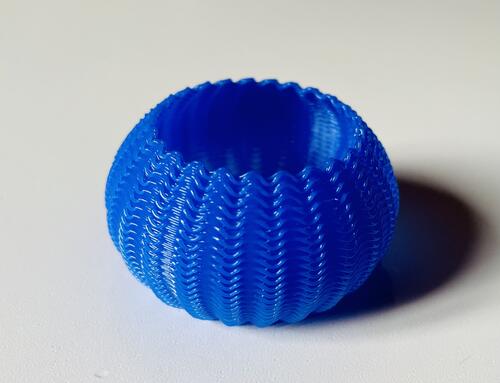
Printing test
Video recensione
Conclusioni
Torna all'indice
SHAREBOT HUB - Area dedicata su Stampa 3D forum
http://stampa3d-forum.it/AD/www/delivery/avw.php?zoneid=6&cb=INSERT_RANDOM_NUMBER_HERE&n=a7b0ba4a









.thumb.jpg.db396a1d482f587ad6f3e454c61c5719.jpg)




Commenti Raccomandati
Non ci sono commenti da visualizzare.
Partecipa alla conversazione
Puoi pubblicare ora e registrarti più tardi. Se hai un account, accedi ora per pubblicarlo con il tuo account.