

Hinokami
-
Numero contenuti
663 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Hinokami
-
-
Bho, io ho un clone cinese, tolto dalla scatola faceva schifo, col tempo e un po di esperienza in più i risultati si vedono.
-
Ciao, io la stampante l'ho comprata usata ed era perciò già montata, ma non andava oltre i 100mm sull'asse Z, si bloccava il motore.
Smontata e rimontata con un po più di attenzione ora non mi da più problemi. Ho scoperto cosi che le barre non sono proprio diritte ma il giunto elastico è più che sufficiente a risolvere il problema. Se fossi in te controllerei meglio le nuove barre.
Inoltre ho spostato i collari con morsetto dall'esterno all'interno, in modo che quando tendo la cinghia X, i due carrelli dell'asse Z non si avvicinino.
-
Io per goliardia cerco "dick" ma non trovo nulla lo stesso 😁
-
sono tutti compatibili, i dati vengono inviati in Gcode alla stampante e questo praticamente lo fanno tutti i software.
I più usati sono Slic3r, Cura Ultimaker, Kisslicer e sono free. A pagamento c'è simplify3D che è molto considerato ma non ho mai avuto occasione di provare. Di slicer c'è inoltre una versione proprio per le varie prusa detta appunto Slic3r PrusaEdition credo dispongano già di profili pronti per le stampanti.
-
Svelato l'arcano, sono i cavetti miei ad essere invertiti 😁
-
sembra sia in metallo, per quel prezzo non è male. i commenti su amazon, sia quelli positivi che quelli negativi rasentano un po il ridicolo. Verificherei le effettive dimensioni del volume di stampa, in rete trovi tutto il necessario, anche sul loro sito.
Credo che nessuno qui, presa appena fuori dalla scatola, non abbia avuto problemi con queste stampanti da assemblare.
-
Hmmmmm 😏

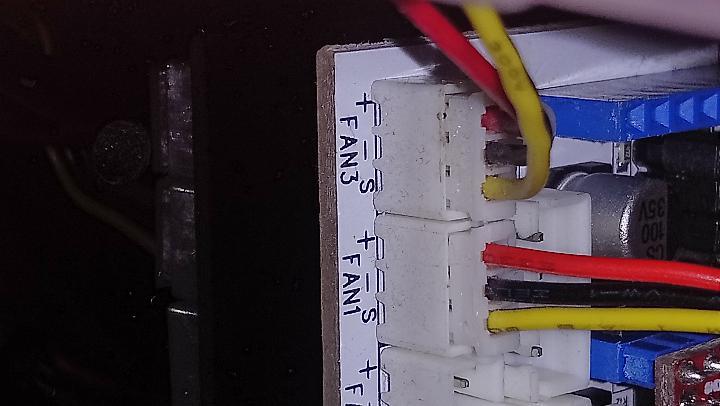
O sbagli tu o sbaglia la geeetech (ironicamente si intende). Come intendo io, + 12V, - GND (anche se non è corretto), S segnale.
Però come ho detto la ventola parte solo se metto nero giallo. Quando trovo il multimetro verifico.
Preciso, questi sono i cavi originali.
-
Mi sto facendo un cavetto per connettere i normali molex tre pin della stragrande maggioranza delle ventole in commercio con i PH della geeetech 2560. Purtroppo ho dimenticato il multimetro da qualche parte ma mi pare che i 12 volt per la ventola siano sul cavo giallo "invece" che sul rosso. E' uno standard sui PH 2.0 oppure è la GT2560 fatta cosi? Già so che di tre pin utilizzano solo 2, ma che mi ricordi io il giallo dovrebbe portare il segnale della ventola (almeno nel mondo PC).
-
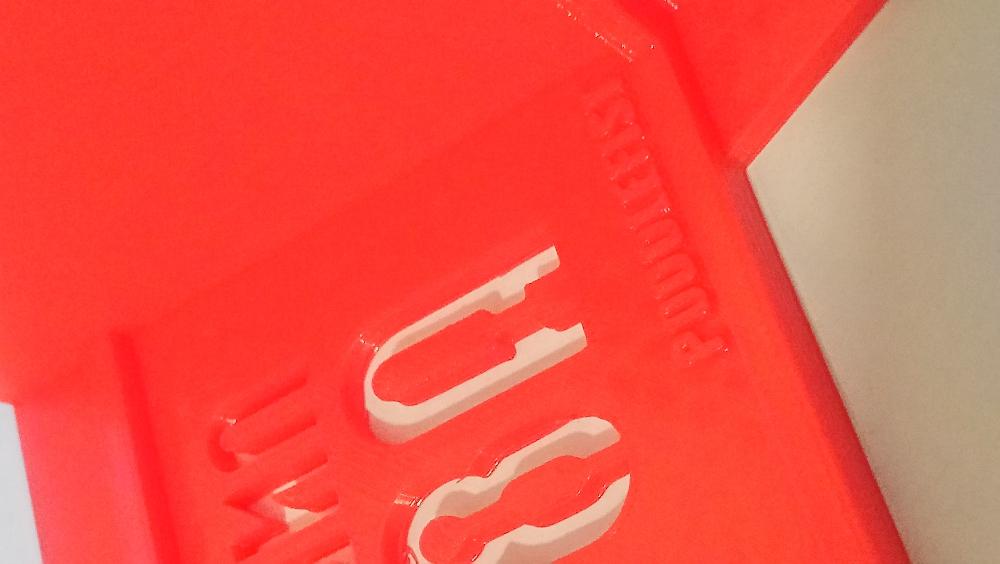
Stesse impostazioni ecco come stampa.
Direi che la qualità totale della stampa è molto buona, la firma del macker si legge bene e non è grandissima. Eppure con le stesse impostazioni la X non mi viene, siccome i difetti si verificano sempre alla stessa altezza, non forrei fosse un problema meccanico.
-
Immaginavo servissero per il piatto, ho avuto la stessa idea, volevo sostituire i fermi di acrilico e i cuscinetti con gli SC8. Ho una I3 PRO B in acrilico, ti posso dire che cambiato il reggi cinghia del piatto e lubrificato con la vaselina tecnica non ho più sentito l'esigenza di sostituirli.
-
Chi dice cosa? Hanno esperienza diretta per avvalorare quanto dicono? Dove c'è movimento si consuma tutto prima o poi, e la resa è direttamente collegata alla qualità (cosi come il prezzo). Ora una 3D stile repeap non ha cosi tante sollecitazioni da consumare un cuscinetto in metallo in poco tempo, cosi come il polimero. Ti posso assicurare che ci sono prodotti SC8UU che non ti accorgi nemmeno della loro esistenza in quanto a silenziosità, "scorrevolezza" e durata, ma 1 costa il doppio dei quattro che hai linkato tu. Per una stampa amatoriale van bene tutti. Poi chiedi un consiglio, ma sono due pezzi molto differenti. Dove li installeresti?
-
Ma infatti con il PLA verbatim mi trovo benissimo, è già la seconda bobina che prendo. si, il nozzle è a 0.3 verificato. come ho detto, la stampa, in misura e accuratezza viene bene, sono quei dettagli che non riesco a migliorare. Non vorrei arrivare a stampare più lento di 40 mm/s se non estremamente necessario.
La retraction influisce sulla stampa dei perimenti?
-- potrebbe essere un problema meccanico come le vibrazioni? --
-
Qualche opinione? Se usate Slic3r mi dite le vostre velocità per quanto riguarda i perimetri?
-
PLA verbatim. Non monto ventole per il filamento, ho provato con 190 e 200 di temperatura estrusore.
-
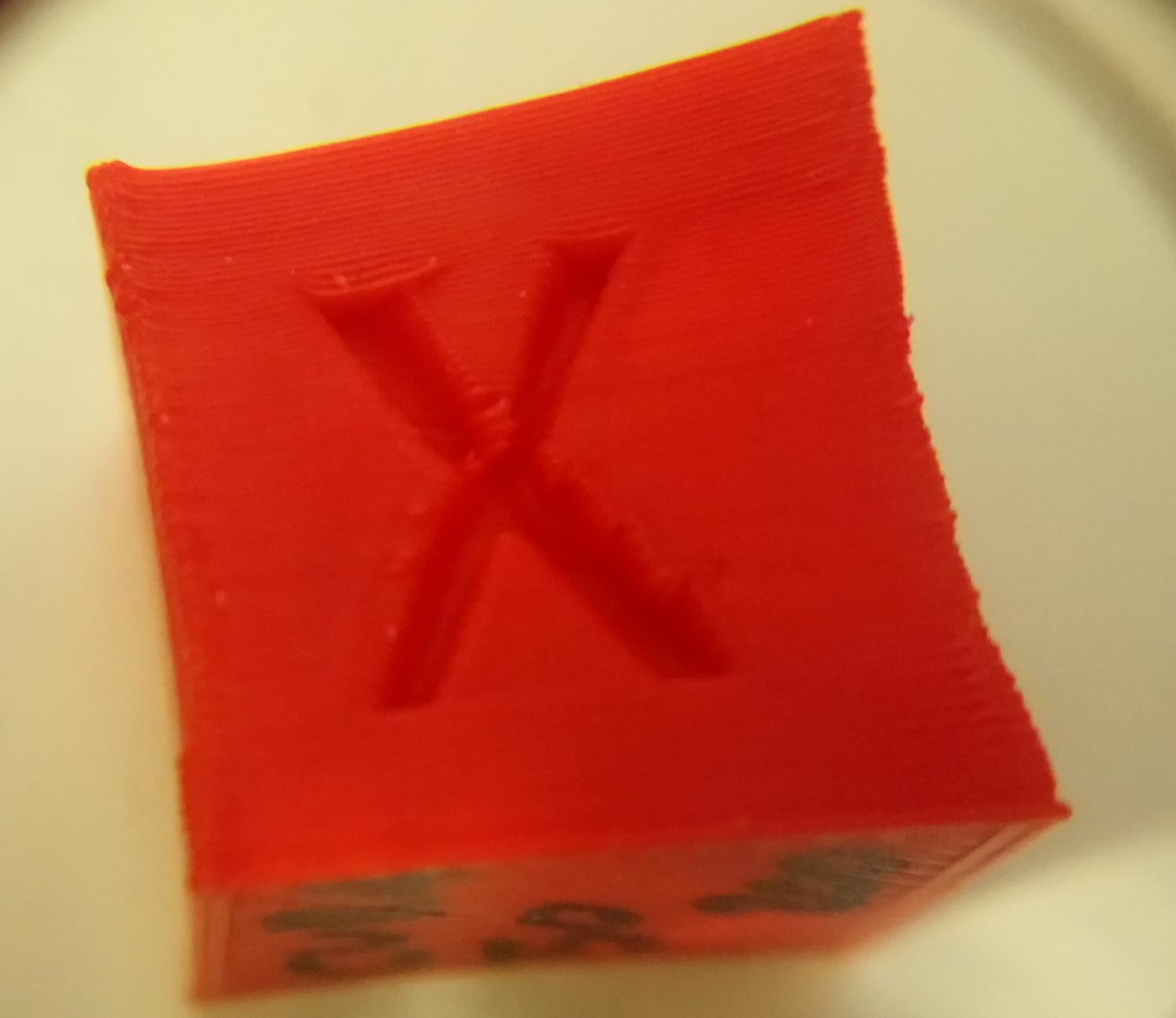
Seguendo i consigli letti e riletti sul forum, ho migliorato la qualità di stampa dopo aver smontato e rimontato il blocco estrusore (l'mk8).
Non riesco però ad eliminare alcuni piccoli difetti che sicuramente dipendono dalle impostazioni dello sclicer, perché cambiando software ottengo risultati differenti con lo stesso pezzo.
Allego foto
quello a sinistra è ottenuto con Slic3r quello a destra con CuraEngine, il difetto come potete vedere è lo "stondamento" della lettera X, non riesco a migliorarlo. Ho impostato velocità, jerk, calibrato step, non riesco a capire dove intervenire. Questi sono ottenuti con velocità a 50 mm/s, se abbasso a 40 la qualità con cura migliora ma non con Slic3r.
I bordi esterni risultano flessi per via della lente che ho usato per le foto da smartphone altrimenti non riesco a farvi vedere il dettagli ma sono ben verticali e angolati.
La cosa che mi incuriosisce però è un altra, prima per non saper ne leggere ne scrivere col 3D la stampante era impostata a cavolo, (estrusore 0.4 invece di 0.3, extrusion with di default eccetera eccetera) e la X veniva precisa.
-- a seconda di come lo visualizza, quello superiore è con Slic3r, quello inferiore con CuraEngine --
-
hmmm, sbaglio io o le altezze dei layer sono in decimi di millimetro e non in millimetri come da foto?
-
Però, leggerini
, vorrà dire che lo sostituirò con altro PC che ho a disposizione. Dunque la scheda video serve solo alla qualità della visualizzazione dei vari pezzi.
-
Per configurare la stampante e provare le impostazioni ho dedicato un pc di recupero collegato via usb. Onesto; dual core, 4GB RAM, SATA III, NVIDIA GT9300 GE 512 RAM.
Per gestire i cubetti da 20mm e i piccoli pezzi per migliorare la stampa non ho problemi. Ma ora che sto passando a pezzi più complessi il programma mi si blocca, presumo per la poca potenza disponibile. Gia il bench della barchetta non riesco a elaborarlo, slic3r si pianta mentre cura no (all'interno di RepetierHost). Il perché non me lo spiego. io mi trovo meglio con slic3r perciò è un problema. Credo che il problema sia la scheda video veramente al minimo per OpenGL. Cosa consigliate per la sostituzione? Se ne vale la pena.
Disponibili ho una ATI HD 4350 512MB e una HD 4850 1 GB. Possono andare?
-
il link mi da pagina non trovata
-
Ma sopratutto, perché aggiornare il firmware quando la pro B ha già di suo il firmware per leggere la SD? o perlomeno la mia è arrivata così.
Prima di scrivere il nuovo firmware, hai fatto un backup di quello vecchio?
Se si, hai provato a riscriverlo?
-
Esposto cosi, non si capisce niente. Hai provato a muovere i motori da firmware? il display segnala temperature di piatto ed estrusore?
-
Bene, intanto un lieto fine 🤗
-
0.2? Hai sostituito tu il nozzle? Di solito la geetech mette di fabbrica 0.3 o 0.4
-
Può anche essere la SD, io stampo solo da SD e a forza di togliere e mettere non la vede più corettamente (sul PC, fortunamtamente la stampante non da problemi).
-
 1
1
-




 , vorrà dire che lo sostituirò con altro PC che ho a disposizione. Dunque la scheda video serve solo alla qualità della visualizzazione dei vari pezzi.
, vorrà dire che lo sostituirò con altro PC che ho a disposizione. Dunque la scheda video serve solo alla qualità della visualizzazione dei vari pezzi.
geeetech i3 - problema HOME con ABL
in Problemi generici o di qualità di stampa
Inviato
foto e video?