Tuttoslot
-
Numero contenuti
132 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tuttoslot
-
A fine riga lascia materiale
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
@Truck64 Grazie per l'aiuto Questo è il file di testo del contenuto della eprom 09:09:55.621 : echo: G21 ; Units in mm 09:09:55.621 : echo: M149 C ; Units in Celsius 09:09:55.621 : echo:Filament settings: Disabled 09:09:55.621 : echo: M200 D1.75 09:09:55.621 : echo: M200 D0 09:09:55.621 : echo:Steps per unit: 09:09:55.621 : echo: M92 X80.00 Y80.00 Z788.17 E99.93 09:09:55.621 : echo:Maximum feedrates (units/s): 09:09:55.621 : echo: M203 X500.00 Y500.00 Z10.00 E50.00 09:09:55.621 : echo:Maximum Acceleration (units/s2): 09:09:55.621 : echo: M201 X500 Y500 Z100 E5000 09:09:55.621 : echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> 09:09:55.621 : echo: M204 P500.00 R1000.00 T500.00 09:09:55.621 : echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_ms> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk> 09:09:55.621 : echo: M205 S0.00 T0.00 B20000 X8.00 Y8.00 Z0.40 E5.00 09:09:55.621 : echo:Home offset: 09:09:55.621 : echo: M206 X0.00 Y0.00 Z0.00 09:09:55.621 : echo:Auto Bed Leveling: 09:09:55.621 : echo: M420 S0 Z0.00 09:09:55.621 : echo:PID settings: 09:09:55.621 : echo: M301 P24.86 I2.18 D70.78 09:09:55.621 : echo:Z-Probe Offset (mm): 09:09:55.621 : echo: M851 Z-1.20 -
A fine riga lascia materiale
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Spento/riacceso + volte. Adesso mi torna alla "home" giusta e lancio una nuova stampa. Patatrack Mi sa che la scheda madre è proprio andata! -
A fine riga lascia materiale
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Come avrai visto, nella pagina precedente dei download, parlano che il firmware copre sia la silent che la base. I dati in eprom li ho inseriti con repetier host, scrivendoci direttamente e non con comando Gcode. Alla riga M92, corrispondono tutti i dati da me inseriti, dopo la verifica degli step mm e calibrazione xy Ho fatto il debug con il comando M122 ed è andato a buon fine. La "home" adesso è tornata al centro del piano di stampa Aggiornamento: lanciata la stampa del cubo, questa m di stampante si è di nuovo resettata con l'Home di lato del piatto di stampa La disperazione inizia a prendere il sopravvento -
A fine riga lascia materiale
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Ho scaricato il firmware ufficiale dal sito di creality. Poco fa ho tentato anche di rimettere la versione 1.70.1 (che era quella precaricata nella scheda madre), anzichè la 1.70.2 che avevo aggiornato, ma nulla. Stesso problema. Mi viene pensato che, quando ho fatto la calibrazione del PID per l'estrusore, ho scritto direttamente in eprom i 3 parametri k, da repetier host. Ma ho aggiornato solo i parametri k e nient'altro. Potrebbe essere andati in vacca tutti i parametri eprom? -
A fine riga lascia materiale
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
A proposito di studiare... Intanto il problema hot end è risolto. Grazie Ma ora s'è impazzita e adesso il suo "home" è tutto a dx sul piatto e fa versi strani quando gli dico di andare a home. Guarda il video Non è che mi senta proprio fortunato -
A fine riga lascia materiale
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
@Truck64Calibrazione PID estrusore? neanche avevo mai sentito che si facesse questa operazione. Ho trovato un video online e sto facendo... ma già che mi sta riscaldando il nozzle senza bloccarsi è buon segno A fra poco -
A fine riga lascia materiale
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Aggiornamento... buone e cattive notizie A furia di domandarmi: "ma possibile che capitano solo alla mia stampante?" e "possibile che sono così impedito con questa stampante?", è iniziato a sorgermi il dubbio che c'era qualcosa che non andava ed ho pensato: "vuoi vedere che la scheda madre ha problemi?" Ieri pomeriggio ho sostituito la scheda madre con quella silenziosa, che avevo acquistato insieme alla stampante, ma che non avevo ancora montato. Subito è stata una rinascita!!! I cuvini sono venuti quasi perfetti e non mi ha più preso in giro con le altezze dell'asse Z. Sistemati gli step mm e le calibrazioni degli assi vado a stampare l'ultimo cubetto di test e... errore di riscaldamento! Riprovo, sempre errore. Stacco repetier host e stesso problema. Faccio una verifica e noto questo: Questo problema lo fa a qualsiasi temperatura imposti, sia più alta che più bassa. Ho paura che la usb con il quale era connessa la stampante al pc, abbia dato qualche scarica ed abbia fritto anche questa scheda madre. Secondo voi è possibile? Ho già fatto una segnalazione a Creality official, speriamo bene Ah, ho provato anche a cambiare l'hot end... non si sa mai. Ma nulla -
A fine riga lascia materiale
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Tutto sballato. Cubino da 0.7= x 0.79 e Y 0.64 con gli altri lati 0.59 e 0.62 Adesso provo a connettermi e calibrare -
A fine riga lascia materiale
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Sto facendo ora il thin wall test, avevo ricalibrato gli stepmm perchè avevo sostituito l'estrusore, che l'originale in plastica si era spaccato. Appena finito metto il risultato -
A fine riga lascia materiale
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
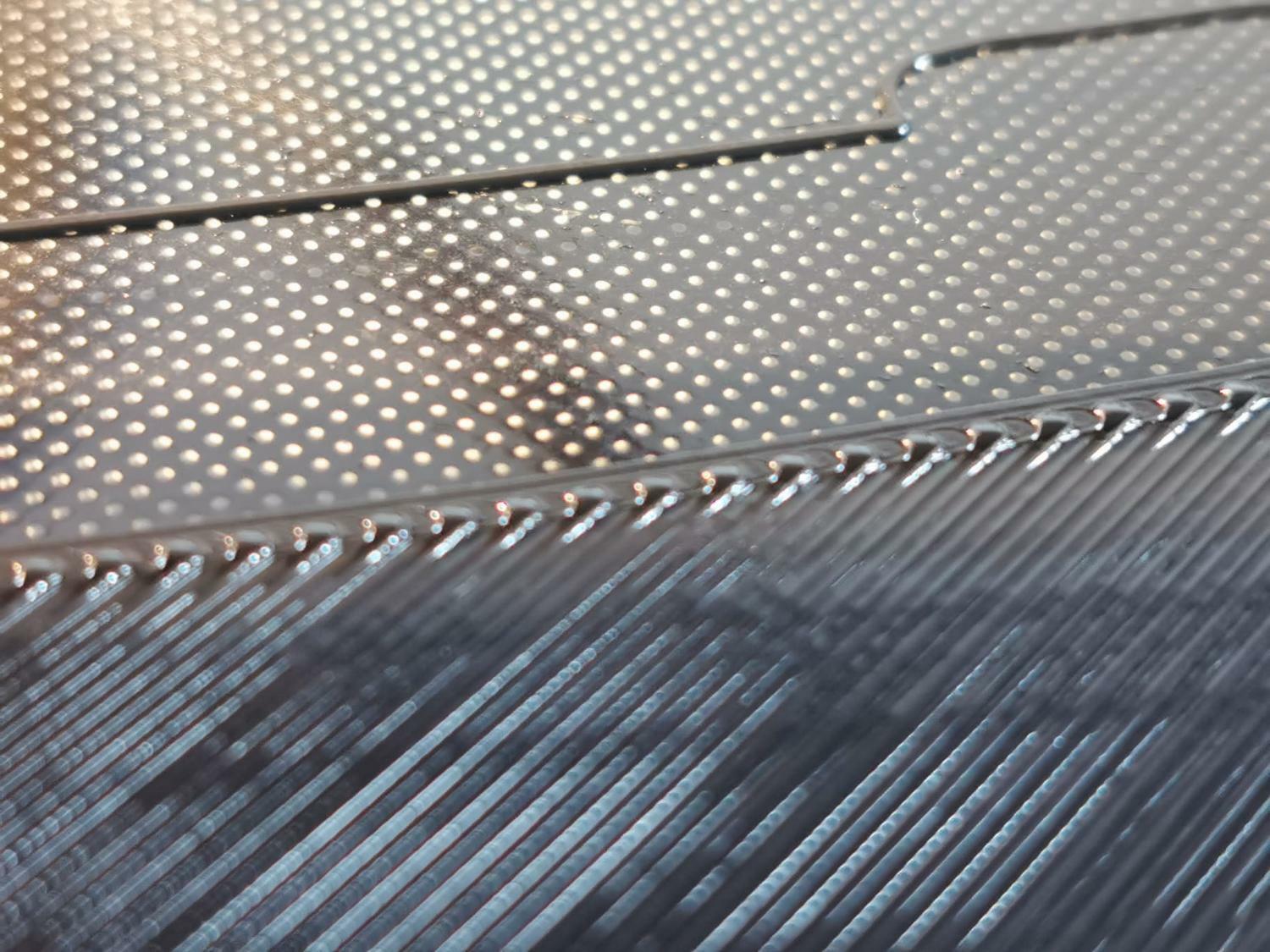
@KillrobGrazie, proverò a vedere se la distanza minima di retrazione è troppo bassa Altro problema: dopo aver cambiato estrusore e rifatto la taratura degli step mm, noto che il pezzo è scarso di materiale. A confronto col pezzo fatto con il vecchio estrusore ed il nozzle da 4, quest'ultimo (con nozzle da 6) anzichè essere più robusto, al contrario è più morbido e flette con facilità e addirittura vedo filtrare luce su un punto dove ho due strati da 0.4, sopra un'ulteriore strato ma che ha un disegno con delle strisce dove sul primo strato non c'è materiale . Attraverso questo vedo filtrare luce. La sensazione è che estruda poco materiale Sto usando del pla+ di Esun -
Ender 5 Plus pulizia ugello prima della stampa
Tuttoslot ha risposto a Tuttoslot nella discussione Creality
@muffoMa è possibile che ad ogni stampa che lancio, devo sempre andare a modificare il parametro di aggiustamento? E' assurdo. Sto graffiando tutto il piatto. A stampa appena finita con calibrazione perfetta tramite adjustment, ne lancio una successiva e trovo che appena inizia a stampare mi è salito il piatto di 2-3 e anche 5 decimi. Assurdo. Tra i parametri di stampa ho impostato il livellamento automatico prima di ogni stampa. E' ancora in garanzia, che faccio? -
A fine riga lascia materiale
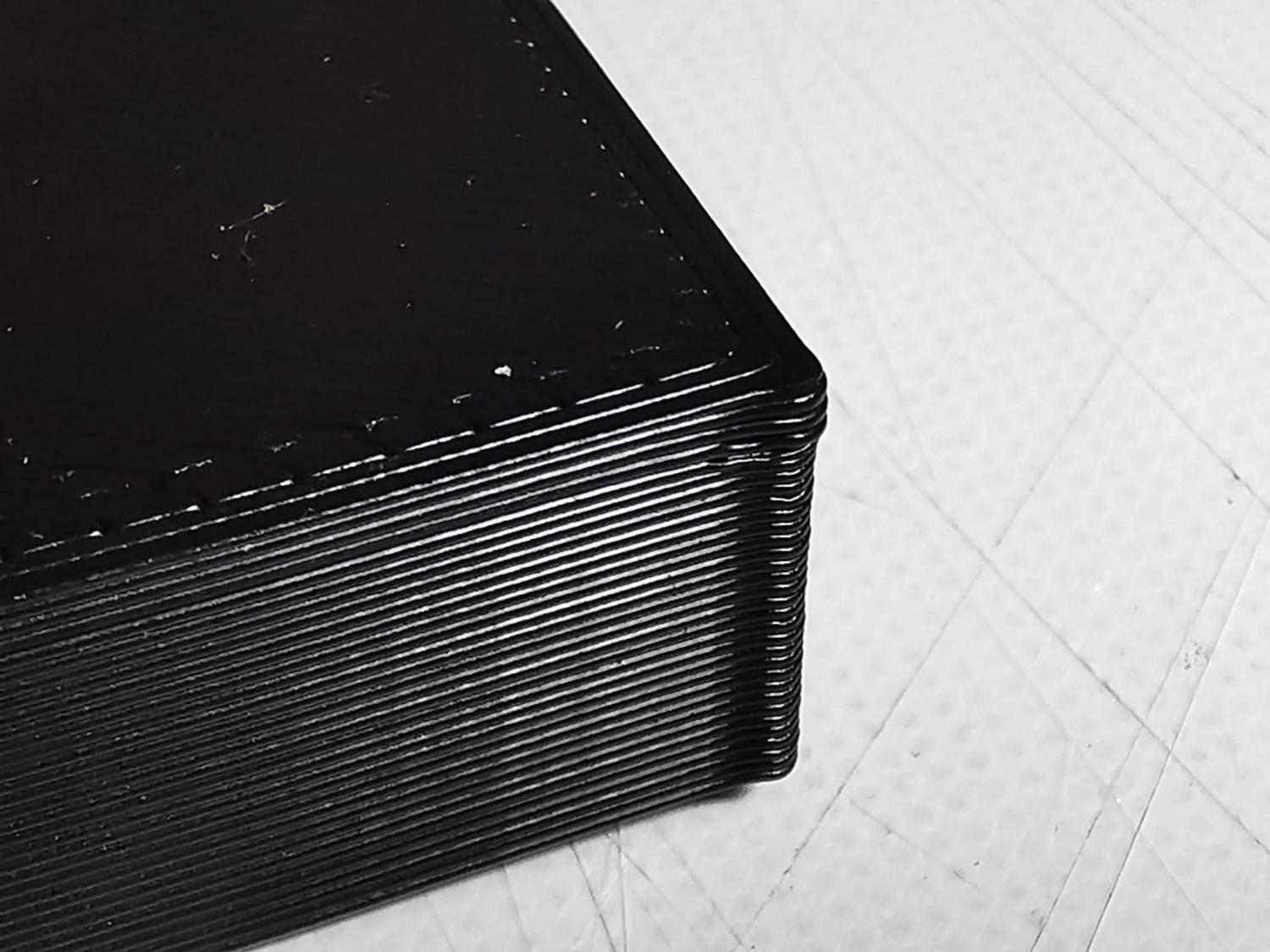
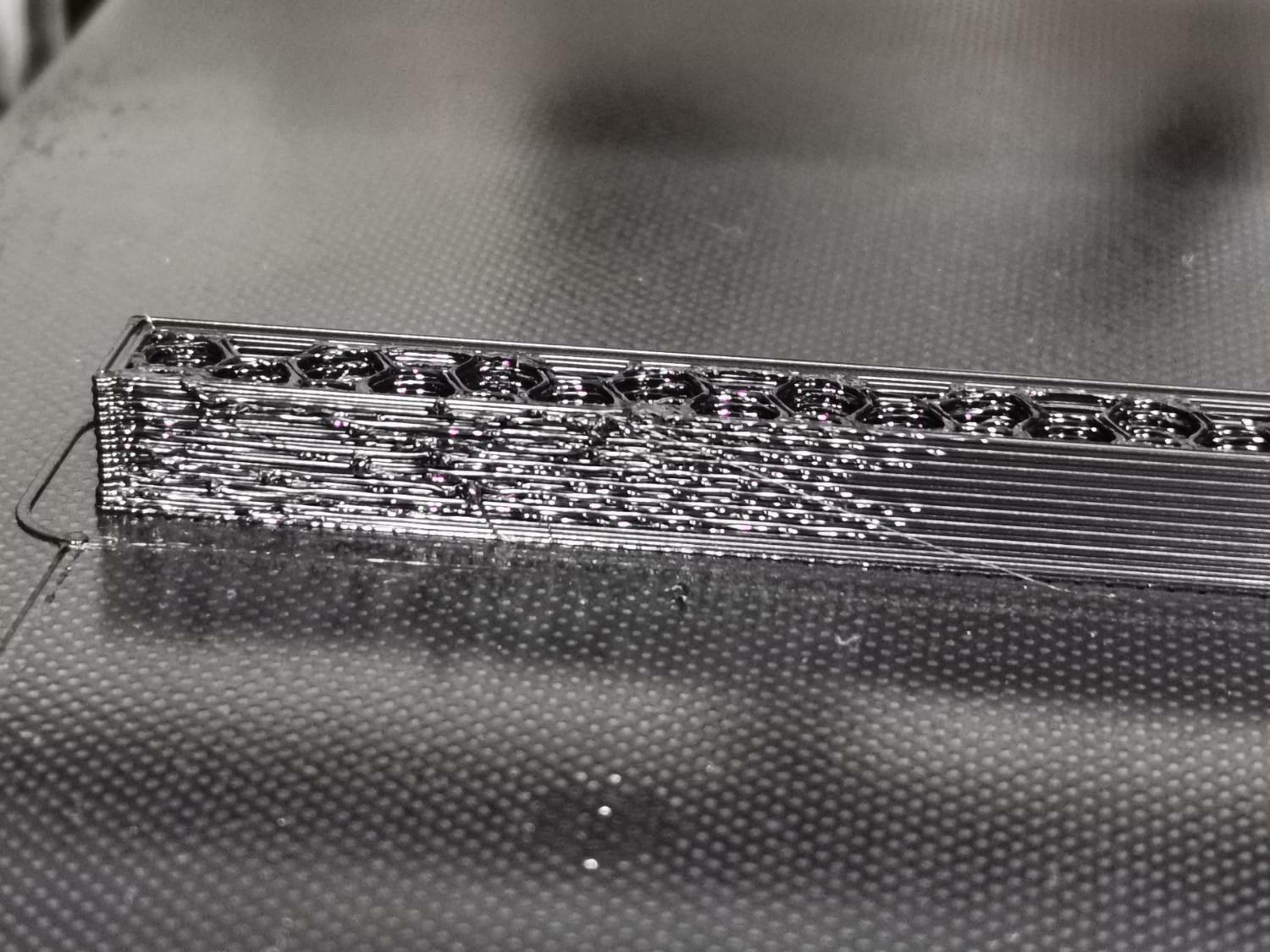
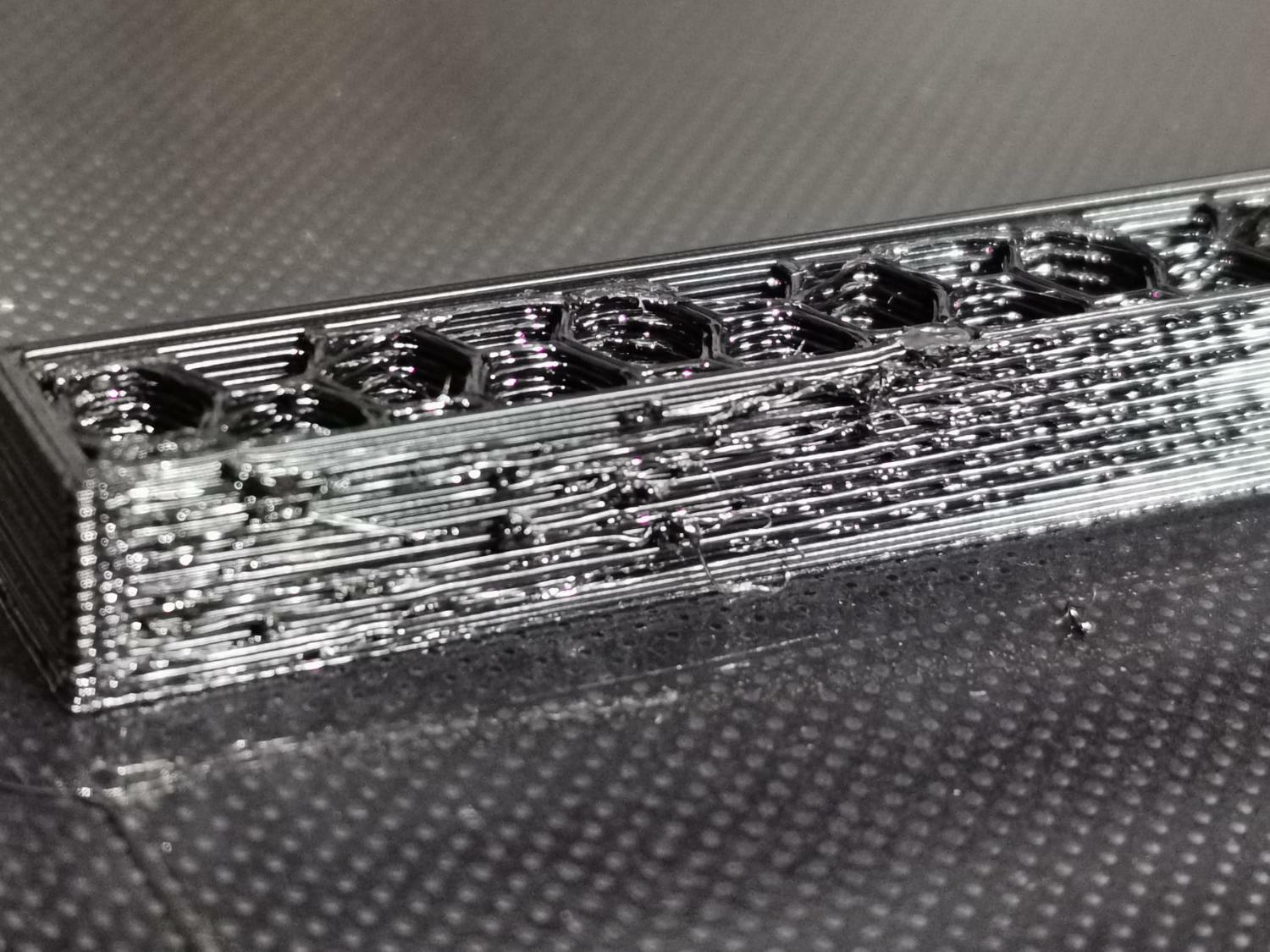
Tuttoslot ha pubblicato una discussione in Problemi generici o di qualità di stampa
Continuo a cercare una soluzione per le stampe decenti. Pian piano, grazie a voi, ci arriverò, ma ancora la strada è lunga con questa ender 5 plus... croce e delizia, ma per il momento solo croce. Giusto l'ultima: spaccato l'estrusore a 6 ore e mezza su 7 di stampa... Per fare oggetti che non servono necessariamente definiti e particolarmente grandi, ho montato un nozzle da 6, al posto del canonico 4. Ho fatto un po' di settaggi di rito: diminuita un po' la velocità fino a 55, aumentata la temperatura a 220 ed anche la retrazione che ora è 6 e 6.0. Ma sulle stampe c'è questo che si vede in foto e in questo video: https://photos.app.goo.gl/deVdWT4XZC3XasBq6 Sapete indirizzarmi verso una soluzione?
-
C'è qualcosa di troppo negli angoli
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
@akitaBellissimi questi gommini. Già scaricati e domani li stampo e li metto sulle mie I3 Mega. Per la ender 5plus, non credo ci sia bisogno. Ho fatto delle prove e non si muove paglia intorno alla stampante -
C'è qualcosa di troppo negli angoli
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
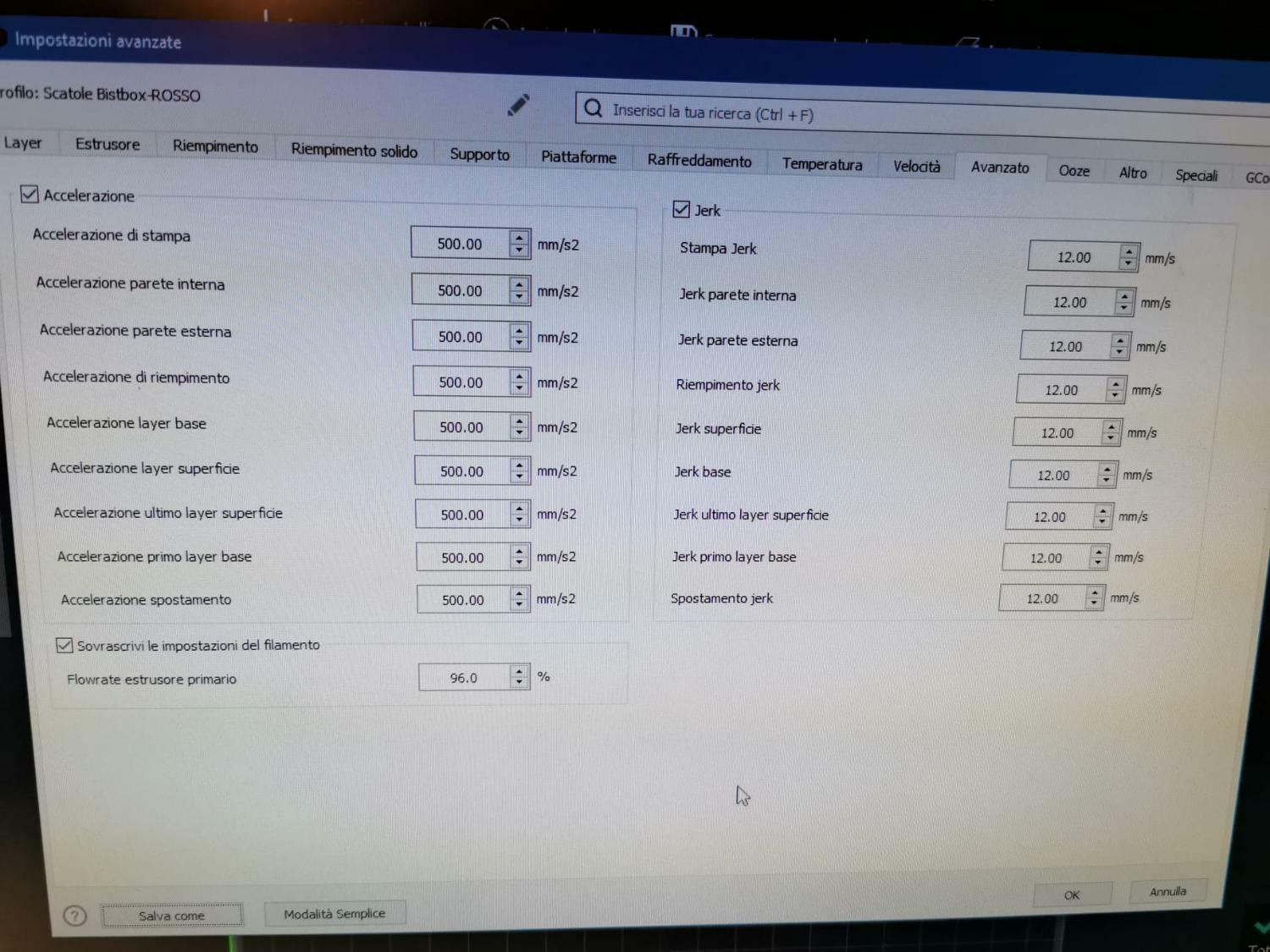
min... che valori enormi!!! Proverò ad avvicinarmi poco per volta, non vorrei mi si smontasse la stampante con cotanta accelerazione -
C'è qualcosa di troppo negli angoli
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
ci manca solo che me la porto a letto... già passo più tempo con loro che con mia moglie🤣🤣🤣 @akitaQuali sono i valori dell'accelerazione che modifichi. Nello slicer ce ne sono una marea, così come per il jerk (che per non sbagliare metto tutto pari)
-
C'è qualcosa di troppo negli angoli
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Grazie Eaman, per il jerk ho già fatto una prova, impostandolo a 8 (xy) tramite lo slicer (ideamaker) è già migliorato qualcosa nella qualità di stampa rispetto alle impostazioni di default, ma c'è ancora da lavorare. Per l'estrusione devo ricontrollare tutto, che mi sa ho fatto qualche casino all'inizio. Grazie per avermi dato una strada certa da seguire per risolvere il problema -
C'è qualcosa di troppo negli angoli
Tuttoslot ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti. Terminato il periodo di inattività, torno al lavoro e riparto con le stampe dei cordoli con la mia Ender 5 plus. Tutto bello. Ho risolto i problemi di adesione e settaggio Z (ho smesso di litigare con il bltouch) ma sugli angoli delle stampe trovo sempre troppo materiale che sforma l'oggetto. Mi sapete indicare su quali parametri lavorare per risolvere, o perlomeno provarci? Spero che dalle immagini si comprenda meglio quello che scrivo
-
Ma se volessi stampare sopra un oggetto già stampato?
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
@dnasiniLeggo bene, studio, provo e casomai festeggio con voi. @mcmady@Killrob@Otto_969 Purtroppo domani, che oggi un cliente mi reclama Ovviamente condividerò quì il risultato e impressioni Grazie a tutti -
Ma se volessi stampare sopra un oggetto già stampato?
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
@dnasiniUso Ideameker come slicer preferito e trovo questo suggerimento molto interessante... solo che non so come fare @dnasiniMolto interessante il post! Finora ho fatto sempre tutto a mano, anche la pausa. Quando arrivavo al layer prestabilito, pigiavo il pulsante di pausa e cambiavo filo per poi far ripartire la stampa. Con il comando di pausa si apre un mondo e non sarò più costretto a stare ad aspettare il raggiungimento del layer prestabilito per il cambio filo. Mi studio quel post per abilitare la pausa sulle mie stampanti -
Ma se volessi stampare sopra un oggetto già stampato?
Tuttoslot ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
@mcmady@Otto_969Grazie per queste prime info. Finora ho fatto cose analoghe, ma con minore necessità di risoluzione e pertanto dei layer intermedi potevano andare bene. Stampavo la base, cambiavo il filo e proseguivo la stampa. Ora però con esigenza di risoluzione maggiore il problema si pone, eccome. Basterebbe anche la soluzione di mcmady, ma non so come fare. Aspetto con pazienza, siamo sempre sotto feste, altre info. -
Ma se volessi stampare sopra un oggetto già stampato?
Tuttoslot ha pubblicato una discussione in Problemi generici o di qualità di stampa
Esempio: una medaglia. La parte sotto (rotonda o quadrata che sia) sarà stampata di un colore e con layer alti e molto velocemente, mentre la parte grafica superiore sarà di un altro colore e richiede dettagli da altezze layer da 0,1. C'è un modo di far digerire allo slicer, o un trucchetto per iniziare una stampa a partire da sopra l'oggetto già stampato (tipo da 2mm)? -
E ora qualcosa di utile
Tuttoslot ha risposto a Killrob nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
@KillrobMolto ben fatto! Ammiro la pulizia della stampa, in particolare nella parte del contenitore. Settaggi perfetti... un giorno ci arriverò anch'io... grazie a te e al forum ci arriverò!! -
Il materiale non aderisce al piatto
Tuttoslot ha risposto a Livios88 nella discussione Problemi generici o di qualità di stampa
@Livios88 Facci sapere anche quale stampante usi e cosa hai messo sul piatto o di cosa è fatto il piatto, visto che vuoi provare con il vetro. Di informazioni per farti aiutare non hai messo niente -
Ender 5 Plus pulizia ugello prima della stampa
Tuttoslot ha risposto a Tuttoslot nella discussione Creality
@muffoHai pienamente ragione, guardando meglio tutta la procedura di partenza stampa, mi sono accorto che cadeva al centro solo qualche rimasuglio di filo più consistente, ma la effettiva estrusione iniziava una volta a lato del piatto. A proposito, c'è modo di fare la prima estrusione di pulizia, ancora più a lato? Mi capita di stampare oggetti grandi e la strisciata di pulizia si trova già dove andrà poi l'oggetto -
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
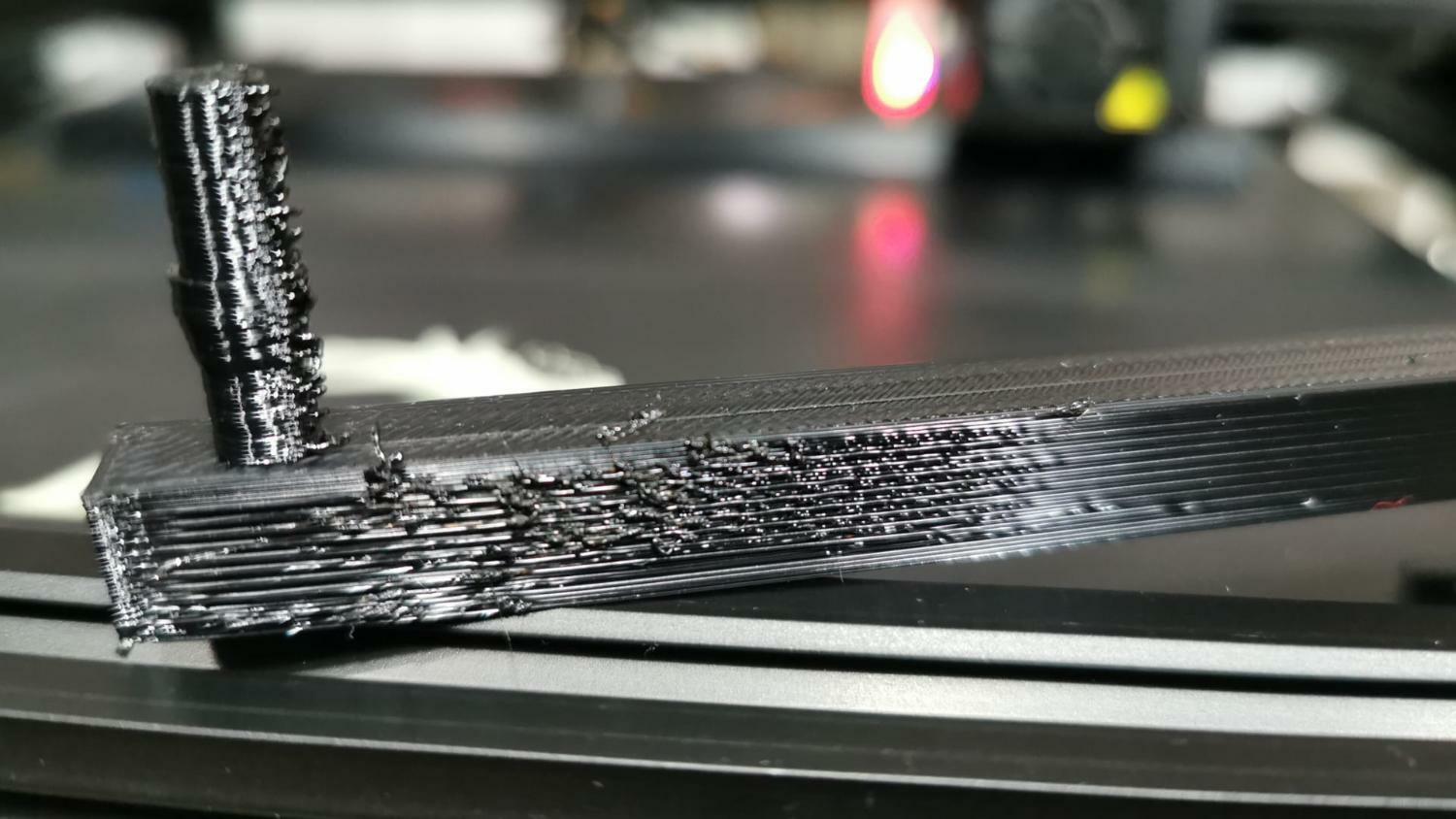
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
nella foto sopra c'è una parte della maniglia che sto stampando in petg. Dall'altra parte e solo e sempre su quel punto si vede una specie di sottoestrusione. Ho provato a ridurre la velocità e adesso sono a 35, che la ritenevo ottima per il petg, ma nulla. Oltretutto ho sempre quei filetti che avanzano nella parte tonda. La cosa buffa è che con il PLA sono venute delle stampe di test favolose Che potrebbe essere?

.jpeg.7ee406fb9c72aa08a1dc826701037b25.jpeg)