

Devil3D
-
Numero contenuti
180 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Devil3D
-
-
Mi son rotto le scatole e torno al vecchio classico sistema con la ventola "centrifuga" da 40mm e fanduct stampato in abs. "Plasticoso" (passatemi il termine) ma almeno funziona bene.
P.S.
Come cavolo e' possibile che il nuovo hotend ceramico, ha fatto la prima stampa di prova perfetta, ed ora a temperatura ambiente mi segna -4 gradi?
L'elettronica e' buona (ho provato a collegare il sensore temp del vecchio hot end e funziona).
E cosa strana, se scaldo l'hot end, segna la temperatura che sale, quindi qualcosa legge, non e' completamente bruciato o in corto.
-
 1
1
-
-
Grazie. Preso un paio di sunon, sembrano fatte un po meglio e spingono un po piu' di aria. A giorni mi arriva anche l'heatblock ceramico, cosi' rifaccio tutti i cablaggi e provo a stampare.
-
 1
1
-
-
Caspita, dopo 3 mesi di costruzione, finalmente stampante fatta e finita come la volevo, ci mancava solo questa stupidaggine a far girar le scatole! Controllato 2 volte senso di rotazione, e che fossero in parallelo.
Ho fatto un po di prove, e l'unica differenza che ho notato, e' che appena smonto la ventola dal supporto/fanduct, inizia a girare piu' velocemente.
Da quello che ho imparato montando ventole nei pc, dovrebbe essere una ventola per far pressione (5 pale grandi), quindi adatta allo scopo. Ma la qualita' e' quella che e' mi sa. Girando in rete, danno queste ventoline per 7000/8000 giri, ma cosi' a occhio ne fara' 1000 ad essser generosi.
Sai qualche marchio di ventole di buona qualita'? Ho guardato le Noctua, ma la piu' piccola e' da 40x10mm, queste sono da 30x10.
(saro' via un po di giorni, leggero' le risposte settimana prossima. Grazie per l'aiuto)
-
Si me le hanno mandate assieme al supporto, andando sulla fiducia dovrebbero essere 12v.
Montate in parallelo (nero con nero, rosso con rosso), nel verso giusto (ho controllato che non si sa mai🤣).
Un po di aria la soffiano, ma piuttosto poca. Ho provato a toccarle col dito, e girano ma non e' che facciano chissa' che velocita'.
-
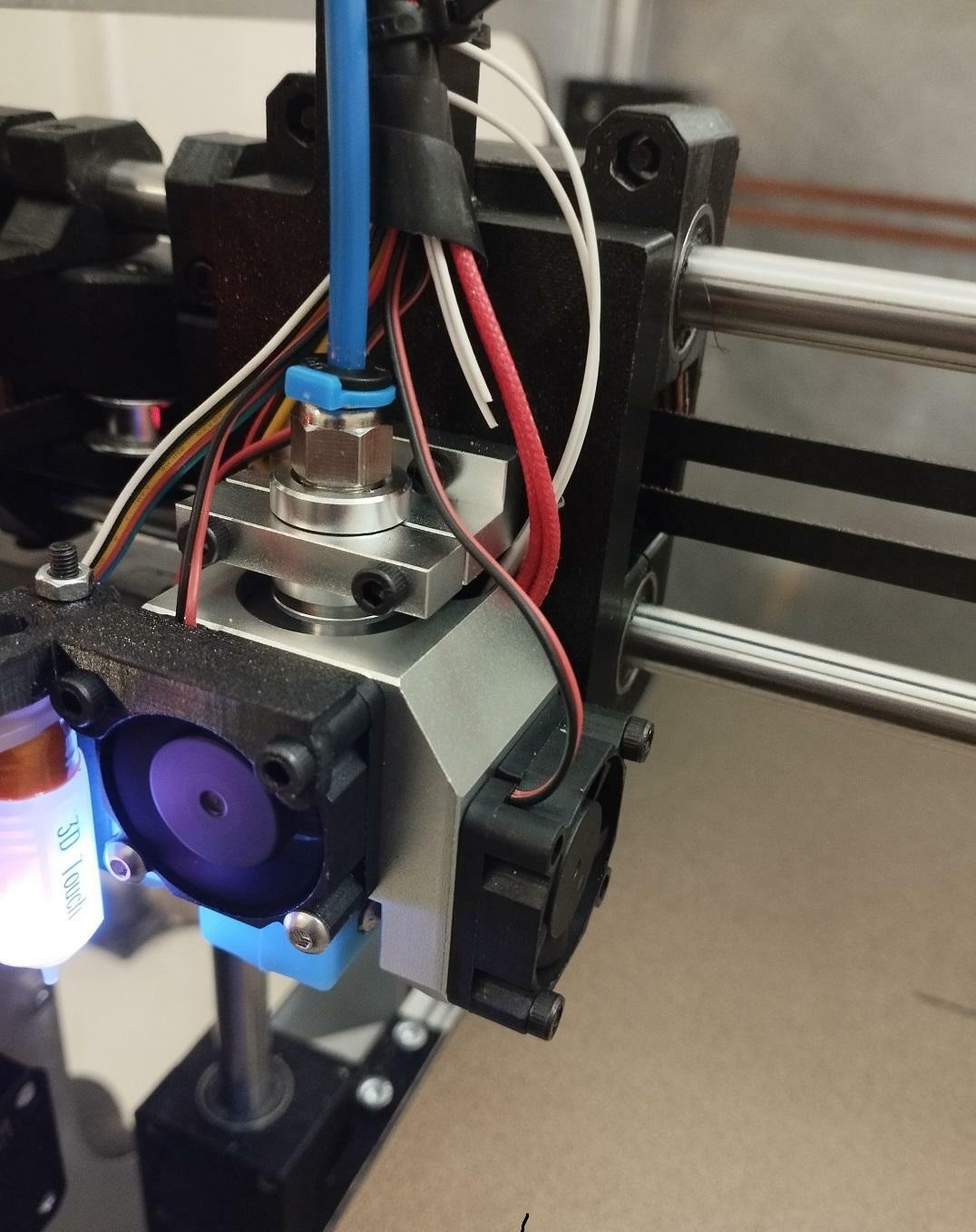
Ciao a tutti.
Dato che non mi piaceva il supporto estrusore+ventola raffredamento stampati in 3d, ho deciso di prenderne uno ricavato dall'alluminio.
Sembra fatto bene, abbstanza leggero. Pero' le due ventole di raffreddamento, sembrano soffiare pochissima aria anche se impostate al 100x100. Ho sbagliato a collegarle? Qualita' delle ventole made in china tropppo scadente? Grazie.

-
Per lo z-offset, vedi le opzioni:
#define PROBE_OFFSET_WIZARD
#define USE_PROBE_FOR_Z_HOMING
Puoi anche abilitare babystep
Per il leveling:
#define AUTO_BED_LEVELING_BILINEAR (io uso bilinear, devo ancora provare gli altri)
Le righe successive imposti quanti punti testare, distanza dal bordo, ecc.
Abilita anche:
#define EXTRAPOLATE_BEYOND_GRID
#define Z_SAFE_HOMING
#define EEPROM_SETTINGS // Persistent storage with M500 and M501
Se ti piace leggere, di solito per farmi un idea delle singole impostazioni, guardo qua: https://marlinfw.org/docs/configuration/configuration.html
-
1
-
-
6 minuti fa, fratt ha scritto:
Sì, in linea di massima questo è il risultato che vorrei ottenere.
L'hai fatto con fusion o con freecad?
Con fusion. Importa svg, estrudi, fillet (scusa non so come si dice in italiano). Ok, fatto alla cavolo senza guardare le impostazioni per l'arrotondamento ecc, era tanto per provare. Prova a scaricarlo, secondo me per cose del genere impari a usarlo piuttosto velocemente, e sei sicuro che fa tutto quello che puo' servire.
-
49 minuti fa, fratt ha scritto:
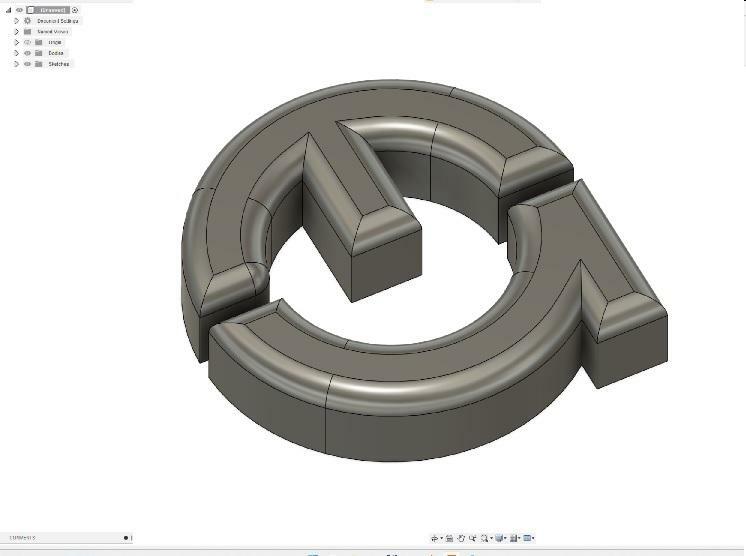
Ho capito come importarlo in freecad. In qualche modo riesco anche ad estruderlo (non sempre...), il problema più grosso è arrotondare gli spigoli superiori... o si pianta freecad oppure esce qualche errore in rosso nella parte bassa...
Giusto per capirci allego un svg semplice. E' un file di prova, nella realtà dovrei lavorare con tracciati più complessi.
Mentre finivo un disegno in fusion, ho fatto un test col tuo file. Intendi fare qualcosa come nell'immagine qua sotto?
Secondo me, gia' che devi imparare un programma nuovo, prova con fision360. Nelle operazioni base come questa, e' piuttosto semplice, e in piu' sei sicuro che il momento che dovrai fare cose piu' complicate, le potrai fare senza problemi. C'e' anche la versione gratuita, hai solo da registrati sul sito.

-
 1
1
-
-
26 minuti fa, il_cosmo ha scritto:
- ugello da 0,4
- altezza del primo layer 0,3
- altezza dei layer successivi 0,2
- larghezza del layer 0,4 (dal primo all'ultimo)
- Z-Offset impostato a 0 (se provo ad alzarlo, perdo adesione, già da 0,1)
@Devil3D sto utilizzando PrusaSlicer; prima usavo Cura ma da quando ho iniziato ad usare PrusaSlicer sto usando quasi prettamente quello.
Io uso Ideamaker, comunque magari puoi vedere le impostazioni corrispondenti su cura/prusaslicer.
Per il profilo da 0.2, sul lato ruvido uso:
-
Altezza primo layer: 0.2
-
Flowrate priimo layer: 120%
-
Larghezza primo layer: 100%
-
Larghezza: 0.4
-
Velocita' primo layer 15mm/s
-
succcessivi 3 layer al 50% della velocita' di stampa
-
Ventola che sale progressivamente da 0% al primo layer, fino a 80% dopo 5 layer.
-
Profilo da 0.1 uguale, a parte altezza primo layer e flowrate a 130.
Zoffset ho il bltouch quindi e' diverso, ma se lo aumento/diminuisco anche solo di 0.05 gia' passa dall'essere troppo lontano e fare poca aderenza, allo schiacciare troppo e lasciare un po di zampa/sbavatura. Basta veramente poco per sballare tutto.
-
1
-
1
-
59 minuti fa, il_cosmo ha scritto:
Questo è l'ultimo cubetto stampato: adesione ok! Perfetta! Ma la zampa d'elefante malefica continua ad esistere... ho ridotto l'altezza del primo layer, la larghezza del primo e dei successivi... certo, qualcosa è migliorato ma c'è!
Direi che nella volontà di stampare, mi faccio bastare i risultati ottenuti e stampo... altrimenti passerei la vita a "giocare" con l'elefante!
Che slicer usi? Prova a scrivere qua le tue impostazioni e le confronto con le mie (io avevo il problema contrario, con l'estrusore che non premeva/estrudeva abbbastanza).
-
Hai il bltouch o livelli a mano?
Ah, alla fine ho risolto con il mio piatto in PEI. Dalla parte ruvida, ho aumentato il flowrate del primo layer al 130% ed ora finalmente va che e' una meraviglia. Con il flow al 100% si posava sul piatto, ma non penetrtava abbastanza tra le rugosita'. Ci ho solo messo un po tanto per capire dove stava l'errore.
@Cubo Quanto stampavo PETG sul vetro+lacca, la tecnica migliore era mettere il vetro ancora leggermente tiepido, col pezzo attaccato, nel congelatore.
-
1
-
-
1 ora fa, grazianomi ha scritto:
Per la struttura avrei pensato una stampante cartesiana classica con il letto in basso e ZX composta da due pilastri come nelle stampanti più piccole.
Io starei su una stampante con X da 1000-1200mm; Y da 600 e Z da 600 sennò poi diventa veramente difficile da mettere in squadra.
Cartesiana intendi con il bed che si muove? Secondo me con quelle dimensioni non e' la scelta ottimale. Immagina gia' solo il peso/massa da muovere, e la stabilita' dell'asse Z. Io andrei su una cartesiana o hbot.
Sto finendo in questo giorni di costruirmi una Hypercube con piatto da 310, ed e' bello pesante, pensare di muoverlo come su una cartesiana non so quanto sarebbe preciso.
1 ora fa, grazianomi ha scritto:Più che per la struttura però le difficoltà maggiori sono sull'estrusore, sull' auto leveling, sul firmware ed il software in genere. Non so se sia meglio utilizzare Marlin piuttosto che Klipper ma in ogni caso io non ne so assolutamente niente, ho visto solo che Ivan Miranda su youtube ha costruito una big utilizzando una Duet ma io non saprei configurarla.
Ci vuole qualcuno che conosca l'elettronica delle stampanti 3D e sia in grado di lavorare sul firmware in modo da perfezionare un pò alla volta il comportamento della stampante, io non ho esperienza con le stampanti.
Auto bed leveling ecc secondo me non sono un gran problema, c'e' parecchio da imparare per impostare marlin a dovere (klipper non lo conosco), ma a quanto ne so e' uguale sia per una stampante piccola che di grandi dimensioni.
-
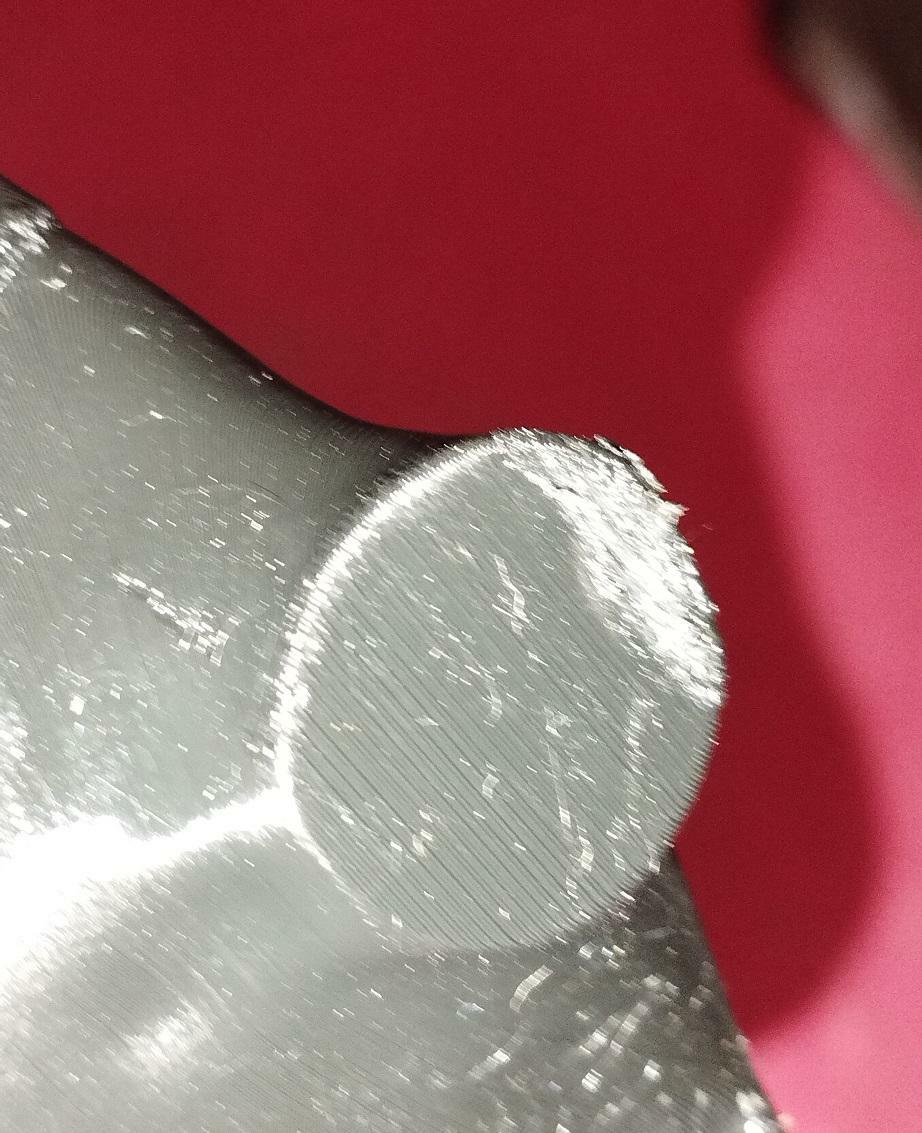
Montato, funziona, e non e' esploso niente!
Risolto anche i problemi di zbanding (spero di usare il termine corretto, quelle specie di linee ondulate che si ripetono sulla superfice). Non dipendeva dall'asse Z o dai motori, ma da qualche strana risonanza della struttura. Mi e' bastato montare il primo pannello in dibopnd per chiuderla, e sono scomparsi.
In allegato, la prima foto e' la finitura finalmente liscia, la seconda foto un difetto che non capisco a cosa sia dovuto. Nelle parti piccole, dove estrude solo per pochi mm, non mi piace ancora. Da cosa puo' dipendere? (la foto fa schifo lo so, spero si veda qualcosa, la parte in alto a destra).
-
5 ore fa, robertom86 ha scritto:
Quando comincia la prima linea o il primo passaggio della stampa a volte il materiale non esce uniformemente.. dovrei cambiare qualche componente?
inoltre stampando il cubo di calibrazione ho visto che le dimensioni dei vari lati sono diverse in realtà un asse pare essere più grande di 2mm. Ho visto che c'è la possibilità di regolare il tutto e stasera mi presterò a farlo come visto su qualche video.
Il bltouch potrebbe semplificarmi la vita, regolare il piano non è il mio forte.. anche se per ora le stampe sono più o meno venute..
Per la prima linea, potresti provare a far fare uno "spurgo" al nozzle prima di stampare, nello slicer puoi impostare degli script ad inizio stampa. Io di solito uso questo:
G28 ; home all axes
G0 X10 Y5 F2000 ; Go to front
G0 Z0.12 ; Drop to bed
G92 E0 ; zero the extruded length
G1 X50 E25 F500 ; Extrude 25mm of filament in a 4cm line
G92 E0 ; zero the extruded length
G1 E-1 F500 ; Retract a little
G1 X80 F4000 ; Quickly wipe away from the filament line
G1 Z0.3 ; Raise and begin printing.
Riguardo eventuali modifiche non saprei, pero' posso dirti che il bltouch e' una gran comodita'. Una volta regolato fa tutto lui e non devi piu' preoccuparti del livellamento.
Tappetino in PEI, togli il vetro e incolli la base magnetica direttamente all hotbed.
Per il resto secondo me, ti converrebbe iniziare con tutte le regolazioni del caso (temp tower, il cubo per le dimensioni, calibrazione estrusore, test per lo stringing ecc).
-
Vedo che abbiamo passato la domenica nello stesso modo. Imprecando contro un piatto in PEI. 🤣
E' la prima volta che lo uso anche per me, ma finalmente la stampa di prova che ho lanciato ieri e' finita con successo.
Sono giunto a queste conclusioni:
lavare bene il piatto prima di usarlo (il mio da nuovo aveva una patina di sporco/unto sopra)
sono uno scemo, e ho comprato un piatto con il PEI solo da un lato (quello ruvido)
Temperatura piatto piu' alta, son passato da 60c del vetro, a 80c per il pei (con il PETG, PLA devo ancora provare).
Aspettare 5 minuti dopo che il display indica la temperatura settata prima di stampare, probabilmente il sensore indica temperatura raggiunta, ma ci vuole un po prima che il piatto si sia scaldato uniformemente.
Primo layer stamparlo molto ma molto piu' lento (con la lacca andava bene anche a 30mm/s, con il pei sono sceso a 15mm/s)
2 ore fa, il_cosmo ha scritto:pensavo per questo di ridurre ulteriormente la temperatura di stampa del filamento; così facendo dovrei avere una maggiore densità del filamento ed almeno la "zampetta d'elefante" malefica dovrebbe migliorare.
"Una buona aderenza può essere raggiunta se la temperatura del letto riscaldante è di circa 60 °C"; non vorrei, avendo io lavorato con temperature più basse per paura della famosa "zampetta" di cui sopra, che il problema del mio warping fosse questo.
Da quello che ho letto e le prove che ho fatto, il primo layer meglio farlo con estrusore un po piu' alto di temperatura senza ventola. Se la abbassi aderisce di meno. Per la zampa di elefante, successo anche a me, e' questione di z-offset come ha detto dnasini. Trovata la distanza giusta, poi volendo si puo' aumentare extrusion width/line width del primo layer (sulla mia sono a 110% e 117% per il primo layer). Io sono andato per tentativi, finche non ho visto che le linee delllo skirt erano belle attaccate una all'altra e non c'era sovraestrusione.
-
2
-
-
13 minuti fa, il_cosmo ha scritto:
Dal lato ruvido o dal lato liscio, anch'io non noto differenze se non la finitura del pezzo stampato.
Dal lato liscio niente da fare, aderenza zero che nemmeno si posa il primo layer. Penso di aver acquistato un piatto che ha il pei solo da un lato (quello ruvido). Eppure il lato liscio si vede che ha qualcosa, e' color marroncino chiaro, ma piu' che attaccare sembra fare l'effetto contrario.
Dal lato ruvido bella lavata con acqua e sapone, poi risciaquato con alcool, ho aumentato la temperatura del bed da 60 a 80 gradi (PETG), first layer a 15mm/s, ventola solo dal secondo layer, nel primo la tengo spenta, e per ora sembra andare, spero. Ho lanciato la stampa solo 10 minuti fa. Vedro' domani i risultati. Senno' mal che vada passata di lacca e via, comunque sara' sempre piu' comodo del vetro a staccare i pezzi.
-
Pure io sto bestemmiando.
Montato nuovo hotbed, montato magnetic pad e il piatto PEI, lanciato una stampa PETG e niente da fare. Non attacca per niente. Ne dal lato liscio, ne da quello rivido, bed a 60 gradi.
-
53 minuti fa, Cubo ha scritto:
A casa avrei del grasso al rame, magari la prossima volta uso quello... non so quanto termoconduttivo sia però. Tu la tua dove l'avevi presa ? Perché su amazon vedo solo "antigrippante" ma mai "termoconduttiva".
No il grasso e' diverso. Si di solito lo chiamano "antigrippante", ma se non e' mischiato con altra roba (tanti hanno grafite o altro), in pratica sono microparticelle di rame con una specie di solvente che poi asciuga. Il mio si chiama "system tn250", ma non ho idea della marca o di dove lo ho preso, saranno 10 anni ormai che lo ho comprato.
-
1
-
-
Io uso pasta al rame, termoconduttiva e antigrippante.
-
1
-
-
4 ore fa, il_cosmo ha scritto:
incollata la base magnetica al piano di alluminio della stampante, facendo attenzione a non far formare bolle d'aria.
Lo hai montato a secco, o hai usato spatola e spray come si fa per gli adesivi? Hai coperto anche le viti che tengono il piatto?
Domenica o lunedi' arriverta' anche a me, ma so gia' che ci sara' da bestemmiare con le bolle d'aria, e soprattutto per montarlo dritto sul piatto (ho un 310x310).
Come e' andata la prima stampa?
Io ho ordinato questo, spero vada bene.
-
Magari dagli una saldata col saldatore a stagno, se vai leggero senza lasciare grumi e saldi veloce non ci son problemi.
Ho dato un occhiata veloce su amazon, e i vari dupont li danno per cavi da 18 a 26awg, un po troppo generico (da 1 a 0.4mm... cambia parecchio). Da un occhiata sul catalogo RS o farnell, cosi' trovi specifiche piu' precise.
-
1
-
-
Che connettori hai usato?
-
Non so cosa sto stampando, ma ero curioso e ormai la stampa e' partita 🤣
A inizio stampa ho ricevuto il messaggio "unknown command G5 S1" mi sembra, poi ha iniziato a stampare.
Edit: scusate finito il filamento dopo 10 minuti di stampa. Comunque a parte l'errore sul display all'inizio, ha stampato senza problemi (PLA+, ext 225, bed40, SKR1.4 con marlin 2.1.2 bugfix).
-
37 minuti fa, FoNzY ha scritto:
anche hot end e motori...se lo prendi da 4-5amp direi che sei ok
metti un mosfet esterno?
Ah solo 4 o 5 amp? Stavo guardando questo da 20 🤣
Mosfet si, ho gia 2 mosfet esterni per piatto e hotend.


Problemi disallineamento "
in Problemi generici o di qualità di stampa
Inviato · Modificato da Devil3D
Proverei ad abbassare "travel speed". 200 mm/s mi sembrano tanti. Anche initial layer travel speed. Ma anche a me sembra un problema meccanico. Tiraggio cinghie, pulegge, cuscinetti, qualche vite allentata ecc.