Gae Tano
-
Numero contenuti
127 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Gae Tano
-

Lightbox per film scanning con fotocamera digitale
Gae Tano ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Finalmente ho fatto 'na cosa di cui non mi credevo tanto capace in principio, anche se sono partito da un modello preesistente, che ho rimodellato per dimensioni e ulteriori funzionalità. Certo è un oggetto che serve a me e non so a quanti altri, però, insomma, sono molto orgoglioso del risultato, che vorrei condividere con @eaman, @Killrob e @dnasini in particolare, cioè con quelli che finora hanno assecondato ogni mia richiesta di aiuto su queste pagine, dalla più scema alla più complicata, e da cui ho imparato un sacco di cose interessanti. Se avete voglia di andare a vedere: https://www.thingiverse.com/thing:6773708 🏆😎🙏 -
Ok, grazie a tutti. Farò qualche prova.
-
Grazie @dnasini, molto chiaro. In effetti non capivo perché tutte quelle texture. Quindi se voglio il fondo più liscio metto la faccia liscia e viceversa? Sarebbe questo, quello a doppia faccia di cui parli? Due cose al volo: con il PETG serve sempre la colla che uso sul vetro (Milk3D, nello specifico)? Mi pare di capire di no... Inoltre, ovviamente dovrò ricalcolare lo z offset e dovrò nuovamente livellare. E se poi volessi tornare indietro al piatto di vetro per qualsiasi motivo, la base adesiva/magnetica è facile da togliere? O ci posso mettere sopra la lastra di vetro, sempre ricalcolando le tarature del piatto, senza controindicazioni? O una volta fatto, non c'è motivo di tornare indietro? Così, per curiosità...
-
Ciao a tutti. Dunque, mi si sono verificati un po' di problemi per staccare dal piatto dei pezzi in PETG trasparente col fondo piatto e liscio che si "strappa" letteralmente dal piatto in vetro. Siccome ne devo stampare ancora diversi, volevo provare a vedere se la situazione migliora con un piatto flessibile. Ho però un dubbio: ne vedo su Ali e Amz, diversi tipi con diverse finiture e non sono sicuro di essere capace di interpretare al meglio le caratteristiche. Qualcuno sarebbe in grado di dirmi in poche righe, con parole semplici 🤓 eventuali differenze, o raccomandarmene uno in particolare per il PETG? Sempre grazzzie 🙏
-
[Ender3 V2] Qualità dei primi layer... 🙄
Gae Tano ha risposto a Gae Tano nella discussione Problemi generici o di qualità di stampa
Eh, immagino. Comunque grazie ancora di avermi messo sulla buona strada; il fondo del pezzo non è ancora perfetto ma quasi, però ora so come e dove aggiustare. -
[Ender3 V2] Qualità dei primi layer... 🙄
Gae Tano ha risposto a Gae Tano nella discussione Problemi generici o di qualità di stampa
Beh, tutto sembra andare molto meglio. Grazie @eaman! -
[Ender3 V2] Qualità dei primi layer... 🙄
Gae Tano ha risposto a Gae Tano nella discussione Problemi generici o di qualità di stampa
Si certo. -
[Ender3 V2] Qualità dei primi layer... 🙄
Gae Tano ha risposto a Gae Tano nella discussione Problemi generici o di qualità di stampa
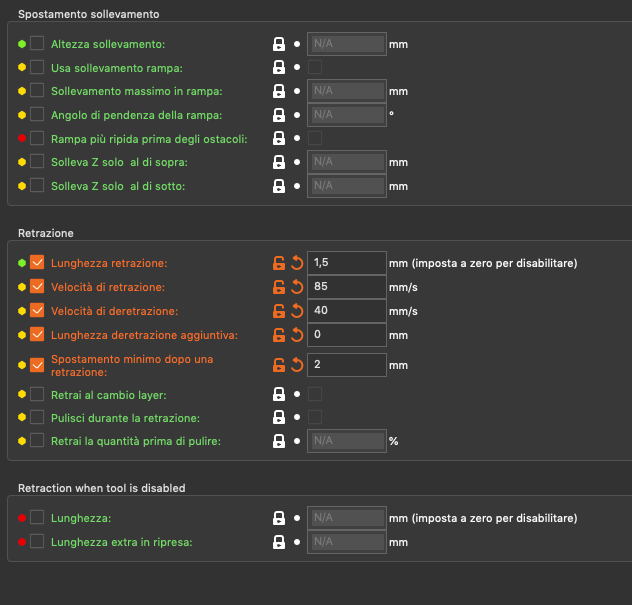
@eaman grazie come sempre! La velocità è 40mm/s e i valori di retrazione sono quelli consigliati da Creality per quell'estrusore e fino a poco tempo fa, stampava bene, regolare e senza fili e rognette varie. E'come se le "righe" di deposito di filamento dello stesso layer non aderissero l'una all'altra (in orizzontale intendo) senza quindi legarsi come per i layer superiori. Provo comunque con la correzione dell'altezza e della larghezza del layer, vediamo. 🙏 -
[Ender3 V2] Qualità dei primi layer... 🙄
Gae Tano ha pubblicato una discussione in Problemi generici o di qualità di stampa
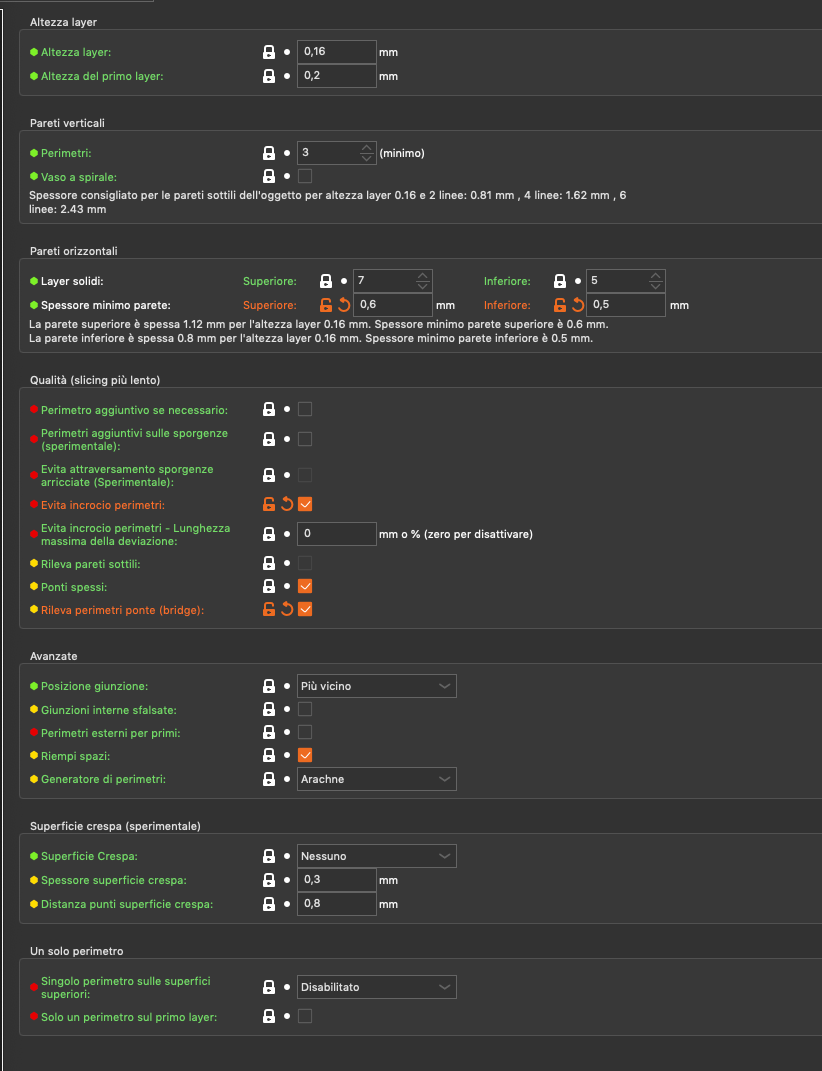
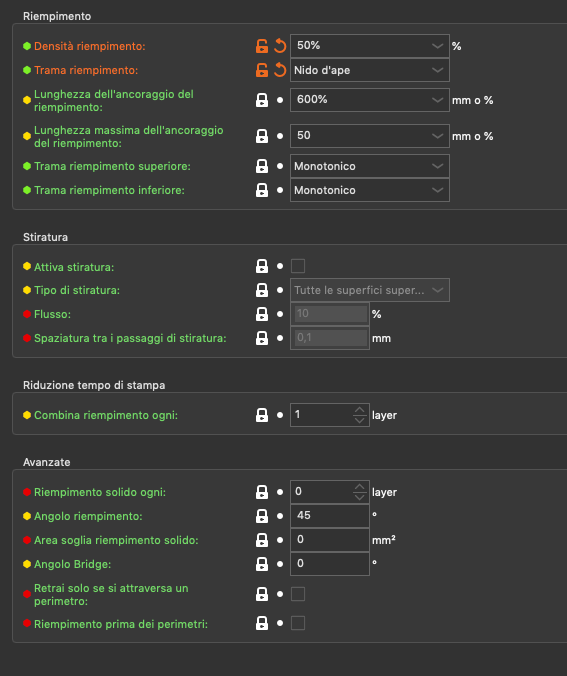
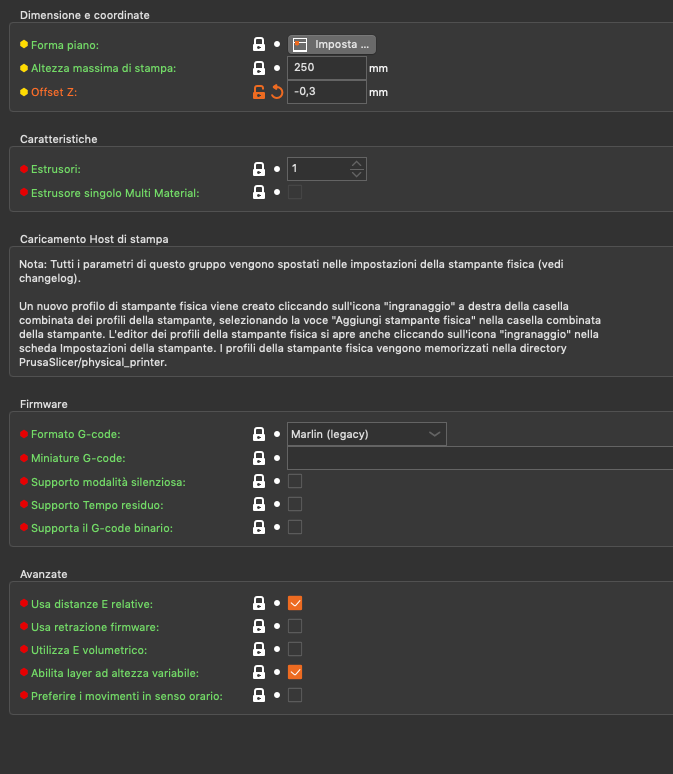
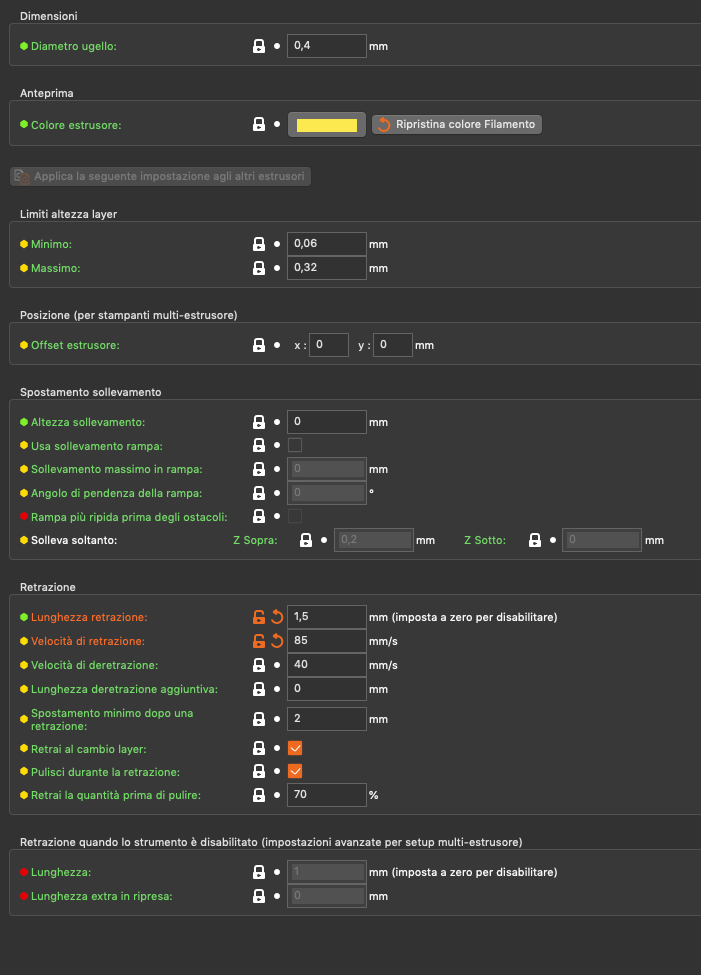
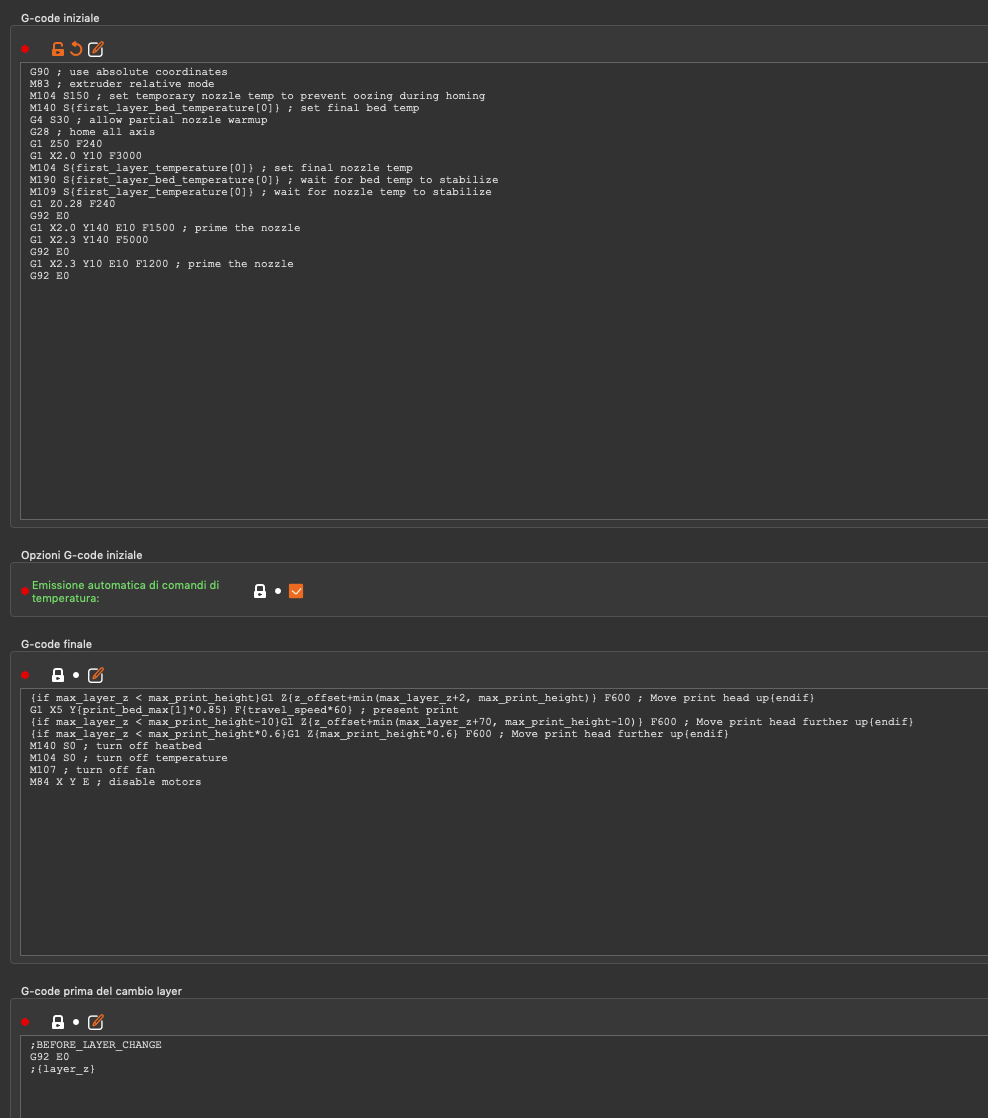
'Giorno. Secondo voi, perché mi viene sto primo layer da schifo? Il resto va bene, ma è un po' che - senza modificare il mio workflow - mi viene sta roba. L'unica modifica hardware è stata il doppio asse Z ma penso che c'entri poco, lo Z offset è regolato (forse in difetto di 0.03mm o giù di li ma...) e il piatto è ben compensato con CR touch (valori tra 4.9 e 5.2 su tutto il piatto). Allego impostazioni di Prusaslicer modificate rispetto al profilo di PETG generico e foto del pezzo. Ender 3 V2 con estrusore DD Sprite SE, hotend Microswiss, nozzle 0,4, PETG nero Sunlu. Uso anche 3Dmilk sul piatto, ben steso con spatola di gommapiuma; piatto Creality in vetro poroso.
-
Risolto! Smonta, ricomincia da capo e rimonta 🙄. Ha funzionato: la seconda vite era proprio fuori fase e non accoppiata come si deve al motore. Non so se sia utile che questa discussione resti in piedi; se no, admin, si può eliminare.
-
'Giorno. Dunque, avevo comprato tempo fa il kit Creality doppia vite asse Z e adesso, approfittando di uno sfasamento della stampante, l'ho montato. Mi pare di aver fatto tutto quello che c'era da fare, come andava fatto ma evidentemente no, devo aver sbagliato qualcosa perché il motore del secondo asse, quello appena montato, mi pare che faccia resistenza e non capisco dove sia il problema. Tra l'altro, fa un rumorino sommesso, che finisce solo se disabilito gli stepper, quindi, penso che c'è qualcosa che forza, e l'auto home non va sempre a posizionare correttamente l'hotend. Pensavo fossero le ruote a V troppo serrate, ho regolato l'eccentrico, le ho allentate, ma niente, siamo sempre lì. Non so cosa possa essere e qualunque suggerimento è ben accetto. L'unico dubbio che mi sfiora, è dato dal fatto che la nuova vite nn scende proprio liscia nel coupler del motore. Io pensavo di farla arrivare fino al taglio di metà coupler e poi ritirarla un po' su e invece l'impressione che ho è che si appoggi al coupler o poco più; tra l'altro, l'estremità alta delle viti è ad un'altezza differente: cioè la nuova spunta più alta dell'altra dai blocchetti guida, il che mi fa pensare appunto, che non sia proprio inserita correttamente. Spero di essere stato chiaro... Idee? Opinioni? Un aiutino... 🤪😄? 🙏
-
Consigli su marca e grade filamenti TPU
Gae Tano ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Dalla mia limitata esperienza: ho stampato agevolmente e con buona qualità, con TPU Eryone standard grigio, che mi pare sia 95A (Ender3 V2 con estrusore DD Sprite Extruder SE, hotend all metal) e ho rilevato come, per modificare la durezza, sia stato sufficiente semplicemente variare l'infill. Più elevato (25%) per stampare i piedini di uno sgabello, risultati comunque morbidi e con buona presa sia nel tubolare delle gambe che sul pavimento, meno (15%) per stampare alcuni tappi e cappucci per binocoli e obiettivi fotografici, per cui serviva un po' più di elasticità. Prusaslicer con profilo TPU generico, modificato solo nella ritrazione adattata all'estrusore in questione. Spero sia utile, dopo tutte le volte che mi siete stati utili voi... 😉 -
[Ender 3 V2] - Asse X che balla
Gae Tano ha risposto a Gae Tano nella discussione Hardware e componenti
Ok. Grazie @dnasini. E buon 1 maggio a tutti! -
[Ender 3 V2] - Asse X che balla
Gae Tano ha risposto a Gae Tano nella discussione Hardware e componenti
Intanto grazie a tutti. Ho fatto tutte le verifiche e in effetti, si, sembrava tutto a posto e invece il gantry era lento. Ho controllato bulloni ed eccentrici delle pulegge che erano un po' induriti, smontati, lubrificati con una goccia di WD40 e rimessi a posto e adesso è tutto molto più stabile e fluido. E' che a volte non mi rendo conto subito di cose che dovrebbero essere normali, a pensarci razionalmente, tipo Infatti penso bene a questo punto di fare l'upgrade. E già che ci siamo, posso farlo mantenendo la mia motherboard (creality 4.2.2 originale) giusto? -
[Ender 3 V2] - Asse X che balla
Gae Tano ha risposto a Gae Tano nella discussione Hardware e componenti
@Joker78 Grazie della risposta ma, se non fosse chiaro, parlo delle pulegge che fanno scorrere l'asse X - quello che porta l'hotend - lungo l'asse Z. Il piatto è fermo e stabile.
-
Problema: ho l'asse X che balla. Me ne sono accorto perché non riuscivo a livellare il piatto e ottenevo offset di Z sempre diversi. Insomma, pende e non è stabile. Non ho mai cambiato in un anno e mezzo quasi (e la stampante era già usata) le pulegge gommate e mi domando se non sia ora; ma è lì il problema o secondo voi c'è da verificare qualche altro dado, bullone, vite, puleggia, cinghia ecc? Mi sembra tutto stretto a dovere... Seconda domanda: se metto il doppio asse Z, aiuta ad avere maggiore stabilità anche nel senso del perfetto livellamento di X (mi sembra di si a occhio e croce)? Sempre 🙏 EDIT: Dimenticavo: dovendo, nel caso, acquistare delle pulegge nuove, ricompro da Creality o sapete se ce ne sono di migliori? Ri-grazie.
-
[Ender3 V2 - CR Touch] Errore CR touch
Gae Tano ha risposto a Gae Tano nella discussione Hardware e componenti
Aggiorno ad ogni buon conto questo topic: dopo aver atteso due settimane buone per un cavetto di ricambio con cui testare la probe, alla fine ho dovuto proprio cambiarla; nonostante fosse apparentemente in perfette condizioni meccaniche, deve aver avuto un problema altrove, che non ho potuto risolvere. Per il resto, volevo anche segnalare un link ad una pagina del supporto Creality, che comunque è stato utile per definire un percorso di identificazione del problema. -
[Ender3 V2 - CR Touch] Errore CR touch
Gae Tano ha risposto a Gae Tano nella discussione Hardware e componenti
Dunque, ho fatto un po' di prove: resettare la eeprom non è servito a niente, ho smontato, testato e rimontato il cavo a 5 pin (che è saldo e non è interrotto) e niente. Ho provato poi a eseguire M119 in marlin e la probe si è messa in posizione di lavoro, la spia del CR touch è tornata blu e gli assi tutti in posizione open (il che mi ha convinto che non sia un problema della probe); ero tutto contento e invece come ho dato il comando home, la situazione è tornata come prima, la probe lampeggia rosso e l'asse Z non si muove in basso. Sono tentato di cambiare il CR touch e via ma mi scoccia buttare sti soldi se il problema è un altro. @dnasini Ora come ultima prova cercherò di aprire e pulire la probe come hai suggerito e speriamo bene... intanto grazie! -
[Ender3 V2 - CR Touch] Errore CR touch
Gae Tano ha pubblicato una discussione in Hardware e componenti
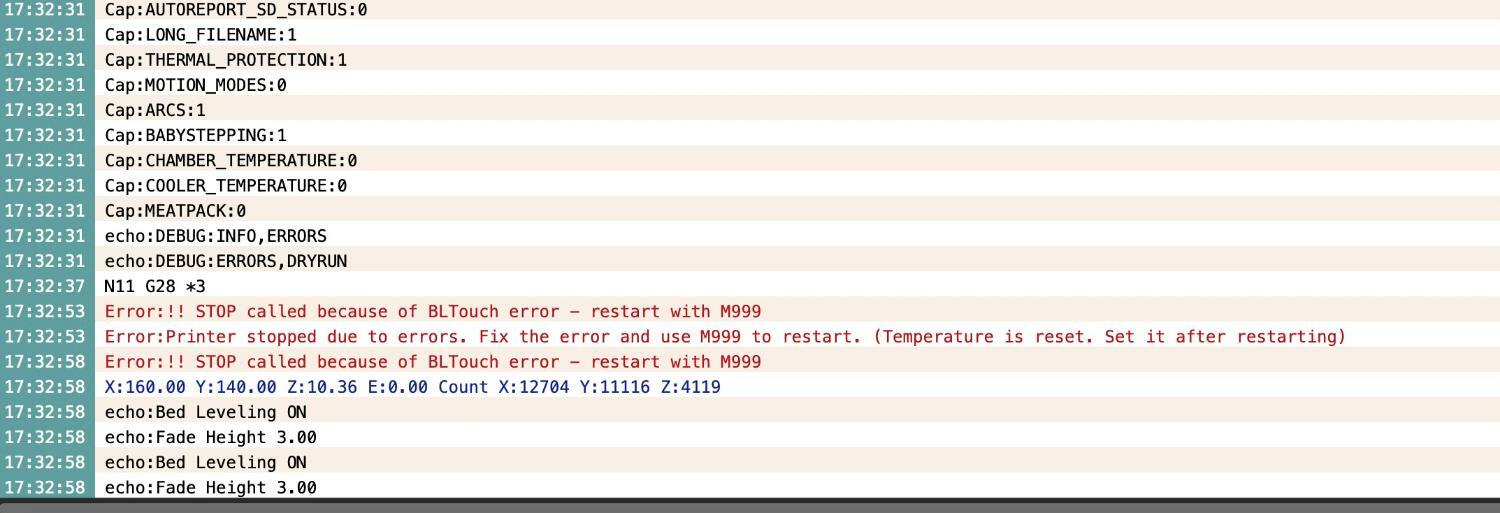
Allora: ieri ho stampato regolarmente dei pezzi in TPU e tutto ha funzionato a regola d'arte. Oggi ho riacceso per cambiare bobina e stampare delle altre cose e una volta accesa la stampante, il CR touch ha cominciato a flashare rosso e l'asse Z non va in home e resta dov'è. All'accensione la probe si muove, poi più nulla. Tutto, ovviamente, quando avevo proprio bisogno di stampare un pezzo per un lavoretto commissionato. Che diavolo può essere successo? Ho provato a staccare e riattaccare il cavo a 5 pin, pensando che si fosse allentato il connettore ma niente, non cambia nulla. Ho letto cose in giro ma la casistica che trovo è che l'asse Z crolla sul piatto e non è il mio caso: manualmente con il comando move, l'asse Z si alza ma non si abbassa e resta dov'è e sul display non viene mostrata l'altezza effettiva. Sto per provare a resettare la eeprom; può essere una soluzione o secondo voi è più grave? Può essere che sia morto il CR touch? Devo flashare di nuovo il firmware (originale) o aggiornarlo? Ma proprio oggi??? 🤬 🙏 EDIT: aggiungo screenshot del log da repetier host
-
[TPU - PETG] Stampa con bruciature (?)
Gae Tano ha risposto a Gae Tano nella discussione Materiali di stampa
Allora, altro che bruciature (di che poi...) Insospettito ho smontato l'hotend e c'era un enorme rigurgito di PETG nero lasciato da una precedente bobina 🤬 che non vedevo perché da fuori il nozzle era pulito e la stampa andava regolarmente... Vabbé, ho fatto tutto da solo; penso anche che la cosa sia di scarso interesse, per cui, mod, se volete eliminare l'inutile topic, fate pure. 🙏 -
[TPU - PETG] Stampa con bruciature (?)
Gae Tano ha pubblicato una discussione in Materiali di stampa
'Giorno! Ho appena ripulito quattro piedini che ho stampato in TPU (grigio, Eryone), da stringing e da diverse colature e punti neri che sembrano bruciature di deposito di materiale (vedi foto) e che lasciano tracce evidenti sulla stampa. Mi capita finora con il TPU grigio e il PETG trasparente (Sunlu), colori quindi dove ovviamente risultano inestetismi inaccettabili; a parità di settaggi, con il PETG grigio per esempio non vengono fuori e sul PETG nero, a occhio e croce perché se ci sono saranno molto meno evidenti, non mi pare di vederne. Di che si tratta, e come evitare 🤔? Grazie in anticipo!
-
Problemi con supporto [PETG]
Gae Tano ha risposto a Gae Tano nella discussione Problemi generici o di qualità di stampa
Grazie @Cubo, non avevo letto il messaggio. Altro utile punto di riferimento. -
[3mf files] Compatibilità Prusa Slicer e Bambu Studio
Gae Tano ha risposto a Gae Tano nella discussione Software di slicing, firmware e GCode
Eh... i miei sistemi operativi su MacOs sono troppo anziani, come me... Ho un laptop con windows 10, ora vedo se funziona li. Grazie, come sempre, @eaman -
[3mf files] Compatibilità Prusa Slicer e Bambu Studio
Gae Tano ha risposto a Gae Tano nella discussione Software di slicing, firmware e GCode
Si, immaginavo. Ma non c'è un modo di, diciamo, convertire il file? Spiego: la questione è relativa a un precedente topic sui supporti, al quale mi avevi risposto. Ho provato a modificare i supporti come mi avete indicato tu e dnasini ma niente, siamo sempre li: una volta rimosso quello che è possibile, la superficie restante risulta sempre smozzicata e il movimento della ruota dentata non è fluido come dovrebbe. Dello stesso progetto, che ho scaricato da thingiverse, ieri è comparso un remix in forma di file 3mf bambu studio, dove l'autore sostiene di poter stampare quella e altri due cilindri con le stesse caratteristiche (appoggiati su un perno), senza supporti. Però non capisco come faccia e volevo provare a importare il file per capire layer per layer cosa succede. -
[3mf files] Compatibilità Prusa Slicer e Bambu Studio
Gae Tano ha pubblicato una discussione in Software di slicing, firmware e GCode
Domanda semplice semplice: perché Prusa slicer non apre un file 3mf generato con Bambu Studio? Ovvero, cosa è che non so?