Gaido
-
Numero contenuti
144 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Gaido
-
Risolto. Grazie a tutti.
-
Ciao Fonzy. Grazie della risposta e dell'interessamento... è vero, è difficile spiegarlo a parole ma ci si prova:). Purtroppo è quello che ho cercato di fare, questo tipo di estrusore non può essere smontato più di quello che vedi in foto, perchè l'operazione successiva sarebbe togliere la piastra (mi riferisco alla parte metallica dove è montato l'hot-end) dal carrello che si muove sulle cinghie, ma non credo che servirebbe ... Tu cosa ne pensi, se caricassi una nuova bobina e provassi a fare una stampa con temperature molto alte....c'è il rischio di carbonizzazione della parte di filamento rimasta o si scioglie e il nuovo filamento spinto dalla ruota godronata e da quella di scorrimento lo aiuterebbe ad arrivare all'ugello per poi essere estruso, oppure sarebbe meglio smontare di nuovo l'estrusore portarlo ad alte temperature e cercare di tirarlo fuori con le pinze? Anche se ho sempre paura della carbonizzazione della parte di filamento rimasto, quindi lavorare con le alte temperature non sò.... Grazie ancora...
-
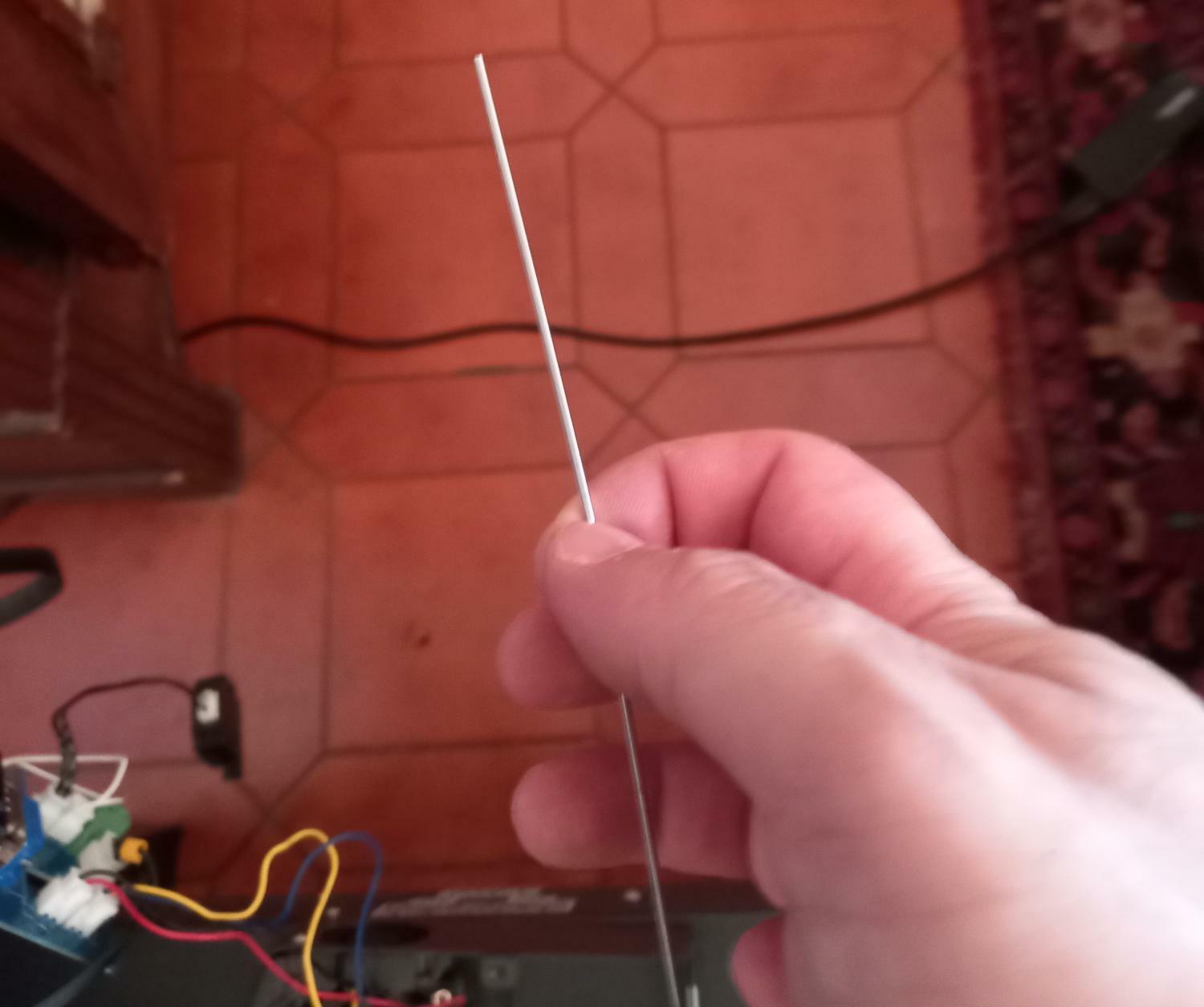
Buonasera a tutti. Vi contatto per chiedervi consigli su come posso risolvere il problema di un filamento spezzato rimasto all'interno dell'hot-end dell'estrusore. Faccio presente che ho stampato con un filamento che ho da circa un anno ed era da un pò che non utilizzavo la stampante, tuttavia, ha funzionato correttamente, ma dopo che ha finito e ho dato alla macchina il comando di tirare fuori il filamento dall'estrusore questo si è rotto e la parte restante è rimasta nell'hot-end. Ho provato a toglierlo sia a caldo che a freddo con le pinze senza risultato, poi, ho smontato l'ugello per vedere fino a che altezza arrivasse il filamento bloccato in modo tale da capirne la problematica, il risultato è che sembra che sia rimasto bloccato solo un pezzo nella parte superiore dell'estrusore. Vi allego le foto e vi chiedo gentilmente consigli su come posso risolvere questa situazione...la mia paura e quello che vorrei evitare e che si carbonizzasse parte del filamento restante....la foto dove tengo tra le dita lo strumento in dotazione per pulire e rimuovere eventuali impurità nell'hot-end, indica la parte dello strumento fino alla quale sono riuscito a risalire lungo il tubo metallico. .

-
Problemi di stampa figura primo layer (slicer)
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Hai ragione Fonzy. Ho appena misurato le due estremità e c'è una differenza sull'asse Z, il problema è sicuramente quello.. Grazie mille, non avevo pensato ci potesse essere un problema nel disegno perchè ero partito da elementi geometrici primitivi, ma poi è anche vero che ho fatto un trancia e probabilmente è lì che non ho fatto attenzione. Grazie ancora. Buona serata. -
Problemi di stampa figura primo layer (slicer)
Gaido ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buonasera a tutti. Premetto che è la prima volta che mi capita, ma dopo aver elaborato il disegno e messo sullo slicer CURA questo mi fa il primo layer solo per 1/4 della figura e per completare la figura che dovrebbe rappresentare il primo strato dell'oggetto ci mette 5/6 layers, ovviamente, al layer 6 non riesce a stampare perchè già ad un'altezza di 0,2 x 6 = 1,2 [◘mm]... Qualcuno ha già riscontrato questa problematica? Potrebbe, cortesemente, spiegarmi come posso fare ad impostare i parametri su CURA in modo che la figura sia disegnata e riempita per intero nel primo layer? Grazie. Saluti. -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Perfetto. Che dire non sò come ringraziarti Rob..lo sapevo che tu ci saresti riuscito:) -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Perfetto te lo inviato..Grazie Rob. -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao a tutti e grazie delle risposte e dell'interessamento....Io, forse rientro ancora nella categoria giovani-adulti per come è vista in Italia, anche se direi molto più adulto che giovane🙂 andiamo per i 40...Ok Rob, grazie, metti il video che stasera me lo guardo, per il file posso passartelo privatamente? I miei file preferisco non metterli sul forum. C'è un modo per inviartelo in privato?...Vi allego una foto che mostra cosa ho tirato fuori dall'ugello otturato.. praticamente il negativo dell'interno dell'ugello, non è che con il flusso al 90 % diminuisce la pressione e questo causa problemi di estrusione? eaman si mi riferisco a CURA e ho visto l'anteprima. Gli spostamenti...sia con il combing attivo --> su tutto, che disinserito si muove sempre all'interno dell'oggetto, però devo ammettere che su come "analizzare" l'anteprima non ne capisco granchè... Cosa mi consigliate di fare... 1) provare ad aumentare il flusso a 100%, in modo da aumentare la pressione all'interno dell'ugello 2) Mettere il combing con distanza prima che faccia una retrazione di 350 [mm] e così facendo disattivandola (però, già provato con i risultati che vedete nell'immagine), oppure provare ad attivare il combing e quindi accettare la retrazione (che stampando con TPU sarebbe da evitare) 3) Modificare altri parametri che influenzano la retrazione, ma al momento non riesco a capire quali possano essere 4) Modificare altri parametri che non hanno a che fare con la retrazione (Temperatura, velocità, % flusso, altezza layer (al momento = 0,2), spessore layer (attualmente = 0,4) o altri che al momento magari a me sfuggono ma sono egualmente importanti.
-
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Scusami Rob...mi sono svegliato adesso..si è così, si ottura a 1/2 del primo layer...prima non dà problemi... Tu usi CURA? su CURA ti dice che se non metti il combing ti fa la retrazione in automatico, immagino che se: Combing disattivato: estrude una linea in diagonale da una parte all'altra della figura che stai stampando, poi smette di estrudere, retrazione, esce fuori dalla figura, ritorna al punto iniziale e fa un'altra linea in diagonale adiacente alla prima (3 viaggi-->2 linee).... Attivando combing, invece, dovrebbe lavorare in continuo, cioè, arrivando al fondo della figura fa una linea e poi senza fare retrazione ritorna al punto iniziale ("viaggio di ritorno") estrudendo una linea parallela alla prima, dentro la figura (2 viaggi-->2 linee)... (per favore, dimmi se ho sbagliato ragionamento tra combing attivo e disattivo) Anche le mie lavorano in continuo, però, non ho capito se è per il combing attivo o di default? Che il motore, attraverso la ruota dentata, non ce la faccia a spingere bene il filo dentro all'hot-end e al blocco riscaldato? Però perchè il problema si presenta dopo aver estruso 1/2 figura? e poi se fosse così non si presenterebbe quella deformazione in corrispondenza della ruota dentata quando l'ugello si ottura, perchè vorrebbe dire che non imprime forza al filo... Purtroppo...non sono un ragazzino che è qua sopra per passatempo...quindi, devo cercare di risolvere questo problema ed imparare a stampare in TPU... -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Secondo me, potrebbe essere questo...perchè i pezzi che ha "stampato" sono tutti superiori a 3 cm, anzi, vanno dagli 8 agli 11 cm...siccome lo strato lo faceva/costruiva linea per linea...credo che di retrazione ne ha fatte un bel pò....però adesso a quanto devo impostare questo parametro? Cioè, non ho capito, se metto 0 se disattivo l'opzione, oppure, mi abilita la retrazione di default? -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
C'è anche il parametro massima distanza di combing senza retrazione era impostata di default a 30 mm (3cm), non è che era quello il problema...adesso l'ho impastato a 0...perchè dice...per valori diversi da 0, le corse di spostamento con combing utilizzeranno la retrazione... -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Grazie Rob per la risposta...si ho provato...va un pò di +, ma poi ripresenta lo stesso problema...adesso sto provando a guardare tutti i parametri in CURA che possono riguardare la ritrazione. Altre cose non mi vengono in mente...ho cambiato l'ugello, stretto meglio al cubetto riscaldante, la temperatura materiale è al massimo 220° e lavoravo a 215°, ho abbassato il flusso al 90%, lavoro a una velocità di 20 [mm/s] che non mi sembra granchè:) per dare problemi di stiratura, cambiato la durezza del materiale da 90a --> 95a, livellato bene il piatto (infatti la sagoma dell'oggetto la fa bene e non si formano grumi intorno all'ugello mentre lavora). Però ho visto in CURA su preferenze che ci sono diversi parametri che fanno riferimento alla retrazione che è l'unica cosa che mi potrebbe far pensare a problemi di otturazione... Inoltre, non ho capito la modalità combing che influisce sulla retrazione (anche se comunque è flaggata).... Non sò..potrebbe essere del tutto un problema di stampante secondo te, è dire che un direct? -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Rob...forse ho capito quale era il problema...nelle funzioni exper dello slicer Cura...c'è una voce --> RETRAZIONE PRIMA DELLA PARETE ESTERNA --> ERA FLAGGATA...Adesso l'ho disattivata -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao Rob...cambiano i suonatori ma la musica non cambia:)....cambiato materiale e messo ugello nuovo...purtroppo ripresenta lo stesso problema...ma secondo voi, a sto punto, a cosa può essere dovuto?...Le foto mostrano il piatto con il tentativo di stampa e il filamento tirato fuori a 150° che come si può vedere è "mangiato" in punta, smontato ugello....ugello completamente otturato (si è formata una palla dentro)...però rispetto all'altra volta non dà il problema dello "spingifilo" crea deformazioni minime..(neanche visibili...bisogna proprio toccare il filamento per sentire un minimo di rientranza/deformazione)...
-
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Grazie Rob...proverò a comprare lo stesso filamento che ho visto su Amazon..anche perchè dalla foto sembra dia buoni risultati..poi mi sembra che sia abbastanza elastico (nella foto era una cover per il cellulare) ed avendo una durezza più alta rispetto al 90a shore potrei stamparlo a una velocità maggiore e quindi metterci meno tempo...su questa storia probabilmente era un problema di materiale...si ma quanti problemi e speriamo sia riuscito a mettere apposto e che non ce ne siano di nuovi...comunque, ti ringrazio per l'aiuto e il tempo che mi hai dedicato. -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
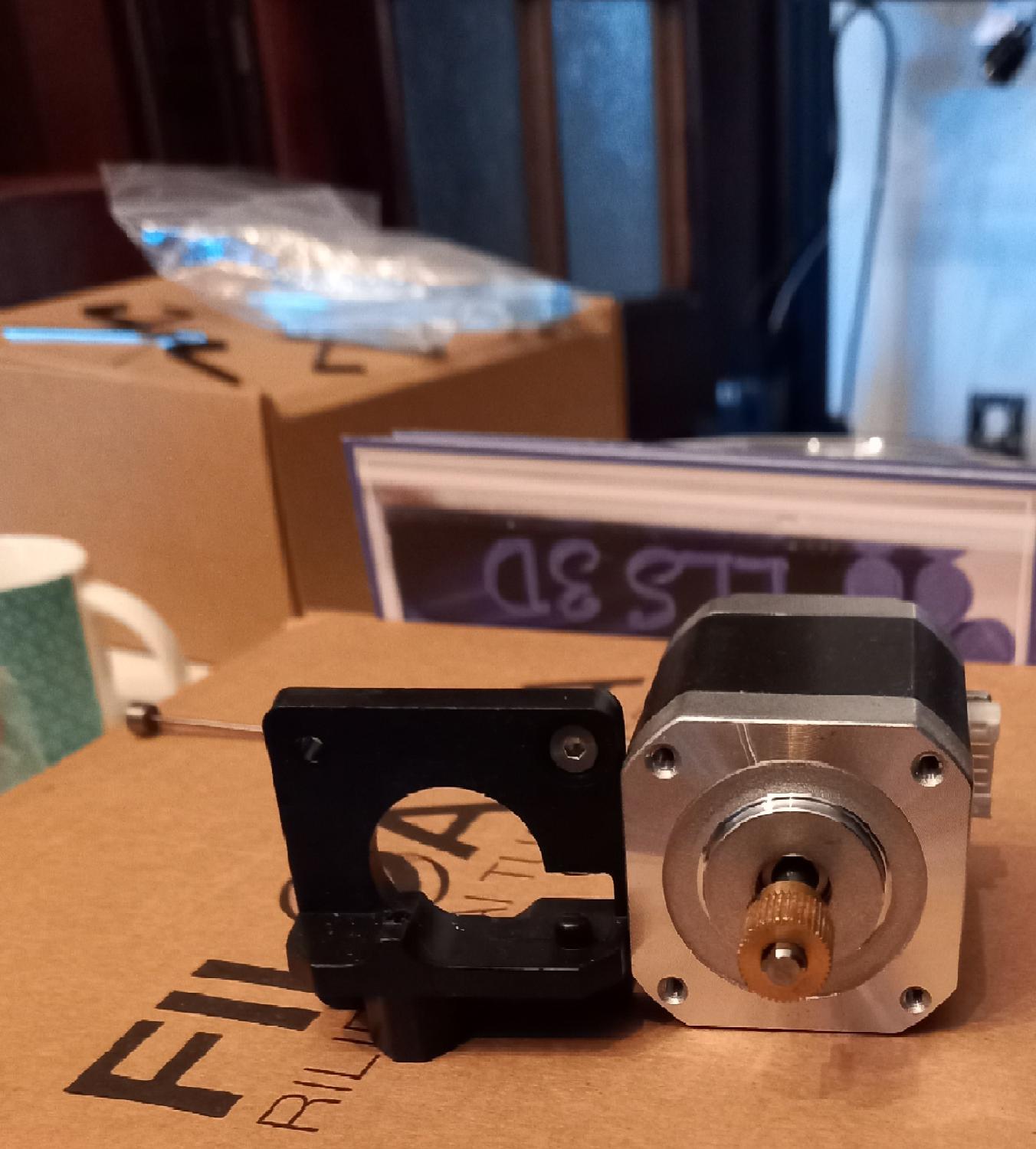
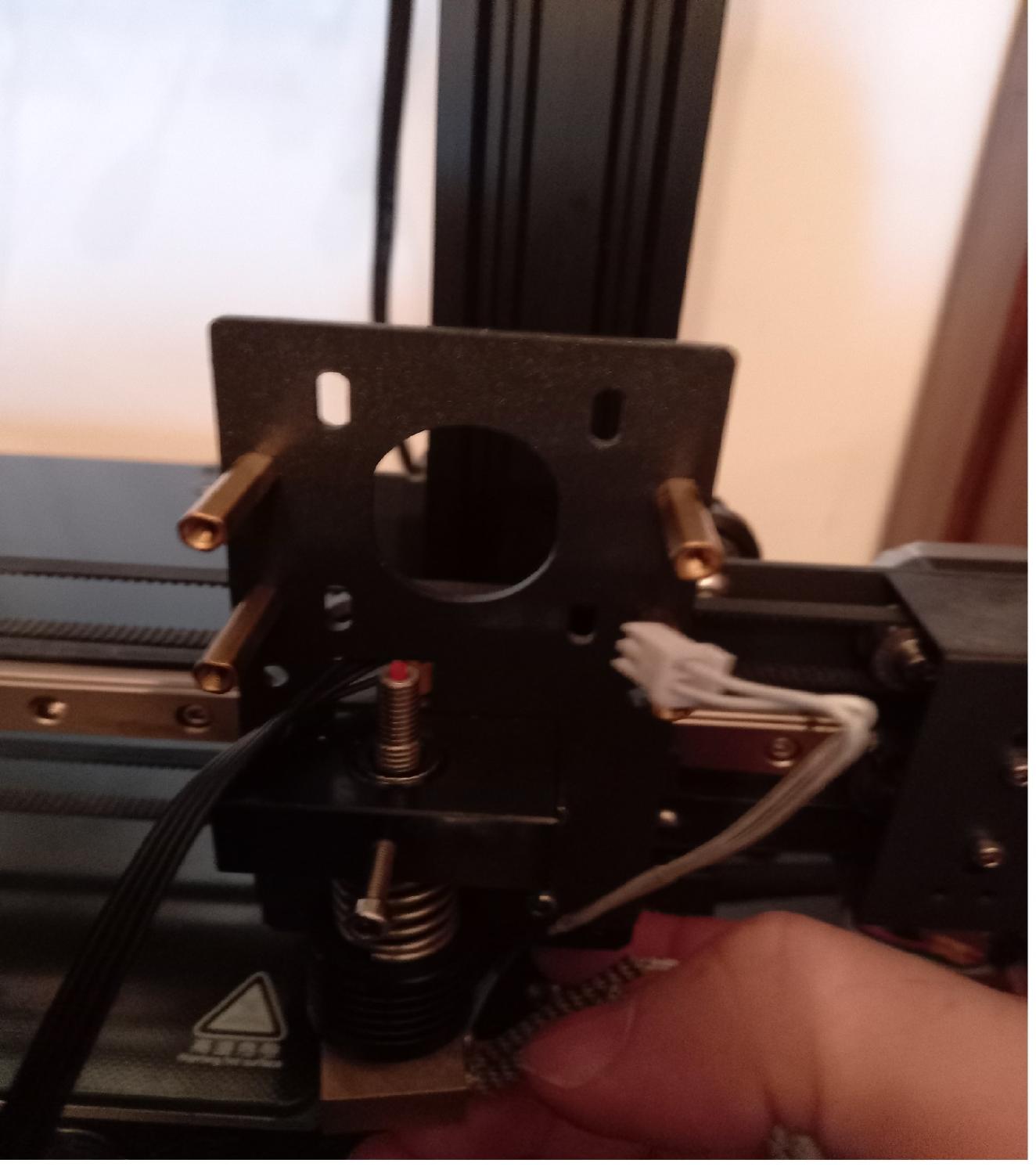
purtroppo è l'unica che ho...ha ancora il filamento dentro (in rosso)...il cavo bianco serve per dare la temperatura dalla scheda al termistore (quindi quando dovevo svitare o avvitare lo collegavo alla scheda...davo il comando sul display della macchina...e portavo il blocchetto riscaldante a temperatura..)...il blocco di cui tu mi ha chiesto la foto, si inserisce da sotto...nella parte superiore (che fa parte del blocco) c'è una ghiera su cui si avvita un bullone che una volta tirato su il blocco permette che tutto il sistema stia fisso senza che lo debba tenere...il bullone serve anche per regolare l'altezza del blocco e di conseguenza abbassa o alza l'ugello in questo modo viene fatto il livellamento..il piatto si livella con il primo estrusore (non è autolivellante purtroppo...), mentre, il secondo (cioè questo della foto) si regola l'altezza alzando o abbassando il bullone)..nella foto che vedi avevo anche tolto la ruota godronata attaccata al motore e la ruota che è accoppiata a questa entrambe fungono da spingifilo ...
-
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao Rob...scusa se rispondo solo ora ma stavo dormendo...un paio di foto le ho fatte...si ne ho una del blocco...la allego
-
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Grazie Rob...purtroppo, li devo comprare e per il momento l'ho lasciato "bollire" per un 20-30 minuti...un pò di sporcizia e di pulviscolo si vede che è venuto via...però non ho provato a vedere se e come stampa...comunque, il problema del filo che non usciva era dovuto all'hot-end...adesso lo inserisce e lo sfila normale, però non sò prossima stampa vediamo come vanno sia l' ugello che hot-end...Per il TPU, che materiale mi consiglieresti e con quale durezza? e per l'ugello mi consigli di rimanere con quello da 0,4 o cambiare? -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ciao Rob...posso chiederti per favore come posso pulire l'ugello che si era di nuovo otturato...ho smontato nuovamente tutto l'estrusore...il filo si era bloccato dentro l'hot-end...un lavoraccio non ti dico....adesso l'ho tolto e devo rimontare tutto però prima vorrei pulire l'ugello...già che è svitato.. in acqua bollente per quanto tempo? che non mi ricordo... -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ma non è un ago è un'asta metallica che si infila nell'hot end...c'è anche uno strumento a diametro ago ma più lungo che serve per sturare l'ugello... -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
grazie per la risposta...allora ti chiedo 2 cose, per mia ignoranza personale visto che sono un neofita...1) se questo può portare problemi di stampa (credo di si)....2) Ho uno strumento che mi è stato dato in dotazione una specie di asta in acciaio che entra all'interno dell'hot-end...posso usare quello per pulirlo?...oggi l'ho usato per vedere se era rimasto del filamento dentro l'hot-end...ma posso usarlo anche per pulirlo senza smontare tutto...magari ci faccio un pò di giri dentro (delicatamente) per staccare i pezzi più grossi.. anche qui per favore potresti farmi sapere cosa ne pensi? Poi non chiedo più nulla che per oggi abbiamo dato:) Anzi grazie a tutti per l'aiuto e per la disponibilità che avete avuto.... -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Non lo sò muffo...chiedo a voi che siete più esperti di me...tra l'altro secondo te è normale che da quando ho usato il TPU, tutte le volte che devo tirare fuori il filamento dalla estrusore mi dà problemi? -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Comunque a sto punto è il materiale che ...o è troppo morbido e non va bene o ha preso umidità o è proprio una merda che non riusciva ad usare più neanche chi me l'ha dato e magari lo ha fatto apposta...così dice non riesce a farlo e se lo viene a fare stampare da me a 10 euro/ora... l'ultima, ovviamente è ad essere mal pensanti...ma si dice che a volte ci si azzecca...speriamo non sia questo il caso.. -
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
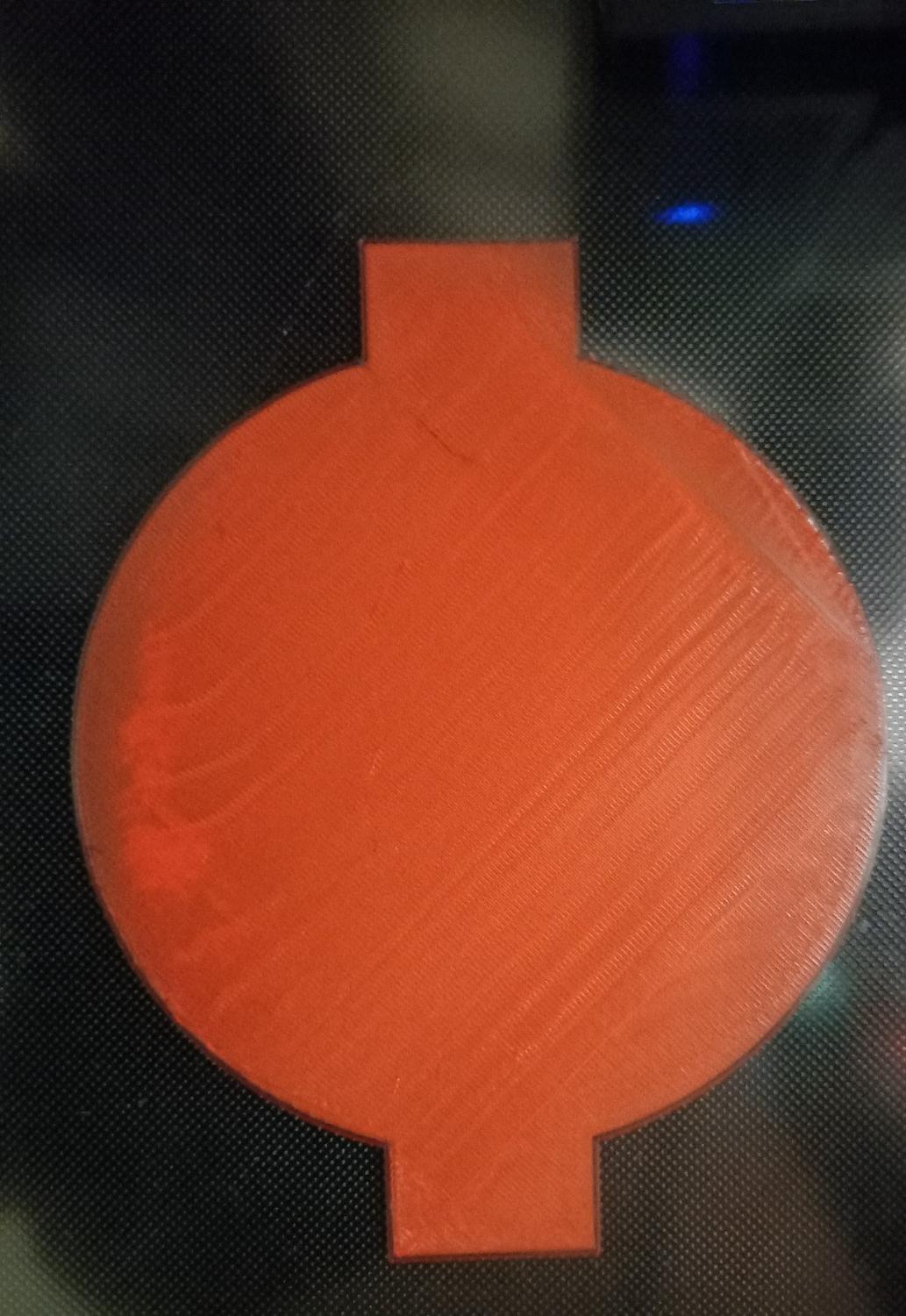
Voi che ne dite ci sono problemi di livellamento? (forse minimi)...arricciamenti materiale intorno all'ugello non ce ne sono...l'hot end è apposto anche se ho lasciato i parametri del tpu...l'ho fatto andare un pò per vedere se venivano fuori gli stessi problemi e per spurgare un pò hot-end e ugello...ma direi di no...a questo punto non sò...io continuo ad avere perplessità sul materiale...se lo tocco sembra gomma...forse troppo morbido o ha preso umidità...però non sò aspetto un vostro parere alla luce dell'immagine allegata = 1 giro di layer in PLA, estruso a 230°, dell'oggetto... Aggiornamento --> non mi tira fuori il filamento quando gli dò il comando...allora sì potrebbero esserci problemi all'hot-end..aspetto vostre conclusioni...
-
PROBLEMI DI STAMPA CON TPU
Gaido ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
o ci sono arricciamenti vicino all'estrusore...che vuol dire cattivo livellamento piatto..però per il momento sembra andare...