

Derek80
-
Numero contenuti
72 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Derek80
-
Stranissimo comportamento stampante
Derek80 ha pubblicato una discussione in Problemi generici o di qualità di stampa
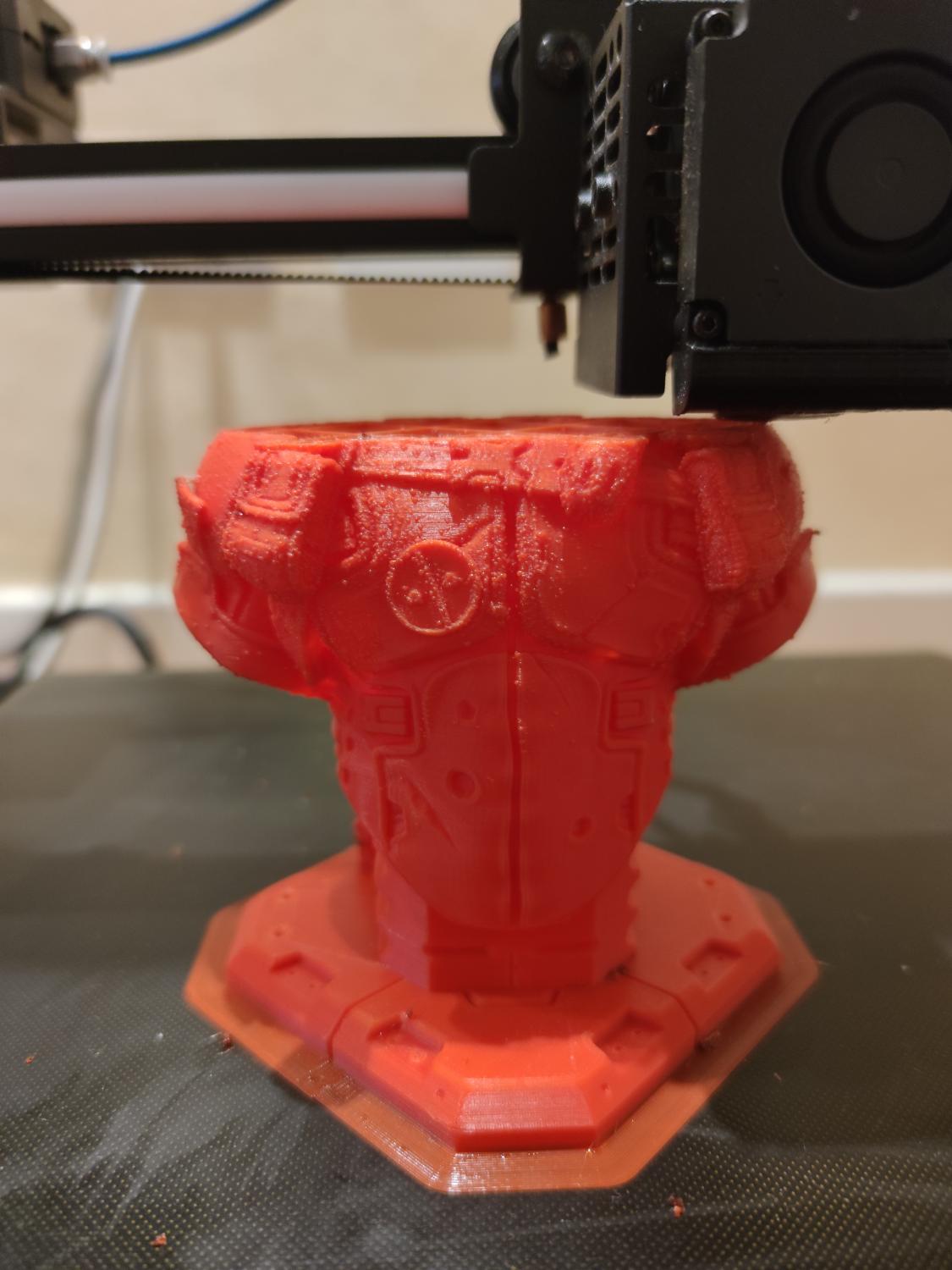
Ciao ragazzi, vorrei sottoporvi una foto per capire una cosa alquanto strana... Stampa in PLA con Geeetech A30, temperatura 215 gradi (nozzle x E3D in acciaio temprato). Se notate la stampa è riuscita perfettamente fino ai pettorali, dove la macchina (si vede anche sulle spalle) ha cominciato a produrre pallini di materiale come se ci fosse un esagerato oozing. Vi è mai capitato? Grazie
-
Ender 3 Pro - Prime stampe, primi problemi
Derek80 ha risposto a VonDomenic nella discussione Problemi generici o di qualità di stampa
Ciao caro, prima hai scritto che hai livellato a dovere i 4 angoli... ma poi hai verificato se il centro fosse allo stesso corretto livello? -
Problemi Stringing
Derek80 ha risposto a Derek80 nella discussione Problemi generici o di qualità di stampa
Avevo addirittura sentito 15, ma va benissimo purchè non peggiorino la qualità di stampa... ci sono tante testimonianze su questi ugelli e molto discordanti... -
Problemi layer Artillery X1
Derek80 ha risposto a Derek80 nella discussione Problemi generici o di qualità di stampa
4 cm, stampato a 0,1. Rispetto alla qualità della Eryone Thinker S è scadente. Il layer non sono perfettamente sovrapposti nei movimenti circolari, mentre in quelli dritti è perfetta. -
Problemi layer Artillery X1
Derek80 ha risposto a Derek80 nella discussione Problemi generici o di qualità di stampa
Sembrerebbe tutto a posto. Allego un'altra stampa fatta con il viso del personaggio rivolto verso lo schermo della stampante. I layer non sono perfettamente sovrapposti; cosa potrebbe essere? Il piatto è a posto...
-
Problemi Stringing
Derek80 ha risposto a Derek80 nella discussione Problemi generici o di qualità di stampa
Grazie Shini, in effetti ho stampato un po' di filamento cinese tipo bronzo o argento. Provo subito a cambiare nozzle, ho quelli della E3D in acciaio temprato, magari vanno benone anche quelli. Grazie dell'idea -
Problemi Stringing
Derek80 ha risposto a Derek80 nella discussione Problemi generici o di qualità di stampa
Sembrava avessi risolto, ma poco dopo il problema si è ripresentato. Ho un essiccatore, ma non risolvo nemmeno così. Il mio problema più grande è l oozing del quale non riesco proprio a liberarmene. Un po' di puntini, ma fastidioso. Sembrano ho piazzati al cambio layer oppure quando il nozzle si sposta da quel punto ad un supporto vicino. Cosa posso fare? I filamenti sono ottimi. Quel modello è fatto con un Facilan C8 Filoprint -
Problemi layer Artillery X1
Derek80 ha risposto a Derek80 nella discussione Problemi generici o di qualità di stampa
Grazie. Cosa posso fare in particolare? -
Problemi vari di stampa
Derek80 ha risposto a Derek80 nella discussione Problemi generici o di qualità di stampa
Ci sono problemi di retrazione perchè quando si sposta dai supporti al modello è un disastro. Il combing se lo tolgo perggioro la situazione. I maledetti pallini non capisco cosa possano essere. Gli step per mm sono 122 invece di 120 estrudendo 120mm, ma la geeetech ha il firmware bloccato. Ho fatto XYZ per regolare il flusso. Prima stampava bene, adesso ho cambiato le molle del letto con alcune più rigide. Il PLA bobina appena aperta di Filoprint PLA lite Quei trasudamenti non riesco a levarmeli anche sulle altre 3 stampanti anche se in maniera moooooolto minore. MI date una mano please? 😜 -
Problemi vari di stampa
Derek80 ha risposto a Derek80 nella discussione Problemi generici o di qualità di stampa
😂 Ok, PLA temperatura di stampa 205 e bed 65. Velocità 20 interna, 40 esterna e 50 riempimento. Jerk 10, velocità spostamenti 150, accelerazione 500, ritrazione 6,5 per 45, modalita combing attivata, due ventole e raffreddamento al 100% progressivamente. Supporti si, quelli sempre usati e che funzionano benissimo. Quello che non riesco a capire bene è quel disallineamento layer e i punti come fossero colate. Purtroppo quei punti li ho anche sulle altre stampanti di altre marche ms im maniera molto minore, ma non so come liberarmene. Premetto che ho calibrato il flusso tramite cubo xyz (risultava sottodimensionato) e gli step per mm dell'estrusore. Grazie -
Problemi layer Artillery X1
Derek80 ha risposto a Derek80 nella discussione Problemi generici o di qualità di stampa
Non riesco ad interpretarlo... ma potrebbe essere quello forse -
Problemi layer Artillery X1
Derek80 ha risposto a Derek80 nella discussione Problemi generici o di qualità di stampa
lato sinistro rivolto verso il fronte della stampante -
Anet AM8 impossibile livellare il piatto
Derek80 ha risposto a =france90= nella discussione Problemi generici o di qualità di stampa
Dipende quanto flette in corrispondenza dei vari punti. Spero tu riesca a risolvere. Compra una Eryone Thinker SE e vivi felice. Stampano benissimo subito. ne ho prese 3 tanto mi sono trovato bene 😉 -
Anet AM8 impossibile livellare il piatto
Derek80 ha risposto a =france90= nella discussione Problemi generici o di qualità di stampa
Stesso problema con una Artillery X1 e dopo averci sbattuto la testa come te ho travato il difetto inrisolvibile: L'asse x probabilmente flette, di poco ma flette, di modo che quando hotend si posizionava in centro, fletteva in avanti quel poco che bastava per avere sempre un disallineamento. Prova a mettere l'hotend in centro e muoverlo con la mano a macchina spenta. -
GEEETACH A20 - Inserimento Filamento a mano: quanto è normale?
Derek80 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Vai in control/filament/load Ti fa scaldare il nozzle e poi comincia a tirarti dentro il filo. 1 - si il filamento entra nel raccordo del tubo, tanto che quando visto il tubo in PTFE c'è più di mezzo centimetro di filo che "sporge" ma che non entra nel PTFE : non ho capito se il filo ti entra nel tubo in PTFE o se entra nel raccordo ma poi si blocca (è successo anche a me e spesso svitavo il dado pneumatico per farlo passare e risolto con un tubo in PTFE della capricorn spingendolo bene nel raccordo -
Problemi vari di stampa
Derek80 ha pubblicato una discussione in Problemi generici o di qualità di stampa
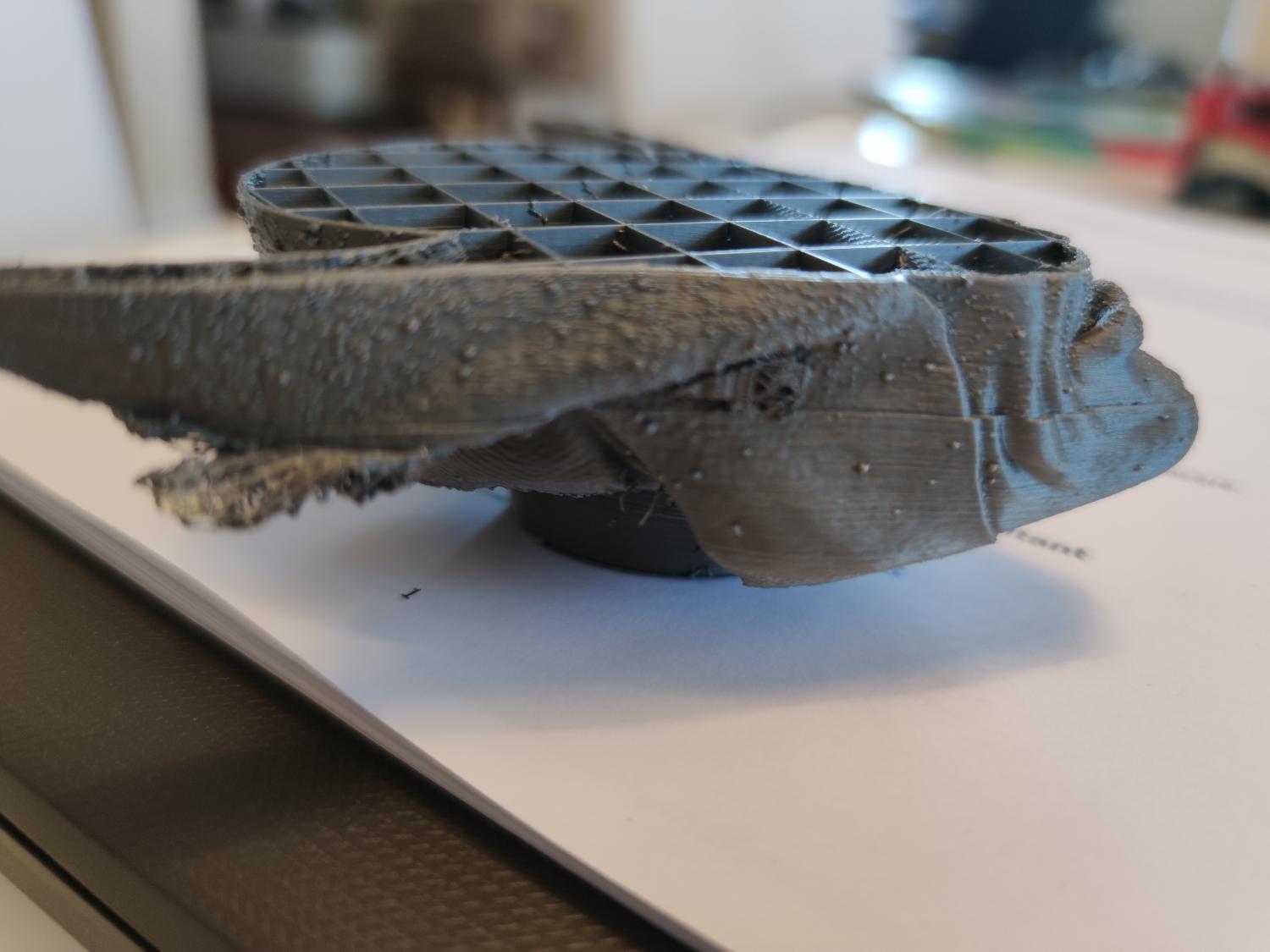
Ciao mitici! Allego foto e non serve altro commento. A30 pro Geeetech, tutte le calibrazioni del mondo, ma non riesco a farle fare una stampa decente. Consigli? Grazie in anticipo
-
GEEETACH A20 - Inserimento Filamento a mano: quanto è normale?
Derek80 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ciao Meldro, innanzitutto la prossima volta evita la marca Geeetech... ho un A30 Pro, smontata e rimontata 4 volte per risolvere dei problemi, ma ne viene sempre fuori una : la qualità costruttiva è pessima. Comunque... anche a me succedeva e queste sono le soluzioni: 1 Controlla ad occhio che il filo entri effettivamente nel raccordo prima del tubo in PTFE e non faccia deviazioni. In tal caso piega un pezzettino di filamento per centrare il buco 2 La Geeetech ha una funzione di Load del filamento e non è necessario spingerlo fino al nozzle, quindi una volta inserito nel tubo di raccordo lo spinge da sè. Facci sapere se hai risolto -
Problemi Stringing
Derek80 ha risposto a Derek80 nella discussione Problemi generici o di qualità di stampa
Stampante è Bowden, ho risolto stamane con 6.5mm e 45mm, abbassando la temperatura di estrusione ed aumentando velocità di stampa e spostamento. Poi man mano vado a scendere coi parametri uno alla volta fino ad ottimizzarli. Tengo molto alla finitura esterna del modello, quindi tendo ad andare piano. Grazie mille -
Problemi layer Artillery X1
Derek80 ha risposto a Derek80 nella discussione Problemi generici o di qualità di stampa
Stampata lenta, 30mms. Quel disallineamento però rovina la stampa a livello estetico. Quando stampo i cubi non lo fa... -
Problemi layer Artillery X1
Derek80 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao Ragazzi, dopo aver regolato cucinetti, cinghie. asse z. lubrificato tutto, calibrato step mm e compagnia briscola, ho provato a stampare la Benchy, ma non riesco a risolvere questo problema. La cosa assurda è che il supporto Artillery mi ha mandato un file di un cubo e non si presenta questo disallineamento dei Layer (che si normalizzano dopo una certa altezza). Secondo voi come posso risolvere? Grazie
-
Problemi Stringing
Derek80 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao ragazzi, piacere di conoscervi, mi chiamo Riccardo e da un mese di sono buttato in questa avventura buttandomi e comprando 4 stampanti 3D. Le Eryone in particolare mi hanno già dato moltissime soddisfazioni, smanettando non poco mi hanno dato qualità di stampe pazzesche!!! Da un pao di giorni che però ho fortissimi problemi di Stringing e gocciolamento di materiale. Utilizzo Cura, ma non capisco cosa possa aver toccato nelle impostazioni. Ho messo retrazione a 6,5 con velocità di 35 e reinnesco 35. Ho provato anche Combing, Z Hop e altro ma non riesco a risolvere. Il materiale è un Filoprint Facilan C8, ma me lo fa anche l'altra stampante identica(Eryone Thinker S) con un Pla plus sunlu. Provato ad arrivare fino a 10 ma non migliora molto... Vi allego delle foto. Grazie mille in anticipo
-
Ciao ragazzi, sono Riccardo, ho 40 anni e un mese fa mi sono deciso ad entrare in questo straordinario mondo di smanettoni. L'esperienza mi è piaciuta così tanto che, dopo aver smontato e rimontato la mia prima stampante, ho deciso di comprarne altre ed ora sono a quota 4: Eryone Thinker S, Eryone Thinker SE. Geeetech A30 Pro e Artylleri X1. Spero di crescere insieme a voi e grazie in anticipo per le preziose soluzioni che mi darete. Ho già studiato parecchio e messo in pratica! Buone stampe a tutti!
-
- 1
-



.jpg.dca4a610e6020ffb66a6da3c31b886c8.jpg)
