Lorenz_Keel
-
Numero contenuti
576 -
Iscritto
-
Ultima visita
-
Giorni Vinti
3
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Lorenz_Keel
-

problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
OK tutto chiaro stasera spero di aver tempo... -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
Ammetto totale ignoranza su quello che dici -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
ma devo essere collegato alla stampante giusto? -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
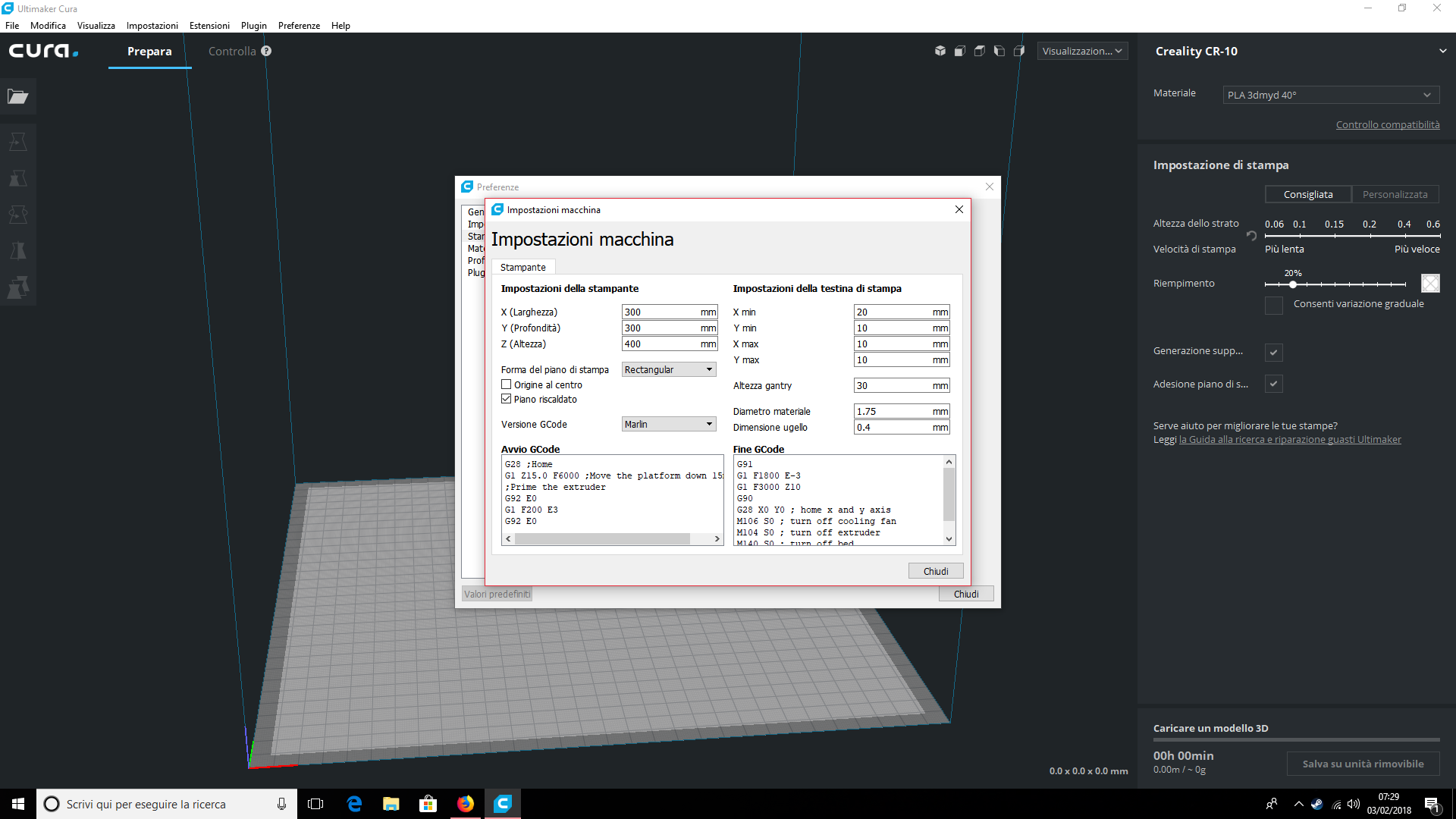
non ho ancora capito come accedere al gcode ripeto ho cura 3.1.0 e una cr10 -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
Il difetto di altezza causa anche supporti troppo duri? -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
ok per dare il comando per i dati che mi avevi chiesto cosa devo fare? -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
per ora ho trovato solo questo spulciando in cura , ho letto su internet che col gcode si può anche ordinare alla stampante di spegnersi ho capito bene?
-
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
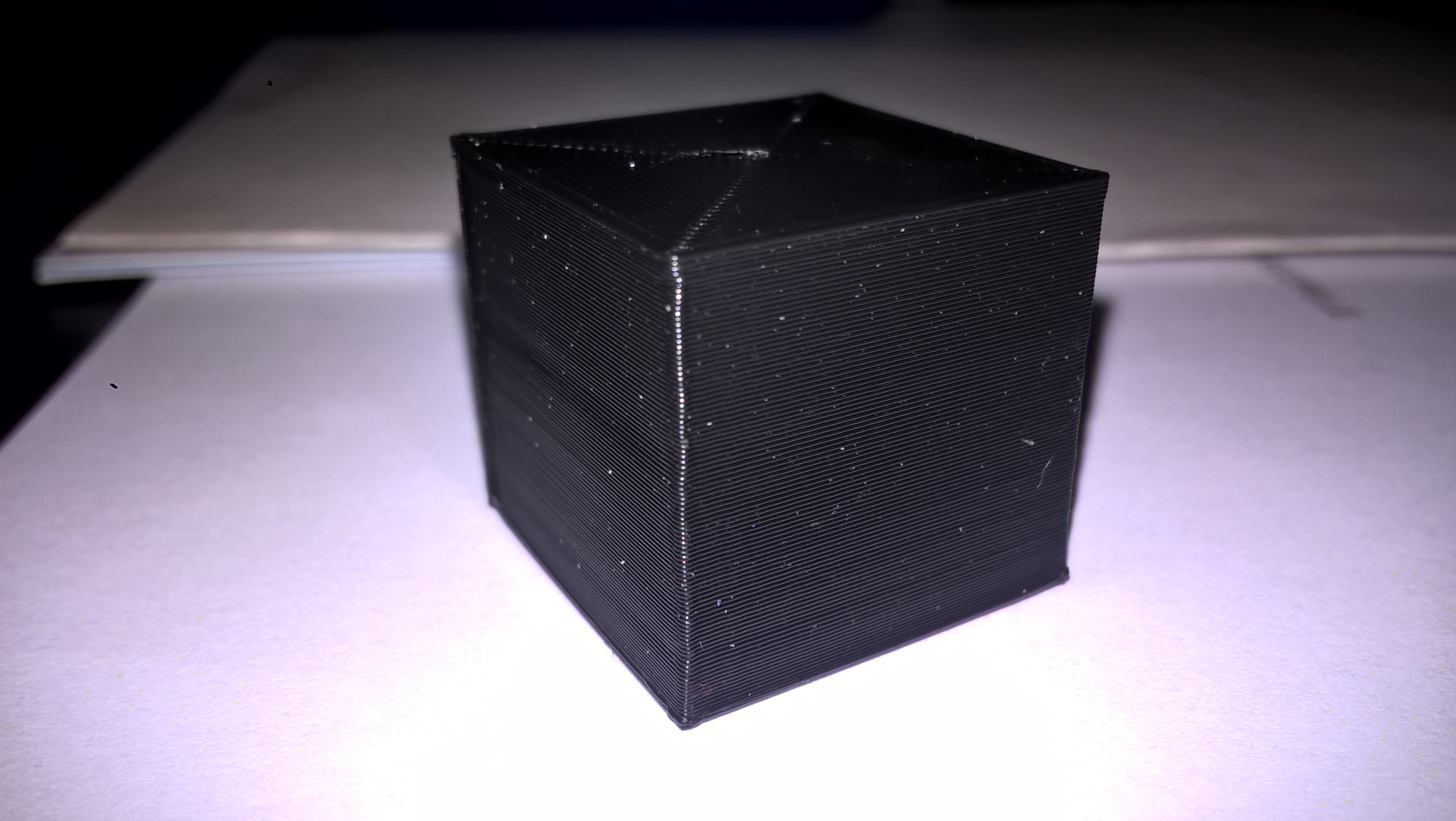
grazie mille! allora ieri sera ho tolto la bobina dall'estrusore per metterla nel box per l'umidità e nell'estrarre il filamento ho notato che aveva come una bolla nella zona estrusore (lascio allegata la foto che non mi pare di essere molto chiaro) e oggi ho provato a fare il cubo e tra temperatura e estrazione filamento la qualità è migliorata un sacco le misure sono buone per l'asse x e y 20.05 e 20.09 la z però segna 19.10 ho una stampante cr10 e uso cura 3.1.0 ho pc e stampanti in stanze differenti quindi in caso vedo di scendere col portatile se fosse necessario
-
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
in risposta alla tua domanda scema: Non ho idea di cosa sia o come si faccia... 😟 il controllo col calibro non l'ho fatto vedo di farlo oggi -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
tenete presente che per provare a limitare le vibrazioni ho anche decentrato la stampa, non so se cambi qualcosa, l'ho. Fatta a circa 7/8 cm dalla posizione di autohome il problema è che salendo peggiora gia dopo 4/5 layer -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
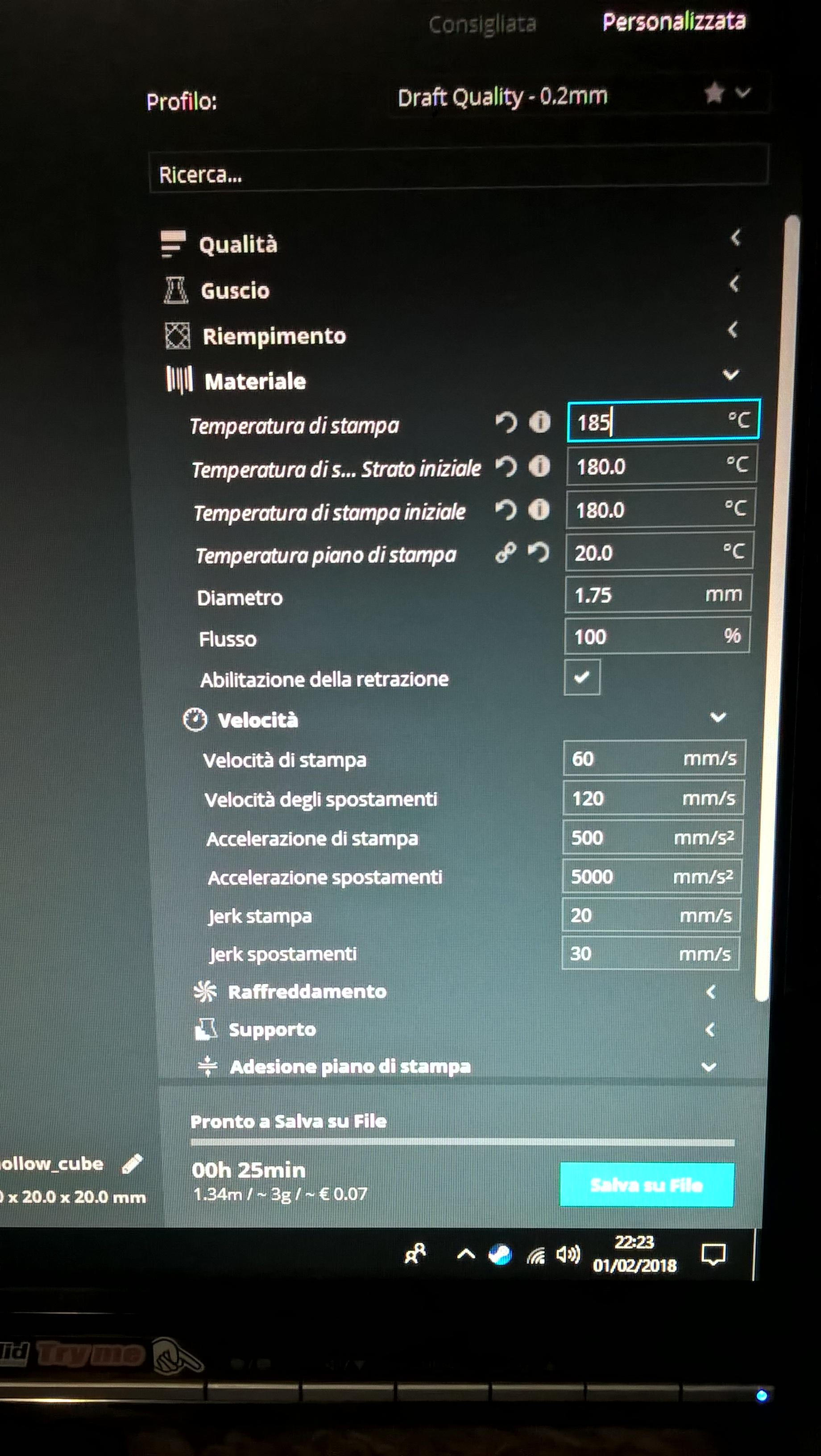
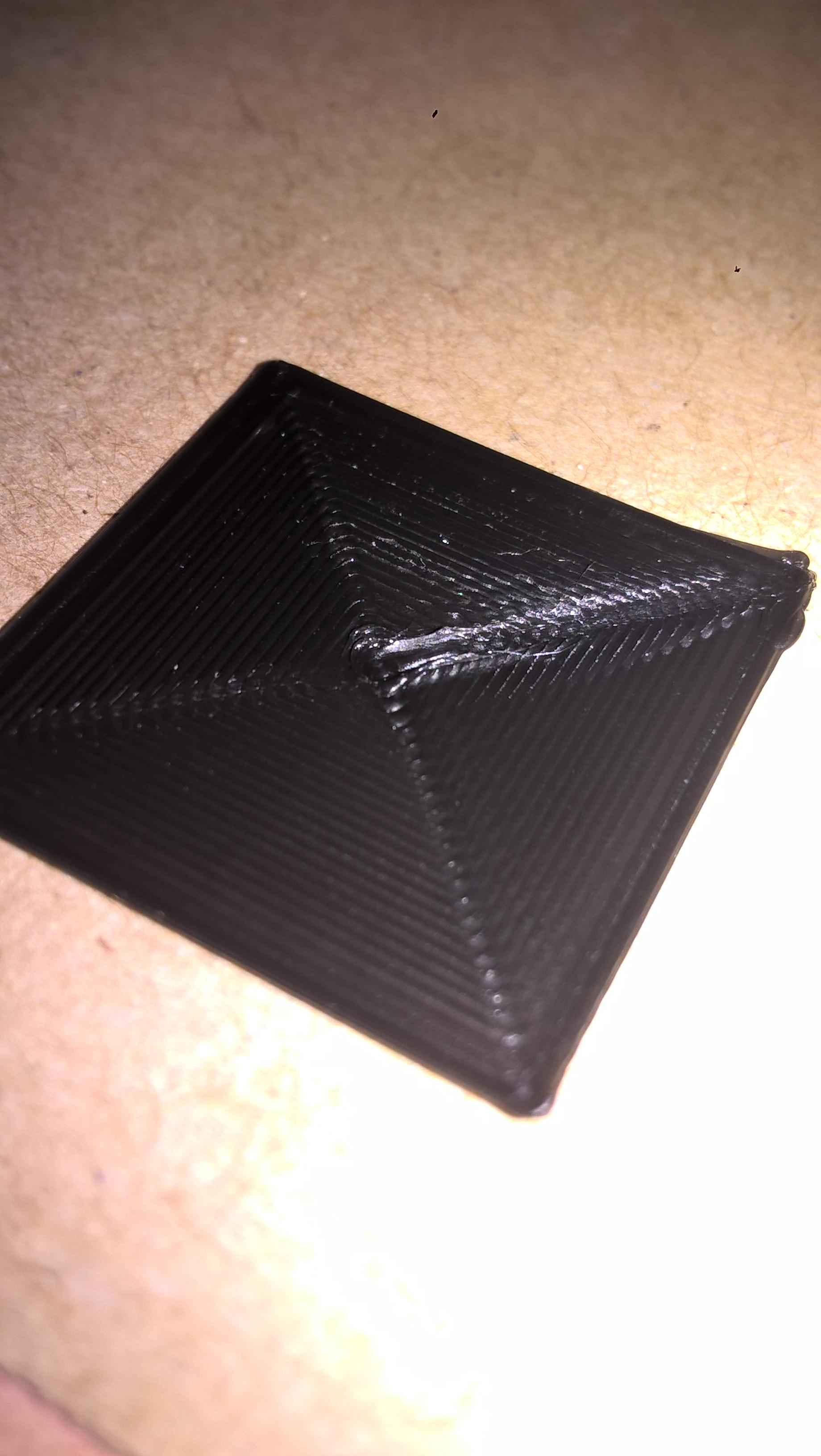
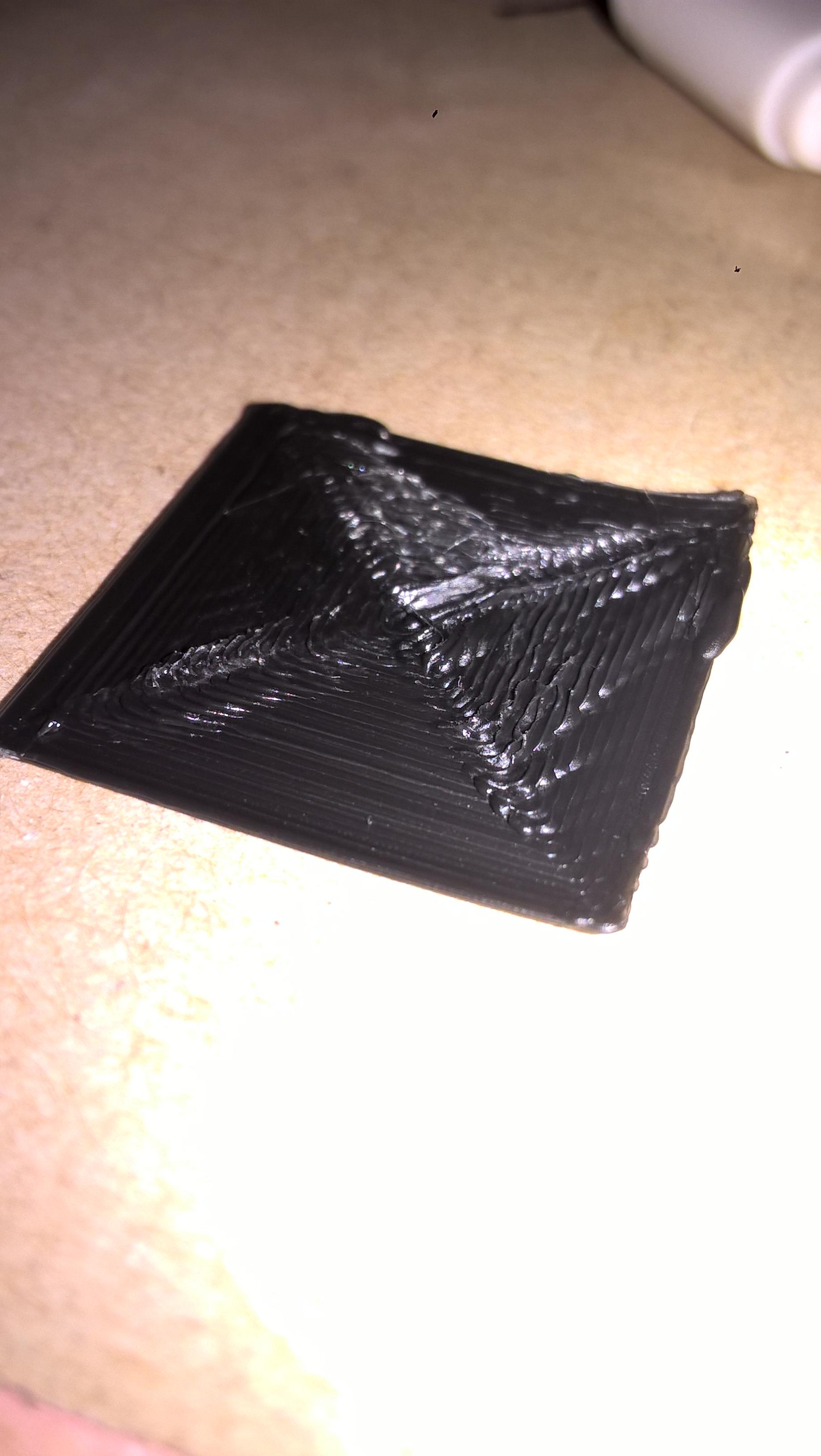
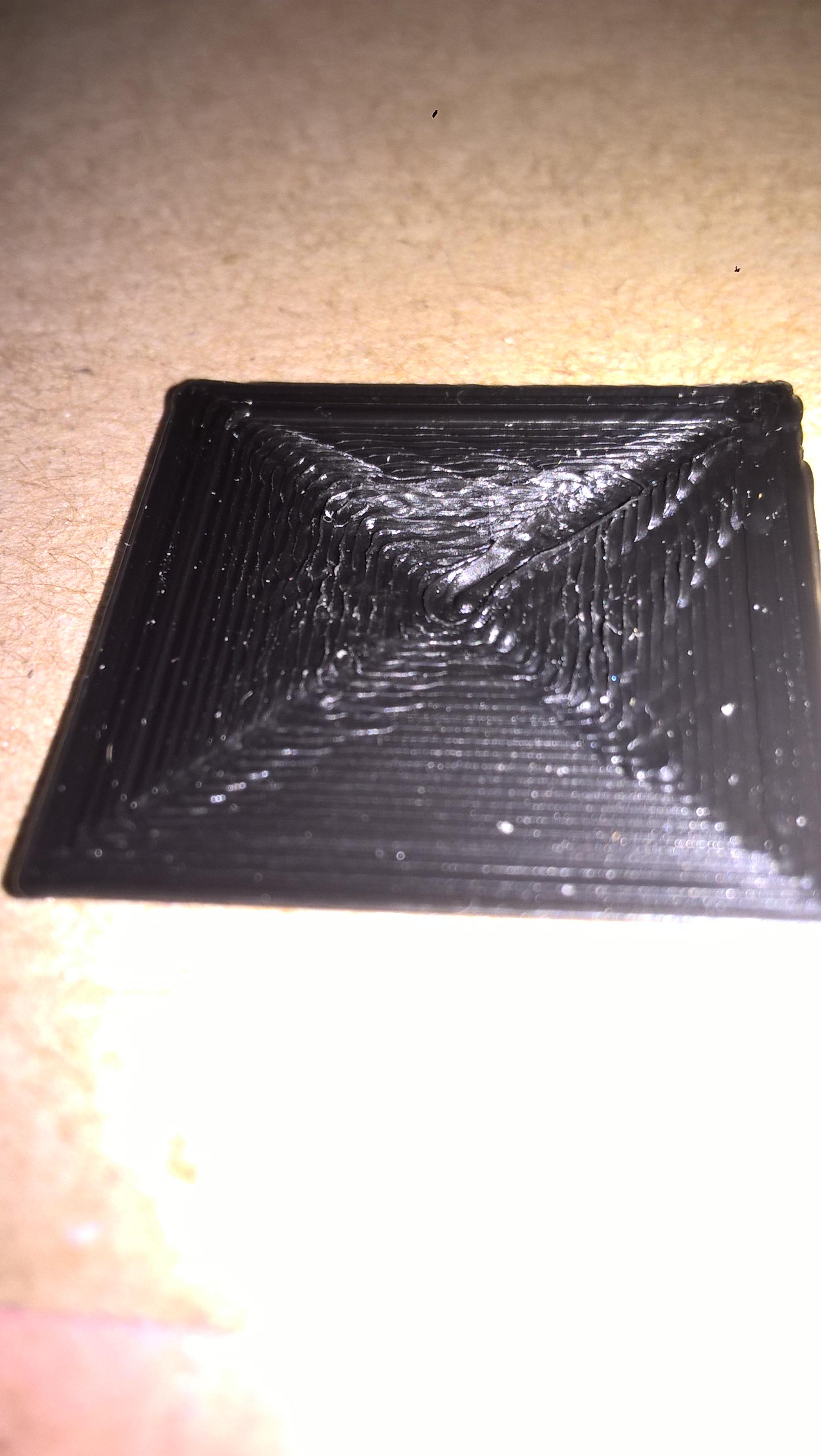
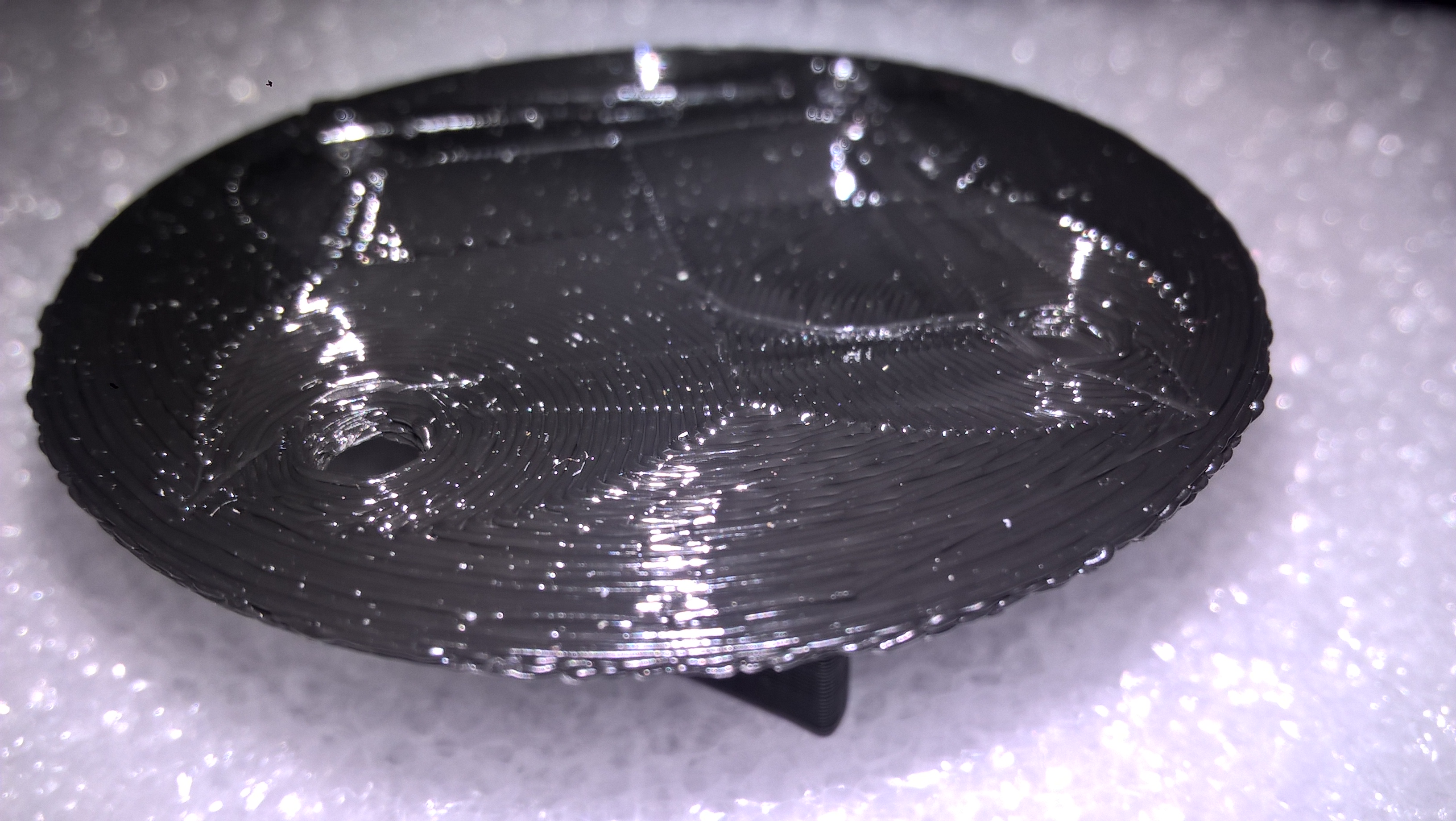
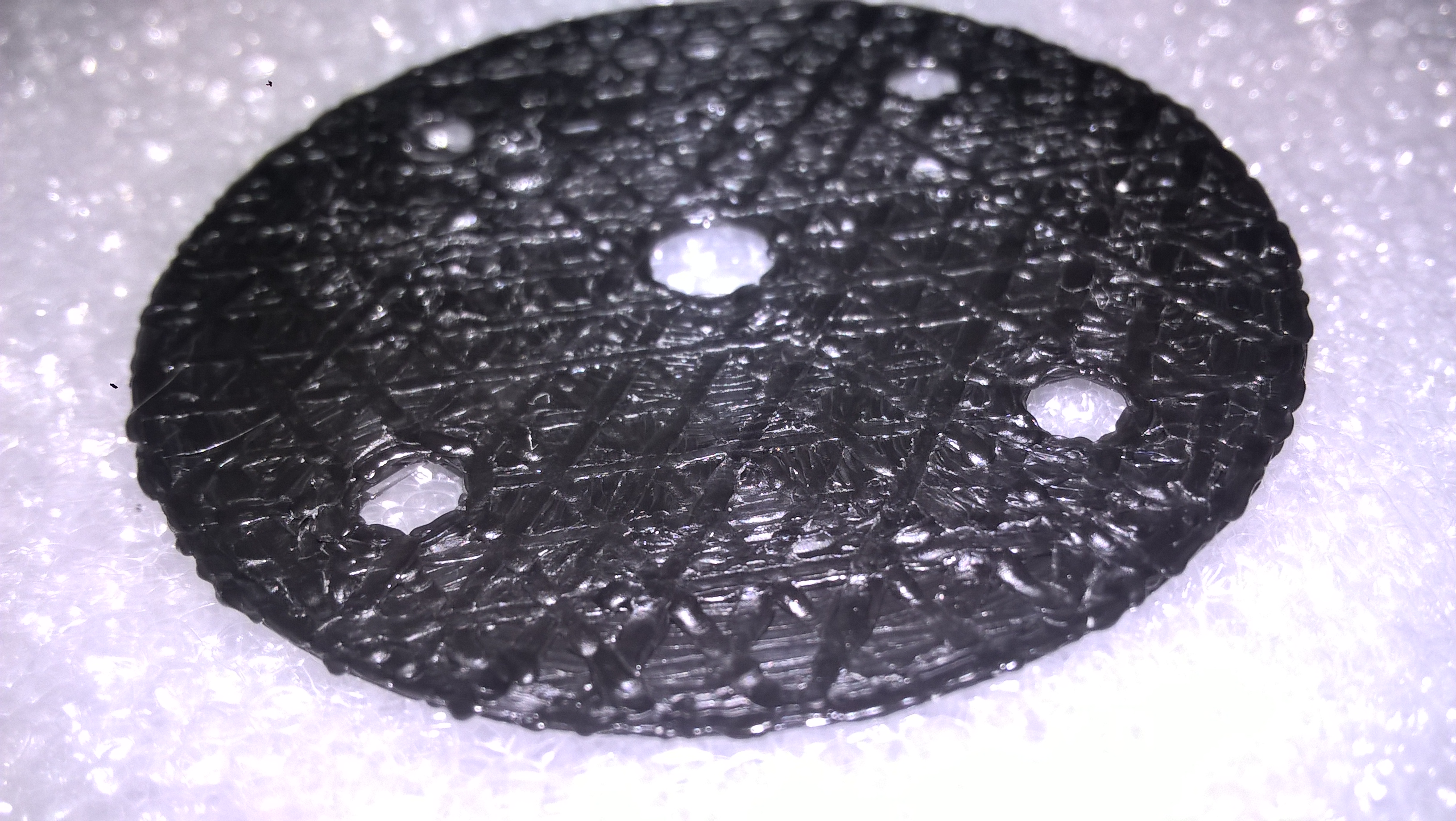
stasera ho provato ad abbassare la temperatura di 5* alla volta e da 200 ora siano a 180 e pare essere il risultato migliore... O meglio pareva i primi strati sembrano ottimi ma man mano sembra che quando l'estrusore passa ,allo strato successivo, ari lo strato precedente creando un solco che man mano fa casino solo che non capisco come si aggiusti poi cin i layer successivi lascio foto dei primi strati e della mia configurazione di cura x questo tentativo
-
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
Grazie, intanto ti dico che se proseguo con la stampa il problema sparisce completamente come visibile dalle prime foto del post, se inserisco la base questa esce bene così come tutti i supporti, può essere un problema di temperatura? -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
All'incirca lo stesso risultato si -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
Può dipendere da cura? C'è modo di inserire uno strato intermedio tra piatto e oggetto in modo che lo schifo sia facilmente staccabile? -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
dopo soli 2 strati questo è già l'andazzo... Preciso che la quasi totalità del difetto è nella zona di partenza della stampa... Non so se sia utile
-
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
ok arrivo a casa e faccio -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
Preferenze su risoluzione e riempimento? -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
-
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
Nono niente taktak, diciamo CBE esce come se non fosse ancora abbastanza caldo magari appena ho tempo faccio un video, il fatto è che se sto stampando un pezzo che alla base tocca solo di punta i supporti son perfetti... Poi non riesco a capire perché sia un problema solo delle fasi iniziali -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
Non so se può essere importante ma quando comincia la stampa fa sempre fatica a buttare fuori il filamento riavviata la stampa il problema spartisce -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
sinceramente non ho molta dimestichezza con questo genere di impostazioni ora sto usando l'ultima versione di cura mi sai dire come devo fare per vedere quell'impostazione? Aggiungo la foto dello stesso pezzo dopo 3 layer, la cosa strana che dopo circa 3\4 mm sembra perdere questo problema...
-
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
vetro pulito a dovere piano appena livellato e estrusore rilassato con l'ago e questo è il primo strato spero che possa aiutare a trovare una soluzione il bubbone vicino all'obbiettivo è fatto allo stop print e auto home
-
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
Guarda non son sicuro al 100% appena l'ho notato ho lavato il vetro appena ho il tempo RI assemblo e livello e poi faccio un altro tentativo, vi tengo aggiornati -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
Non credo la zona centrale del vetro mi sembra pure leggermente concava... Spesso fa fatica ad aderire subito e mi tocca riavviare la stampa... -
problemi primi strati pla
Lorenz_Keel ha risposto a Lorenz_Keel nella discussione Materiali di stampa
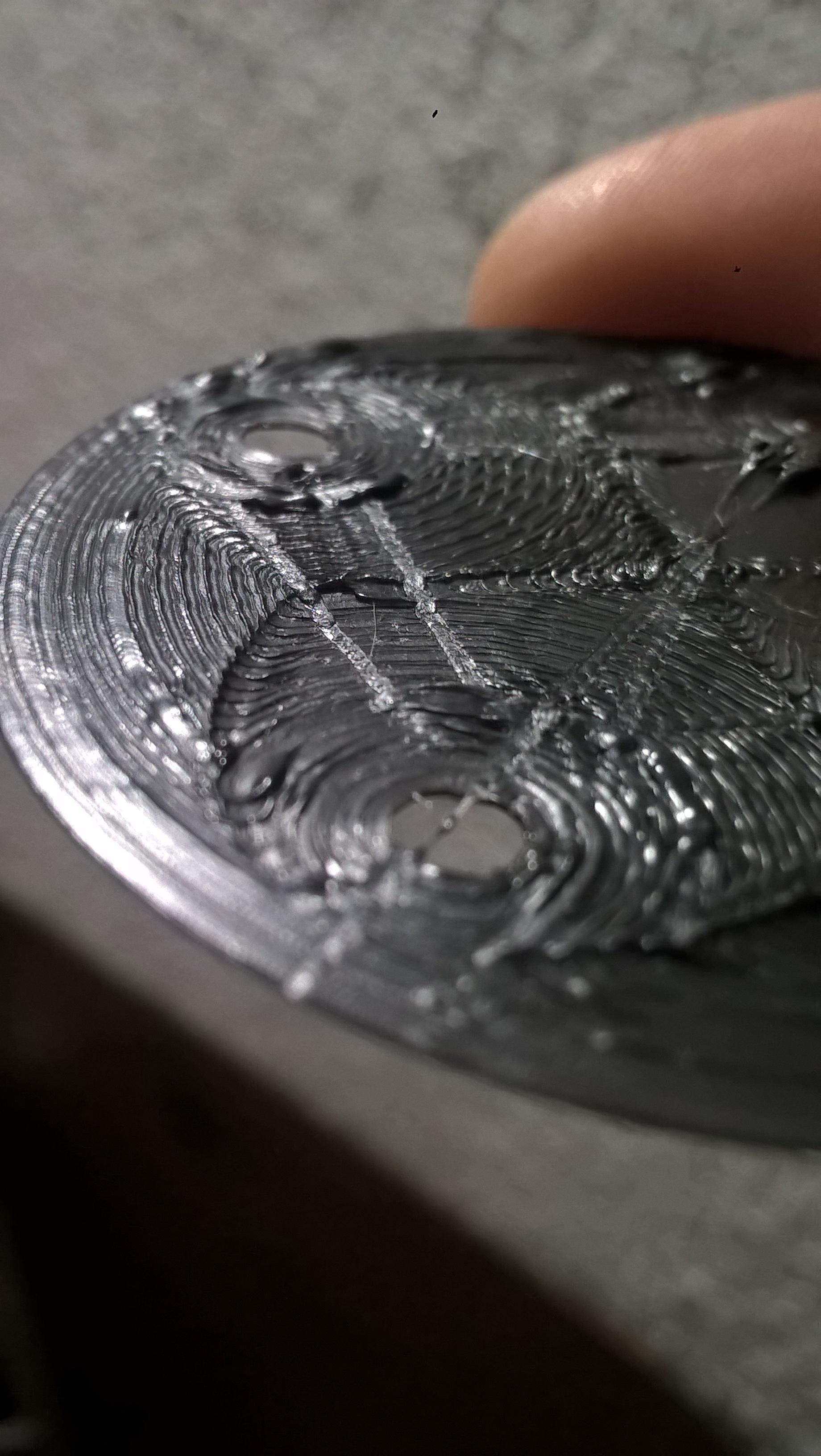
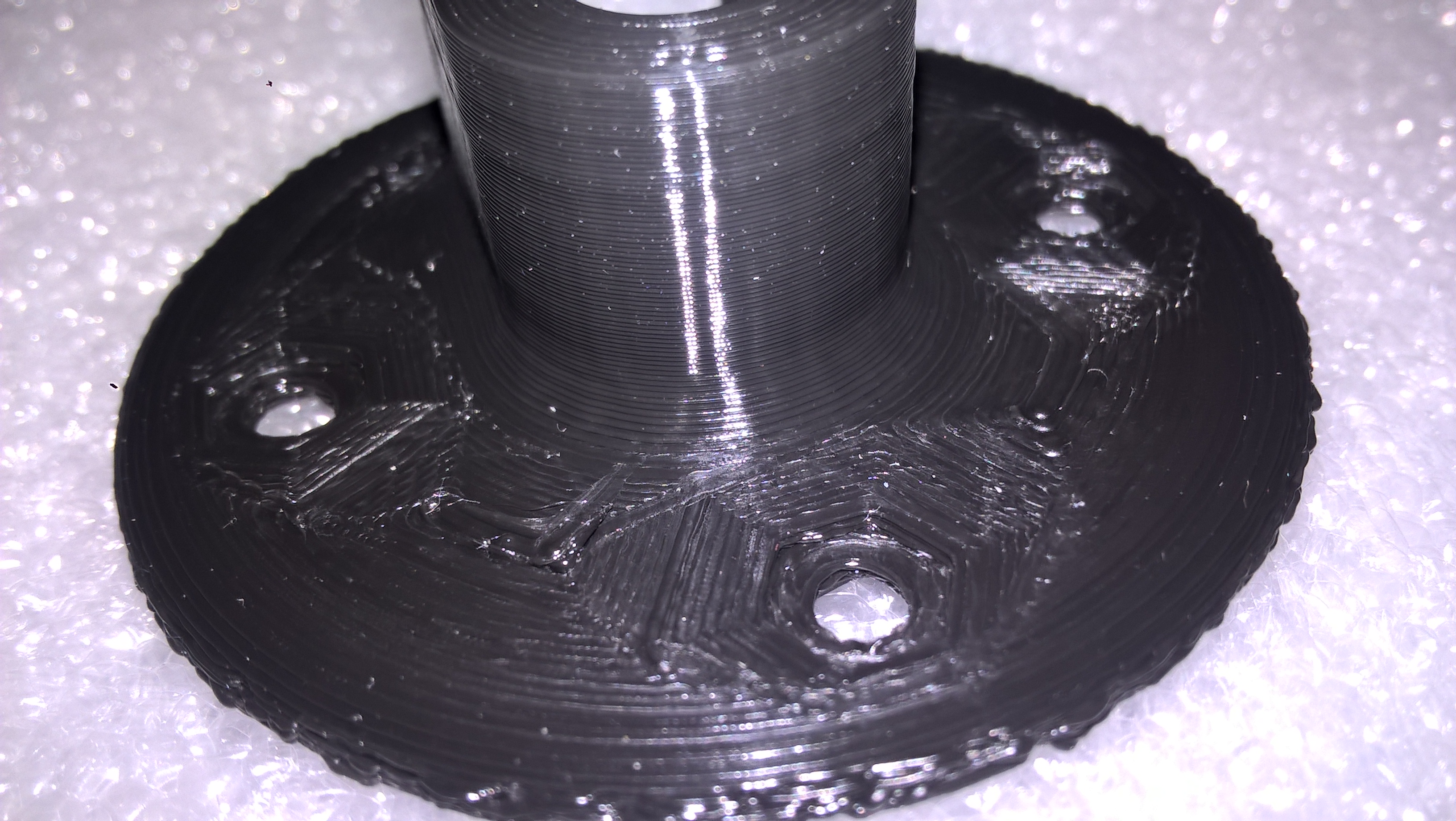
oggi ho stampato dei pezzi per il box contro l'umidità per i filamenti, solito discorso i primi strati fanno abbastanza schifo il resto splendido... dato che ho dovuto sospendere una stampa vi allego anche una foto del lavoro a metà per farvi vedere come stampa i livelli inferiori per intero non si vede molto dall'ultima foto ma gli strati sono molto inregolari stampato a 0.2 riempimento a 40%