Tuttoslot
-
Numero contenuti
132 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tuttoslot
-
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
aspetta, questo oggetto è stato stampato con la Anycubic mega s. Questi piccoli ancora non ho neanche provato a metterli nella grande. Solo che per me è un problema congenito, di slicing, me lo trovo in tutte e due le anycubic e, per l'oggetto che sto stampando adesso sulla ender anche sugli angoli del megaparallelepipedo, tipo questo in foto. Sull'altro angolo è più marcato, ma adesso c'è sopra il nozzle. Per precisare questo è petg
-
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
@muffo Non ho nemmeno avvertito che sei stato brusco. Poi sono davvero molto determinato nelle cose che mi piacciono e le critiche servono solo per crescere meglio e più in fretta. Ho 56 anni ed è una vita che affronto tutto con questo spirito! Il mio lavoro principale, prima del covid, era principalmente noleggiare piste elettriche per eventi. Lavoravo in tutto il mondo. A contorno, vendevo anche queste piste. Causa covid è crollato tutto il mondo degli eventi e già da aprile mi sono rifatto il sito nuovo per i noleggi e, tanto che c'ero ho messo dentro un negozio online. Poco dopo ho iniziato con la stampa 3D. Mi piace e mi appassiona. Finchè non si tornerà a lavorare con i ritmi precovid, continuerò assiduamente a coltivare questa nuova passione, che è anche una piccola fonte di reddito. Poi lascerò i noleggi a mio figlio e continuerò, fino alla vecchiaia, con le stampre 3D. E' fantastico realizzare un oggetto concreto di un qualcosa che hai disegnato poco prima! Per le cinghie cerco qualche istruzione in giro; flusso controllato 20 volte, dopo i problemi avuti all'inizio. Velocità, quando ho visto i tuoi 80, ho spalancato la bocca per quanto mi sembrava tanto. Viaggio sempre tra i 50 e 65 max. La mia pecca maggiore è la ritrazione e coasting. Ho dei maledetti tondi che non riesco mai a far venire puliti, resta sempre materiale o un punto rigonfiato. Tipo questo in foto
-
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
@muffoPLA. Purtroppo sono un autodidatta e le imperfezioni fanno parte del mio bagaglio di mancanza di un "maestro" e soprattutto di essermi dovuto fermare nello studio della lavorazione in stampa 3d (corsi online e tutorial vari) perchè erano comunque iniziati ad arrivare ordini e volevo offrire un minimo di varietà di accessori da proporre sul mio sito. Sapresti dirmi che genere di errori faccio? -
Ender 5 Plus pulizia ugello prima della stampa
Tuttoslot ha risposto a Tuttoslot nella discussione Creality
@dnasini Grazie -
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
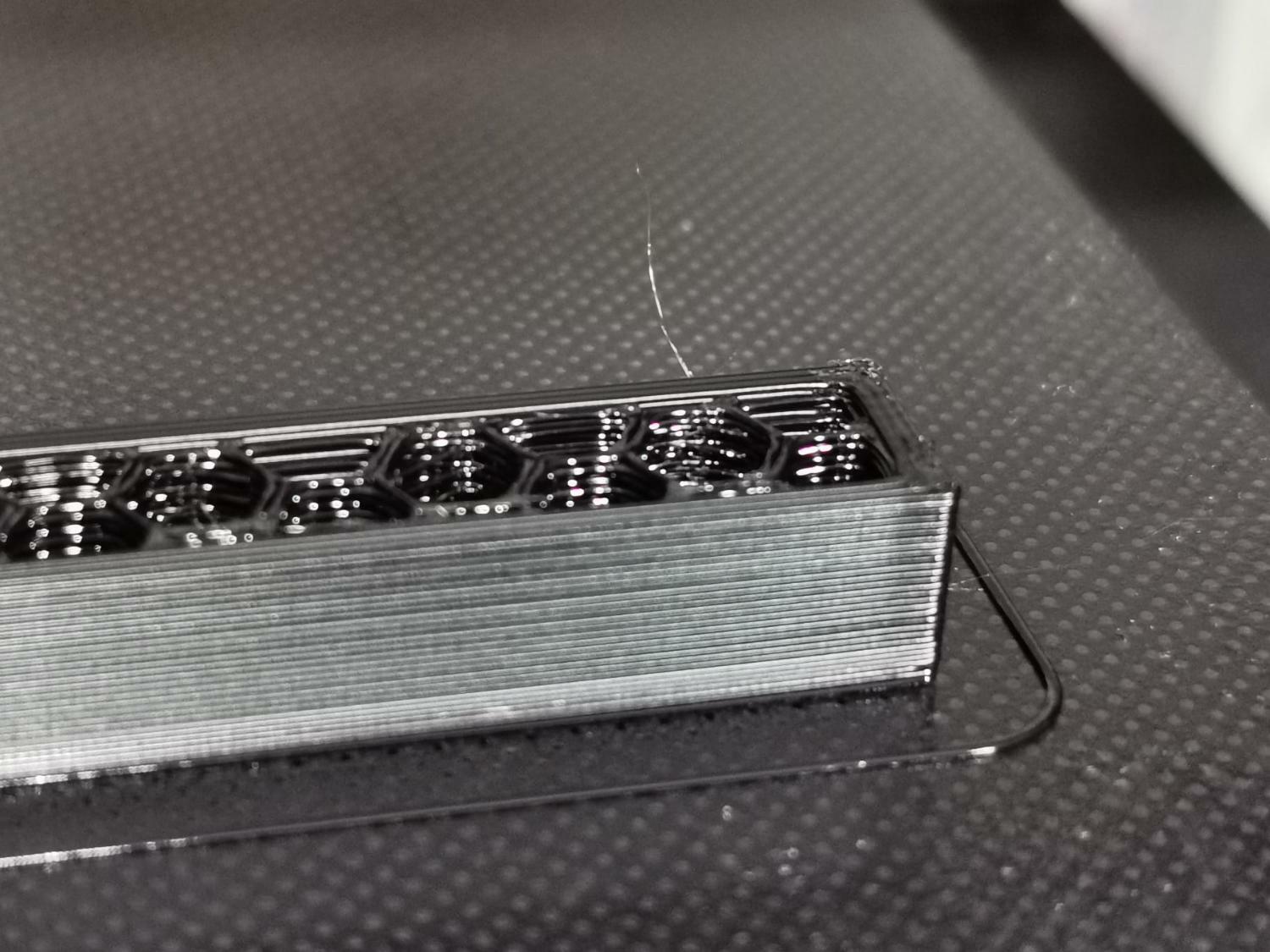
Finito adesso un po' di test. Grazie ancora @muffoper avermi dato un "tesoro" da cui prendere spunto. Ho apportato alcune piccole modifiche, giusto per adattarle all'oggetto (ho stampato il solito cono), ma non mi trovo con Cura. Sicuramente è una questione di abitudine e di simpatia. Forse ho sentito troppo il mio amico bergamasco parlarne male (anche in bergamasco stretto😕) e mi sono lasciato suggestionare, ma con Ideamaker è un altro pianeta (sempre per me). Sono riuscito a creare un profilo per la 5Plus e l'ho testato. Da subito le stampe erano più precise. Meno filamenti in giro e più precisione nelle linee dei layer. Ho preso un po' dai tuoi parametri, aggiornando alcuni miei precedenti di Ideamaker ed il risultato è stato più che ottimo!! @Killrob @eaman Giudicate voi: l'oggetto in primo piano è stato "affettato" con Cura e quello dietro con Ideamaker, con parametri molto simili
-
Ender 5 Plus pulizia ugello prima della stampa
Tuttoslot ha risposto a Tuttoslot nella discussione Creality
@Killrob@dnasiniHo risolto il problema del piccolo filo inserendo il gcode giratomi da un amico bresciano (colui che mi aveva fatto conoscere la 5Plus. Questo il gcode che uso adesso per partire: M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home G1 Z5 F5000 ;Lift nozzle G29 ;Enable ABL using saved Mesh and Fade Height G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up Se devo muovergli un appunto, è il fatto che se il nozzle è sporco del filamento avanzato dalla stampa precedente, andando prima al centro del piatto, lascia lì qualche residuo, che poi lo troverei in mezzo alla zona di stampa. Mentre del filino residuo, nessuna traccia. Per eliminare il fatto che vada al centro del piatto, posso eliminare il comando G28? -
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
@muffoGrazieeeeee Spettacolo. C'è da imparare. Davvero grazie Poi torno in "parrucchieria" (con tutta la lacca che c'è nell'aria) e faccio qualche test -
Ender 5 Plus pulizia ugello prima della stampa
Tuttoslot ha risposto a Tuttoslot nella discussione Creality
come posso fare per toglierlo? -
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
@muffoSi, ho già ceduto alla lacca, visto che non c'era verso di fare attaccare nulla... mi sembra di stare da un parrucchiere e non nel mio laboratorio🤣 Giusto tu: prima di dedicarmi anima e cuore ad Ideamaker, usavo Cura per le mie Anycubic e con il quale ho creato molti profili di slicing per i vari oggetti che producevo. Quando ho cercato di usare Cura per la Ender, mi ha proposto un aggiornamento che subito ho fatto. Ora è la 4.12.1. Non so il perchè, se ho toccato qualche pulsante che non dovevo in installazione od altro, non trovo più alcuno dei miei vecchi profili e non riesco a riesumarli in alcun dove del mio pc. Visto che le stampe che ho iniziato a fare mi danno qualche problema di coasting e di retrazione, non è che mi potresti dare qualche dritta o passare un tuo profilo base per poi modificarlo a seconda dei vari oggetti? -
assistenza anycubic come funziona?
Tuttoslot ha risposto a FoNzY nella discussione Notizie sulla stampa 3D
@FoNzYogni volta che spediscono un ricambio dalla Cina, possono volerci dalle due alle quattro settimane. -
Ender 5 Plus pulizia ugello prima della stampa
Tuttoslot ha risposto a Tuttoslot nella discussione Creality
@KillrobHo fatto copia incolla del codice di @dnasini e non mi stampa più il triangolo. Ossia, fa lo stesso movimento, ma smette di estrudere, anche se purtroppo non completamente, prima di triangolare verso il centro del piatto. Non completamente, perchè un filino fine esce lo stesso e sono stato lo stesso costretto a toglierlo. Non sarebbe stato così evidente, ma meglio togliere. -
assistenza anycubic come funziona?
Tuttoslot ha risposto a FoNzY nella discussione Notizie sulla stampa 3D
Stranissimo. Per le mie due Anycubic ho usato più volte il servizio assistenza, ma mai qualcosa del genere. L'after sale sul loro sito, l'ho trovato molto efficiente e sono molto rapidi nel rispondere ed eventualmente per mandarti i ricambi. Per spedirli chiedono sempre di compilare un form per il quale ti inviano un link. Mai questa cosa dell'after shave🤪, soprattutto a pagamento -
Ender 5 Plus pulizia ugello prima della stampa
Tuttoslot ha risposto a Tuttoslot nella discussione Creality
Grazie a @dnasini per i consigli. Provo subito ad usare il tuo codice per una stampa @Killrob: questo il codice start: M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home M420 S1 Z2 ;Enable ABL using saved Mesh and Fade Height G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up Non conoscevo dove cura mettesse il codice start, ad esempio in ideamaker lo puoi personalizzare all'interno di ogni profilo. Posso copiare anche il codice che ho in ideamaker, o va personalizzato per ciascuna stampante? ad esempio, in ideamaker, per le mie Anycubic, avevo messo un beep lungo alla fine di ogni stampa, per avvertrmi del fine stampa anche quando non ero in laboratorio, si può mettere anche sulla ender? Modificato: No sulla Ender non bippa... risposto da solo -
Ciao a tutti e grazie per l'aiuto che sempre date a tutti noi poveri neofiti o inesperti di questa o quella stampante. Uso Cura come slicer, anche se il mio preferito è Ideamaker, ma non si trovano setting giusti per l'ender 5Plus Quando lancio qualsiasi stampa creata con Cura, prima di iniziare a stampare l'oggetto, fa una pulizia ugello stampando una sezione a triangolo isoscele che va ad interessare anche una sezione centrale (la più usata per tutte le stampe) ed una grossa parte laterale, di fatto obbligandomi a stare lì a staccare subito questo pla, per evitare inestetiche sovrapposizioni. Si può fare qualcosa, fermo restando che la pulizia dell'ugello la ritengo un'operazione indispensabile?
-
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
Grazie Killrob, ma prima di andare a mettere le mani al gcode (non sono così ferrato ancora) sto facendo ulteriori prove... si, sono testardo e non mi va giù che l'abbia vinta la stampante. Questa la prova odierna: dopo aver constatato che, ogni volta che faccio lo Z prima con l'altezza del centro e poi con i 5 punti e salvo con Z home, dopo una sola stampa, al controllo dello Z lo trovo sempre con almeno 0.3mm più alto. Sempre. Ho deciso di testare il reset del bltouch e riattivarlo. Dopo fatto e dopo aver settato il parametro Adjust, dovendolo alzare di 0.4mm (40 tocchi dell'adjust) credo di aver trovato la quadra ed ho fatto già un po' di stampe di test, facendo fare sempre il controllo al bltouch prima di ogni stampa, con ottimi risultati. Ho lanciato adesso quella importante con un pezzo grande (2 ore e mezzo) e speriamo che adesso funzioni -
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
@muffo@Mino@Killrob Piano piano mi avvicino alla soluzione del problema. L'assistenza tecnica mi ha inviato un file, da lanciare come stampa, che serve a resettare il BLtouch. Sembra che funzioni adesso. Il problema della sovraestrusione credo derivasse da qualche parametro del settaggio della stampante scaricato per utilizzare Ideamaker come slicer (è il mio preferito). Ogni volta che tentavo una stampa con un file prodotto da ideamaker, andava in vacca il settaggio dell'estrusione. La cosa che più mi ha fatto tribolare è sempre stato il fatto che, dopo il mio livellamento manuale (e questo so di saperlo fare bene), quando faceva quello col bltouch, sballava sempre quello fatto precedentemente. Il primo passo è allora stato quello di fare solo la procedura manuale e stampare con questa, senza attivare il bltouch, ed effettivamente così stampava bene. Lo step successivo è stato attivare il bltouch e poi settare bene, a stampa partita, il valore adjust. Trovato il giusto settaggio, le stampe riescono... ehm riuscirebbero tutte se si attaccassero al piatto. Problema: come fare attaccare le stampe al piatto? Sono abituato, forse troppo, all'ultrabase di anycubic, che diquesti problemi non ne dà. Non volevo arrivare ad usare la lacca, perchè fa un porcaio sulla stampoante e dintorni. Attualmente uso, come uso da sempre sulle anycubic, uno sgrassatore universale (lidl) che sull'ultrabase lascia un piccolo strato appiccicoso che rende l'adesione perfetta. Non funziona però sul piatto dell'Ender. Che cosa provo ad usare? Grazie per i vostri consigli e dritte. Aggiorno sempre il post in modo che, chi arriva a leggere dopo, possa avere un riscontro sulle soluzioni usate -
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
Boh, tutta strana sta stampante. Continuo ad avere sospetti sull'integrità della scheda madre. Con l'adjust a zero, sono riuscito a stampare perfettamente il gatto snodato; sono passato ad un file, un piccolo cono stradale in scala 1:32 (19mm di altezza) sezionato con Cura e me l'ha stampato bene, ma nell'angolo sx frontale. proprio al limite dell'area di stampa, tanto che un pezzetto è stato tagliato. Per stampare questo oggetto fatto con Cura, però ho dovuto ripristinate l'adjust a -1.8, altrimenti stampava per aria. Passo ad un file sezionato con Ideamaker (il mio preferito) e con questo, al primo tentativo estraeva tutto il filo dal bowden per poi spingerlo dentro a piccole quantità, come se il tubo fosse già pieno. Ovviamente non ha stampato nulla. Al secondo tentativo sovraestrusione, proprio come ieri sera. Mi è venuto un sospetto e sono andato a connettermi alla stampante con repetier host ed ho visto che il parametro dell'estrusione E è di nuovo tornato a 415 🤦♂️ Assurdo Che ne pensi? -
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
@muffo@Killrob Forse ci siamo. Siamo a metà della stampa del gatto snodato e sembra andare tutto per il verso giusto. Ho lanciato la stampa, messo in pausa ed azzerato (messo proprio a zero) quella compensazione che viene in automatico sull'adjust. Rifacendola partire dalla pausa ora sembra andare per il verso giusto. Che sia la volta buona? Pensavo anch'io che fosse lo zero ipotetico, ma dopo due graffiate di piatto, mi sono reso conto che alzava il piatto verso il nozzle rispetto alla calibrazione Z che avevo fatto io.... e neanche di poco!! Domanda: c'è un modo per togliere quel valore dall'adjust? Poi passerò alla calibrazione dello step mm, ma intanto mi interessava il vostro conforto... capiscimi, due giorni di lavoro buttati sopra la macchina... ho dovuto cercare nuove imprecazioni su google🤣 🤣 -
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
@muffoProblema sovraestrusione risolto. Ogni volta che lancio la stampa trovo, nella sezione adjust, la compensazione a -1.80. Sempre di default. Niente niete che sia quel dato a fare casino, visto che così com'è credo avvicini il piatto al nozzle? Il tutto nonostante ripetute sessioni di calibrazione @muffo@Killrob Aggiornamento: questo messaggio è la seconda volta che compare, su 6 sessioni di stampa lanciate. Nel laboratorio ci sono 22 gradi
-
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
@muffo@Killrob Aggiornamento dopo numerosi test e "Madonne"! Connessa con repetier host e fatto il test dell'estrusione. All'inizio il codice mi forniva E415 (altissimi rispetto a qualunque esempio ho trovato in rete. Al test del filo mi sparava 17 cm anzichè i canonici 10. Settato il profilo E a 244.11, rifaccio il test. Sempre 17cm😕. Ricalcolo tutto e metto il nuovo parametro. Ancora test e mi spara 14cm. Riparametro. Nuovo test e spara 15 cm.,..e che cavolo!! Arrivo col parametro a 198.35. Siccome non sempre prendeva i parametri. Decido di reinstallare il firmware con cura. Nessun problema al flash e ritrovo il parametro inserito E198.35. Rifaccio il test e spara 20cm!! 🤮 Riparametro e viene E96.75. Nuovo test: perfetto. Ancora test, perfetto. Ci siamo? no Vado a stampare il solito gatto, ma al test per la calibrazione Z automatica, l'asse Y arriva a fondo corsa e sbatte col blocco hot end sulla barra finale. Riprovo a fare calibrazione e stampa e parte la stampa, ma vedo che non estrude nulla e che l'estrusore gira lentissimo. Vedo anche che il nozzle tocca sul piatto ed abbassando il piatto estrude qualcosa. Nuova calibrazione del piatto(e nuove Madonne), ma era a posto. Con un'altro test di stampa stesso risultato. A questo punto posso solo pensare a qualcosa di fritto all'interno della scheda madre. Siamo partiti con le prime due stampe interrotte solo per un mio errore di calibrazione, ma l'estrusione era ottima e gli oggetti, finchè non si sono staccati erano perfetti. Non so proprio che fare -
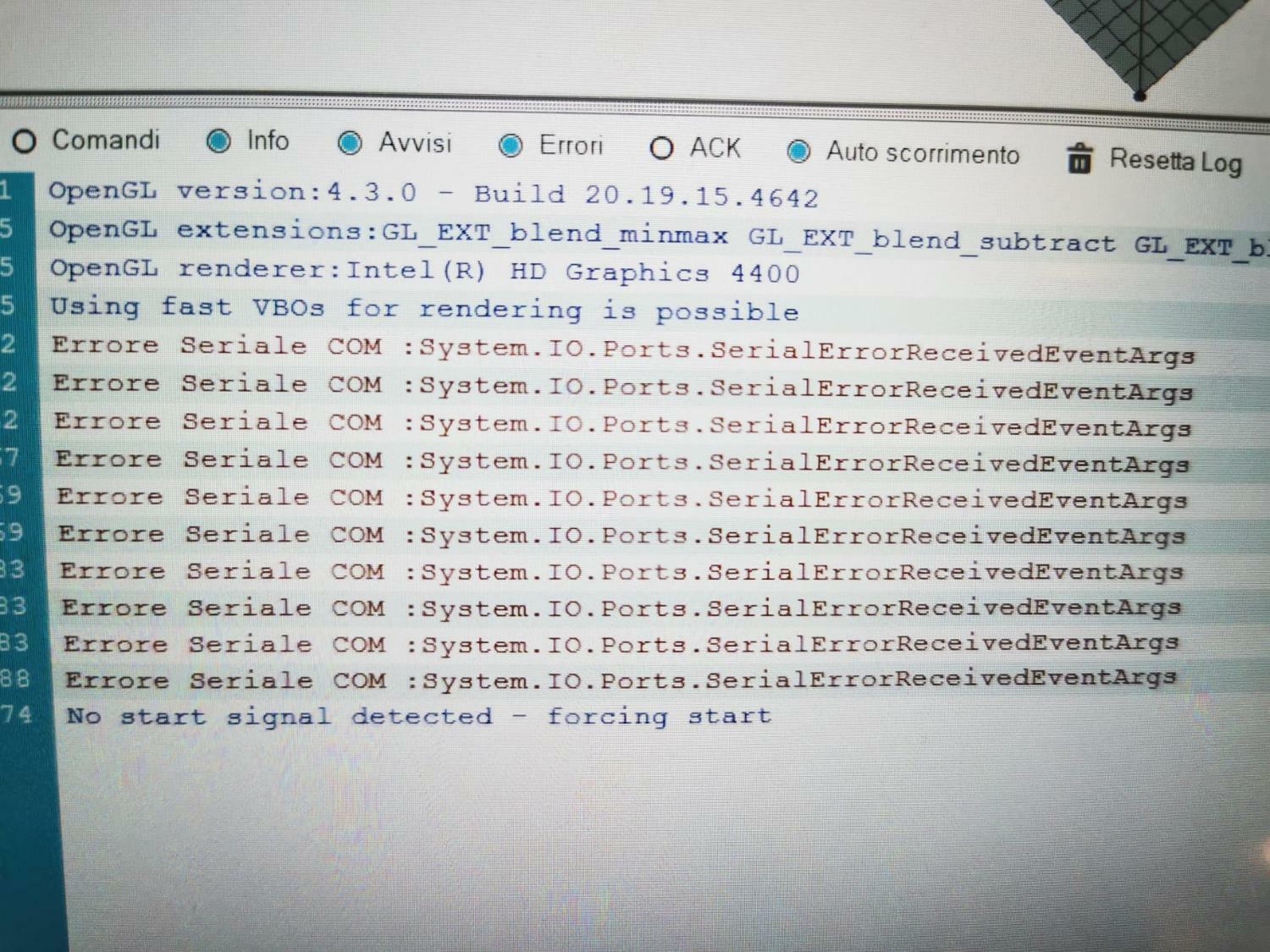
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
Ho aperto repetier host e tentato la connessione con la stampante, ma questa non avviene, vedi foto. Avevo già usato repetier per le altre stampanti e un po' lo conosco. Ho settato la porta com giusta (vista da gestione dispositivi). Quando lancio la connessione il BLTouch fa uno scatto e lampeggia, pertanto c'è una sorta di tentativo di comunicazione, ma non succede altro se non il messaggio di errore. A questo punto mi inizia a sorgere un sospetto: non è che si è fritto qualcosa nella scheda madre? Mi spiego meglio: ieri, finito il montaggio, ho lanciato due stampe di prova: il coniglietto ed il gatto che sono nella scheda di memoria della stampante. Se non fosse stato per il fatto che dopo un po' si sono staccati dal piatto, erano venuti bene. Il coniglio era arrivato quasi alla testa ed al gatto mancavano pochi layer per terminare. Entrambi ben dimensionati e lisci (vedi foto). Dopo vari tentativi di fare lo Z, ad ogni stampa di prova ha iniziato a sovraestrudere ed anche a stampare gli oggetti (caricati con cura e ideamaker) lontani dal posto (xy) impostato. @muffo@Killrob
-
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
Questo il video: Ieri avevo provato a stampare un cono alto 19mm, uno fatto con cura e l'altro con ideamaker, ma per entrambi c'era un'estrusione enorme e con cura mi andava a stampare in un angolo, anzichè al centro, come settato @muffo@Killrob -
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
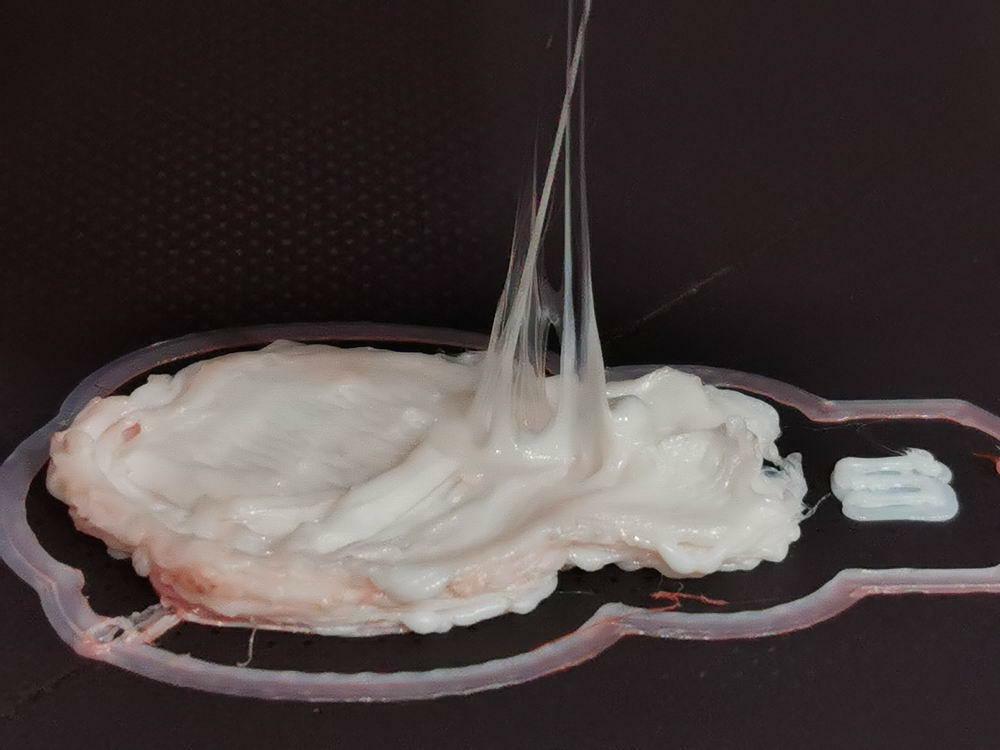
Ho seguito le tue istruzioni ed effettivamente i parametri del livellamento sono più bassi, tra meno di 0.1 e 0.35, decisamente più accettabili. Ho fatto un'altra stampa di prova ed il livellamento sembra buono, così come l'adesione, ma estrude un casino di pla, tanto che il nozzle, dopo il secondo strato si trova immerso nella plastica, che fortunatamente resta abbastanza fusa (temp nozzle 220, piatto 65) e non fa salti. Ho fatto un video durante la stampa, ma non posso caricarlo. Spero basti la foto della parte stampata del coniglio di test che c'è sulla schedina di memoria. Stavolta il sotto si è attaccato bene, solo che sopra è un disastro Ho fatto la prova di estrudere i 10mm di filamento dal nozzle (altro non so fare con sta macchina) e, invece di un centimetro, mi tira su oltre 3 cm di filo. Non so se sia questo un test, ma altro non so proprio fare e non ho trovato nulla su come fare i test di estrusione. Sulla foto, il guizzo di pla verso l'alto era quello rimasto attaccato al nozzle, quando ho abbassato il piatto @muffo
-
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
La mia sensazione è che il piatto sia storto. Ho notato nei parametri del livellamento che mi da sulle righe di sinistra valori prossimi all'1,1 e 0.900 e 0.770. Che credo di interpretare proprio come piatto storto o montato storto. Col calibro misuro disparità, tra i 4 assi dello Z, in particolare c'è quasi 1 mm tra i due a sinistra (più bassa) ed i due destra, col uno dei due sinistri prossimo al millimetro. Posso provare a livellarli svitando le 2 viti (quella in cima e quella in fondo) che tengono l'asta delle guide dello Z? Avevo già fatto il livellamento tra vite senza fine dx e sx @muffo -
Acquisto 3^ stampante con piatto minimo da 350x350. Quale?
Tuttoslot ha risposto a Tuttoslot nella discussione La mia prima stampante 3D
Prime esperienze di stampa... devastanti!! Non c'è verso di fare attaccare la stampa al piatto. Ho proprio la sensazione, toccando il piatto che, nonostante la microforatura, sia sempre troppo liscio e non dia la giusta base di adesione alle stampe. Credendo fosse il pla di serie che sia scarso, ho messo un pla+ che attaccava su tutto. Sulla nuova 5plus niente. Sono abbastanza scoraggiato, ho fatto il livellamento una decina di volte, ma niente