roby94
-
Numero contenuti
145 -
Iscritto
-
Ultima visita
-
Giorni Vinti
15
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di roby94
-
La mia esperienza con le trapezie invece è positiva,al punto che la consiglierei come prima modifica a tutti.La differenza tra quelle M8 originali (che mi sono pure arrivate piegate!) e delle "semplici" trapezie a 4 principi (cinesi,non ne conosco attualmente la classe di tolleranza) è stata abissale.Avevo postato specificatamente per ciò che riguarda la geeetech un prima e dopo quì Nell'ultimo topic che ho postato puoi vedere la differenza che ho riscontrato con una P3 steel che montava originariamente delle M5. A onor del vero però,dipende dalla situazione da cui parti,se hai anche barre iso,ma con una classe di tolleranza buona e le barre sono dritte,la differenza non la noterai molto.Per assurdo potresti peggiorerai la situazione se le barre,anche se a sez trapezoidale,dovessero essere fatte peggio di quelle originali.Cosa che poi non capita mai,come detto sopra da alep tendenzialmente le trapezie sono studiate per questo utilizzo,a differenza delle iso,che vengono normalmente impiegate "come viti molto lunghe" potremmo dire.Poi,teoricamente,se la filettatura è sviluppata più precisamente,dovresti anche recuperare qualcosina in tolleranze già rilevabili a calibro sulle dimensioni lungo l'asse Z Chiaramente facci sapere poi come ti trovi :)
-
ciao,non c'entrerà coi motori che non si muovono,ma sistema i finecorsa (o endstop per dirla all'inglese).In configurazione standard ( home in posizione 0 dei rispettivi assi) si inseriscono partendo da sx un ingresso si e uno no,come da schema https://www.geeetech.com/wiki/index.php/File:GT2560_wiring.jpg . Messi così quello rosso è nell'ingresso dell'estensione massima dell'asse X Edit: Non c'entra ..."non credo che c'entri",mettiamola così
-
Lifting alla P3 steel
roby94 ha pubblicato una discussione in Problemi generici o di qualità di stampa
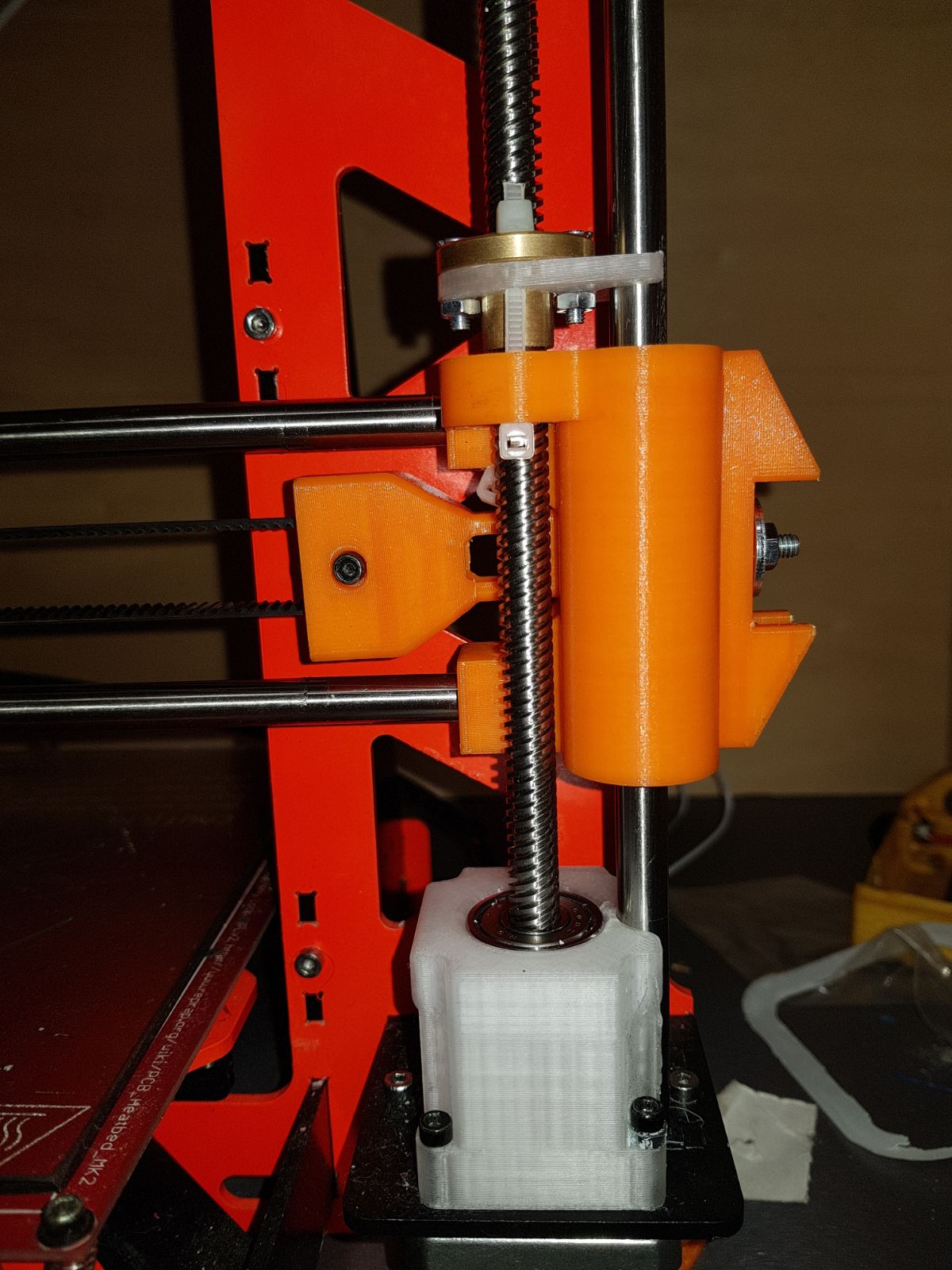
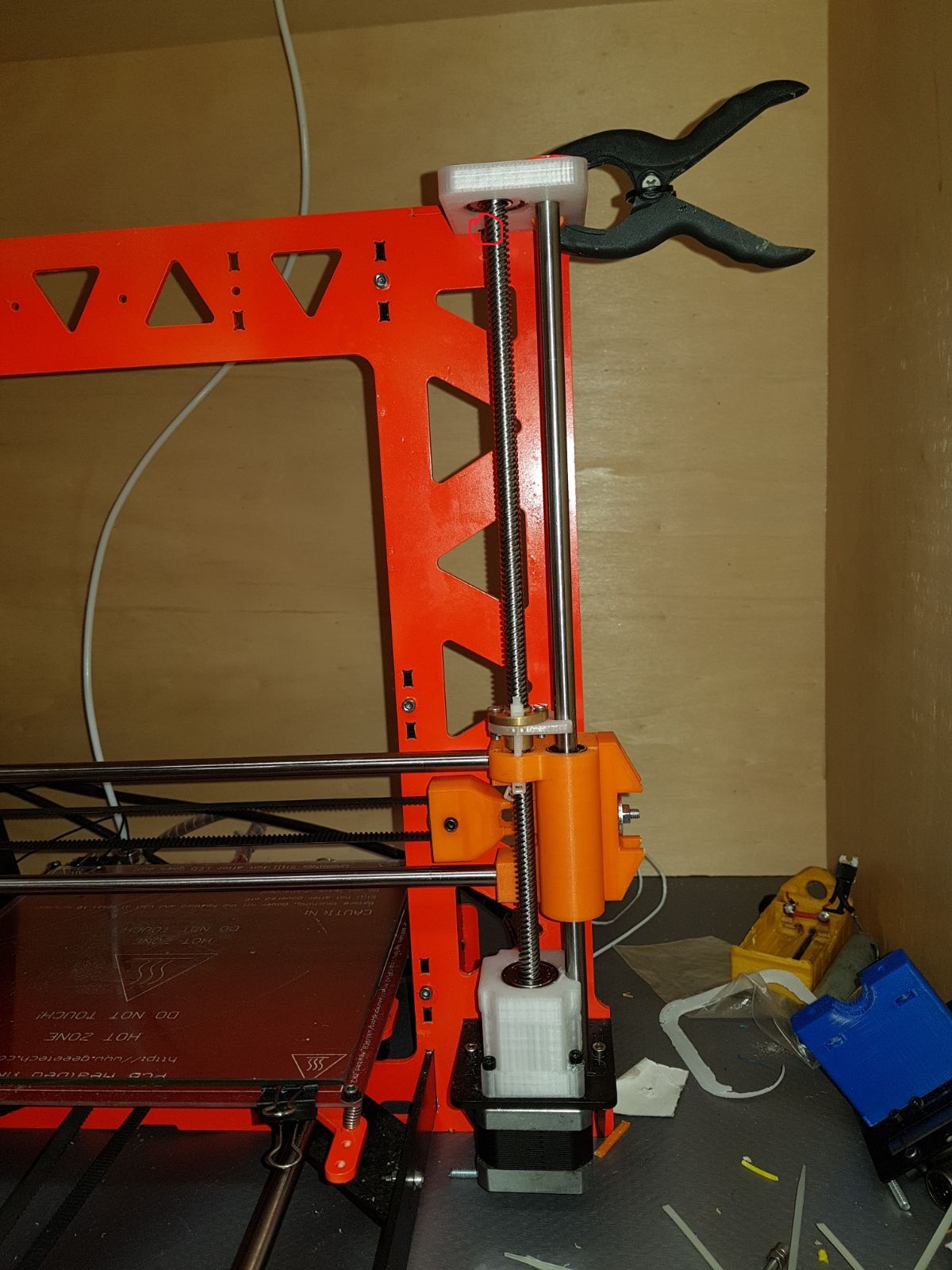
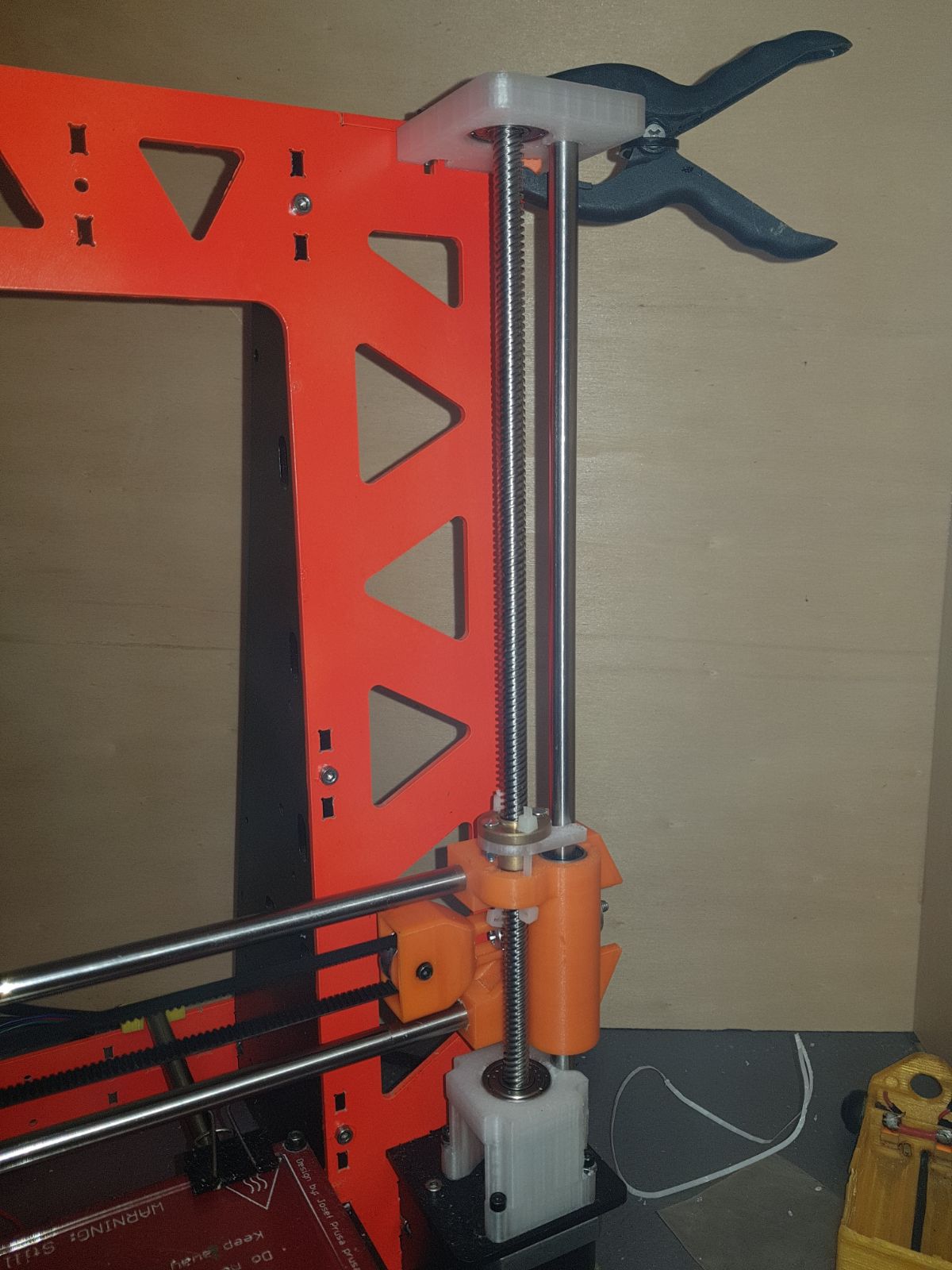
Buona sera a tutti,ho pensato di stendere un diario di bordo che si trasformerà in una guida una volta azzeccata l'alchimia perfetta per ottimizzare la sopracitata stampante...sperando di poter essere utile a qualcuno,magari molte modifiche inutili se non deleterie potete non farle anche voi vedendo il risultato qui :) Quello che posterò sarà in parte roba che arriva da me,altri spunti li ho presi ovviamente dal web (parto sempre dal presupposto che qualcuno,prima di me,ha avuto lo stesso problema da risolvere e una volta su 2 non devo nemmeno aprire inventor :D ),comunque sia non preoccupatevi,linkerò e caricherò tutto il necessario quando serve. Partiamo a secco.Qualche mese fa ho preso un'm200,2 reprap e una di fascia media sono troppe e tra la geeetech e la P3 ho tenuto la P3. Il progetto della P3 è senza dubbio valido,si vede che c'è molto lavoro dietro,e una buona progettazione.Tutto in acciaio,tutto a incastro e viti,nessuna perpendicolarità assi da regolare.Insomma tutto molto bello,ma è un progetto nato nel 2013,gli standard di 4 anni fa e soprattutto le aspettative di chi assemblava ste macchine erano diverse,molto diverse. Ho quindi cercato di dare una svecchiata,i risultati li caricherò di volta in volta,oggi inizio a postare qualche miglioria,l'obiettivo generale non è solo la qualità,ma dovrà essere un mix di precisione,affidabilità,replicabilità e comodità di utilizzo. Iniziamo dall'asse Z. Come anticipato,è un progetto vecchiotto,vedo che adesso anche nel più economico kit cinese le barre dello Z sono almeno trapezie. La P3,come la maggior parte delle reprap dei tempi,utilizza 2 barre filettate M5 iso. Ci sono diverse scuole di pensiero riguardo le barre che movimentano l'asse Z,io sono per le trapezie (a 4 principi) .Infatti ho montato un paio di quelle.La difficoltà che ho da subito riscontrato,è stato...stampare un pezzo abbastanza preciso per alloggiare cuscinetti e il dado flangiato! Beh alla fine ho dovuto carteggiare la base su cui era spampata (i pezzi erano warpati da far paura) e trapanare il tutto sotto la colonna,3 min e passa la paura. Il progetto è questo https://www.thingiverse.com/thing:1592451 sotto trovare un prima e dopo Prima Dopo Non male no?Beh più o meno,la qualità è indubbiamente migliore,è uscito meno materiale fuori posto dalla trapanata e il primo layer è decisamente più ordinato,ma siamo lontani dall'avere una stampante al passo con gli standard odierni.Anche perchè se guardate bene il wobble è sparito,ma il banding è ben evidente,allora...che fare?Beh ho provato a levarmi un "dubbio" o meglio,ho riconfermato una mia convinzione:il top dell'asse Z non vincolato è una cagata pazzesca (per citare un tale).La barra infatti,descrive un cono anche abbastanza evidente.Allora ho cercato qualche soluzione,il top,per quello che mi risulta,sarebbe un giunto rigido e una tornita all'estremità della barra e successivamente dare una leggea spianata,in modo che il grano che si va a stringere per fissare la barra al giunto non finisca tra un filetto e l'altro...ma purtroppo non dispongo di un tornio,quindi ho optato per un doppio cuscinetto,uno appena dopo il giunto flessibile e l'altro all'altra estemità,in questo modo l'unica componente orizzontale del moto concessa sarebbe il gioco tra barra-cuscinetto e il gioco radiale del cuscinetto stesso.Con un po' di fortuna ho trovato questo progetto https://www.thingiverse.com/thing:2321697 e,per metà progetto,non ho dovuto nemmeno aprire inventor,dico metà perchè la mia è la versione monca,come anticipato prima,quindi ho dovuto rifare il top,che comunque trovate sotto come "top con cuscinetto".Piccolo appunto,quando si esporta con inventor va tutto ri-scalato di 10 volte esatte,quindi sarà suff scalare x10 ed è pronto stampa (prima o poi mi metterò anche a sistemare le unità di misura di quel softwere) Il risultato è questo Fatto ciò mi sono accorto che comunque sia,l'asse X stampato presentava ancora del leggerissimo warping che mi impediva di far entrare il dado flangiato nella sede parallelamente alla barra liscia,col risultato che la barra liscia e la barra trapezia non sarebbero mai state parallele tra loro,questo oltre certe altezze mi portava al grippaggio del tutto, allora ho rispolverato una vecchissima soluzione,ovvero questa ( antiwobble.stl ,discorso di prima,scalate di 10 volte il tutto) Per i meno anziani,è una soluzione banale quanto semplice,il dado può muoversi liberamente,assecondando le imperfezioni della barra (vero motivo per cui è nato che io sappia),facendo così,il dado stesso scarica tutti i moti che divergono dall'avanzamento in Z e che altrimenti contribuirebbero al wobble. E sicuramente questa peculiarità non fa male nemmeno nel mio caso,l'unica differenza dalla predisposizione standard è che non li ho messi sotto all'asse ma sopra,in modo che tirino anzichè spingere,cambia poco,mi sono solo facilitato la vita. Ho lasciato un leggerissimo gioco tra barra liscia e...quell'affare,per permettere uno scorrimento,in via teorica comunque più è preciso e meglio è,per adesso,mi convince questa. Per aggianciarli,in via temporanea,ho usato delle fascette,un dettaglio del tutto è quì per montare il tutto sulla macchina,si procede così,partiamo dal basso: -agganciare l'accoppiatore del motore -riposizionare motore,castello e avvitarli insieme -infilare la barra nel cuscinetto -infilare entrambi nella sede del cuscinetto e agganciare la barra all'accoppiatore -infilare l'asse X fino in fondo -infilare il dado flangiato e "fascettarlo" -infilare il cuscinetto sopra -infilare il top stampato -rimontare il top originale della macchina Ora,mi sono accorto che ho trascurato il fatto che abbiamo un dado che sporge qualche mm dal corpo macchina,non mi andava di ristampare tutta la parte sopra per eliminare qualche mm di materiale,l'ho brutalmente eliminato con una mola,se volete fare le cose per bene tenete conto di aprire il cad che usate e ricavateci una conca...mi riferisco esattamente a questo dado che si trova quì Il mollettone è una soluzione temporaneissima proprio,penso ci matterci un paio di viti quando troverò la solzione definitiva. Ora,mentre sto continuando la stesura,ho messo in stampa un pikachu,piccolo e in pla,l'allineamento layer mi sembra mostruosamente migliorato,tenete conto che -è la prima volta che stampo pla su quella macchina,devo impostare temp e retraction -per la ragione scritta sopra,come si può notare non ho una ventola per raffreddare il materiale estruso -è pla di hobbyking,non ho la minima idea di che temperatura serva per stamparlo -devo cercare "i pannolini" in silicone dell'e3d, se riuscissi a schermare il calore irradiato,male non fa (anche perchè ne ho comprati una decina,finalmente sarebbe l'occasione di provarli ) Rammollimenti a parte che visivamente balzano all'occhio,mi sembra migliorata la situazione dalla stampa dell'asse X nero Per adesso è tutto,inizio a pubblicare questa parte iniziale,spero di essere di ispirazione per qualcuno,e se avete idee/spunti/esperienze guai a voi se vi astenete dal commentare 608zz_Z.stl antiwobble.stl top con cuscinetto.stl
-
A quando il primo tagliando in casa madre?Esperienza sui costi?
roby94 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti,oggi ho fatto un po' di pulizie alla macchina (ingrassatura,aspirazione rimasugli,polvere ecc) e mi stavo chiedendo,spannometricamente,a quante ore si cambia cosa.Immagino che per primi partano i cuscinetti e le cinghie,ovviamente mi riferisco agli assi x e y più che lo Z,magari qualche sostituzione del pcb/cavo e motore dell'estrusore possono anche avvenire prima considerando le temperature che si raggiungono in quel blocco...Per curiosità ho aperto la chat del sito zortrax e ho chiesto info in tal senso,e mi hanno dato un intervallo indicativo di 2000/5000h come ore medie di stampa delle macchine che gli entrano in assistenza. Qualcuno ha la macchina da suff tempo per aver constatato cosa si cambia,quando,e grosso modo quanto può costare un tagliando della casa? -
SCHEDA SD
roby94 ha risposto a Alessandro3d nella discussione Problemi generici o di qualità di stampa
tante sd nei pressi della stampante is the way ,per quello che costano ormai... -
Aiuto per problemi di stampa
roby94 ha risposto a Enrico Sartori nella discussione Materiali di stampa
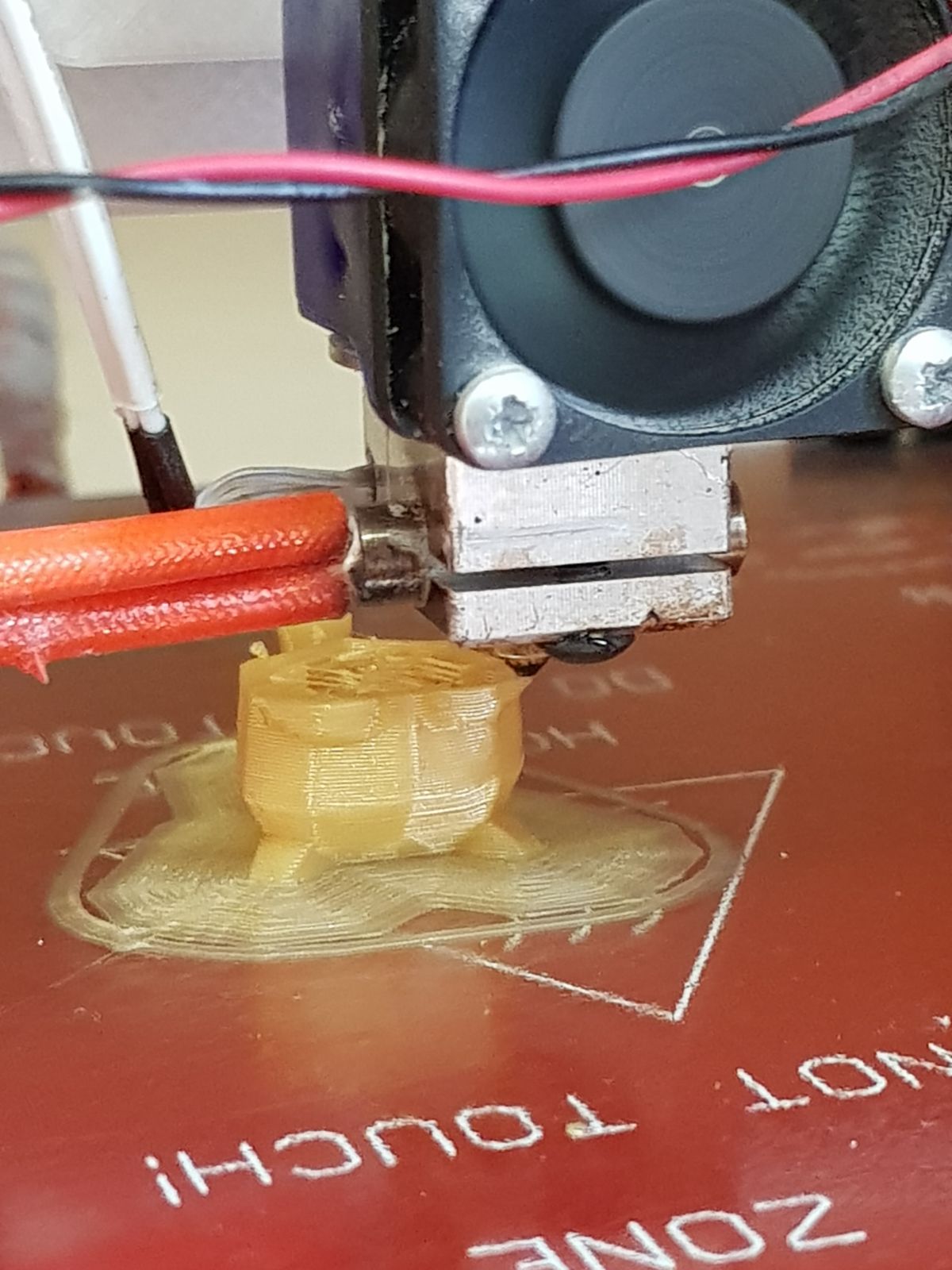
...appena riesci a stampare il nuovo fan duct toglilo quell'affare,non è possibile che l'abbiano montato così a livello con l'estrusore che arrivi addirittura a spennellare il materiale . -
Aldebaran,posso chiederti cos'è il K?L'hai citato anche in un altro topic ma non riesco a capire a cosa ti riferisci (curiosità mia,magari c'è qualche parametro nuovo da studiare). Comunque in quello originale non si può manco registrarla la pressione dell'idler!Ci sono dei kit opzionali in alu,registrabili,che per quello che costa valgono la pena,con una ruota dentata così http://www.reprap.me/media/catalog/product/m/k/mk8.jpg inoltre si recupera più trazione,e tendono anche a saccagnarsi meno i dentini col tempo,essendo fatte in acciaio (unico motivo per cui ho fatto questa modifica,aggiungo ) .Quella drive gear si monta a patto che gli si sostituisca il cuscinetto originale con un cuscinetto non concavo,ma anche qui,questione di pochi euro...anzi,se non hai fretta e compri direttamente da un sito cinese,ti costa pochi euro l'intera modifica...
-
Aiuto per problemi di stampa
roby94 ha risposto a Enrico Sartori nella discussione Materiali di stampa
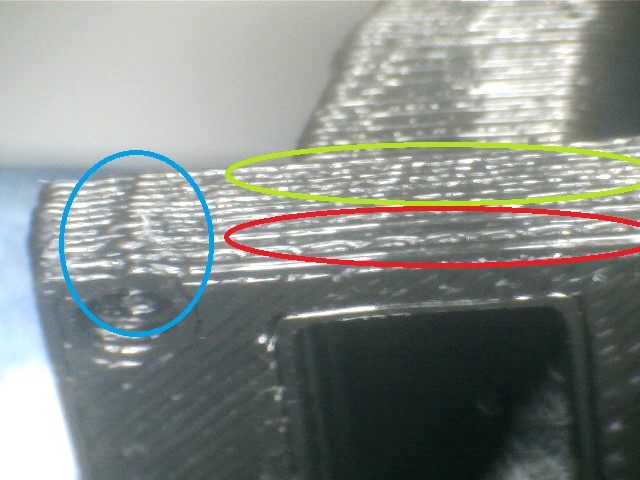
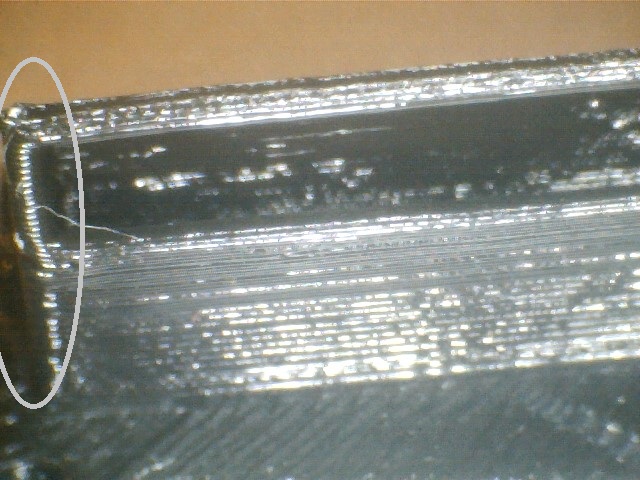
...ecco mi ricordavo bene che avessi un piano già trattato XD,strano per come renda perchè se ne parla bene di quel tappetino,fortuna che la mia taccagnaggine mi ha sempre fatto desistere dal comprarlo . Il primo layer mi sembra venuto bene,almeno,dalla foto mi sembra giusto,come altezza non troppo schiacciato,e come riempimento siamo lì,potresti provare (più per gioco che per altro) ad alzare o abbassare il flow per darti un'idea di cosa succede quando sovra o sottoestrudi,passiamo alle foto il " problema" nell'ovale blu dovrebbe scomparire dando appunto 2 o 3 perimetri esterni,puoi attenuare l'effetto anche decrementando l'infill overlap,ho fatto caso adesso che hai impostato 55%,che a spanne mi sembra un po' alto,però dando un perimetro in più dovrebbe nascondersi,con 3 è facile che lo intravedi in controluce,il discorso è quello detto sopra,devi fare qualche esperimento per trovare i parametri per un compromesso ideale Le lineette nell'ovale rosso sembra una sottoestrusione,ma qui può derivare anche dalla bobina,magari 1,69 non è il valore min che trovi lì dentro,do per scontato che la drive gear che ti spinge il filamento non scivoli,non perda passi il motore ecc. Le passate nell'ovale verde invece penso sia abbastanza normale come passata,nel senso,hai un materiale un po' "ni",se non è cambiato nulla una temperatura corretta ancora da scovare e comunque sembra bello zoommato e sembra essere piccolo come oggetto,forse tenendo in mano il pezzo non lo si nota così tanto .Se vuoi toglierti il dubbio che siano vibrazioni davvero eccessive o peggio risonanze,potresti farla andare leggermente più velocemente o lentamente,proprio come velocità in mm/s,abbassare le accelerazioni e vedere come viene depositato il materiale,ma non conoscendo il telaio della tua,e in generale le delta,dovresti cercare qualche valore o range preciso per le accelerazioni.Le vibrazioni comunque sono abbastanza normali,soprattutto dove non hai un telaio robusto e monoblocco (e anche lì...ti garantisco che ci sono comunque) e puoi far poco.Il problema più noioso è appunto la risonanza,perchè il sistema passa da avere qualche vibrazione ad essere un sistema in cui l'intensità delle singole diventano "una vibrazione molto grossa e carica di energia" (fammi passare i termini,non stiamo scrivendo un trattato di fisica ) ,spesso è suff questo per levare le condizioni iniziali per indurre questo fenomeno.Questo ad esempio è un caso grave,molto grave, ma almeno ci capiamo come lo riconosci https://www.youtube.com/watch?v=_MaBQh-afWA essendo che si inducono spostamenti che iniziando ad essere importanti e periodici,ti può dare un effetto simile http://cdn2.bigcommerce.com/n-d57o0b/qutbkhxr/product_images/uploaded_images/wb-xy-resonance.jpg (anche quì,esagero con la gravità della situazione) ... nell'ovale grigio invece vedi una situazione abbastanza comune nei cambi di direzione,di solito ritoccando già le accelerazioni,il jerk (decrementando rispetto ad ora) e impostando una velocità di stampa conenuta si mitiga questo effetto,ma farlo sparire credo sia impossibile nelle fdm... Qui poi ti linko una mini guida che racchiude una buona casistica di problemi,cause e relative soluzioni https://www.simplify3d.com/support/print-quality-troubleshooting/#scars-on-top-surface è roba abbastanza pratica,e pronta all'uso,non a caso è sul sito di simplify... Ti chiedo una curiosità,per stampare il secondo pezzo che ti ho ricaricato,hai usato supporti o quel ponte è tutto merito della ventola?
-
Aiuto per problemi di stampa
roby94 ha risposto a Enrico Sartori nella discussione Materiali di stampa
...mea culpa,la tua anycubic NON ha il piatto trattato ma stampi su un vetro (manco l'avevo visto dalle foto!) e me l'hai pure scritto sopra che ti ha impattato l'ugello sul VETRO.Si stende la lacca proprio per tener ben incollato il materiale estruso,c'è chi usa lacca,chi colla uhu e chi più ne ha più ne metta.Quella è la più diffusa,pardon Enrico,stendi un velo di lacca sul piatto e rifai il test,mi devo essere confuso con un altro modello >_< -
Aiuto per problemi di stampa
roby94 ha risposto a Enrico Sartori nella discussione Materiali di stampa
Poi sai,le ho trovate anch'io molto molto spinose le guide all'inizio,al punto di avermi solo confuso le idee,ti converrebbe capire esattamente cosa fa ogni parametro e gestirli in base a come stampa,e far fede alle wiki per aver dati precisi quando servono,lì non si sbaglia :) -
Aiuto per problemi di stampa
roby94 ha risposto a Enrico Sartori nella discussione Materiali di stampa
Ma magari una determinata marca o un filamento particolare pla-based ha bisogno dei 70°C,vedrai però che quando comprerai una bobina "vera" l'intervallo te lo riporta il produttore . Poi ti lascio un appunto per essere il più preciso possibile nel comporre l'altezza layer,sembra una stupidata ma se devi stare in certe definizioni o tolleranze,aiuta... dovresti vedere che spostamento lineare ti da il minimo step e moltiplicare quello per impostare l'altezza dei layer,ad esempio,le mie prusa montano motori da 200 step/giro,e per le viti che monto hanno un avanzamento lineare di 8mm,quindi lo spostamento minimo sarà dato da 200/8 mm per ogni scattino del motore,ovvero 40 micron (teorici sempre),se volessi impostare 0,22,la stampante non potrà darmi questo valore,ma devo abbassare a 0,2 o 0,24mm reali per risparmiare interpolazioni e calcoli che magari portano ad imperfezioni lo slicer. Passo la palla a un eventuale deltaro che legge però perchè non ho la minima idea di come si calcoli questo valore in questa configurazione,e come si compensa l'eventuale scarto dato dall'elasticità delle cinghie e cose del genere Quando hai aggiornamenti facci sapere come sta andando! -
Aiuto per problemi di stampa
roby94 ha risposto a Enrico Sartori nella discussione Materiali di stampa
Ah okay,forse ho trovato,quando senti attrito e hai fatto il procedimento il piano è livellato,ma hai una distanza pari al livellamento,dovresti averla già impostata con la stringa #define ,ma se dai come altezza primo layer a 0,4mm hai il diametro nozzle = all'altezza del primo layer,che è una situazione gestibile,può essere compensato col moltiplicatore in realtà,ma perchè complicarti la vita quando puoi reimpostare il primo layer?Prova a dare un 0,2mm di layer e un 120-130% come primo,dovrebbe anche aiutare nei sottosquadri perchè depositi meno materiale a strato,quindi accompagni un po' meglio gli angoli. Non c'entra direttamente ma ho notato che come moltiplicatore dell'estrusore hai impostato un 0.9,in questo modo la portata viene ridotta del 10%,mentre invece hai dato un valore di spessore (extrusion width) fisso a 0,45mm esterni e valori >100% per gli altri,è voluto o è una svista?Perchè così hai toccato 2 valori e uno compensa l'altro,se non è voluta per una funzione particolare ti consiglio di riportare il primo a 1,e di riportare,per queste prove,i valori di default.Poi se la portata dev'essere toccata lo puoi provare a fare in live da repetier,così puoi vedere,magari stampando una colonna,quale ti da stampa magra,giusta o grassa...il width del primo layer si tende sempre a darlo grasso,io coi valori di slicer di default mi son sempre trovato bene,ma anche lì,devi fare qualche prova,se i passaggi dell'estrusore sono filuzzi staccati-->aumenti,se vedi che son troppo compressi l'uno sull'altro-->diminuisci Poi,il materiale che trovi nelle confezioni è sempre un po' scadente,ma questo lo sappiamo,se è pla abbassa la temp del piano,tipicamente si va dai 40 ai 60,e il pla c'è anche chi lo stampa su piano freddo in realtà, 70 è effetivamente tanto -
Quale stampante 3d scegliere
roby94 ha risposto a CarmineDandrea91 nella discussione La mia prima stampante 3D
ciao,ho visto adesso la discussione in evidenza e ti rispondo da modellista (volo però,e in vacanza navigo,con le macchinine sono negato) e da possessore di stampanti che vanno dalla fascia economica cinese a media (per darti un'idea,da 220 per la geeetech+un'80ina di upgrade necessari a circa 2000 per la zortrax). Con una 3d in questo campo puoi fare tanto,ma non tutto.Un castello di un motore di una certa potenza,si compra,non si stampa.Il telaio di drone racer,flettilo una volta,flettilo la seconda,prima poi ti abbandona.Un supporto da gopro lo puoi stampare,uno scatolotto stagno per la ricevente la si fa senza problemi,un rinvio di un servo idem,parti di carrozzeria ci stanno tranquillamente,anche se poi i dettagli,la finitura e in certi casi spessori e pesi,saranno ovviamente differenti dall'originale stampati con metodi tradizionali,sto disegnando ora un portabatteria-carrello per un drone per farti un esempio,utile perchè da nessuna parte li trovo,ma ti limiti a queste cose.C'è chi si stampa il drone intero e c'è chi si stampa (quasi) l'intera macchinina rc,con prestazioni che per entrambi sono quello che sono però (qui un esempio di una macchinina https://www.thingiverse.com/thing:1517150 ). Se avete idea di farci modellismo dinamico e magari farci macchinine con certe prestazioni,per ciò che riguarda meccaniche,trasmissioni,telai ecc. come anticipato sopra conviene affidarsi ai kit tradizionali che compri in negozio...puoi appunto stampare tutti gli altri accessori utili,tieni conto che un modello così dettagliato avrà sempre bisogno di un po' di postproduzione,anche solo per rifinire certi punti,e per dargli una tinta ben definita.Di colori ce ne sono,e sono tanti eh,ma se cerchi una tinta particolare fai prima a tornare sul tradizionale,con fondo e vernice,è anche questo un aspetto importante nel nostro campo.Ma immagino che a un modellista non spaventi,un po' di lavoro di perfezionamento,anzi...siamo gente strana ma è anche la parte divertente dell'hobby. Più che quale,dipende se per quello che dovete fare voi vi serve una stampante 3D. Che comunque reputo una macchina utile per un modellista,è tutto relativo all'impiego...aggiungo poi che una stampante 3d in casa,torna utile per altre 1000 cose.I piccoli pezzi di mobili ed elettrodomestici basta un calibro e un cad 3d qualsiasi per replicarli . Se siete giunti che non è questione di "se" ma "quale",una buona indicazione sarebbe un budget e che materiali andreste poi a stampare,perchè non tutte stampano proprio bene tutto. -
Aiuto per problemi di stampa
roby94 ha risposto a Enrico Sartori nella discussione Materiali di stampa
Bravissimo per il video!Si vede molto bene cos'ha,se fai caso la stampa si sposta dal piano,facile che se andava avanti così ti si sarebbe appiccicata all'estrusore staccandosi completamente dal piano.Nei cerchi rossi vedi da subito che il brim si sta addirittura staccando,parlami del livellamento del piano,è automatico o lo fai tu?E il primo layer come l'hai gestito?Se parti con l'ugello leggermente distanziato dal piano (capita se livelli col foglio di carta tra piano e ugello o spessimetri,ad esempio) ricordati che la distanza la devi inserire nel tuo slicer,altrimenti la stampante si trova a depositare materiale con una distanza maggiore di quello che si aspetta,la condizione necessaria per le nostre stampanti è che la stampa stia bella ferma e che i primi layer stiano belli piazzati,per l'adesione dovresti avere un piano trattato,ma per ciò che riguarda il primo layer,devi fare te il possibile per depositarlo al meglio possibile :) ps la plasticala dall'estrusore levala il prima possibile,meglio farlo adesso che quando sarà carbonizzata,spesso basta un triplo-quadruplo,quintuplo strato di scottex per rimuove il grosso,se invece è già carbonizzata,puoi aspettare che si raffreddi per bene e viene via quasi a croste.Il minimo,sempre sindacale,è rimuovere quella sull'ugello (la punta in ottone) perchè ti potresti trovare le stampe macchiate se dovesse staccarsi mentre stampi qualcos'altro. -
Aiuto per problemi di stampa
roby94 ha risposto a Enrico Sartori nella discussione Materiali di stampa
Dai son contento che stai risolvendo,ma intendi le lineette in corrispondenza dei sottosquadri molto accentuati?Tipo sul petto del coniglio?o la punta delle orecchie? Per rimediare puoi abbassare l'angolo con cui vengono generati i supporti,così andresti ad accompagnare gli angoli più accentuati,quando sistemi il raffreddamento potresti stampare (senza i supporti) uno di questi https://www.thingiverse.com/thing:261317. Così ti fai un'idea più precisa di che angolazione inizia ad essere critica per la stampa e di conseguenza quale valore impostare nel tuo slicer -
Aiuto per problemi di stampa
roby94 ha risposto a Enrico Sartori nella discussione Materiali di stampa
ciao,ho in mente un paio di cose che potrebbero migliorare quella stampa Innanzitutto ti consiglio di partire da un piano ben livellato,e stendere un primo layer il più perfetto possibile. Nell'ultima immagine sembra che sia stato stampato il primo layer col materiale appena appena appoggiato,me lo fanno pensare soprattutto quelle linee quasi mancanti in alto a sx. Poi,sempre parlando di primo layer,sotto avevi rimasugli di altre stampe o sono sbavature di questa stampa?Se cola così tanto durante il travel dovresti dare un po' di ritrazione,puoi partire coi parametri di default,per poi perfezionarli in un secondo momento,se è solo sporco,pulisci il piano tra una stampa e l'altra e sei a posto. Sulle pareti magari sbaglio,ma mi sembra di vedere 1 perimetro solo,di solito se ne impostano 2 o 3 per pezzi non "usable". Ma credo che 2 sia proprio il minimo sindacale per ogni stampante . Stesso discorso sul numero di top/bottom layer,ma qui dipende molto dal riempimento,su slic3r,sempre per pezzi ornamentali, ne impostavo 4 sotto e 5 sopra,con ugello da 0,4mm,ed è sempre andato bene su pla e abs,però ache qui,in base alla stampante che hai potresti doverne impostare di più o di meno.Per farti capire di cosa stiamo parlando,i layer in questione sono quelli che andranno a realizzare la superficie esterna verticale del tuo oggetto. Essendo che la superficie esterna deve avere una certa finitura e visto che l'interno ha un pattern di infill,si imposta che tot layer di superficie debba essere pieno,in questo modo il materiale viene depositato su una base più o meno solida,costituito dai tuoi tot layer solidi anzichè sul pattern dell'infill,differentemente il materiale non trova appoggio e cola all'interno del modello,coi risultati che vedi. Poi come ultime cose abilita i supporti,le colature sulle orecchie non sembrano altro che materiale colato perchè si è trovata a stampare sul nulla,prova a dare un infill un po' più consistente,a occhio azzarderei che hai dato un 10%,o forse un pelo meno.E se dopo aver inserito i nuovi parametri vedi ancora che il perimetro viene stampato staccato dal resto del layer (sembrerebbe essere così a vedere il primo) cerca la voce "infill overlap" nel tuo slicer e incrementalo di un punto % alla volta,finchè non vedi che è tutto saldato insieme il giusto...dovrebbe cambiare faccia la stampa Ps mi stavo per dimenticare,il pla ha bisogno di smaltire il calore per non sformarsi durante la stampa,suprattutto per oggetti così piccoli sarebbe utile montare una ventola incanalata (una cosa così tipo http://www.socha.com/blogs/trains/A-Better-Cooling-Fan_1242C/P8251714_600.jpg ),aiuta molto montarla o accenderla se ce l'hai già sulla stampante Facci sapere come va! E se qualche passaggio ti sembra spinoso,chiedi tranquillamente -
SCHEDA SD
roby94 ha risposto a Alessandro3d nella discussione Problemi generici o di qualità di stampa
mi pare che monti arm coretex 32 bit,sul modello potrei sbagliare,ma sul 32 bit no dovendo pilotare 1/128 in microstep. Piccolo appunto che comunque non cambia il risultato finale,visto che si inchioda finite le stringhe caricate per essere processate -
SCHEDA SD
roby94 ha risposto a Alessandro3d nella discussione Problemi generici o di qualità di stampa
Ho provato per curiosità (non ci ho mai provato) ad avviare una stampa e rimuovere l'sd ma va in errore. Posso chiederti a cosa ti serviva avere l'sd libera da subito? -
Anet A8 - HotBed heating
una discussione ha risposto a roby94 in Problemi generici o di qualità di stampa
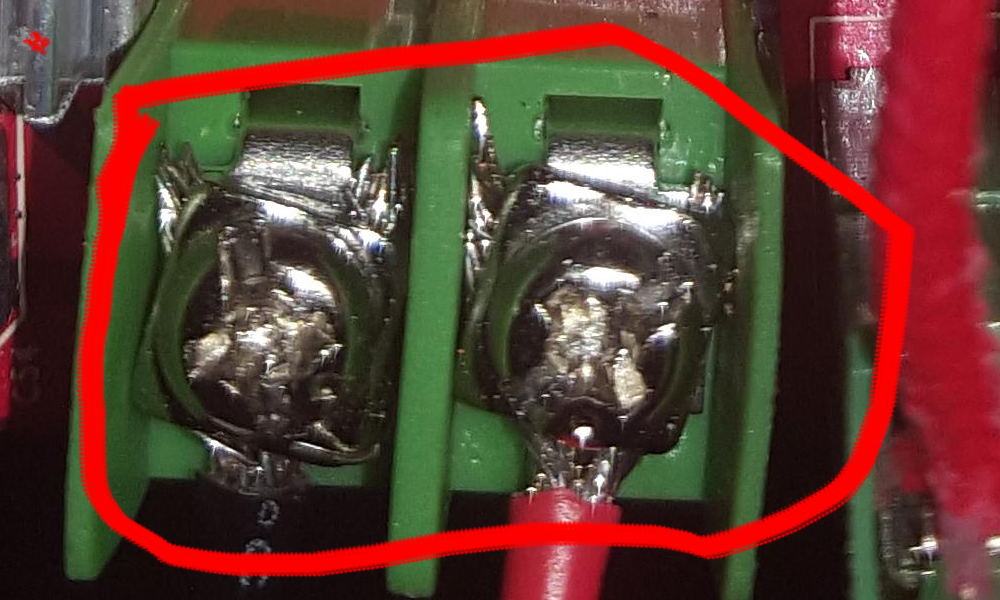
Leggo solo adesso gli aggiornamenti,eh se,come si immaginava era la scheda difettosa.Non preoccuparti che sono molto efficienti i cinesi,facile che ti mandino anche un termistore di scorta "just in case",se hai comprato da europa dovresti risolvere entro breve.Se posso consigliarti,se hai un po' di manualità con le saldature a stagno,dissalda tutto il buono che puoi trovare dalla scheda vecchia e metti tutto in un cassetto,questi connettori col tempo tendono ad ingiallirsi (o annerirsi) per il calore,un po' di scorte in casa male non fanno . -
PLA Filoalfa 1.75 Che densità ha?
roby94 ha risposto a Aldebaran94 nella discussione Materiali di stampa
Ciao aldebaran,filoalfa nello specifico è 1.24 gr/cc.Se cerchi le schede tecniche dei produttori vedrai che tutti i pla oscillano attorno a quel valore comunque... -
Anet A8 - HotBed heating
una discussione ha risposto a roby94 in Problemi generici o di qualità di stampa
Se quando dai il comando per scaldare il piatto escono quei valori...mi viene in mente o un problema nel firmwere (ma nella programmazione sono carentissimo,ci ho messo un pomeriggio a ritoccare marlin per la geeetec!) o effettivamente la scheda è andata e non ti funge proprio quell'uscita,ho letto adesso facendo il refresh alla pagina che alep sopra aveva suggerito una cosa sacrosanta!Potresti provare a scambiare l'uscita della scheda a quella dell'estrusore,se avverti calore,è una prova del 9 che conferma quanto detto sopra. Anche se si,per leggere la tensione è suff un contatto,nulla più di quello che stai già facendo :) Se ciò conferma che non funziona quell'uscita stai tranquillo perchè come detto sopra,i cinesi sono molto efficienti nel supporto,ti invieranno tutto a spese proprie -
Anet A8 - HotBed heating
una discussione ha risposto a roby94 in Problemi generici o di qualità di stampa
tranquillo,nulla che non si possa spiegare XD,allora,innanzitutto impostalo sul 20V,nella scala continua,che è indicata con una specie di uguale con una linea tratteggiata sotto (a sx di solito), dagli il riscaldamento e vedi già a monte se toccando coi puntali su queste viti del piatto e vedi se da qualcosa,dovresti avere un valore simile all'output dell'alimentatore,intorno ai 12V comunque
-
Anet A8 - HotBed heating
una discussione ha risposto a roby94 in Problemi generici o di qualità di stampa
nono allora,la piastra che riscalda va sotto al piano che usi per la stampa,il mio dubbio riguardava il piano sopra,che poteva far fare contatto alle piazzole,visto che avevi scritto che avevi il dubbio di averlo montato al contrario credo che io e alep abbiamo frainteso capendo che avevi montato la piastra ruotata di 180°.Ma vedo adesso che il connettore è corretto così e il nuovo piano non dovrebbe avere piazzole scoperte (come invece aveva l'mk2,il vecchio per capirci).Dovrebbe essere tutto giusto così,non mi rimangono che 3 dubbi (poi potrei sbagliarmi,per carità)non rimane che vedere se parte corrente dalla scheda (e se arriva al piatto),può essere un problema softwere,anche se la vedo difficile perchè si caricano industrialmente ste schede, o davvero può essere la scheda non da corrente e si convince di leggere certi valori...o magari per una combo sfortunata anche il termistore non resituisce un valore veritiero,ma questo credo che implicherebbe contattare il venditore e chiederne una sostituzione,la macchina avrà poco tempo immagino,e dovrebbe essere tutto in garanzia :) comunque sul tubo vedo che è pieno di gente col tuo stesso problema,non so se è perchè è soggetta a questo tipo di problema o effettivamente perchè vendendone a tonnellate ce ne sono così tante che ci sta che si evidenzino problemi su quel modello -
Anet A8 - HotBed heating
una discussione ha risposto a roby94 in Problemi generici o di qualità di stampa
aaah ma hai diretto il connettore,no scusa,in qualche foto avevo visto anet con un altro tipo di heated bed,che poi è l'mk2 rosso cinese che ho anch'io sulla geeetech,forse sono modifiche esterne o sostituzioni...Ti spiego,quello a cui mi riferico ha tipo i 2 cavi saldati su 2 piazzole che se non stai attento può capitare di cortocircuitare -
Anet A8 - HotBed heating
una discussione ha risposto a roby94 in Problemi generici o di qualità di stampa
in teoria si monta col lato con su le scritte a contatto con la tua superficie di stampa,che dovrebbe essere in alu,se lo monti al contrario e hai le piazzole o i cavi che vanno a far corto a contatto con l'alluminio del piano...potremmo aver trovato il problema diciamo,anche se l'unica volta che ho mandato in corto il piano di una reprap si è staccata direttamente l'alimentazione per quell'istante in cui mi sono accorto di cosa avevo combinato XD,se pensi di averlo montato non correttamente però,mandaci un paio di foto che te lo diciamo al volo. Anche se non mi spiego come possa salire la temperatura target,rimanere freddo il piano,e che il termistore senta una temperatura fittizia...la tensione dell'alimentatore la leggi quando questo è acceso,se non hai un on-off la leggi solo attaccandolo alla corrente di casa,e la tensione del piatto la leggi quando effettivamente è attivo il riscaldamento,diversamente se la temperatura target è raggiunta o il piano riscaldato non è attivo dovresti leggere 0