

Astrokiara
-
Numero contenuti
141 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Astrokiara
-
-
16 minuti fa, Killrob dice:
Hai fatto 30/40 ora prova 35/40
non mi è chiaro: ho messo ritrazione a 3 mm e velocità a 40 mm/s, adesso devo fare 3,5 mm e tenere velocità a 40 mm/s?
-
Il 18/5/2020 at 16:54, Killrob dice:
Proprio per quello l'ho consigliato...
ecco, l'ho fatto (ritrazione 3 mm a 40 mm/s):

tra i due coni dietro ci sono molti fili, nella parte alta, tra gli altri solo qualche filo, soprattutto in alto e qualcosina sotto. La punta del cono dietro a destra è inguardabile...vabbè, era l'ultimo, l'estrusore ha mollato un po' di filo prima di alzarsi e andare in home.
Posso migliorare la situazione o così va già bene?
-
34 minuti fa, Killrob dice:
Proprio per quello l'ho consigliato...
ok, faccio questo, vediamo come viene.
48 minuti fa, invernomuto dice:Edit: per le oscillazioni su Z, come hai montato gli accoppiatori (coupler)?
gli accoppiatori sarebbero quei giunti un po' flessibili che uniscono i motori z alle barre filettate? Li ho montati misurando con il righello che l'asse z fosse equidistante dalle due parti e poi stringendo le brugole che ci sono sopra.
-
 1
1
-
-
15 ore fa, Killrob dice:
cerchi stringing test ne trovi parecchi
uno qualsiasi va bene?
15 ore fa, invernomuto dice:Hai già fatto un thin wall test
Si, fatto. Ho impostato larghezza di stampa di 0,4 mm e ho ottenuto un fattore di correzione di 0,95, le pareti erano tutte un po' di più di 0,40.
Per quelle "onde" sulle linee verticali che posso fare?
-
Eccoci! PLA nuovo arrivato, è PLA Plus Sunlu. Test di flusso: 100 mm estrusi al primo colpo! Quindi il valore calcolato a freddo andava bene, era proprio il materiale che avevo io che non andava, probabilmente faceva slittare la ruota dell'estrusore. Ho fatto dei test a varie velocità di estrusione, con 200 in effetti slitta un po' anche con questo nuovo PLA, ma penso sia una velocità molto alta a cui non si arriva in stampa.
Dopo ho rifatto il cubo xyz e ho corretto ancora, anche se di pochissimo, gli step/mm dei 3 assi.
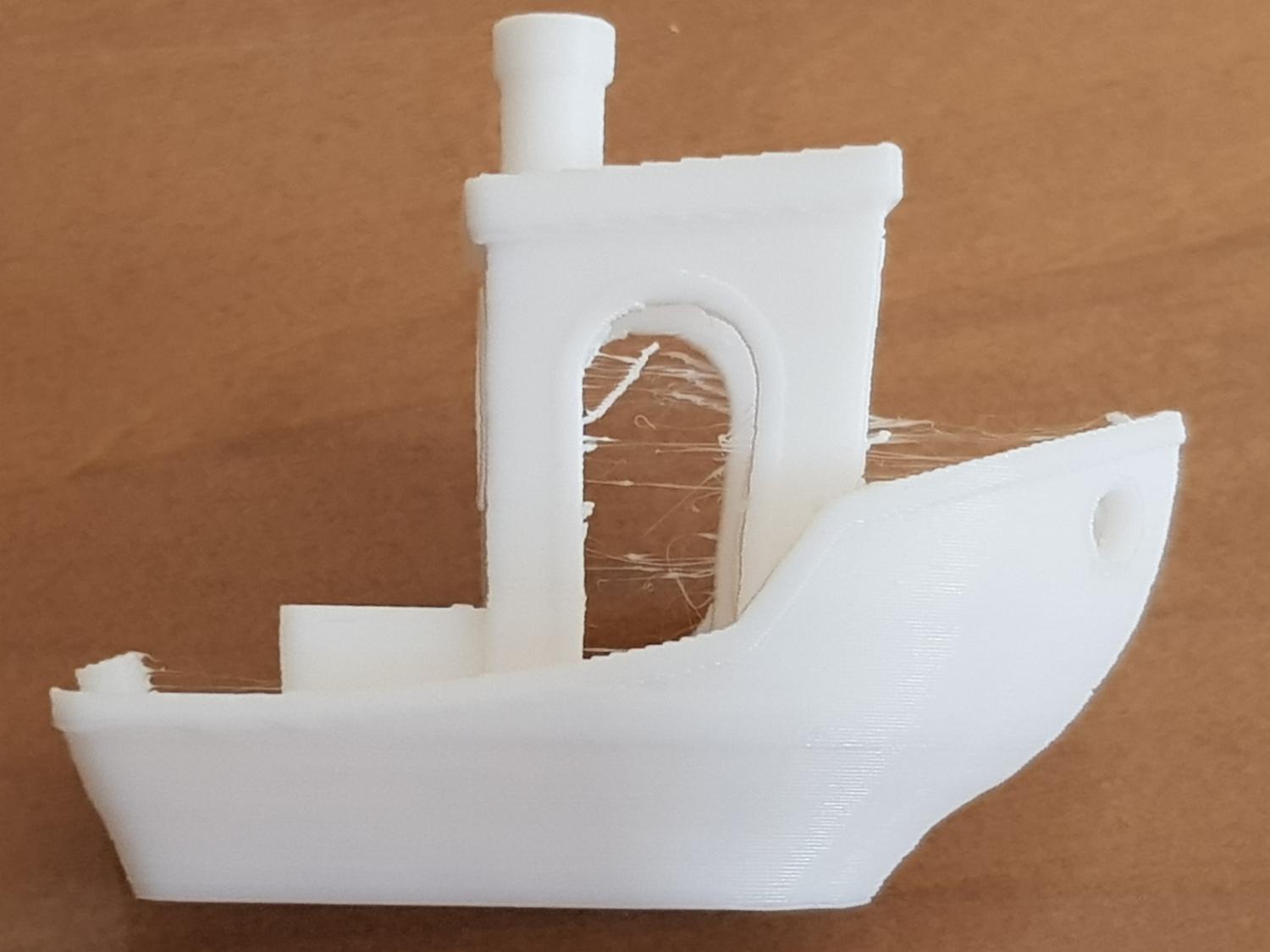
Dopo ho stampato la benchy!
Eccola! Difetti ce ne sono, ma con tutti gli smanettamenti che ho fatto, pensavo peggio, sono già soddisfatta! Il più evidente sono i fili nelle parti vuote, però quelli sono anche facili da togliere.
La curvatura dello scafo non è esattissima, come si vede nella prima foto, sembra un po' più incavata del modello teorico, però tutte le curve sono lisce e non ci sono fili del perimetro esterno "caduti" di fuori.
I buchi sono abbastanza puliti, fili a parte, anche quello piccolo nella poppa (scusate, si vede un po' sfocato nella foto). Il comignolo è diritto e perfettamente cilindrico, sia dentro che fuori.
La scritta dietro non si legge assolutamente, ma nemmeno nell'anteprima di stampa, quindi sono impostazione dello slicer, ma credo sia davvero un test severo quello della scritta.
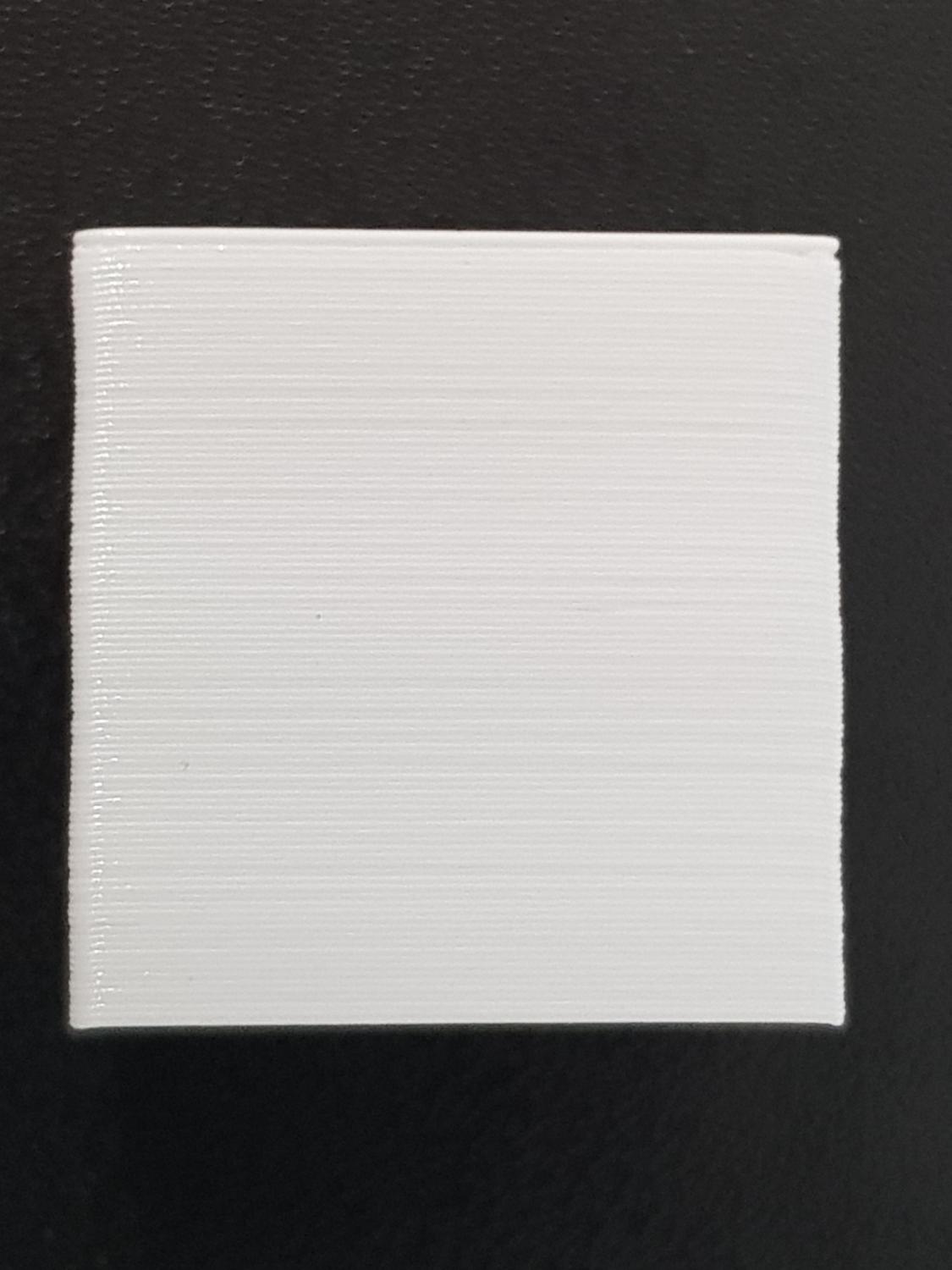
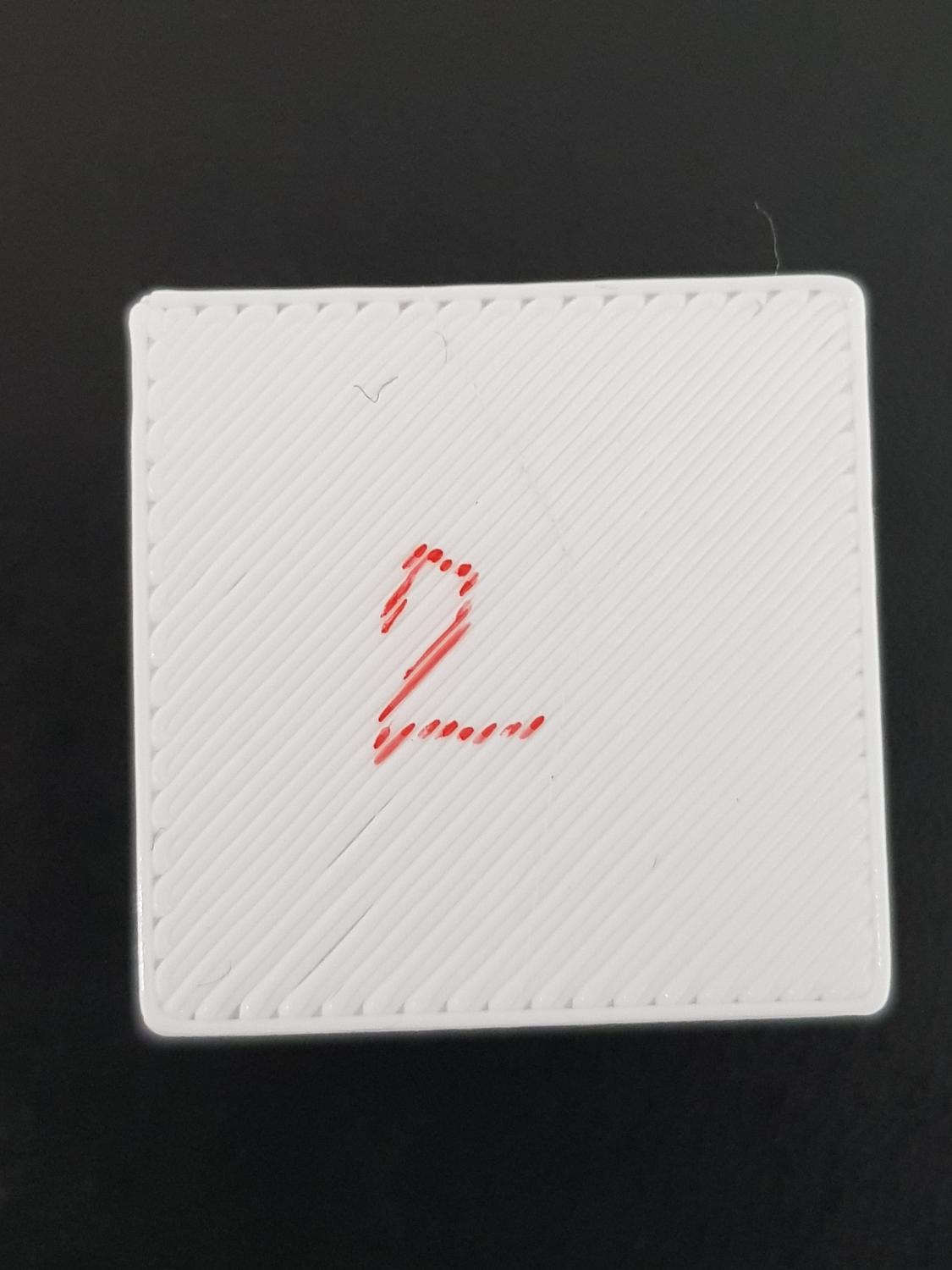
Sotto si legge, con il bianco non riesco a dare abbastanza contrasto all'immagine, ma dal vivo si vede bene.
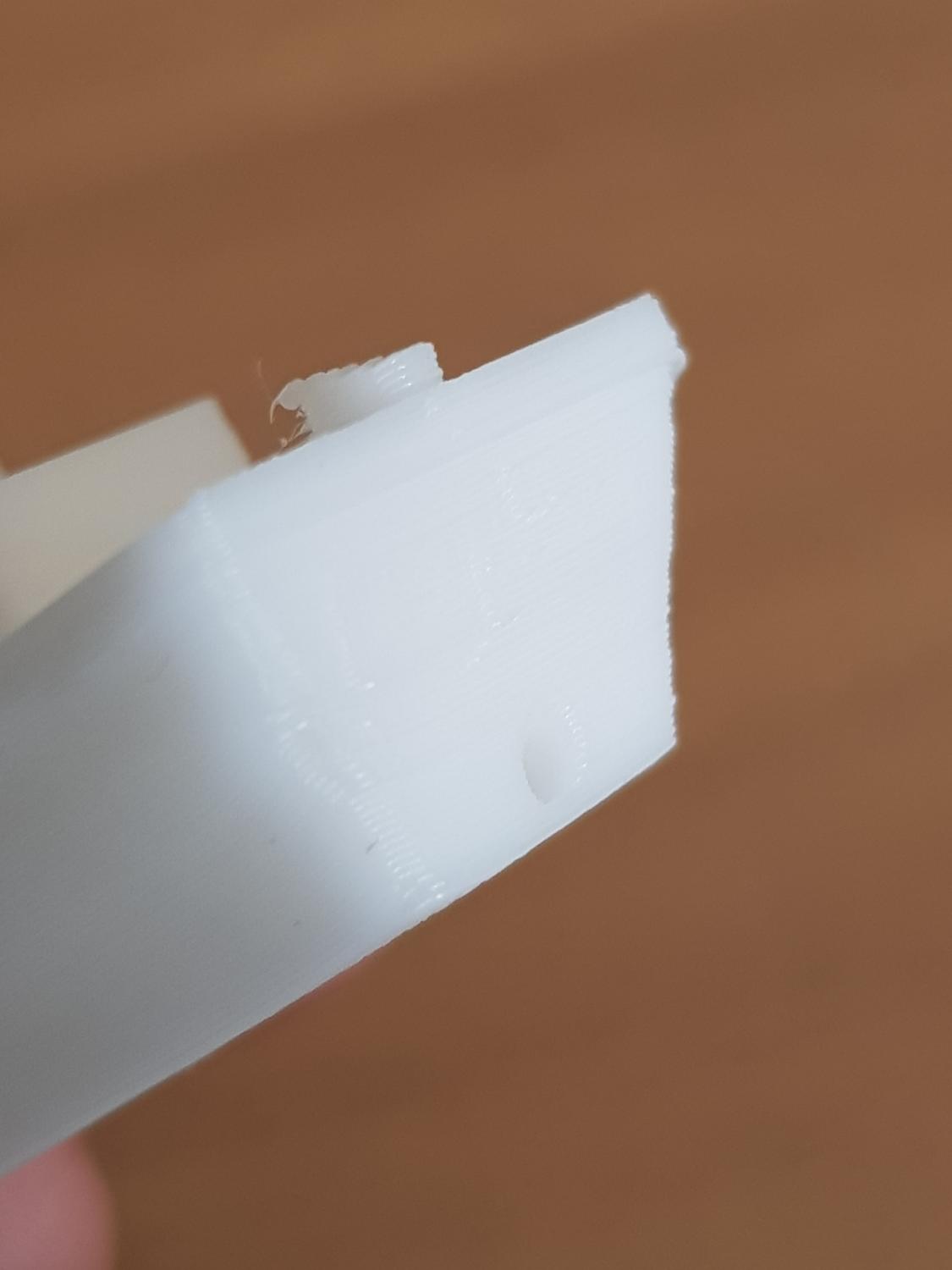
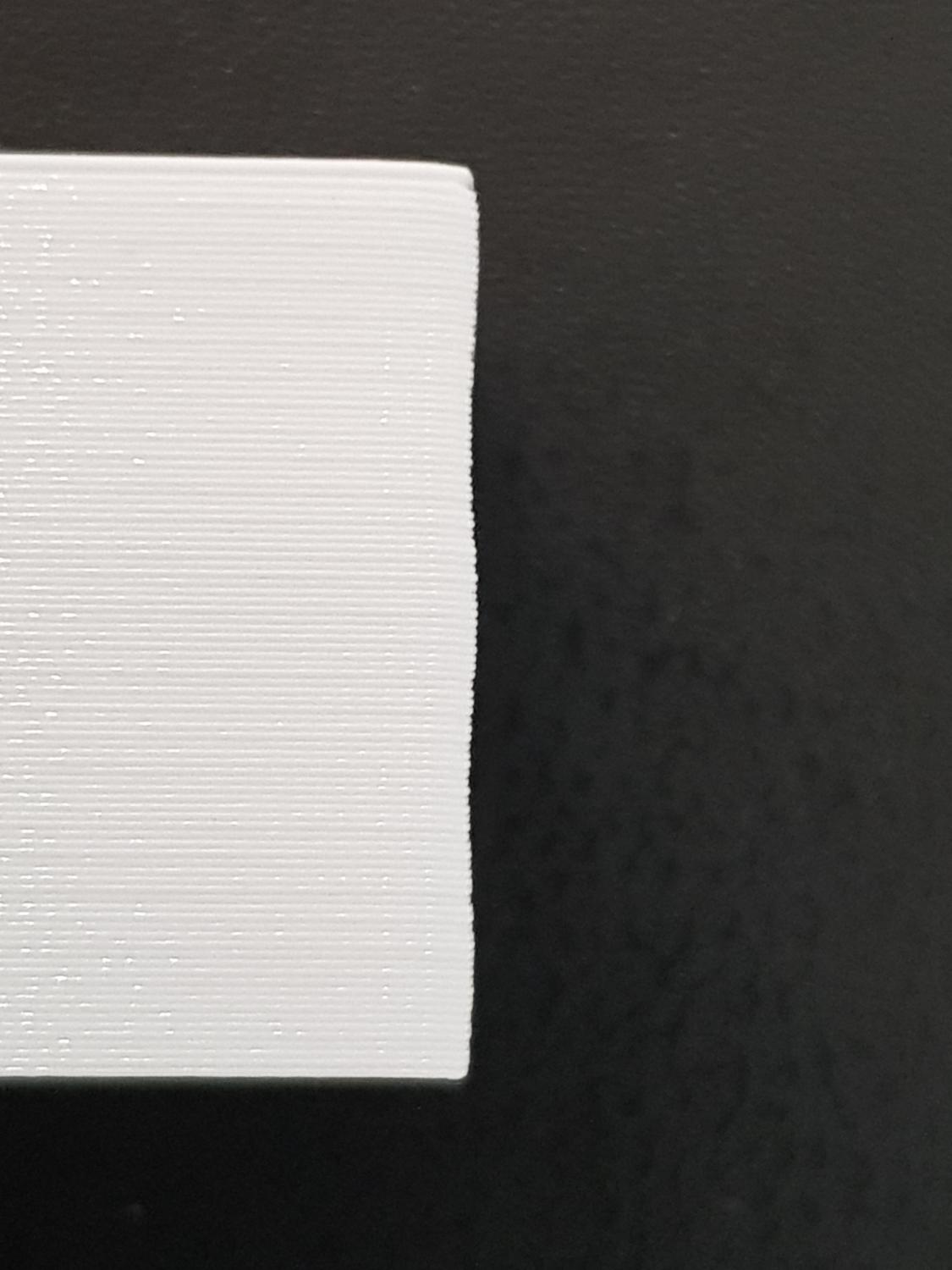
Qualche imprecisione nei bordi diritti verticali, come avevo già notato nel cubetto, che riporto anche qui, si capisce meglio che nelle foto della barca.
si vedono delle onde, come se gli strati non fossero perfettamente allineati verticalmente. Nel cubo si nota tanto perchè sono linee rette, nella barca molto meno.
Bene, attendo commenti su questa prova e nel frattempo vi ringrazio tutti TANTISSIMO perchè sto imparando da voi un sacco di cose!
-
1
-
-
28 minuti fa, jagger75 dice:
scusa se mi permetto ancora ma dove li stai inserendo questi valori?
li inserisco con Repetier usando i comandi M92 Exxx e salvando con M500
28 minuti fa, jagger75 dice:estrudere la stessa lunghezza che inserisci come valore è matematicamente impossibile la formula esiste apposta 🙂
Può essere un caso! Il valore di Estep originale, impostato nella stampante appena montata, era 93 ma non estrudevo 93 mm, anzi!
28 minuti fa, invernomuto dice:Se non ti estrude 100mm quando rimonti il nozzle significa che o il filo slitta oppure il materiale non sta uscendo e ti sta intasando tutto, tertium non datur.
eh, speriamo invece che non ci sia una terza possibilità non ancora contemplata!🤔
Vediamo come va con il PLA nuovo, se va bene il valore 100 ...
-
1
-
-
9 minuti fa, jagger75 dice:
fors eha ragione @Tomto prova a freddo anche e le abbiamo fatte tutte
Fatto!
1) 100 mm impostati, 159,34 mm estrusi (cioè fatti uscire a vuoto)
2) guarda caso l'ultimo valore di Estep/mm era 159, 3 !
3) Senza stare ad inserirlo nella formula è chiaro che il nuovo valore di Estep viene 100
4) Modificato valore di Estep a 100
5) Rifatta prova di estrusione a freddo : estrusi 100 mm
Percui:
1) problemi nell'hotend? Boh, dopo smontaggio, pulizia, rimontaggio, etc. mi sentirei di escluderlo e comunque il materiale esce bene, anche se non giusto
2) il mio filamento fa schifo? E' l'unica cosa che devo ancora provare a fare. Se domani arriva quello nuovo, provo.
Oh, comunque, sapevo che c'era da smanettare con la stampa 3D, ma non pensavo così tanto!
-
1
-
-
2 minuti fa, invernomuto dice:
ma quando fai le misurazioni a caldo e inserisci il valore di step/mm poi ottieni risultati ripetibili? Nel senso, se imposti il nuovo valore di 140 step/mm, poi ti estrude sempre quella lunghezza di filo (non 100 ma quello che è) o varia ogni volta? perché se già così i risultati non sono ripetibili, inutile provare altro.
no, non estrude sempre la stessa lunghezza, anche dopo aver inserito il nuovo valore di step/mm.
-
3 minuti fa, invernomuto dice:
EstepORIG sono quelli che hai impostato l'ultima volta
Si, certo!
-
1
-
-
2 minuti fa, Tomto dice:
Ma qui secondo me dovresti prima provare a freddo senza far passare il filo nell'hotend. Controlla che gli step mm muovano il filo dandoti misure ripetibili.
Il problema potrebbe essere la temperatura troppo bassa o anche la gola dell'hotend parzialmente intasata .
quale temperatura usi?
Ok, farò anche questa prova.
La gola dovrebbe essere a posto, ho avuto problemi, ma l'ho smontata e ripulita, livellato il teflon in fondo con l'ugello e cambiato ugello. Estrudo questo "PLA" a 220°C, il filo esce bello cicciotto, a differenza di prima della revisione dell'hotend. Però potrebbe davvero essere il filamento, come dice @jagger75, c'è il dubbio che non sia PLA e ho notato anche problemi nella costanza del diametro, ora che ho un calibro decente.
-
1
-
-
4 minuti fa, jagger75 dice:
perdonami se mi ripeto ma è:
repetita iuvant! Ti confermo, ho fatto come dici, nella formula inserisco il valore di filo effettivamente estruso, naturalmente misuro i mm rimasti fuori, ma poi faccio la differenza con i 100 mm. Che mi dici di quel PLA che ho postato? Posso prendere quello o meglio qualcos'altro?
-
2
-
-
9 minuti fa, Tomto dice:
Gli step mm li stai calcolando a freddo o a caldo?
a caldo, un'estrusione normale attraverso hotend e ugello.
9 minuti fa, jagger75 dice:1 mettere da parte quel filamento e prendere subito un PLA 180/220 gradi e cosi siamo sicuri di cosa stiamo usando
ok, mi arrendo! La smetto con questo filamento! Questo potrebbe andare bene?
E' PLA Plus, non trovo PLA normale bianco e che non ci metta un sacco ad arrivare o non costi uno sproposito!
10 minuti fa, jagger75 dice:2 sei sicura di stare usando la formula nel modo giusto?
Si, la formula che uso è (EXT. TEORICA mm /EXT.EFFETTIVA mm)*EstepORIG. = EstepNEW
Ma la cosa che non va sono le lunghezze misurate così diverse, quelle sono misurate e non c'è formula che tenga!
-
2 minuti fa, Joker78 dice:
o partendo da 0 non avendo i valori di partenza
I valori di partenza li ho, con il "ripartendo da zero" non intendevo che non ho valori di riferimento, ma che riparto da capo con le calibrazioni varie. Il problema è che ogni volta che faccio un test mi estrude una quantità diversa di filo, anche senza aver modificato il valore step/mm. Se io faccio 3 prove di seguito senza modificare il valore mi aspetto che dei 100 mm me ne estruda, per esempio 89,1/88,0/89,5 mm, che sono valori simili. A me invece una volta ne ha estrusi circa 80 mm, poi più di 100 mm...senza cambiare il valore di step/mm! Come faccio a fare il calcolo se varia così tanto? Evidentemente c'è qualche altra cosa che fa variare la lunghezza effettiva di filo estruso, aldilà del valore di step/mm.
-
Apro un nuovo post perchè il primo che ho iniziato iniziava a diventare un po' caotico...Non ho risolto quasi nulla, ma ho imparato un bel po' di cose. Comunque, ripartendo da zero, dopo aver cambiato ugello e montato il nuovo gruppo di stampa in metallo ho deciso anche di rifare la calibrazione del valore step/mm dell'estrusore, che mi sembra parecchio importante. Estrudo i 100 mm, misuro, correggo, faccio un secondo giro per controllo... estrude di più di 100 mm. Ok, rifaccio, metto la tacca a 100 e alcune altri ogni 10 mm per precauzione, faccio partire....estrude meno di 100 mm! Calcolo il valore, lo inserisco, lo salvo...rifaccio: estrude di nuovo meno di 100 mm. Adesso ho impostato un valore di 140.3 step/mm, ma non sono sicura che sia quello giusto, dato che ad ogni prova esce una roba diversa! Uffa... Prima di rifare gli altri tst e di stampare 'sta benedetta barchetta vorrei risolvere, sennò vado avanti con delle cose imprecise e mi porto dietro errori.
-
11 ore fa, Killrob dice:
avrai anche cambiato la ruota godronata
non l'ho cambiata, perchè era praticamente identica a quella nuova, ma il test lo farò.
11 ore fa, invernomuto dice:Posta una foto.
ecco, specialmente nella foto più ingrandita si vede che lo spigolo non è diritto, ma fa tipo delle onde.
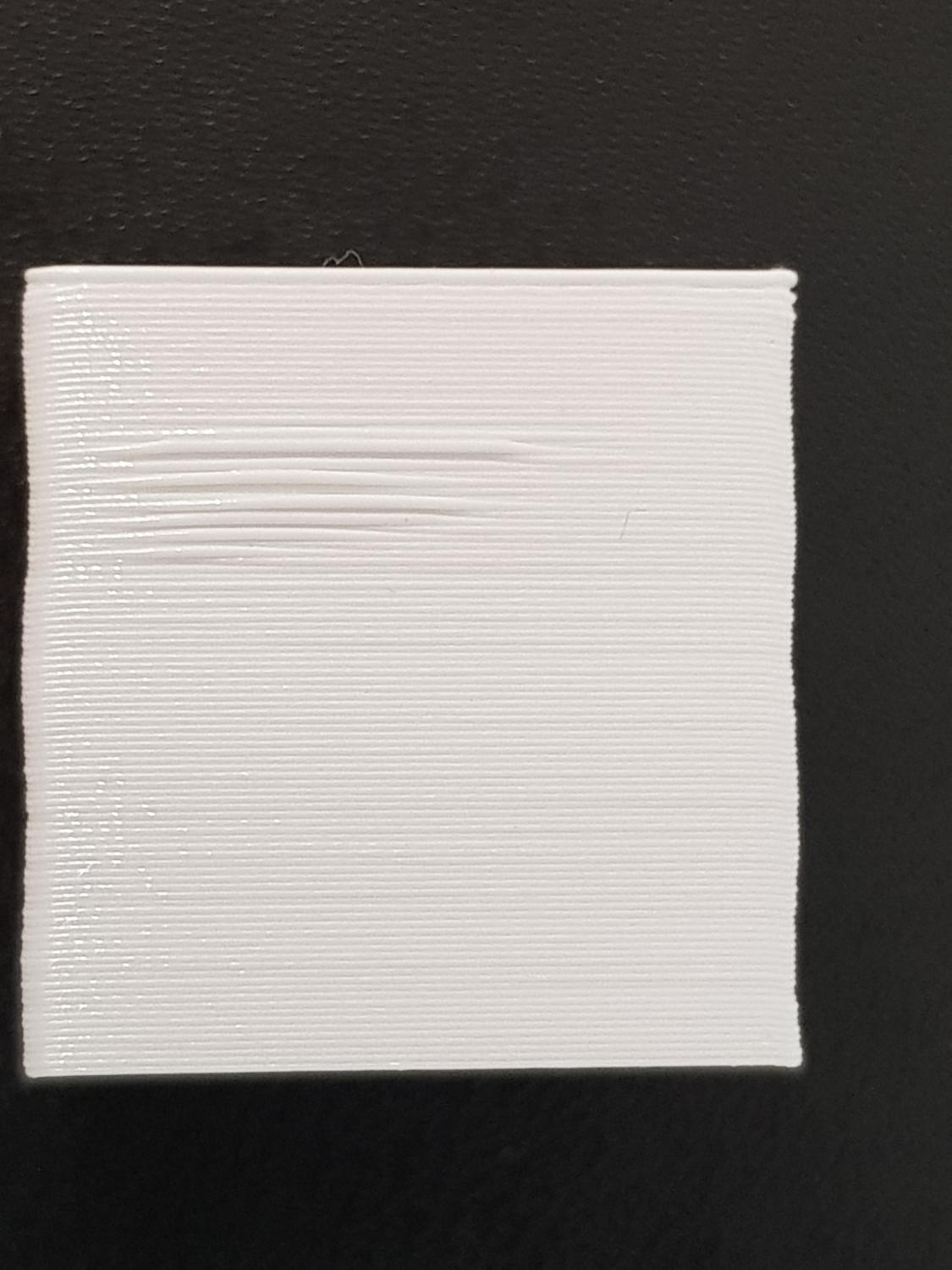
Questo invece è il "sotto", la parte a contatto con il vetro. Non è liscia e lucida come in alcune prove che avevo fatto prima, ma ho ricalibrato il piatto, forse sono un po' alta? Prima però ero troppo bassa. Sulla calibrazione del piatto, se riuscissi a procurarmi un lamierino di spessore verificato, quale dovrebbe essere questo spessore?
Qui si vede un po' di schifezza (in alto a sx). Tutti gli altri lati del cubo sono invece belli lisci.
-
Il 12/5/2020 at 21:51, jagger75 dice:
io fossi in te quella ventola la terrei da parte per un futuro raffrettademento della scheda
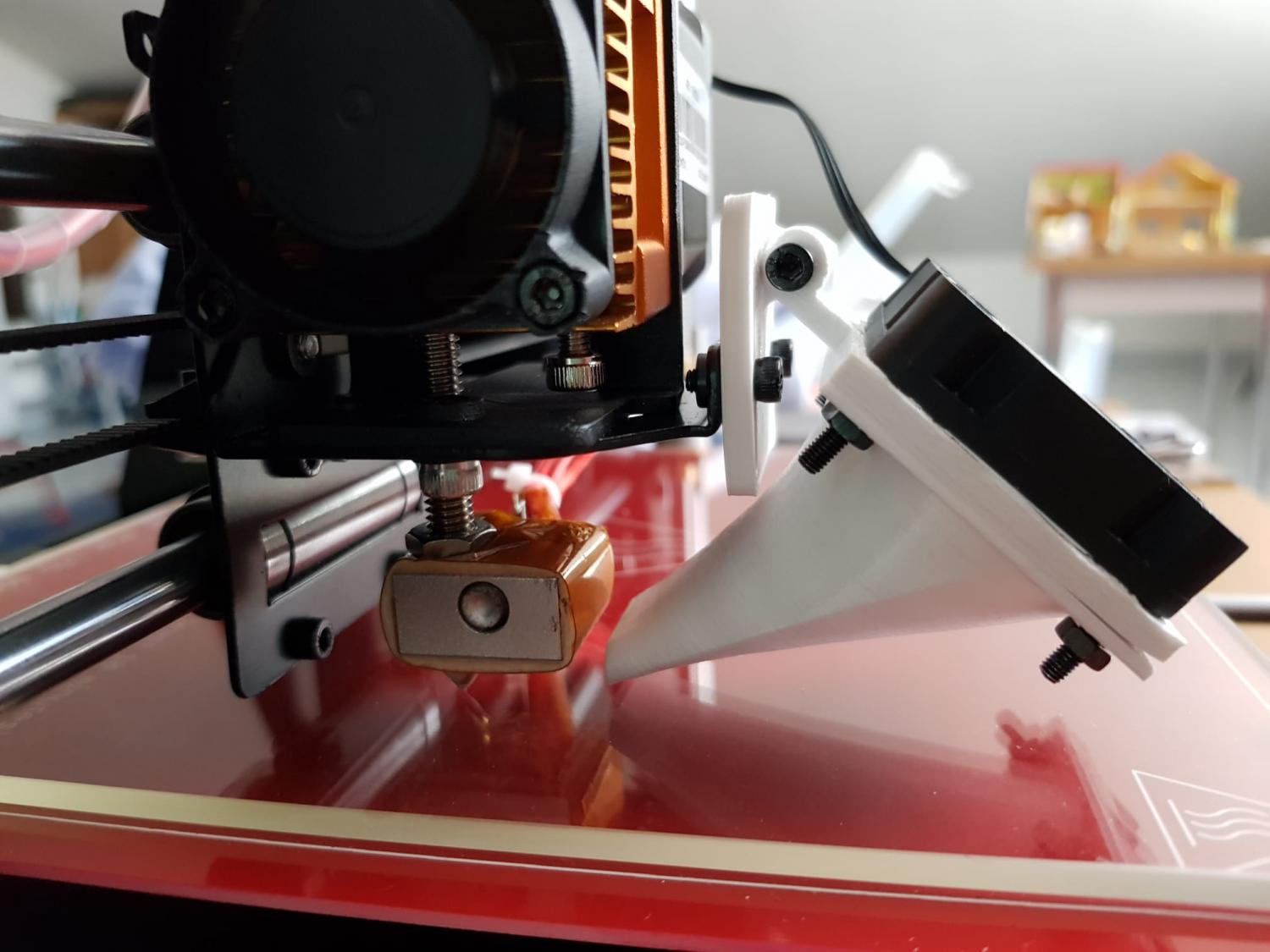
Sono riuscita ad installarla e funziona. Ho stampato un pezzo modificato per regolare l'altezza, ma non sono ancora sicura che vada bene.
Ho ristampato il cubetto cavo per calibrare la larghezza di stampa dopo il cambio dell'ugello. Mi sembra venuto meglio dell'altra volta, l'effetto "zampa di elefante" non c'è più, ma ci sono ancora alcune imprecisioni sugli spigoli, non sono perfettamente dritti. Devo rifare anche il test di estrusione dei 10 cm di filo?
Ho anche cambiato la meccanica dell'estrusore, ho messo quella in alluminio: un'altra vita caricare il filo! Ho dovuto fare qualche modifica al telaio portaestrusore, perchè questo pezzo è più spesso e non era più in linea il foro della gola, ma va benone.
Adesso penso di essere pronta per la stampa della benchy, se ci riesco la farò nei prossimi giorni.
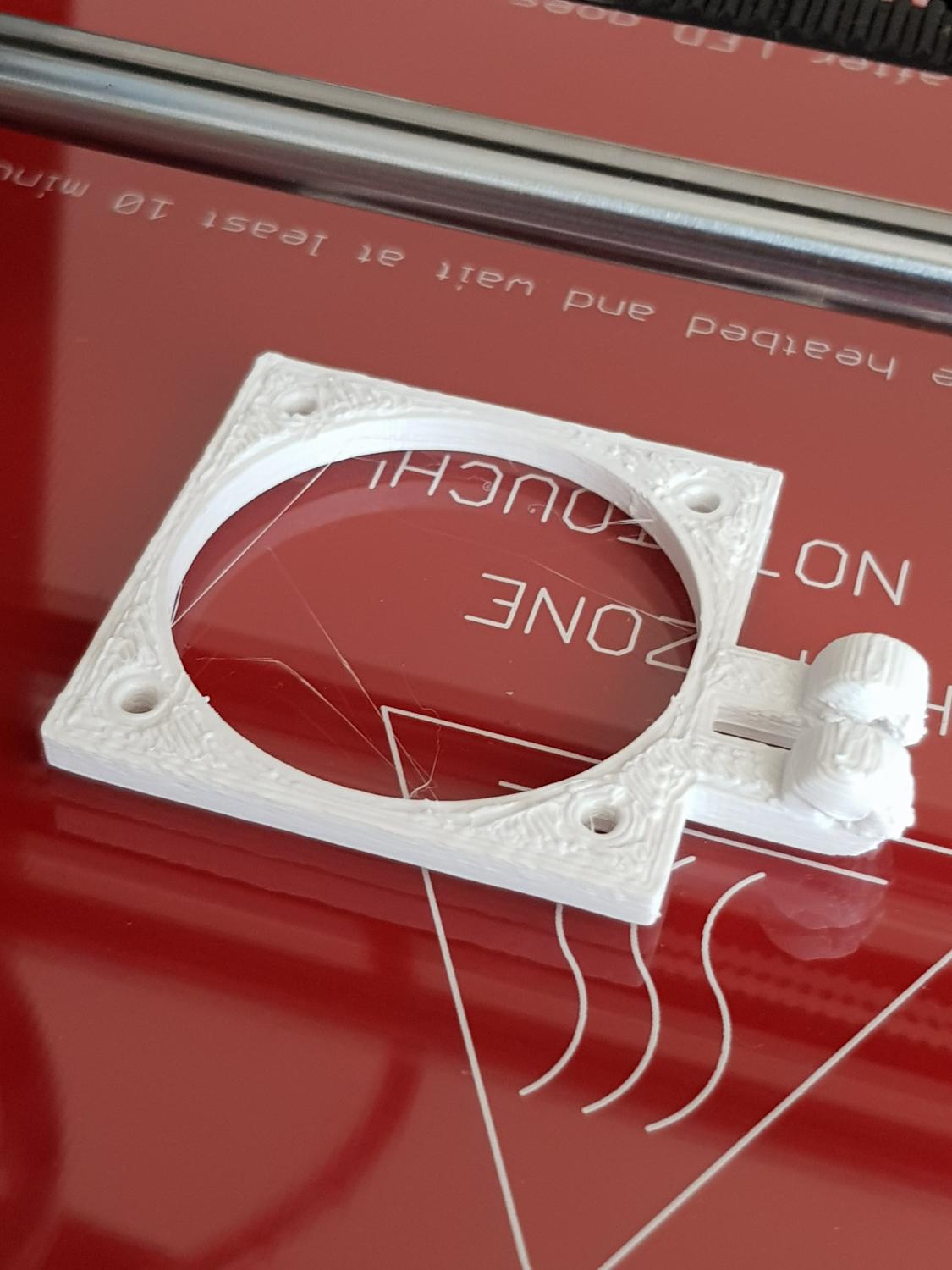
Ah, un'altra cosa: i pezzi piatti si imbarcano un po' sugli angoli (si vede nella foto del funduct), devo aumentare la temperatura del piatto di stampa? Ora sono a 65 per il primo layer, dopo 60. Il materiale è sempre il "PLA non PLA", ho deciso di tenerlo per non dover fare resi, in qualche modo lo posso usare, con l'ugello da 0,4 mm perlomeno non si intasa più e non mi fa più ticchettare il motorino.
-
2 minuti fa, Killrob dice:
mi fai una foto anche alla ventola?
3 minuti fa, Eddy72 dice:Rosso +
Nero -
Giallo non ti serve 😀
CiaooOK, però i miei sono tutti neri, devo capire qual'è il + e quale il -, sennò la ventola gira al contrario e tira invece di soffiare.
-
1 minuto fa, Killrob dice:
ma quello spinotto è della ventola?
Si!
-
2 ore fa, jagger75 dice:
lo spinotto non entra che vuol dire?per caso lo spinotto ha 2 pin e sulla scheda cè una sede per un 3 pin?
Lo spinotto ha 3 pin, ma è più grosso della femmina sulla scheda.
I fili sono tutti neri, come capisco quali vanno collegati? Se prendo gli spinotti che mi ha indicato @Killrob in qualche modo devo distinguere i fili.
2 ore fa, jagger75 dice:anche se ti avevo detto di prendere un ventola a chiocciola 2 volte perche è meglio
Lo so, ma l'avevo già ordinata...
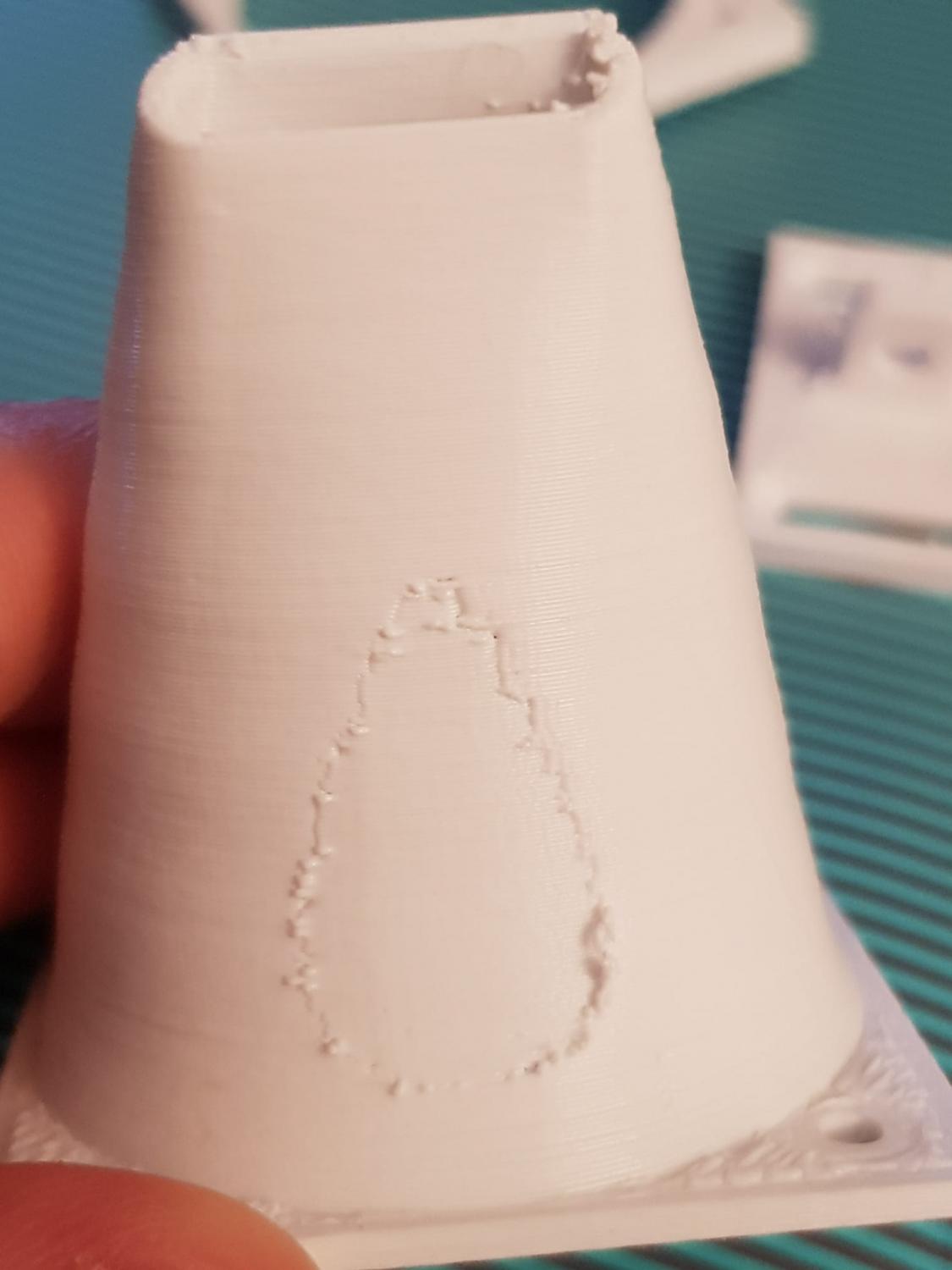
Ho finito di stampare tutti i pezzi del soffiatore, pensavo peggio, anche se non capisco cos'è quella "goccia" che si vede al centro. E' una forma regolare, quindi non è per vibrazioni o altri errori casuali. L'altro lato è venuto bene, è tutto liscio. All'interno c'è qualche sbavatura come quelle che si vedono sui bordi, ma da come ero partita con questo filamento pensavo di dover cestinare tutto!
-
22 ore fa, jagger75 dice:
facci vedere anche come viene il soffiatore
eccolo...🤔 Solo un pezzo, per ora, mi fa dare i numeri questo PLA (o non PLA che sia!). Mi sono dannata un po' e stamattina ho deciso di tentare un cambio di nozzle, ho messo uno 0,4 mm, tutti usano lo 0,4 mm, sulla mia stampante c'era uno 0,3. Boh? Comunque ho smontato tutto l'estrusore, ho messo nozzle nuovo e ho riallineato il tubicino di teflon in fondo, c'era un bello scalino, forse anche quello mi dava dei problemi. Ora mi pare di materiale ne esca anche troppo, devo rifare qualche calibrazione dopo aver cambiato l'ugello?
Altra questione: La ventolina che ho ha uno spinotto che non entra sulla scheda controller...devo procurarmente uno adatto, come si chiama esattamente quel tipo di spinotto, che me lo cerco da qualche parte? grazie
-
21 ore fa, jagger75 dice:
a questo punto puoi fare il cubo (per il ticchettio se si ripresenta ne riparliamo)
Sono riuscita a estrudere quel PLA di cui parlavo sopra, per ora a 230 °C, poi farò il test con le torri, o se riesco, meglio ancora, la misura termica in laboratorio.
Eliminati i ticchettii vari, calibrati gli step dell'estrusore, ho stampato finalmente il cubo 20x20. Ha dei difetti, me l'aspettavo!
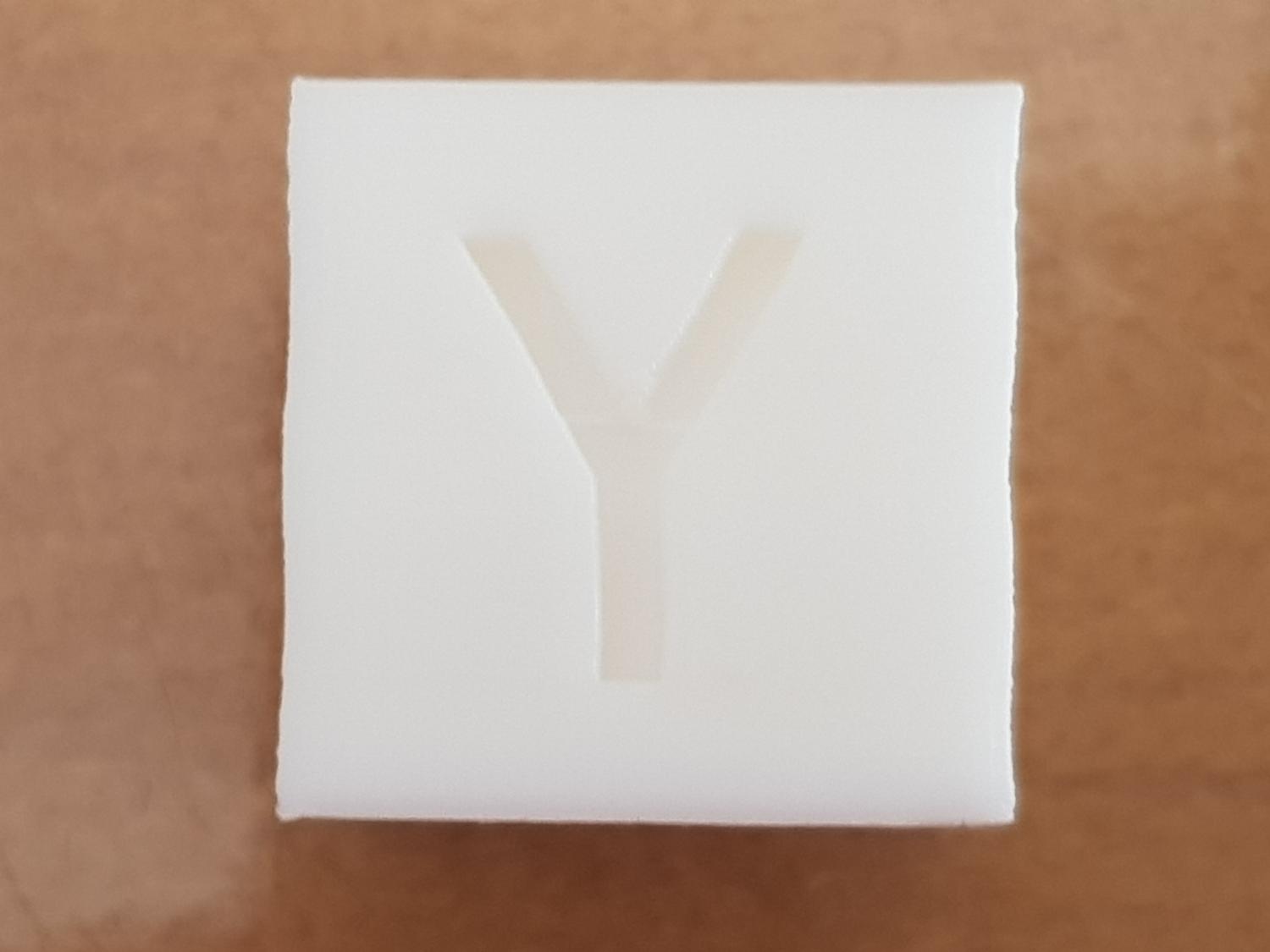
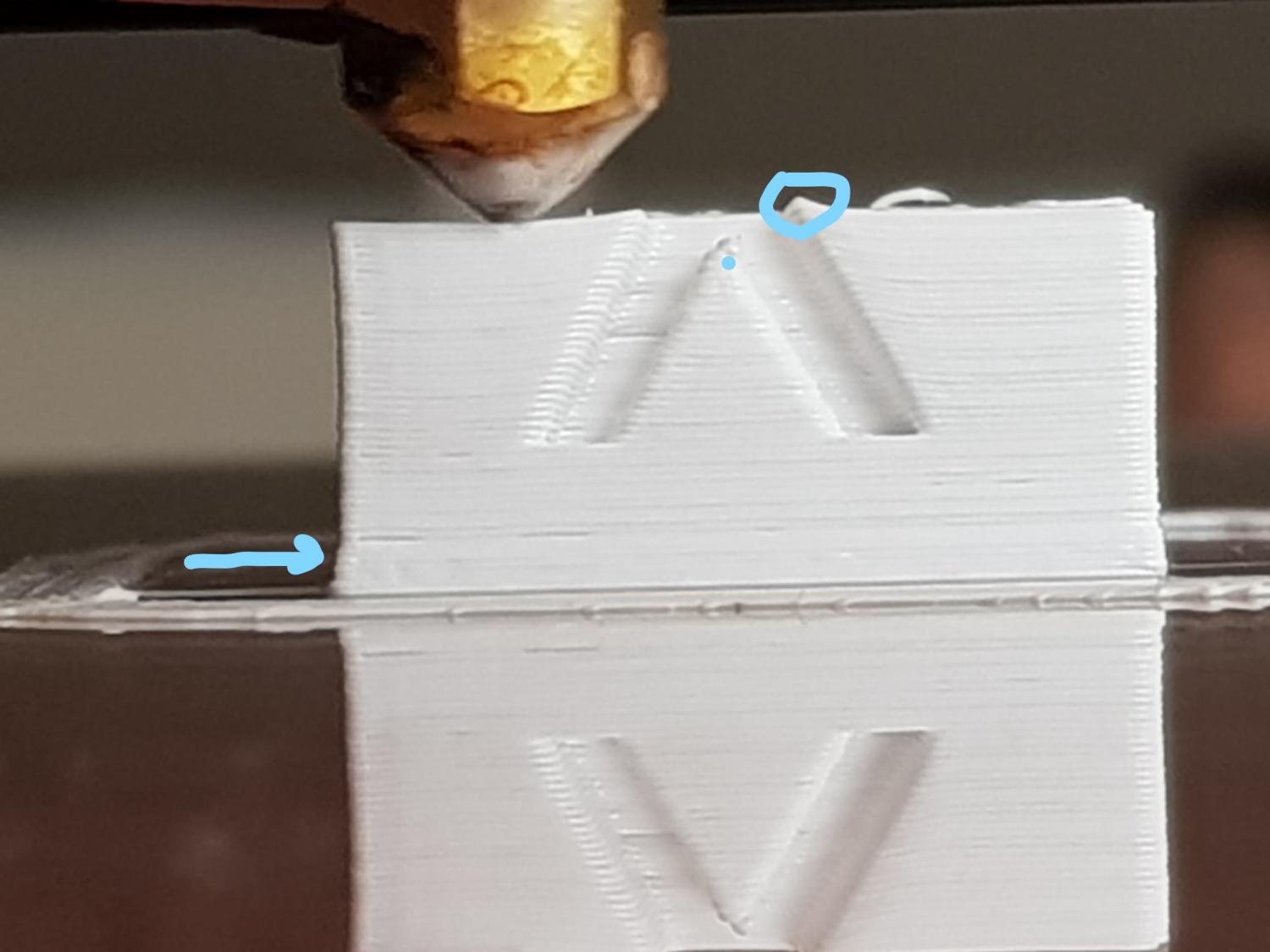
Qui, in fase di stampa, ho subito notato questa cosa che i bordi in prossimità di una zona vuota si alzano (nel cerchio). Dove c'è il puntino si vede che il dettaglio al centro della X in fase di stampa è impreciso. Inoltre (freccia) la base è vistosamente più larga.
L'infill è un po' un disastro, penso che sia perchè è stampato a velocità più elevata. (?)
Qui di nuovo si vede sta cosa che alla base è più largo, i bordi degli spigoli sono irregolari, la parte centrale della Y, senza supporti, è "colata" (non ho ancora montato la ventolina di raffreddamento, devo ancora stampare il supporto, forse questo migliorerà questo problema?)
Buchi vari nei layer del "tetto", in fase di stampa ho visto che le strutture di riempimento sottostanti non bastano a reggere i fili degli strati che vengono depositati sotto, si piegano e succede quello che si vede. Anche qui, forse, o sono a temperatura troppo alta oppure devo raffreddare (oppure entrambe).
Comunque, con questo cubo ho preso un po' di misure nelle zone centrali, ho corretto i valori di step/mm nei 3 assi e ho stampato un cubetto cavo per il Thin wall test. Anche il cubo cavo ha delle imperfezioni, ma lo spessore misurato di 0,4 mm mi torna abbastanza con il valore impostato di 0,35 mm. Non correggerei nulla, perchè, come dicevo in messaggio precedente, il mio calibro non misura due decimali, quindi quello 0,4 potrebbe essere uno 0,3 o uno 0,4 e ci sto comunque con il valore teorico.
Adesso, pur senza aver sistemato tutti i problemi, mi stampo sto fun duct, venga come venga? Così posso almeno raffreddare il filamento e togliermi uno dei problemi. Se poi viene uno schifo posso sempre ristamparlo dopo aver fatto altri test e calibrazioni (anche la barchetta).
-
10 ore fa, jagger75 dice:
ma sei sicura che hai una bobina di pla?
dovrebbe, è venduta come tale. Non dichiarano se è una mescola con una piccola parte di ABS. Anche questo lo potrò verificare se e quando tornerò al lavoro...
https://www.printwithsmile.com/3d-filaments/pla--1-75-mm-bila-satine-white-1000-g/
Sul sito del produttore indica come temperatura di estrusione 190-230 °C, la cosa che mi lascia più perplessa è che indicano anche di usare un ugello da 0,5 mm. Boh, ce l'avrei anche, ma perchè?
Ho preso questo perchè non costava troppo e soprattutto da Amazon arrivava in pochi giorni, altri ci voleva più tempo. Se me ne consigliate qualcuno già testato cerco di procurarmelo.
Comunque oggi faccio delle prove con l'ugello che ho su montato, che è 0,3 mm (e non 0,4 come indicato nelle specifiche della stampante, anche se il filo che esce ha diametro 0,4 mm, misurato).
-
1 ora fa, jagger75 dice:
l calcolo è sui millimetri che si è tirato dentro non su quelli che sono usciti dall estrusore
Si, questo era chiaro. Quello su cui avevo un mezzo dubbio è la velocità di stampa: se io imposto a 30mm/sec per i perimetri, per esempio, questo non vuol dire che la stampante mi tira 30 mm di filo in un secondo! Sarebbe una velocità mostruosa! i 30 mm/sec sono quelli che l'ugello percorre fisicamente sul piano di stampa, giusto?
1 ora fa, jagger75 dice:cubo xyz fallo a 0.2
Questo non mi è chiaro: 0.2 cosa?
1 ora fa, jagger75 dice:primo layer 205 ° dal primo in poi 200/195
Per questo devo vedere come fonde il PLA nuovo, secondo me un po' basse queste temperature, sulla scatola dice di lavorare tra 200 e 240°C. Provo a fonderne un pezzettino vicino all'ugello per vedere cosa fa. (Appena torno al lavoro a questi fili ci faccio qualche analisi termica, così ho punto di fusione e transizione vetrosa 😉 )
2 ore fa, jagger75 dice:la ruota godronata l hai montata tu cosi o gia era montata dalla casa
Già montata dalla casa, il gruppo di stampa era già assemblato. Se non va bene posso sempre smontarlo, tanto volevo poi procurarmi un gruppo di trascinamento di alluminio,quello che ho è di plastica. Prima però voglio fare 'ste calibrazioni!
Ci sentiamo appena fatte le altre prove, grazie di tutti i suggerimenti! Sono del mestiere con i polimeri, ma non con le stampanti 3d!
-
1 ora fa, jagger75 dice:
saltelli in che senso? puoi postare un video?
eh, eh!😆 Naturalmente ora che ho fatto il video il problema non si è verificato, anzi ne ho fatti due! Tutto liscio!
1 ora fa, jagger75 dice:velocità e temperatura?
Temperatura 210 °V, velocità...boh? Dove la vado a vedere? Nello slicer ho impostato 30 mm/s, però non so per questo test, mi sembra molto più veloce, tira 10 cm di filo in 30 s. (Tra l'altro: la velocità di stampa si riferisce ai mm di filamento depositati dall'ugello, immagino, e non ai mm di filo tirati,30 mm al s mi sembrerebbe molto!) Chiusa questa parentesi, dato che il test di estrusione è stato completato senza slittamenti ho preso per buoni i valori ottenuti: al primo giro ho estruso 89,9 mm di filo e ottenuto un Estep di 104,37. L'ho inserito con i comandi da Repetier e ho rifatto un secondo test. Questa volta mi sono avanzati 0,5 mm di filo, valore di Estep 104,90, inserito e salvato. Ma...ma? Il secondo decimale ha un significato con gli strumenti di misura che uso? Ho un calibro con risoluzione 0,1 mm, quindi al massimo dovrei arrotondare ad una cifra significativa il mio risultato. Avrei 104,4 e 104,9. Lo 0,5 di differenza è importante ai fini della stampa? Tra l'altro non è mica così facile misurare bene sul filo con il calibro, anche la tacca che si fa con il pennarello, seppur fine, ha uno spessore superiore a 0,1 mm. Quindi...lo so, sono un po' cervellotica, ma sono abituata a lavorare con dati numerici e tante volte mi sono accorta che impazzire sui decimali non ha senso quando sia lo strumento di misura che l'atto dell'eseguire la misura stessa sono affetti da errore. In questo caso, ad occhio, il mezzo mm di errore ci può stare.
A questo punto, con poco piu di 50 cm di PLA, che posso fare? (NON stampare un'altra carotina!😁) Ho il PLA nuovo che mi aveva dato qualche problemino, proprio perchè estrudeva male. Provo a fare il test di flusso di stampa anche con quello?







.jpeg.dfe838e846166c0e8fc0db45a3c22590.jpeg)
.jpeg.809342ca96e1f336259a563b996d8f40.jpeg)
.jpeg.e3e9927880b49170a085c34fd4a611be.jpeg)
.jpeg.267d40b3927e67813f5a4af53471a9e2.jpeg)

.jpeg.993c952b5d5c53a07927d195d5682f2e.jpeg)

Geeetech Prusa i3 Pro b - step/mm estrusore
in Problemi generici o di qualità di stampa
Inviato
ecco altri test:
A SX: 3.5 mm/velocità 40 mm/s, temperatura 190°C, a DX: 4/velocità 40 mm/s, temperatura 195 °C (200 x primo layer).
Più o meno non cambia nulla, ma la stampa di DX è migliore a livello qualitativo generale, a 190 °C secondo me sottoestrude. Questo PLA è indicato da estrudere tra 210 e 235 °C, che mi sembra tanto. ho fatto anche il temperature tower test:
Alle temperature più alte c'è una ragnetela di fili e si notano goccioline pendenti e difetti del genere, 180 ° quasi nessun filo, ma come detto sopra, mi sembra troppo bassa, il filo esce sottile e un po' granuloso. Per la temperatura mi terrei sul compromesso dei 190/195 °C.
Che dite?