

Zmaster
-
Numero contenuti
89 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Zmaster
-
-
Uhm... appena visto su Amazon. Qualcuno l'ha provato nel frattempo?
Mi piace perchè è compatto ed ha un termostato elettronico, però non vedo un'uscita per l'aria umida? Chiaramente non è ermetico, quindi qualcosa esce, però mi aspettavo qualcosa di diverso.
-
Mi piacerebbe avere una varietà di bobine di colori diversi, ma siccome stampo piuttosto di rado (quando ho l'ispirazione per un progetto) e in piccole quantità, comprare una bobina intera di ogni colore sarebbe uno spreco di denaro.
Poi probabilmente col passare del tempo il filamento assorbe umidità. Lo si può esiccare, ma in generale mi sembra un ulteriore motivo per non tenere bobine intere.
Non c'è qualche shop che vende un assortimento di colori in quantità di 200-250g? Ho trovato qualcosa su Amazon ma è PLA, io preferirei PETG, ed è roba di dubbia qualità.
In alternativa, qualcuno è interessato a dividere delle bobine?
-
Allora... riverificati gli step: ad una estrusione di 100mm ne vengono in realtà estrusi 98mm (-2%). In compenso, il diametro del filamento sembra essere un po' abbondante: invece che 1.75 è 1.78-1.80 (+3%/6% in termini di area estrusa). Quindi, alla fine l'estrusione dovrebbe essere leggermente abbondante. C'è da dire però che la misura del diametro, per quanto fatta con un buon calibro, non è necessariamente precisa.
Provato l'M221 S90 e il risultato è rimasto quasi invariato.
Annullando la stampa durante il primo strato ho però notato che l'estrusione tende ad andare a grumi:

Il filamento è ColorFabb nGen, un PETG modificato.
Allora ho provato un altro PETG "normale", un campione senza marca che avevo ordinato su 3D Jake tanto per avere a disposizione il colore senza comprare una bobina intera.
Con questo il problema dei grumi è quasi assente (non del tutto). Però fa un sacco di stringing e sporca l'ugello come non ci fosse un domani:
So cosa state pensando, ma non è tanto un problema di ritrazione perchè non ci sono cambi di direzione, sono tutti cerchi concentrici in estrusione continua, a parte quando passa da un cerchio all'altro. Quindi boh, avrò io tutti i filamenti sfigati, di marca o meno.
-
1 ora fa, Killrob dice:
Comunque quel lavoro sul bottom layer a me lo fa quando ho il piatto particolarmente sporco
Guarda, questo piatto tende a non sporcarsi proprio, cioè i pezzi si staccano da soli, tendenzialmente non restano residui. E poi l'ho pulito con l'alcohol prima della stampa, per essere sicuro di avere una buona adesione.
Per me è un proprio un mistero...
-
2 ore fa, Killrob dice:
1.5mm di distanza con bowden? Io quelle distanze non le uso nemmeno col direct che sto a 2.5mm, con bowden e tubo da 400mm ho 4.5mm di distanza
Scusa, ho fatto confusione. L'estrusore è direct drive, il filo passa attraverso un tubicino ma è solo di accompagnamento.
-
 1
1
-
-
@Whitedavil Avevo verificato gli step E e al tempo usando Slic3r avevo abbassato un po' l'extrusion multiplier, cioè da 1.00 ero andato a 0.97 o qualcosa del genere. Stampo da SD e non ho la possibilità di variare il flusso durante la stampa.
@Killrob A me sembra che il movimento sia continuo. Ritrazione è a 1.5mm, trattandosi di un estrusore con bowden tube non dovrebbe essere alto. Mi viene anche un po' di stringing, ma poca roba, quindi dovrebbe essere più o meno a posto, semmai un pelo scarso.
Boh, riverificherò l'estrusione prima di stampare altri pezzi...
Intanto grazie per il vostro parere.
-
Buonasera a tutti, è da un po' che non stampo e ultimamente mi è venuta l'ispirazione per un progettino.
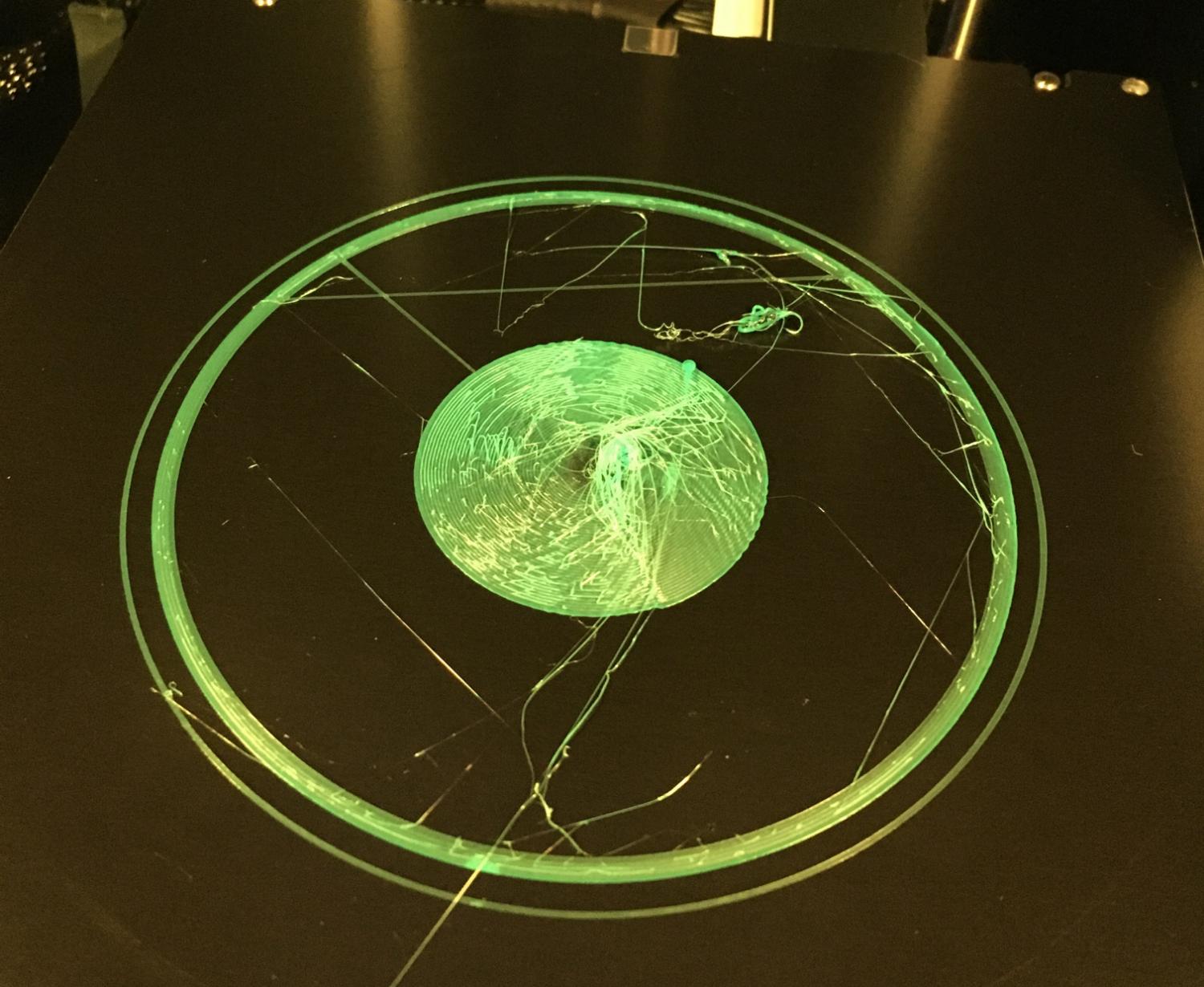
Mi scontro con un problema che ho sempre avuto con la Cubicon Style, ovvero quando ci sono grandi superfici con infill 100%, viene fuori un grande schifo.
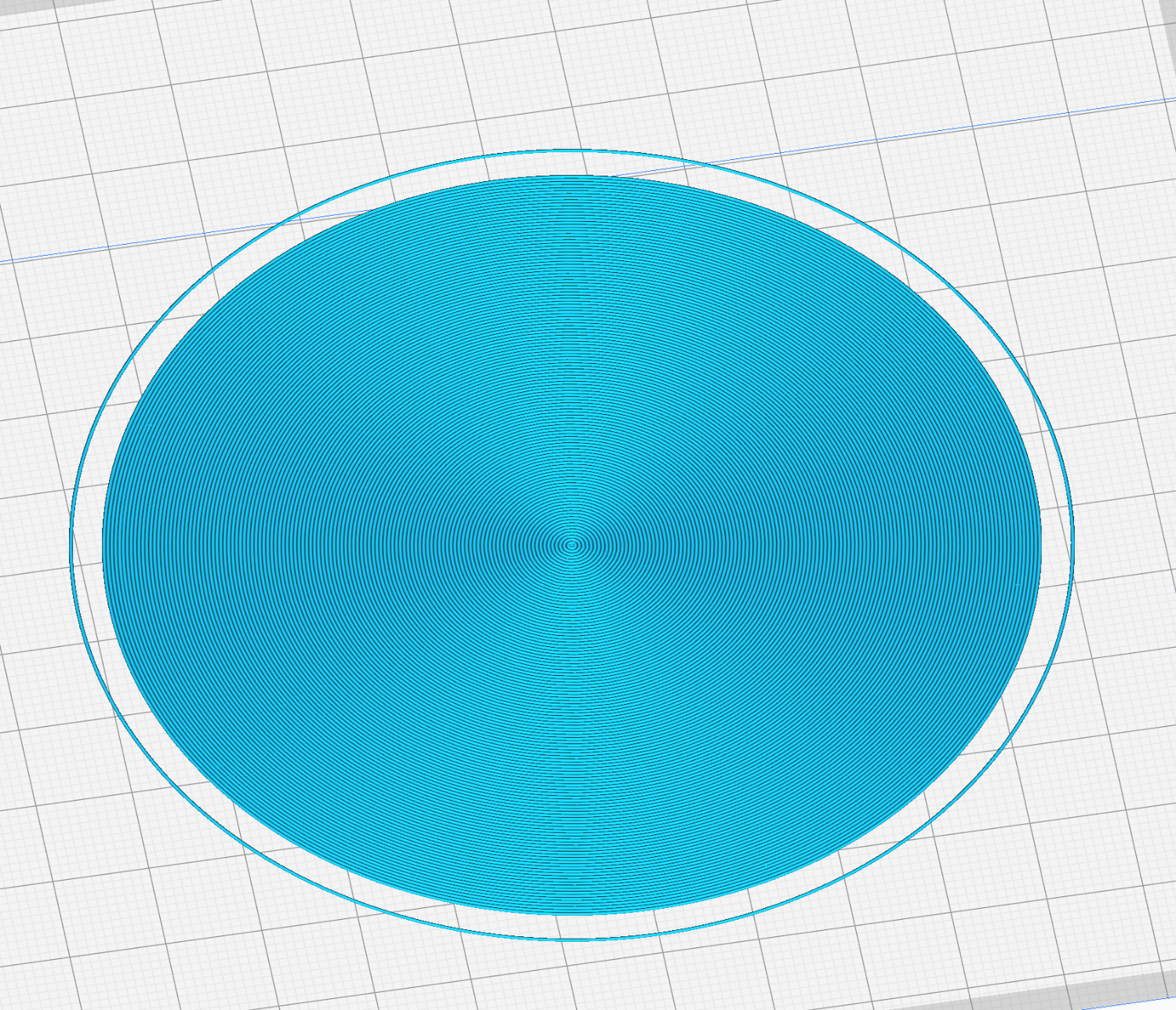
In particolare, non ho trovo assolutamente nessuna logica che possa portare il primo layer a venire fuori così:
...quando in realtà dovrebbero essere linee concentriche:
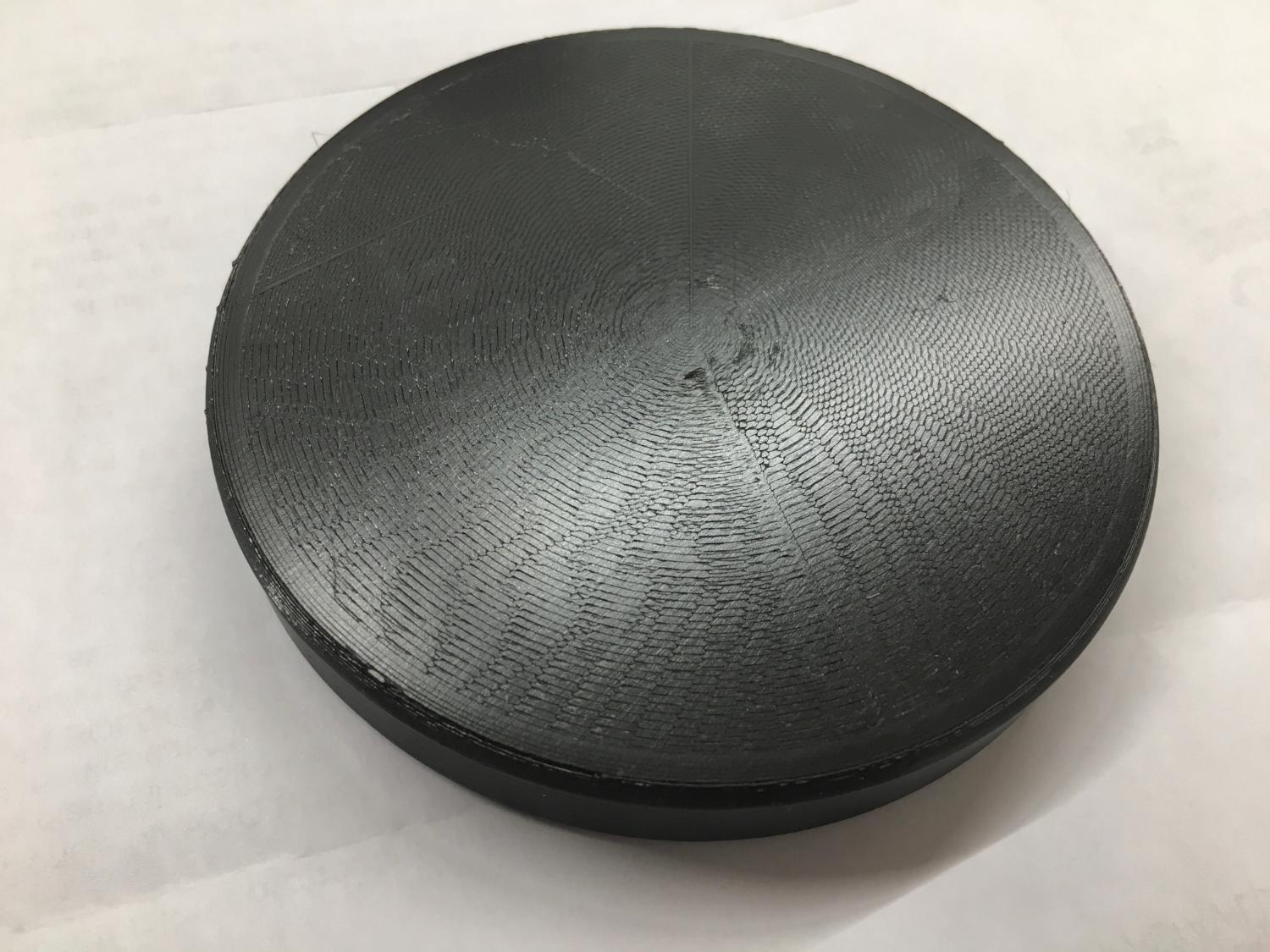
Anche il lato superiore è pessimo:
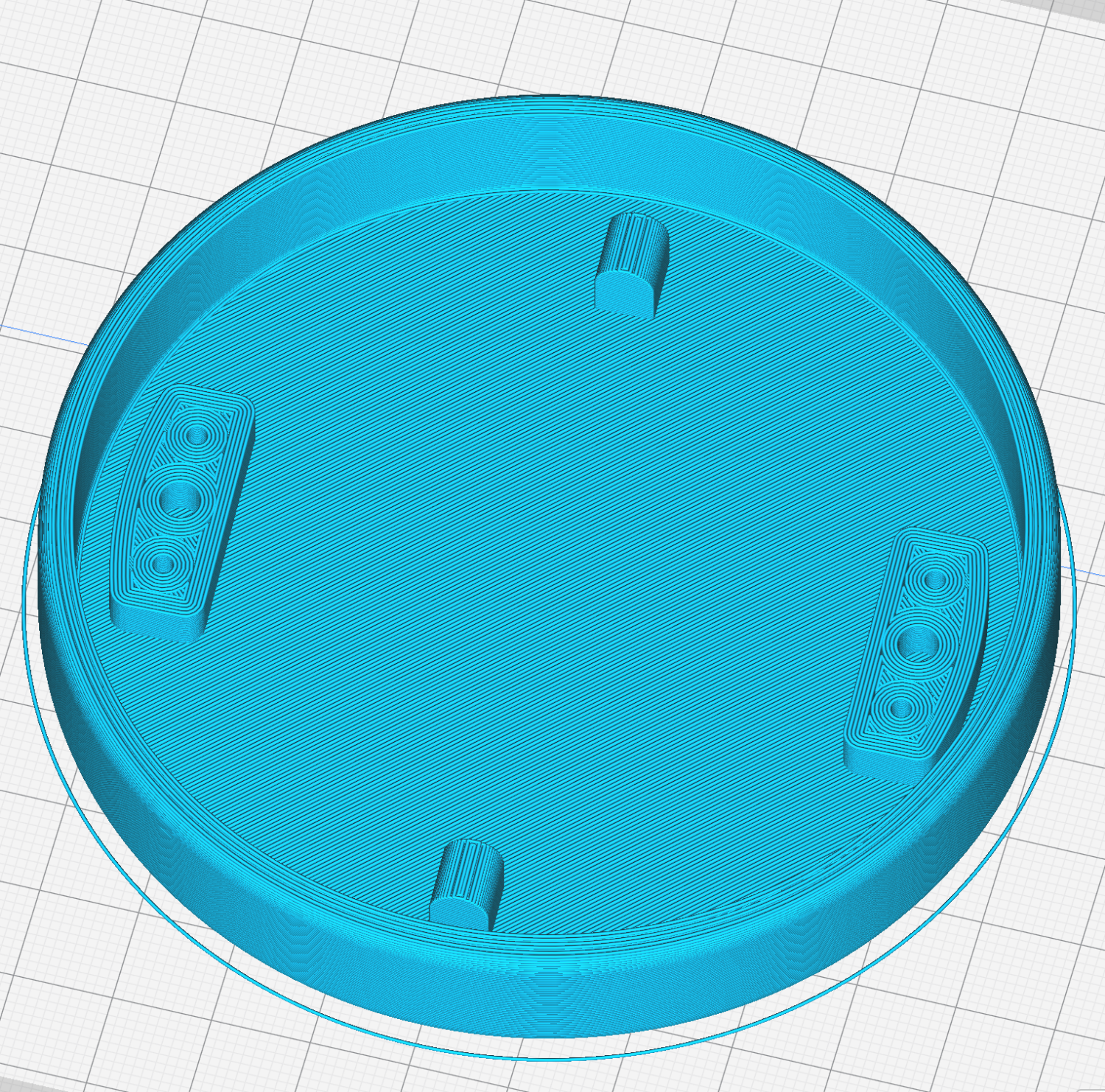
Qui l'infill dovrebbe essere a linee parallele:
Per la cronaca, questo è un pezzo "bozza", stampato con layer a 0.2mm tanto per vedere se funziona o se devo fare modifiche. Il piatto è un metallo speciale di Cubicon, comunque è liscio e il pezzo si stacca da solo raffreddandosi.
Ora, per il lato superiore mi viene da dire che è sovraestruso. Anche durante la stampa, sento un po' "grattare" l'ugello quando costruisce altri piani pieni sopra quelli già esistenti, il che sembrerebbe confermare l'ipotesi...
...ma ho già provato in passato a verificare gli step dell'estrusore e mi sembravano a posto. Avevo anche provato a ridurre il coefficiente di estrusione di 2-3% ma il top layer veniva con le linee staccate.
Ma anche se fosse sovraestrusione, come caspita si spiega il bottom layer? Con un pattern così strano poi... per me è un mistero.
Non ho visto niente del genere sulla mia Chiron. Io sospetto del firmware, ma è proprietario e ho già l'ultima versione.
Qualcuno ha mai visto niente del genere?
-
Io, da possessore, non consiglierei una Chiron. E' molto ingombrante e l'auto-leveling non è il massimo (non è proprio automatico). Se non c'è bisogno di quel volume di stampa eviterei.
Piuttosto, un'altra buona scelta secondo me è la Prusa Mini. L'area di lavoro è limitata ma il firmware è sicuramente ben calibrato e aggiornato, in più mi aspetterei un supporto migliore.
-
Ah, forse è meglio che indichi a che temperatura metti il piatto. Io uso 60°C per il PLA (piatto Anycubic Ultrabase Pro).
-
1
-
-
Se non hai ancora provato, pulisci il piatto con alcohol. Nella mia Chiron dopo un po' non aderiva più bene, ma il piatto di per sè era pulito, niente polvere o depositi vibili... ebbene, una passata di alcohol e i pezzi sembravano attaccati con l'attak! Boh... nel dubbio fai un tentativo, non hai nulla da perdere. Certo questo non spiegherebbe eventuali distacchi tra i layers successivi.
Ovviamente verifica che il piatto e l'estrusore non ballino, ma suppongo che questo tu l'abbia già fatto.
-
1
-
-
-
5 ore fa, Mbrieli dice:
Ciao a tutti ragazzi da poco ho acquistato una tronxy X5SA e non sono per niente soddisfatto della qualità di stampa ottenuta e vorrei configurare ed eseguire degli upgrade alla mia stampante per ottenere una qualità accettabile.
Ho iniziato col provare a variare gli step/mm ed altri parametri, ma il filmware della tronxy è bloccato per cui non posso fare questi cambiamenti, e leggendo nei vari gruppi ho letto che conviene passare al Marlin in cui questi valori possono essere modificati.
Ora io pensavo di passare al Marlin 2.0, ma essendo un neofita non saprei dove mettere mani per fare queste modifiche.
Per cui cercherei dietro compenso, qualcuno che possa aiutarmi a cambiare il firmware alla mia tronxy ed eventualmente a migliorare la qualita di stampa.
Se qualcuno di voi è preparato ed interessato mi scriva una email indirizzo: gab.deiaco@libero.it
Intanto vi ringrazio molto per l'attenzione.
A quanto pare c'è una configurazione di esemio già fatta per la tua stampante:
https://github.com/MarlinFirmware/Configurations/tree/import-2.0.x/config/examples/Tronxy/X5SAMagari serve qualche ritocco, però è un buon punto di partenza. Fare una configurazione da zero è abbastanza tedioso.
Comunque, meglio che fai un thread nella sezione giusta del forum.
-
Quando succede, prova a tirare fuori il filamento (nel mentre, tira la leva per togliere carico nello spingifilo) e guardalo. Se vedi una lunetta di materiale mancante in corrispondenza dello spingifilo vuol dire che l'ingranaggio ha slittato sul filamento e lo ha grattato fino a perdere attrito. E' un po' come l'effetto delle ruote della macchina che slittano sul fango e si scavano la fossa (ok, non è il massimo come esempio ma il risultato è simile 😬).
-
2
-
-
In linea di massima, dovresti calibrare gli step/mm misurando lo spostamento degli assi, non misurando un oggetto stampato. Dopo puoi compensare eventuali differenze dimensionali con le impostazioni dello slicer (su Cura mi pare si chiami "espansione orizzontale" per le pareti esterne e c'è anche un parametro per i "buchi", ovvero le pareti interne).
Purtroppo, malgrado tutto, la precisione del processo FDM è limitata e il risultato dipende dalla geometria dell'oggetto. Insomma, 0.2mm dovresti riuscire ad ottenerli, di più potrebbe essere possibile a seconda del caso. Questa è la mia opinione.
-
1
-
 1
1
-
-
Se non c'è il vincolo dei 24V, sono d'accordo con @Whitedavil. La mia Chiron ha un alimentatore da 1000 W dedicato al bed (la cui ventola era molto rumorosa e anche con la Noctua si sente). A questo punto tanto vale usare direttamente una resistenza elettrica a 220V.
Aggiungo solo una cosa. Io sono un po' prevenuto con roba cinese a 220V... E3D ha dei bed a 220V ma non arrivano a quelle dimensioni. In ogni caso, se metti un bed a 220V, collega a terra la piastra di alluminio con un collegamento dedicato! Così almeno se va in perdita scatta subito il salvavita.
-
1
-
-
16 minuti fa, MrGed dice:
Quindi rimonto tutto, faccio alcune prove di movimento degli assi, X Y ok, l'asse Z da problemi e questo è l'errore che mi esce...
Ho dimenticato di dire che dopo ho messo in stampa un pezzo in pla, 2:30h circa, nessun problema col movimento assi, nessun problema con l'estrusore... La stampante mi prende per il coolo? 🤔
Magari è una versione di Marlin vecchia e, al contrario di quelle recenti, non indica il motivo del blocco.
Boh... prova a capire se c'è una sequenza minima di operazioni che provoca l'errore... tipo "accendo la stampante, faccio l'home, sposto Z a +100 e quando arriva a circa +50 va in blocco". Controlla se per caso l'endstop Z viene inavvertitamente attivato.
-
1
-
-
Di solito il rumore delle stampanti è causato dalla vibrazione dei motori più che dalla meccanica. Che driver hai?
-
41 minuti fa, Killrob dice:
non riesco a trovare un piatto a 24V 400X400, qualche anima pia ha una link da passare ad un povero pirla che non riesce a trovarlo????
Tempo fa avevo cercato anche io degli heatbed grandi e non ne trovavo su Aliexpress.
Potresti prendere un "ricambio" per l'Anycubic Chiron, che è 410x430mm, di cui utilizzabili diciamo 400x410mm. Lo vendono con l'Ultrabase però, non so se dia già incollato:
https://www.anycubic.com/collections/heated-bed-glass-plate/products/ultrabase-hotbed-platform-plate-for-chironDetto questo... io se vuoi ho un 300x300 24V da vendere 😬
-
2 ore fa, A203DLUCO dice:
Guarda non ti sembra bellissimo cosa significa? È un pla della sunlu che ha dato risultati strepitosi sempre. Adesso non riesce più a essere estruso bene...prima faceva delle linee ora se vedi il video esce tratteggiato. Temperatura 190 e 55 piatto ha dato risultati perfetti...di punto in bianco non riesce più a stamprare.
Nel primo video non mi sembra una bella estrusione fluida ed omogenea... puoi provare a mettere 200° e vedere se cambia qualcosa.
Comunque l'altezza è la prima cosa che dovresti sistemare. Come ti ha detto @FoNzY quando togli un pezzo dal piatto è ben possibile metterlo fuori livello, particolarmente se hai dovuto sforzare per staccarlo.
Idealmente dovresti livellare spesso. Io, dopo la mia prima esperienza con Ultimaker (la primissima) mi sono rotto le scatole e da lì in poi ho sempre voluto l'auto-leveling. Quindi non so dirti ogni quante stampe ti conviene farlo, vedi un po' te in base alle stampe che fai, però 20 mi sembrano veramente tante. Osserva sempre come viene depositato il primo strato (ne va dell'intera stampa, vale la pena perdere un minuto in più a guardare).
Se vedi, come dal tuo secondo video, che le linee adiacenti sono staccate tra loro è chiaro che sei troppo alto. Se, viceversa, sono troppo schiacciate (più larghe di quello che dovrebbero essere), sei troppo basso. Alla fine ci farai l'occhio.
-
Il primo layer è troppo alto. Per il filamento, non mi sembra bellissimo ma una volta che il nozzle va in pressione sembra okay. Controlla temperatura e/o provane un altro, come suggerito da @Eddy72.
-
2
-
-
2 ore fa, Killrob dice:
Aspetta che per quella cifra si può avere di meglio, un i5 è vecchio, almeno un i7, anche se io prediligo gli amd
Uhm... i3/i5/i7 non sono la generazione, sono una "classe" di processori. La i3 è low-end, i5 mid-end, i7 high-end. Per esempio, cambia la dimensione della cache.
Poi ci sono le generazioni... a quanto pare sono arrivati alla 10:
https://ark.intel.com/content/www/it/it/ark.html#@PanelLabel122139-
1
-
-
19 minuti fa, Astrokiara dice:
...e mi sa che hai ragione! In effetti ho riprovato, ho pasticciato i fili mentre stampava e il problema non si presenta più negli stessi punti. Cercando di tenere fermi i fili mentre l'estrusore si muove il problema non si verifica, il materiale esce e la ruotina non "incespica" come faceva prima. Devo solo trovare il modo di fissare i fili affinché non si muovano. Di saldare i contatti dello spinotto che si innesta nel motore non sono capace, la colla a caldo temo che possa rammollirsi. Il problema è li, proprio sullo spinotto, si muove molto mentre l'estrusore si muove sull'asse X, probabilmente alla lunga il movimento ha indebolito uno dei contatti. Devo studiarmi qualcosa per tenerlo fermo...
Ok... considera che se c'è un contatto precario potresti avere problemi anche con delle semplici vibrazioni... quindi potresti anche avere altri difetti poco ovvi in futuro.
La soluzione ideale dipende da dov'è di preciso il contatto... per esempio se capisci che il problema è nei fili in prossimità del connettore o nel connettore stesso, forse riesci a farti mandare un altro cablaggio in garanzia.
Poi, fare qualcosa per evitare che lo stress meccanico si concentri ancora in quel punto è una buona idea. Se prima però riesci ad eliminare del tutto questo contatto incerto ti togli un pensiero, altrimenti è un po' come avere uno scheletro nell'armadio secondo me.
Comunque, valuta tu 🙂
-
1
-
-
A me viene da pensare ad un contatto incerto nei fili del motore dell'estrusore. Muovendo l'estrusore i fili si piegano e potrebbero fare contatto solo in certe posizioni.
Prova a ripetere la stampa del quadrato e muovi i fili in vari punti del cablaggio, vedi se fa differenza. Se c'è un ingranaggio a vista, puoi anche provare a muoverlo a mano in vari punti della stampa e sentire se quando accade il problema è "in folle" o oppone poca resistenza rispetto a quando sta estrudendo correttamente.
-
Dato che l'hai già ordinata, io partirei con la Prusa Mini, così hai una buona macchina pronta all'uso e con firmware allo stato dell'arte, ad un costo ragionevole.
La 3Drag a vedere le foto sembra avere un buon telaio. Non la butterei via, ma se ha problemi magari ci metterei le mani quando sei più pratico. Comunque, se posti le foto delle stampe venute male, gli occhi esperti del forum ti sapranno dare qualche indicazione su possibili cause.
Questa è la mia opinione, altri potrebbero pensarla diversamente 🙂
-
3
-


Il mistero dell'infill pieno
in Problemi generici o di qualità di stampa
Inviato
Aggiornamento...
Ho provato a stampare il pezzo con l'Anycubic Chiron e il primo strato è venuto perfetto. Poi man mano che faceva gli strati sopra si è accumulato un po' troppo materiale, il che è normale considerato che il diametro del filamento è leggermente abbondante. In sostanza, tutto nominale.
Per la Cubicon Style, invece, l'unico modo per fare venire giusto il primo strato è stato quello di mettere l'Extrusion Multiplier a 0.7 e poi di ripristinarlo prima di fare il resto degli strati.
Ora, so cosa state pensando: "sei troppo basso, il primo strato viene troppo sottile ed è per questo che ti tocca estrudere di meno, altrimenti sborda". No, non è così. La stampante fa l'auto-leveling ad ogni stampa e ho verificato lo spessore con un buon calibro stampando solo il primo layer. E' giusto. Come controprova, se estrudo al 100% ma imposto +20um nel menù dell'auto-leveling, non attacca più bene al piatto.
Insomma, boh. Secondo me il produttore ha messo qualche magheggio nel firmware.