sr.sr
-
Numero contenuti
70 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di sr.sr
-
Non riesco più a fare incisioni Laser decenti. Problemi anche su carta
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
Pensavo di aver già risposto ma non vedo più quello che avevo postato. Il valore $30 l'ho riportato a 1000 come prima. Il software che uso è Inkscape con Lasertool faccio il gcode e su una microSD lo carico direttamente sul controller della macchina. Lo stesso Gcode che avevo stampato su cartone adesso su carta viene bianco. (come da video sopra) Quindi c'è stato un cambiamento ma non so quale. (Lente? Parametri, laser, focus......) ma sinceramente non ho cambiato niente a parte lo smontaggio e rimontaggio della lente. (ripetuto più volte per sicurezza) GRAZIE per il vs aiuto -
Non riesco più a fare incisioni Laser decenti. Problemi anche su carta
sr.sr ha pubblicato una discussione in Incisione e taglio laser
Ho ripreso il mio CNC3018 per fare delle incisioni laser e con mia immensa sorpresa ho notato che usando dei vecchi Gcode già utilizzati su legno e cartone questa volta non incideva neppure sulla carta. Parametri come S400 * (potenza laser) e F2000 (avanzamento) in passato mi causavano già il taglio della carta senza problemi figuriamoci per scrivere delle incisioni * rispetto ad una potenza massima del Laser impostata a 1000 RPN (vedere parametri GRBL in allegato)GRBL Laser Parametri CNC.nc Sono riuscito ad incidere solo portando la potenza al massimo S1000 con velocità F2000. Ma sinceramente per una incisione su carta mi sembra veramente eccessivo. Figuriamoci se dovessi tagliare il compensato. (Operazione che già mi stava dando notevoli problemi nei giorni precedenti😞 ) L'unica cosa più strana che ho fatto nel frattempo (nelle settimane di inattività) è stato quello smontare la lente per verificarne il tipo e rimontarla. Volevo valutare se un eventuale ricambio mi avrebbe potuto migliorare le carenze di taglio su legno ma sinceramente le informazioni che ho trovato in giro sono state molto vaghe. Pensando di averla rimontata male e ho fatto varie prove cambiando ripetutamente il verso. Alla fine quello che funziona meglio è orientare la parte piana verso l'interno del modulo laser mentre la parte sferica verso il pezzo. GIUSTO? Anche perché diversamente lo spot non riesce a divenire sufficientemente puntiforme. Ad un certo punto sullo schermo del controller GRBL Laser Parametri CNC.ncGRBL Laser Parametri CNC.nc ho notato in basso che la scritta "Laser/SPN" mi indicava 9%. Pensando di aver trovato il problema ho riportato di nuovo il valore al 100% come in foto, ma le incisioni non miglioravano affatto. Ho dedotto allora che si trattasse solo di una potenza che viene applicata solo per gli spostamenti manuali, e del tutto ininfluente quando si lanciano i Gcode da stampare. Il laser non sembra alterato anche perché l'ho usato pochissimo. In un anno avrò fatto si e no meno di venti incisioni. L'immagine del video trae un po' in inganno perché l'effetto della ripresa fa sembrare lo spot troppo largo. Questo video si riferisce ad una immagine stampata nel passato con potenza S400 che adesso non stampa più niente di niente. no-stampa-s400-f200_lda0NgR4.mp4 Ho provato a smanicchiare su GRBL ma sinceramente oltre $30 non vedo dove altro poter mettere le mani Ho provato a portare la potenza massima $30=S400 in modo tale da renderla = al massimo del gcode non più stampabile ma l'unico effetto che ho sortito è far apparire pochi baffetti di incisione ma niente di nitido. Non vedo quale altro parametro dover cambiare Ovviamente ho avvicinato o allontanato anche il modulo laser ricercando un miglioramento della messa a fuoco ma non arrivo molto lontano SONO DISPERATO PROPRIO 😞 Grazie per qualsiasi suggerimento Sergio
-
Utilizzo porte disponibili scheda GRBL CNC+Laser x alimentare AIR ASSIST
sr.sr ha pubblicato una discussione in Hardware e componenti
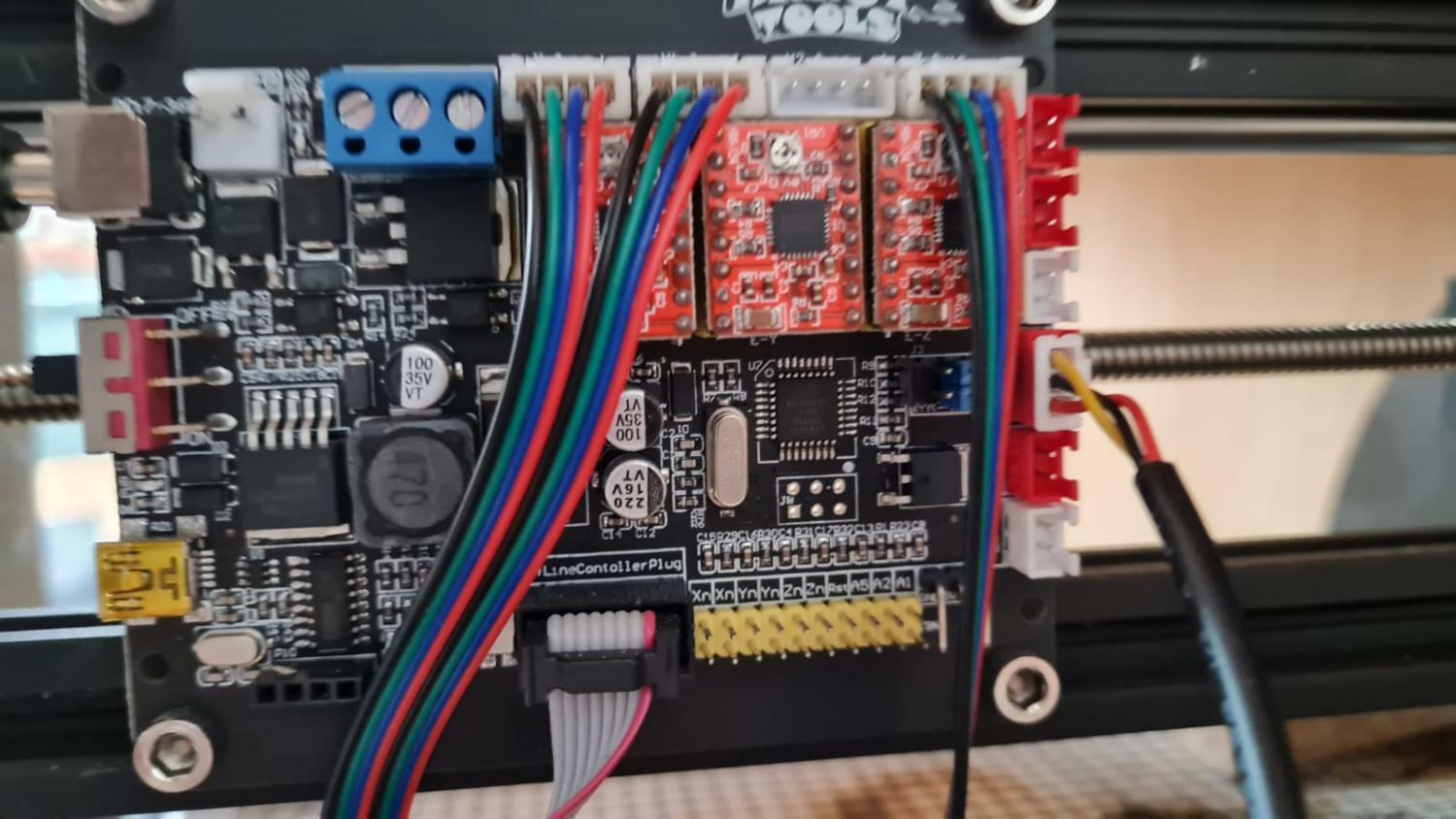
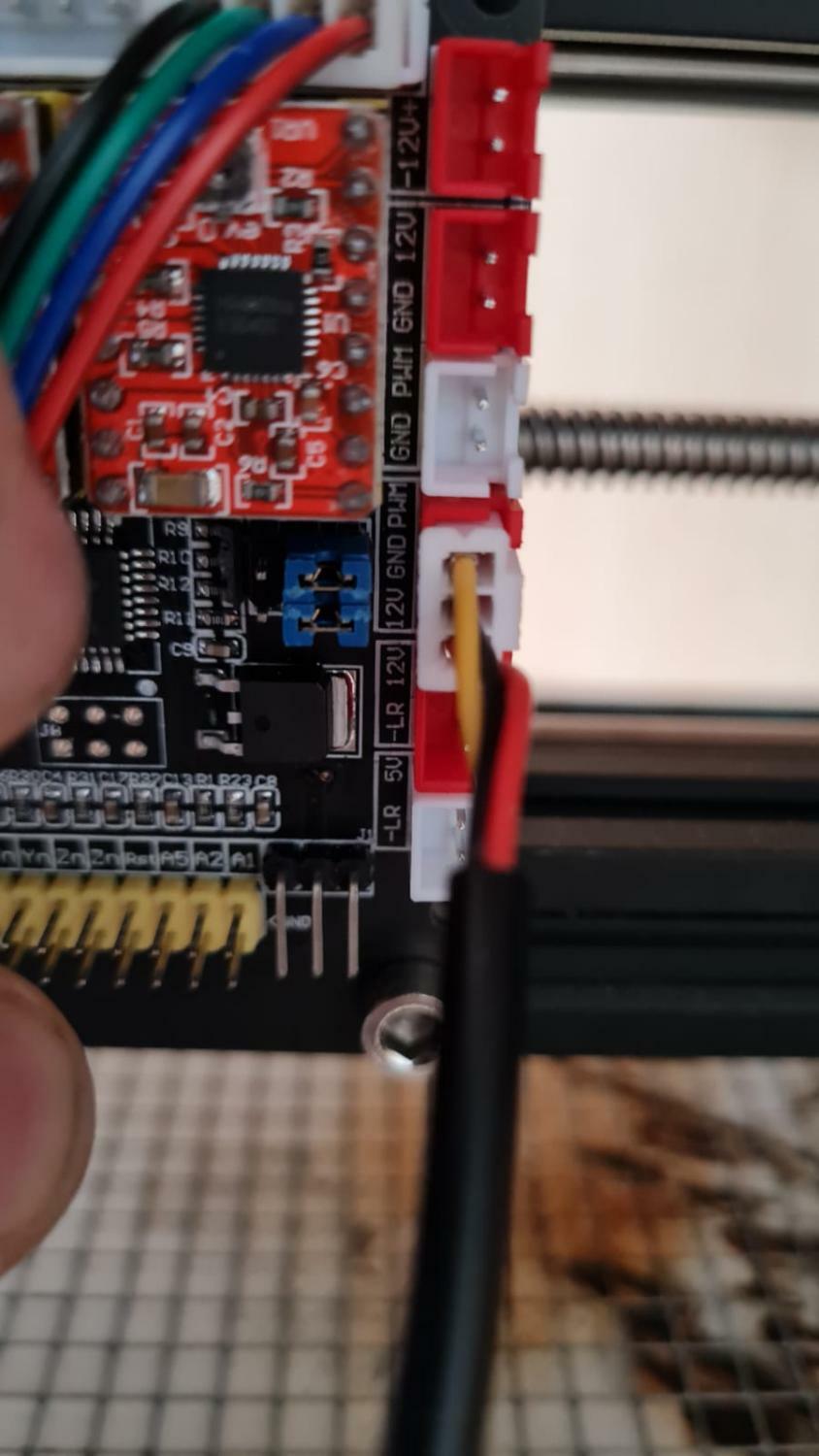
Buongiorno in allegato riporto la scheda della mia CNC 3018 pro alla quale è attualmente collegato un modulo laser. Poiché vorrei installare l'air-assist mi domando se potrei usare una di quelle porte disponibili per alimentare un piccolo ventilatore (quello utilizzato per raffreddare le stampe 3D): per esempio la porta 12v ? In questo modo vorrei evitare di alimentarlo separatamente. Ed in caso affermativo se basta collegarlo per metterlo in funzione in continuo oppure occorre impostare da GCODE l'avvio e lo stop come per le stampe 3D In effetti dalla foto 2 ci sono tanti spazi per altri connettori ma non capisco con esattezza se sono interessanti per alloggiare qualcosa di utile Grazie mille Sergio
-
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
Ed effettivamente anche io penso che sia l'unica differenza. Per quanto riguarda la potenza non mi sembra che con $30=1 abbia avuto miglioramenti per quello alla fine l'ho rimesso a 0 Grazie -
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
Grazie mille. Si è un compensato di Pioppo di 4mm. Lo stezzo spezzone che avevo già tagliato con 6 passate da V400. Grazie per la dritta sulla distanza maggiore che corrisponde a quanto ho potuto provare in questi giorni. Sul piano sottostante avevo già intensione di predisporlo mentre sull'air assist studierò le possibilità sulla mia macchina Grazie a tutti -
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
Lente quanto esattamente? Grazie -
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
Ma non ci sono riuscito neppure in questa modalità. 😞 Se avessi apprezzato delle differenze mi adattavo anche senza avere lo spot laser per l'azzeramento ma non mi migliora niente... Non taglio neppure in 6 passate a 100mm/min 😞 -
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
L'ho fatta ma a dire il vero non trovo miglioramenti. Per contro con il controller manuale non mi visualizza lo spot laser per fare lo 0. Pertanto l'ho rimesso di nuovo come era prima. -
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
Ultimo aggiornamento Appurato che la max potenza laser S1000 Ho impostato $32=1 come suggerito da Eddy72 (non ho riscontrato grandi miglioramenti) Ho alzato il laser a circa 7 cm dal pezzo (leggero miglioramento riscontrato) Provato a tagliare un quadrato 10x10 con V=100 S1000 e 6 Passate. --> Riesco a vedere due lati che affiorano sotto. Con una passata in più probabilmente taglierebbe ma con questa velocità così bassa non mi torna affatto di dover impiegare 7 passate Ripeto qualche tempo fa tagliavo con V400 S1500 e 6 passate. Ma su Youtube vedo dei video che con un 5,5W tagliano in due sole passate..... How is it possible ? Grazie -
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
Ehm ........ Effettivamente ora che ho avuto accesso a queste configurazioni GRBL è verosimile. ma credevo che comunque l'abilitazione del laser avvenisse in ogni caso tramite il GCODE M03 Sxxxx ecc.. altrimenti non è che fino ad ora non sarei riuscito proprio ad incidere per niente? Oppure no? Cambiando questa impostazione mi cambia veramente anche il comportamento legato alla potenza ? Arriverò a poter tagliare con un paio di passate finalmente? Grazie mille per il suggerimenti -
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
Finalmente sono riuscito a far comunicare un PC win tramite LaserGRBL e questo è il risultato dopo aver digitato $$: $0=10 (Step pulse time) $1=25 (Step idle delay) $2=0 (Step pulse invert) $3=6 (Step direction invert) $4=0 (Invert step enable pin) $5=0 (Invert limit pins) $6=0 (Invert probe pin) $10=1 (Status report options) $11=1.000 (Junction deviation) $12=0.002 (Arc tolerance) $13=0 (Report in inches) $20=0 (Soft limits enable) $21=1 (Hard limits enable) $22=1 (Homing cycle enable) $23=7 (Homing direction invert) $24=25.000 (Homing locate feed rate) $25=500.000 (Homing search seek rate) $26=250 (Homing switch debounce delay) $27=2.000 (Homing switch pull-off distance) $30=1000 (Maximum spindle speed) $31=0 (Minimum spindle speed) $32=0 (Laser-mode enable) $100=800.000 (X-axis travel resolution) $101=800.000 (Y-axis travel resolution) $102=800.000 (Z-axis travel resolution) $110=2000.000 (X-axis maximum rate) $111=2000.000 (Y-axis maximum rate) $112=100.000 (Z-axis maximum rate) $120=20.000 (X-axis acceleration) $121=20.000 (Y-axis acceleration) $122=20.000 (Z-axis acceleration) $130=500.000 (X-axis maximum travel) $131=500.000 (Y-axis maximum travel) $132=200.000 (Z-axis maximum travel) Non cita espressamente la potenza <Laser ma effettivamnte se si deduce da questa riga $30=1000 (Maximum spindle speed) forse si intende che questa sia anche la max potenza Laser ?? Grazie -
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
In realtà ad oggi l'ho usata solo come laser. Sul piano ho fissato una superficie in legno con una battuta per allineare meglio il pezzo (v. Foto) Per incidere no problem ma x tagliare ci devo an ora lavorare su. Quando troverò dei parametri adatti metterò anche un rialzo sotto affinche il raggio laser fuoriesca meglio durante il taglio
-
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
PS: Ho rimisurato meglio la distanza dal pezzo e sono a circa 16 mm, Prima forse ero su un valore doppio ma avendo regolato il focus pensavo fosse meglio. Lo Z offset -1 puo' aiutare il taglio? Avevo fatto delle prove in passato ma non avevo trovato grandi benefici. Sia sulla prima passata che sulle successive. Grazie di nuovo -
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
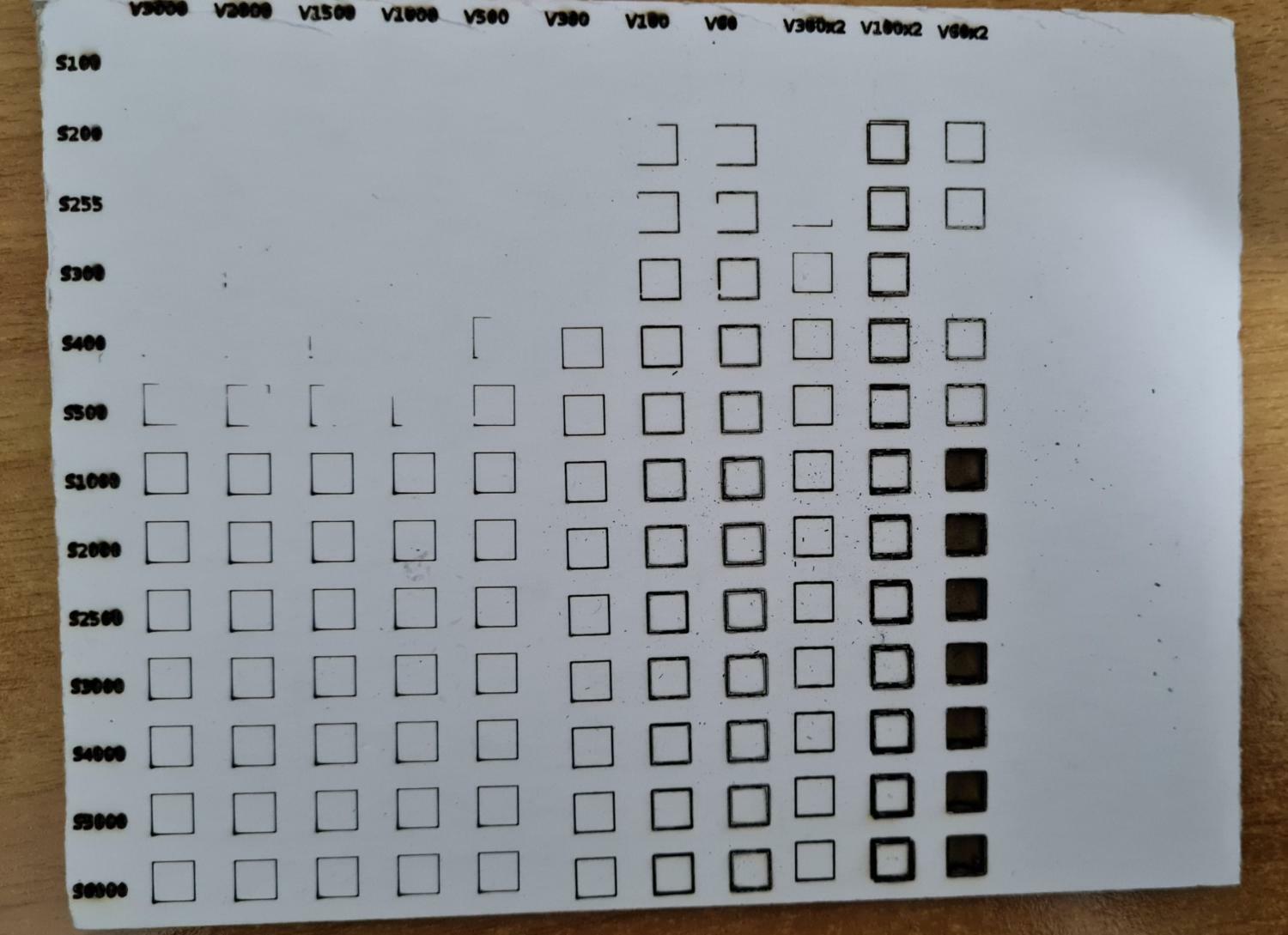
La mia macchina è questa https://www.ebay.it/itm/274342391468 non ho assistenza dell'aria La penultima colonna del cartoncino (V100x2passate) può darsi che si sia spostato leggermente (perché tra la prima e la seconda passata volevo valutare la penetrazione e l'ho riposizionato (anche se avevo la battuta) Per quanto riguarda GRBL ho provato a intallarlo su un portatile WIN e oggi proverò a collegarlo così effettivamente controllo le impostazioni del firmware. Grazie anche per la dritta di Lightburn (mi farà comodo) Ipotizzando che anche da me S1000 possa essere la max potenza, effettivamente nel cartoncino da S1000 a S6000 si apprezza veramente poca differenza. Ma a S500 si vede veramente poco su cartoncino (anche per la sola incisione) e tuttavia non mi spiego comunque come fossi riuscito a tagliare con S1500 v400 (in ben 6 passate) e V300 (in 5 passate) non ricordo se S1500 o S3000 ma sicuramente mai in un paio di passate E adesso non ci riesco proprio più...... 😞 Grazie di nuovo nel frattempo procederò con la verifica del firmware -
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha risposto a sr.sr nella discussione Incisione e taglio laser
In realtà credo di essere gia a 3/4 cm dal piano. ma perché essendo più alto dovrebbe tagliare meglio? Per quanto riguarda laserGRBL Non sono riuscito a farlo comunicare con la macchina infatti ho un sistema operativo linux ubuntu e per incidere l'unico escamotage che mi è stato possibile è salvare il gcode su microsd e portarlo sulla macchina. Inkskape accetta vari valori di potenza. nell'immagine sotto ho cercato di fare una griglia su un cartoncino. come vedete anche sul cartone non riesce a tagliare con una velocità di 60 due passate (ultima colonna) Mentre con potenza sotto 300 neppure si vedono le incisioni. Motivo per cui mi spingo a 3000 o oltre. Mentre per la velocità è indicata una unità di misura La potenza non la specifica quindi fisicamente non so quei numeri cosa rappresentano. Quando voi tagliate che potenza utilizzate nel vs. Gcode S.....? Grazie
-
Difficoltà a tagliare compensato 4mm con modulo 5,5w
sr.sr ha pubblicato una discussione in Incisione e taglio laser
Salve a tutti E' da oltre una settimana che sto settando vari parametri della mia CNC laser 3018 5,5w ma non riesco a fare un taglio su un banale compensato da 4mm mi sono fatto una griglia (potenza/velocità) ma arrivando solo a regolare la nitidezza di incisione Uso il softwar Inkscape con Extension Lasertools Nel passato sono riuscito a tagliare con S3000 (potenza) Velocità F300 e ben 6 passate mentre vedo dei video che con un paio di passate riescono a tagliare tranquillamente con un modulo laser analogo al mio Allora mi sono spinto fino a velocità più basse fino a 30mm/m ma niente (anche dopo 6 passate !!!) Come potenza non mi è chiaro il max che il software gestisce (da alcune parti menziona 255 ma sinceramente mi sembra molto bassa) Forse dipende dal software Invece vedo che sopra 3000 fino 6000 e oltre non c'è grande differenza anche sulle incisioni. Pertanto ho ritenuto che 3000 si avvicini alla potenza massima Allora ho ripreso il vecchio Gcode del taglio in 6 passate e velocità 300 (citato sopra) e con immensa sorpresa anche lui questa volta non riesce ad affiorare più nemmeno dalla parte inferiore. Con lo stesso gcode ero riuscito a tagliare 😞 Che cosa altro posso regolare? L'unica variazione da quando sono riuscito a fare il taglio è che ho abbassato al max la testa (speravo di migliorare avvicinando il laser) e poi ho rimesso a fuoco per bene facendo in modo che si proietti un piccolo punto. Forse dovrei fare la messa a fuoco con il massimo della potenza anziché con il minimo durante il comando manuale ?? Forse è meglio lasciare la testa più alta ? Sinceramente sono molto confuso da tutta questa variabilità Grazie per vs. consigli Sergio -
Aggiornamento 2: Ho smontato il piatto. ma mi sono reso conto che staccando pure la cinghia la resistenza allo scorrimento del telaio di alluminio non è poi così elevata. ANCHE SE INCLINANDO LA STAMPANTE IL TELAIO NON SCORRE per il solo effetto della gravità. (????) Ingranando di nuovo la cinghia nel motore ovviamente la resistenza aumenta ma effettivamente è comparabile alla resistenza che ho sull'estrusore nell'asse X (con cinghia in tiro) Quindi mi viene il dubbio che possa andar bene lasciare tutto così (??) Nel video allegato (non so se si vedrà) ho cercato di mostrare lo scorrimento del telaio con ginghia ingranata nel motore. Se questo parametro fosse corretto, l'unica cosa che rimane da giocarmi è appunto la regolazione del bed..... e se tanto mi da tanto devo farla con una precisione veramente esasperata visto il risultato della prova precedente...... Grazie MOV_0472.mp4 Il Video dovrebbe vedersi qui https://drive.google.com/open?id=1YeM8tsz6IlAmxumfnC_rlSS07hKLkk0Y
-
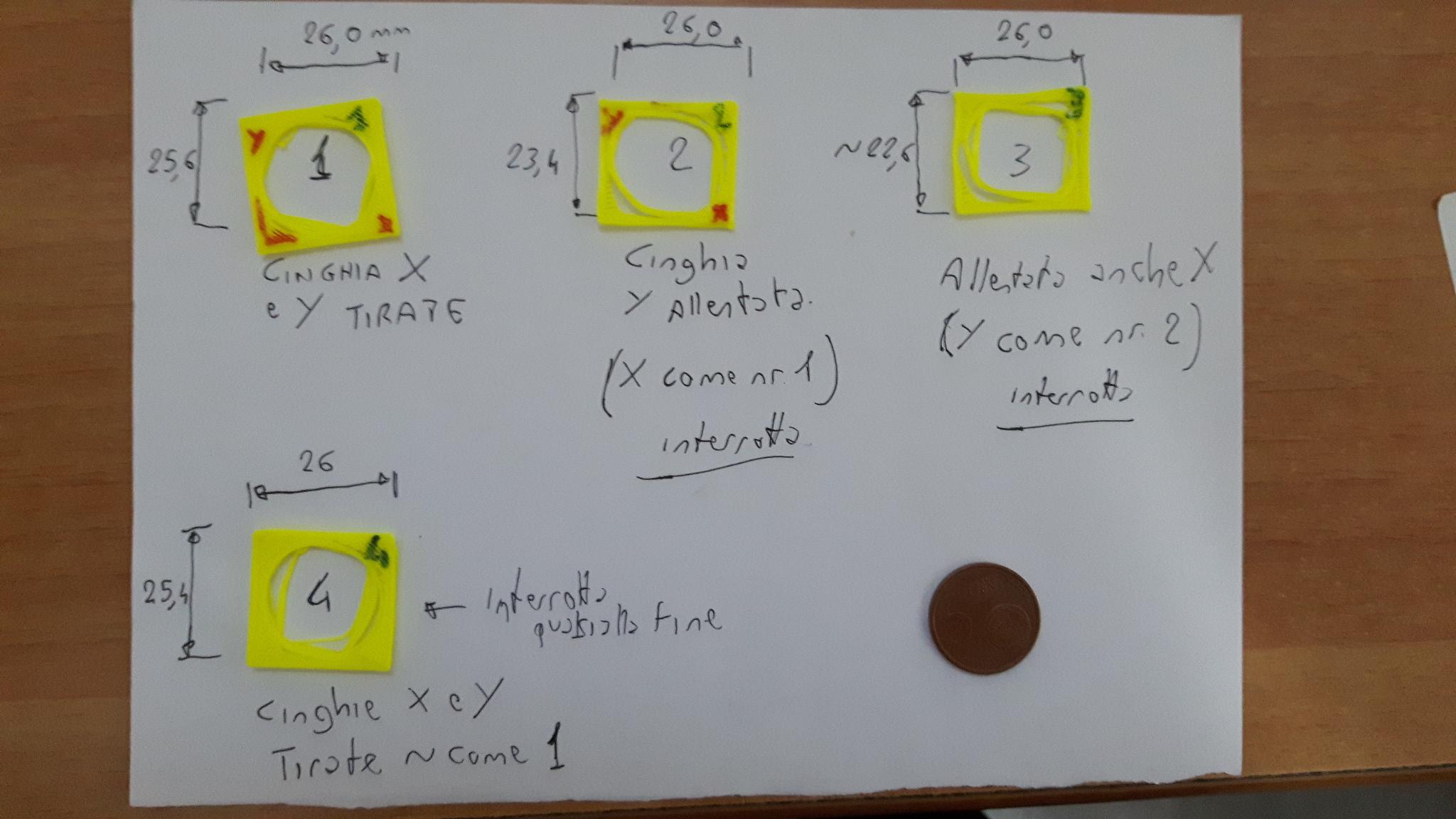
Aggiornamento 1: Ieri prima di stampare un altro campione di calibrazione ho avvicinato il piatto all'ugello e la situazione è migliorata sensibilmente. Permanendo ancora delle differenze dimensionali sia nella geometria del cerchio che della differenza di misura tra lato X e lato Y. V. foto allegata Oggi pertanto mi sono messo a smontare il piatto per provare a fissare meglio i cuscinetti..
-
Grazie mille per le dritte !! Prima di stringere le viti dei cuscinetti il piatto si muoveva molto bene. Via via che le stringo magari si muovono leggermente storti (per il gioco esistente nei fori delle viti) e questo fa aumetare la resistenza. Provero' a svitare il tutto e procedere ancora più accuratamente all'avvitatura. Per quanto riguarda il raffreddamento in genere per impostazione standard la ventola non parte ches solo dopo due o 3 layer. Nel mio csao già dal primo layer la forma è irregolare quindi prima che la ventola entri in gioco. Ed in teoria la ventola agisce dopo per lasciare il filamento caldo per favorire l'aderenza al piatto Altro parametro che però penso non abbia importanza nel mio caso è la regolazione degli step per mm del motore. Ho visto qualcosa su internet ma non trovo dove poterlo regolare dal display della stampante (magari) Non penso sia questo il mio problema altrimenti anche le forme rettilinee mi verrebbero sproporzionate cosa che non sembra il caso (almeno se non qualche frazione di mm). Grazie mille ancora troppo gentile
-
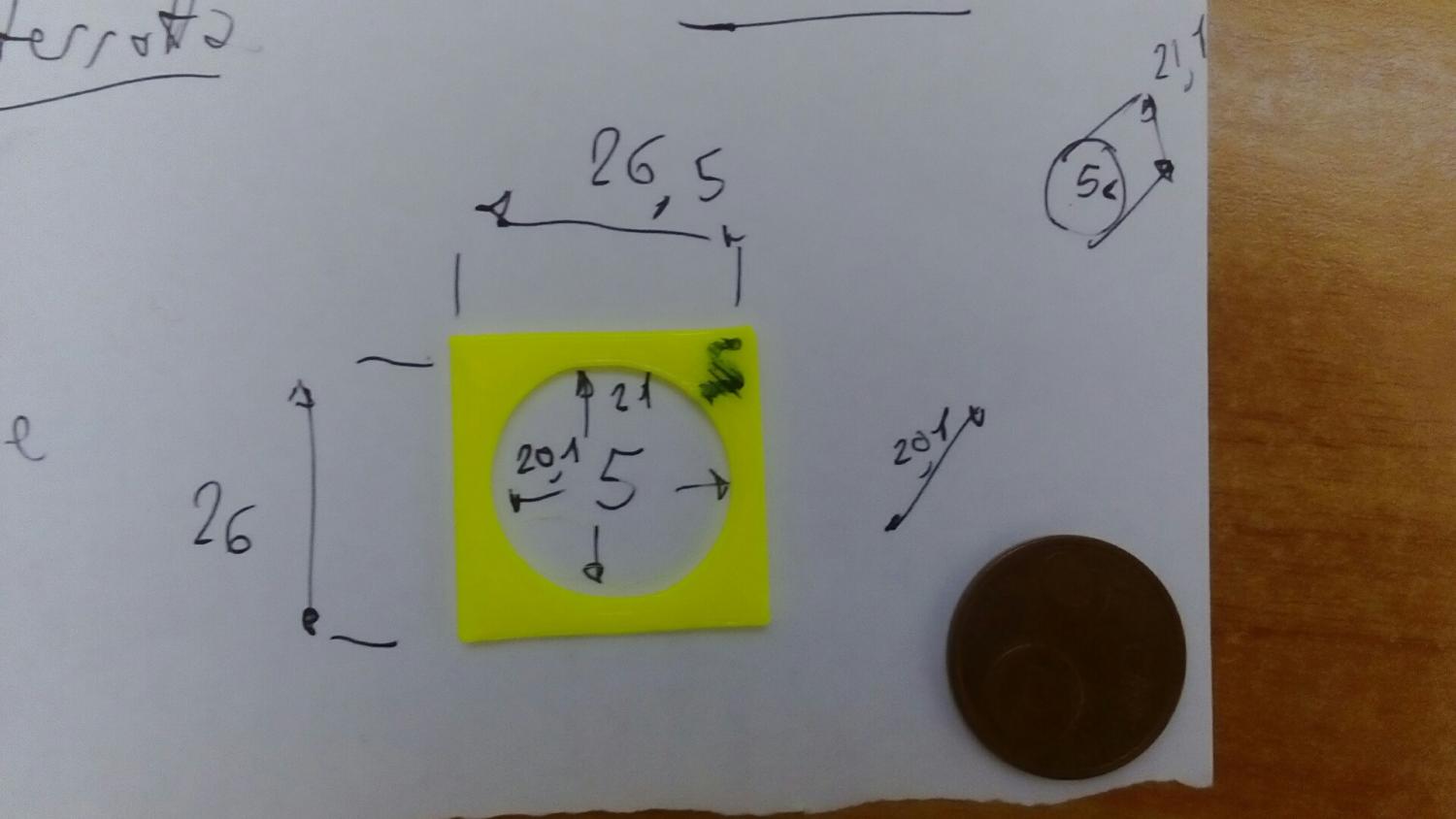
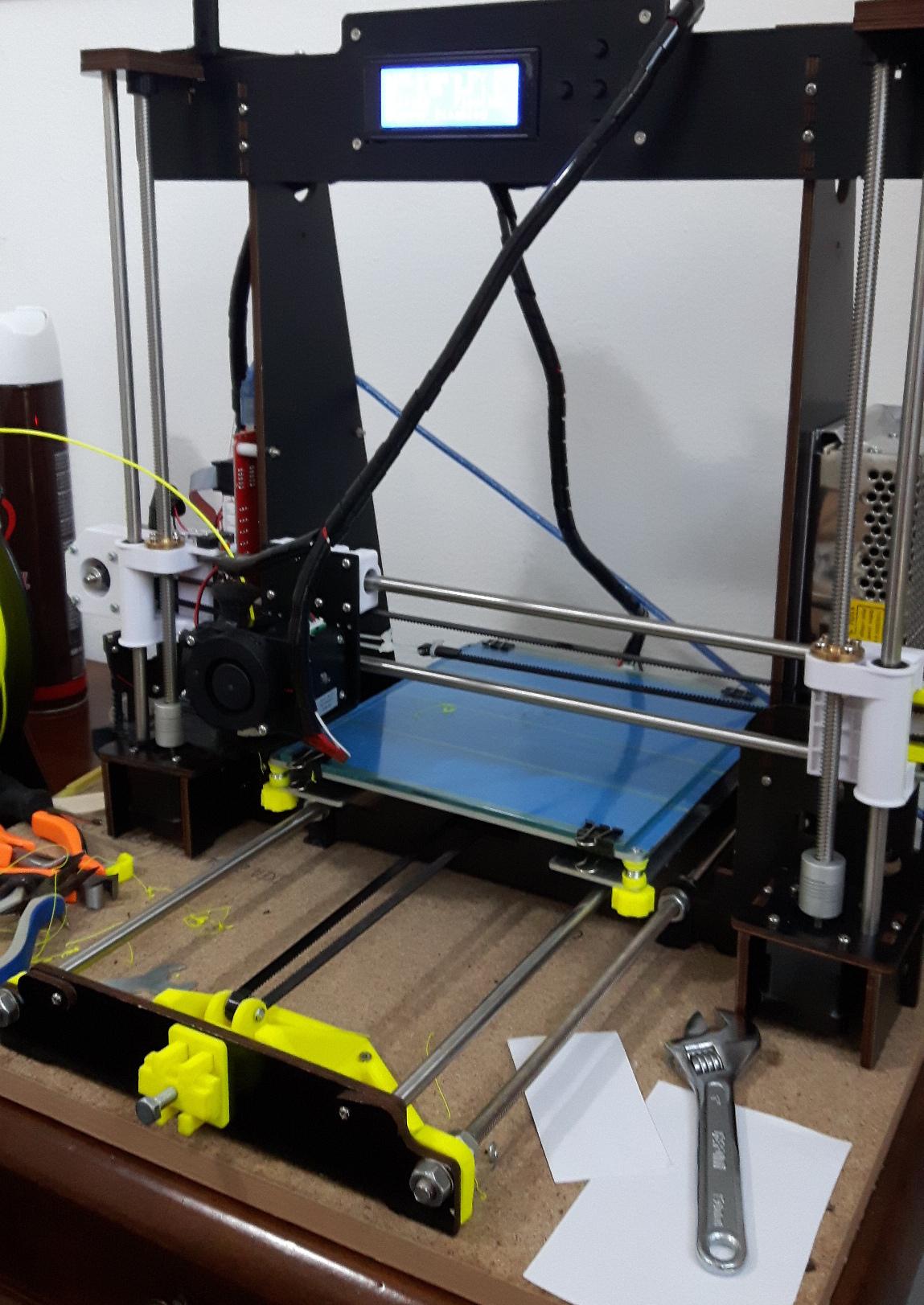
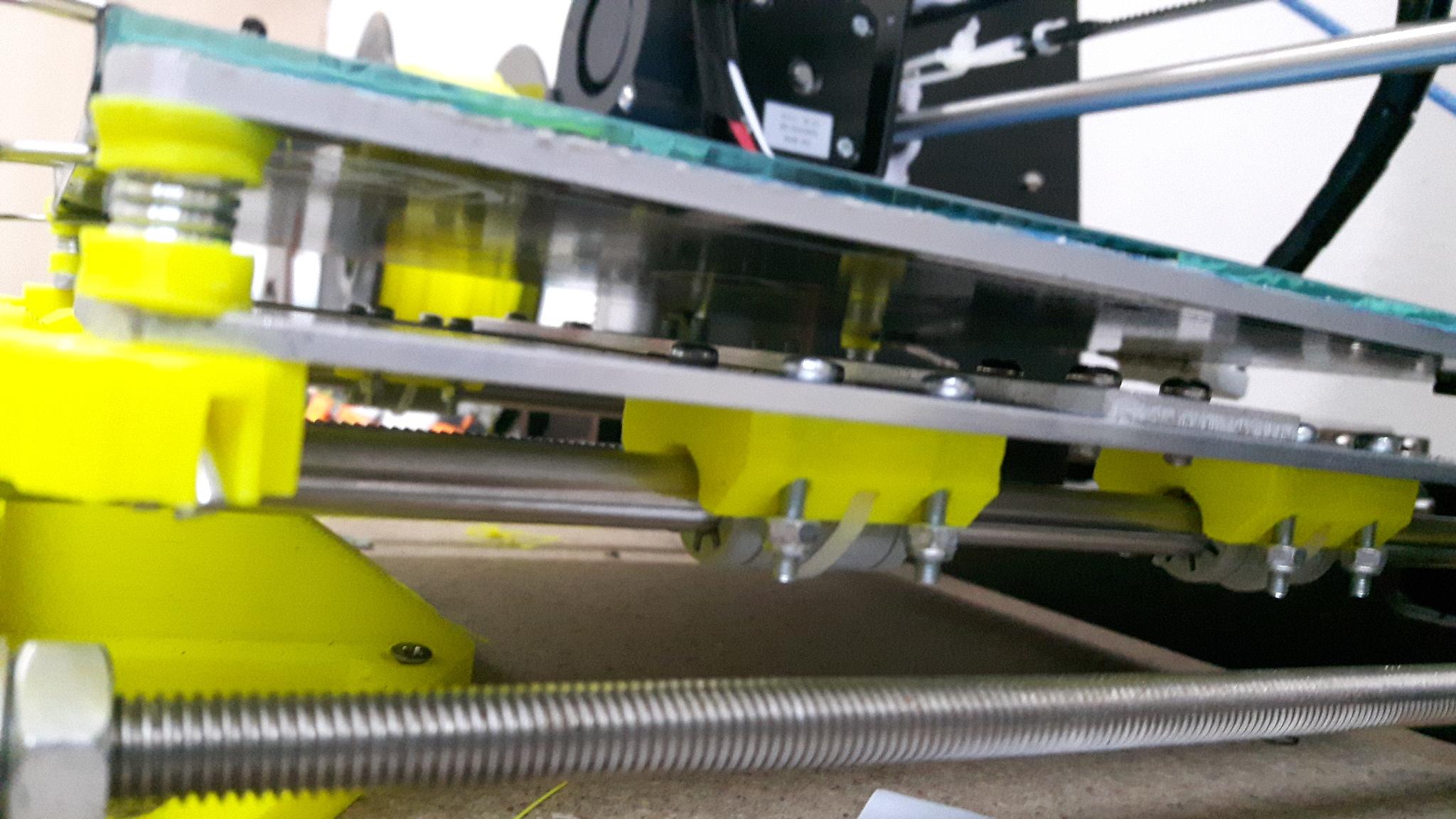
Buongiorno, da poco più di un mese ho acquistato una ANET A8 che uso con software Slic3r stampando per mezzo di Repetier Host su un sistema operativo Linux Lubuntu. Stampando forme rettilinee riesce ad avere una precisione per il momento accettabile (in queste mie prime fasi) Quando vado a stampare sezioni circolari (viti ecc..) queste non vengono stampate regolarmente ma vengono ellittiche. Prima di fare i miei primi upgrades ho risolto il problema iniziale tendendo la cinghia dell'asse Y con apposito tenditore. Sono riuscito a produrre delle figure circolari visivamente quasi accettabili ma funzionalmente non completamente soddisfacenti laddove dovevano entrare reciprocamente in una cavità e ruotarci dentro. Ho quindi cambiato i cuscinetti dell'asse Y (v. foto) installando quelli autolubrificati IGUS RJ4JP (dovrebbero essere pure originali) Ho installato anche un tendicinghia asse X Ma il problema non sembra affatto risolto. Al momento se devo stampare dei pezzi con dei fori sono costretto di allargarli con il trapano per poterli utilizzare Avendo trovato questo link per la calibrazione di cerchi https://www.thingiverse.com/thing:28414 ho provato a fare alcune stampe con la misura da 5 cents. Facendo varie prove con diversa tensione delle cinghie il risultato risulta davvero orribile. In alcuni casi il cerchio assomiglia più a un quadrato o a un pentagono. Penso che una parte della responsabilità sia dovuta anche all'ugello un po' troppo rialzato rispetto al piatto che quindi si trascina il filamento in maniera secondo la corda del cerchio ma temo che i cuscinetti asse Y possono causarmi il grosso dei problemi. Nella prima installazione dei nuovi cuscinetti IGUS ho notato che il piatto era molto duro da muovere manualmente allora li ho allentati tutti cercandoli di stringere in maniera progressiva e più uniforme cercando di muovere il piatto stesso affinché si mantenessero più allineati possibile alla guida e non farli essere in sottosquadro. Sono riuscito a diminuire lo sforzo di movimento manuale del piatto. Ma via via che stringevo le viti, il piatto aumentava comunque la sua resistenza allo scorrimento. Inclinando tutta la struttura della stampante senza la cinghia ingranata con il motore dovrei attendermi che il piatto scenda facilmente senza resistenza? Potrebbe essere questo il problema? Allego 2 foto per mostrare le parti che ho installato nella stampante e i risultati di 4 stampe di prova con il campioncino di calibrazione Grazie a tutti per ogni tipo di consiglio Cordiali Saluti. Sergio