Nicolollo
-
Numero contenuti
80 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Nicolollo
-
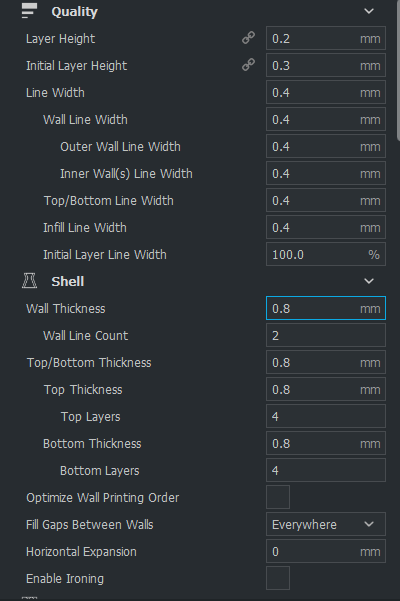
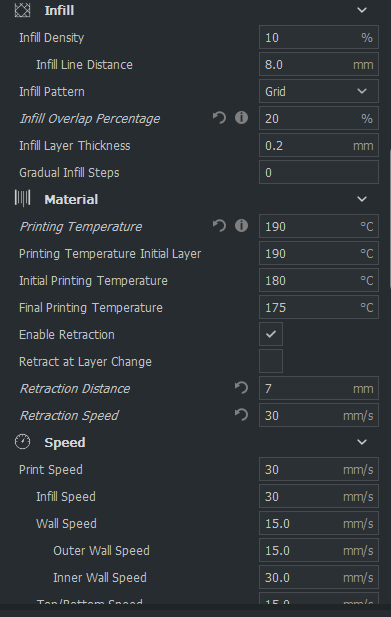
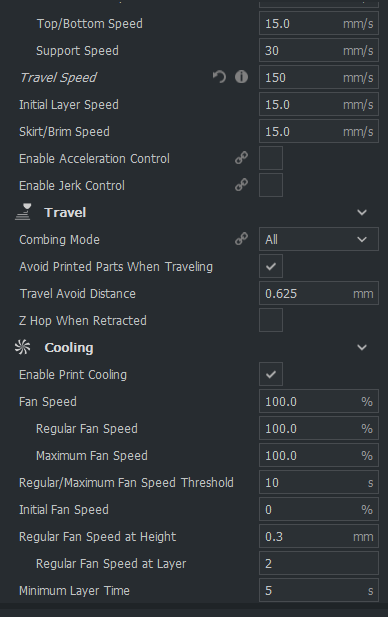
Sono " disperato " ho una cr-10 con una skr 1.3 driver TMC 2208 in uart mode Marlin 2.0 ...non riesco in alcun modo a togliere i "blobs" la calibrazione dell' estrusore è perfetta ho controllato se il tubo in PTFE ostruiva , ho cambiato il tubo , ho cambiato l' estrusore , ogni singola impostazione di retraction , speed , coastings , wipe nozzle linear advance non funziona causa bug Marlin con i driver , First layer perfetto eppure ogni volta che stampo alla chiusura del loop c'è un blob .... piccolo....ma c'è... Se qualcuno a un idea ...sparate pure

-

Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
Perché la stampa comunque non era livellata bene ...aggiustando le viti dei fine corsa riesco ad avere una stampa decente ...ora però sto cercando un modo per rendere almeno l’ auto leveling autonomo perché calibrare a mano ogni volta è un suicidio... Sent from my iPhone using Tapatalk -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
Ok allora lo z offset non viene modificato con cura quindi mi tocca andare a sistemare le vitine dei fine corsa comunque ho provato ma nulla lo fa comunque .... -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
provo a fare un turture test vediamo come va comunque ho sistemato ancora una volta i fine corsa orastampa perfetto ...però possible che da Cura non riesca ad andare più in basso ? -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
-
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
40 mm/s 200 gradi ho provato a 30 a 190 e migliora ma non abbastanza -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
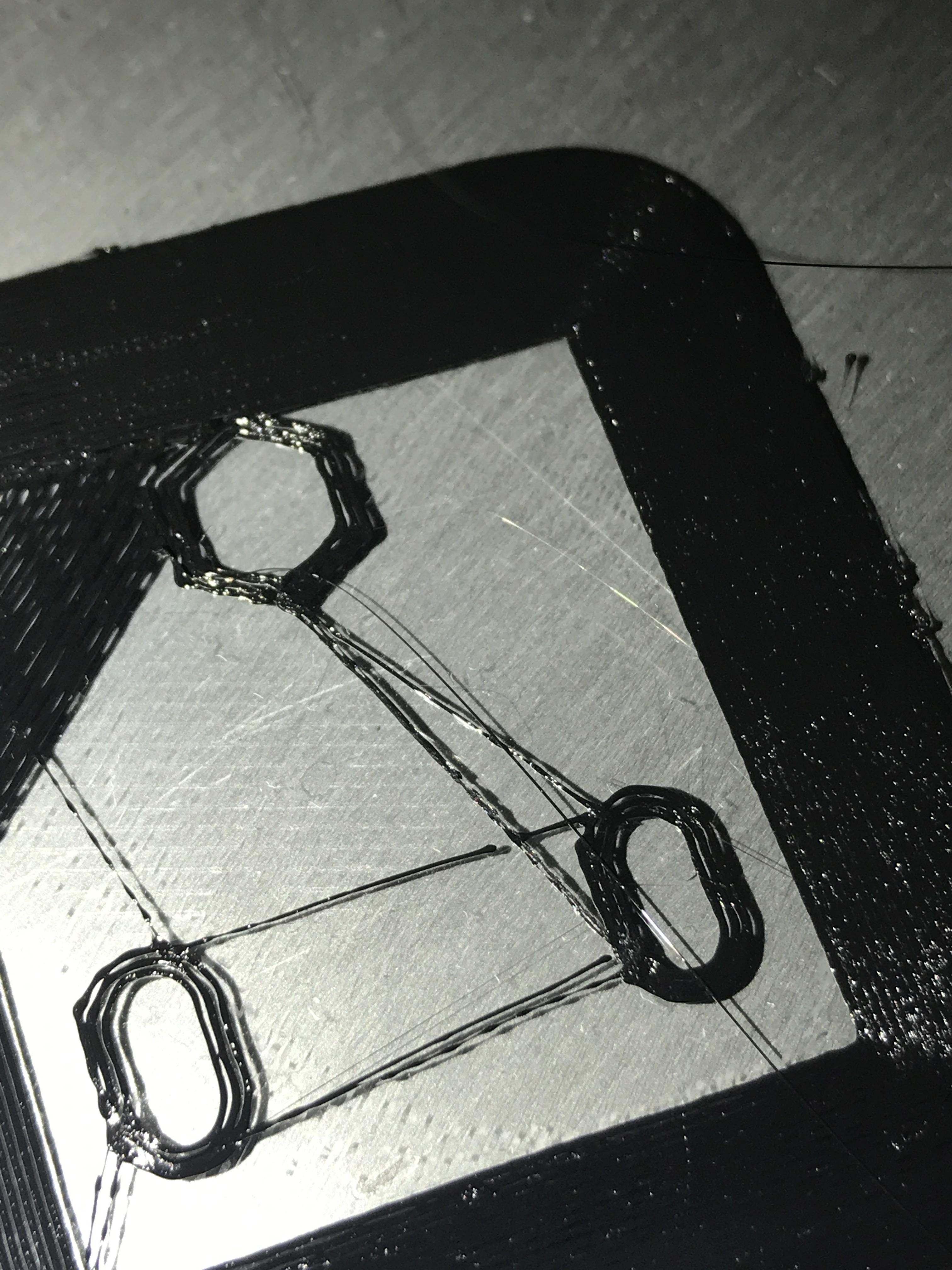
Poi in oltre ho notato un altra cosa che mi ricordo aver visto in dei video riguardanti però marlin 1.1.4....quando si sposta velocemente da una parte all altra del piatto l' extruder fa una curva che beh va a toccare il pezzo che sta stampando -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
Ecco qui si vede meglio
-
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
La retraction è attiva e l' ho anche aumentata di 10 mm/s na non ho toccato la quantità di filo che sposta adesso è a 6.5mm ...la aumento ? o qualche consiglio su parametri da cambiare ? -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
06E8C266-206E-488B-B7F8-46BAFE2D01AD.MOV Non so se riuscite a visualizzare il video....comunque durante la stampa quando l' extruder passa da una parte all altra sopratutto ho notato nel fare forme ovali o cerchi si trascina sempre un pezzo di filamento -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
se piccolo problema costa 140 euro XD -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
comunque che slicer utilizzate ? -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
0.4 -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
quello stock della kossel 0,5 se non sbaglio -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
si ma se voglio stampare a 0.4, 0.5 ? -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
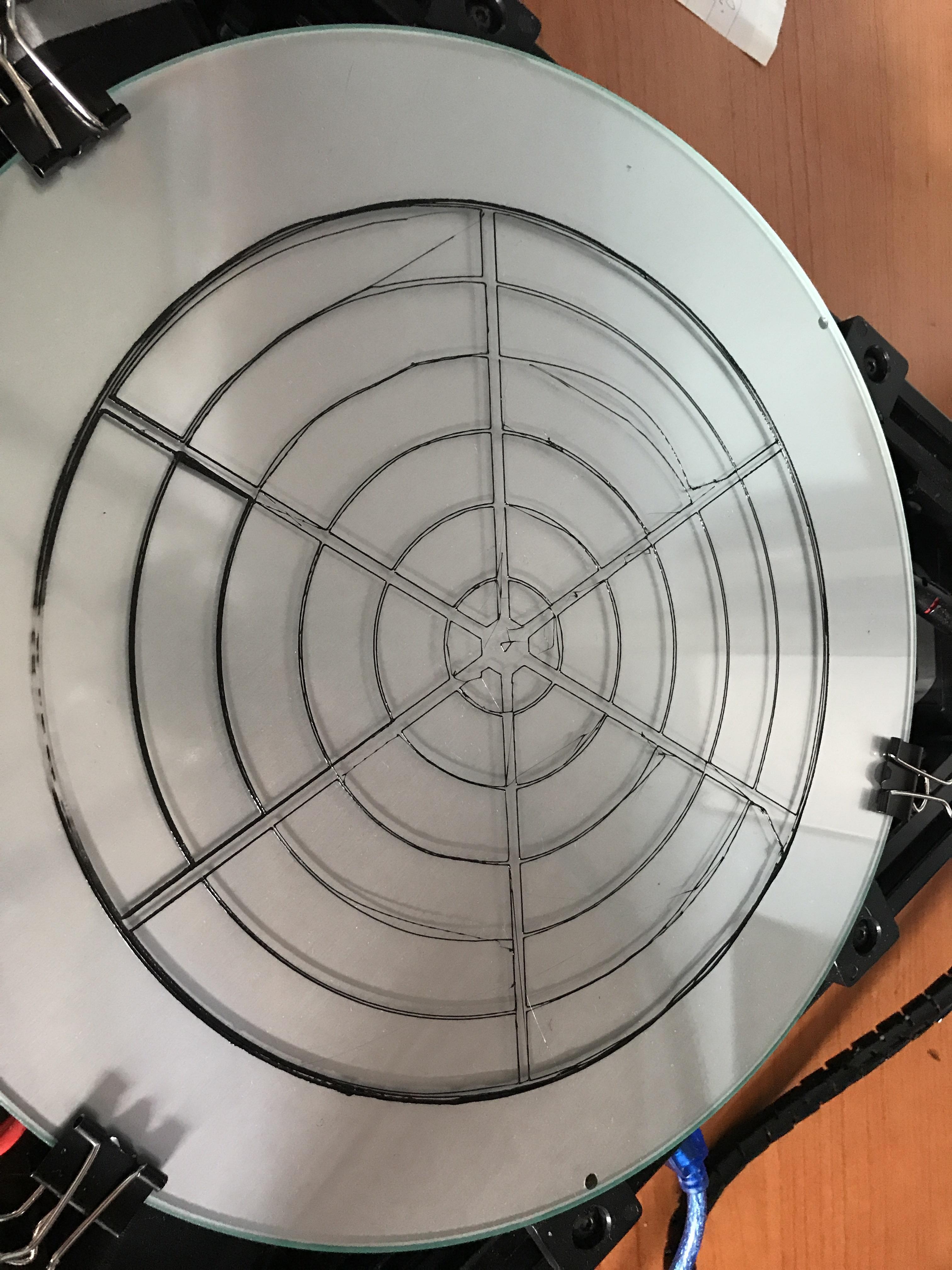
io ci ho provato Beh il first layer non è venuto male sulla c si è trascinato qualcosa e sulla D non ne ho idea ho stampato a 0,4 con 40 di velocità 130 di travel La domanda è ....più grosso è il filamento più veloce bisogna andare e viceversa ? o che ne so scritte forme geometriche particolari richiedono un filamento più piccolo ? Comunque ho notato che con il first layer ben fatto vengono stampe anche più solide
-
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
Ma si può aggiustare anche l’ Ultimo layer ? Mi sembra bene no ? Il first layer è praticamente un foglio di carta
-
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
si si è più omgeneo -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
provo a regolare le viti degli end stop un pelino più basse e vedo che succede -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
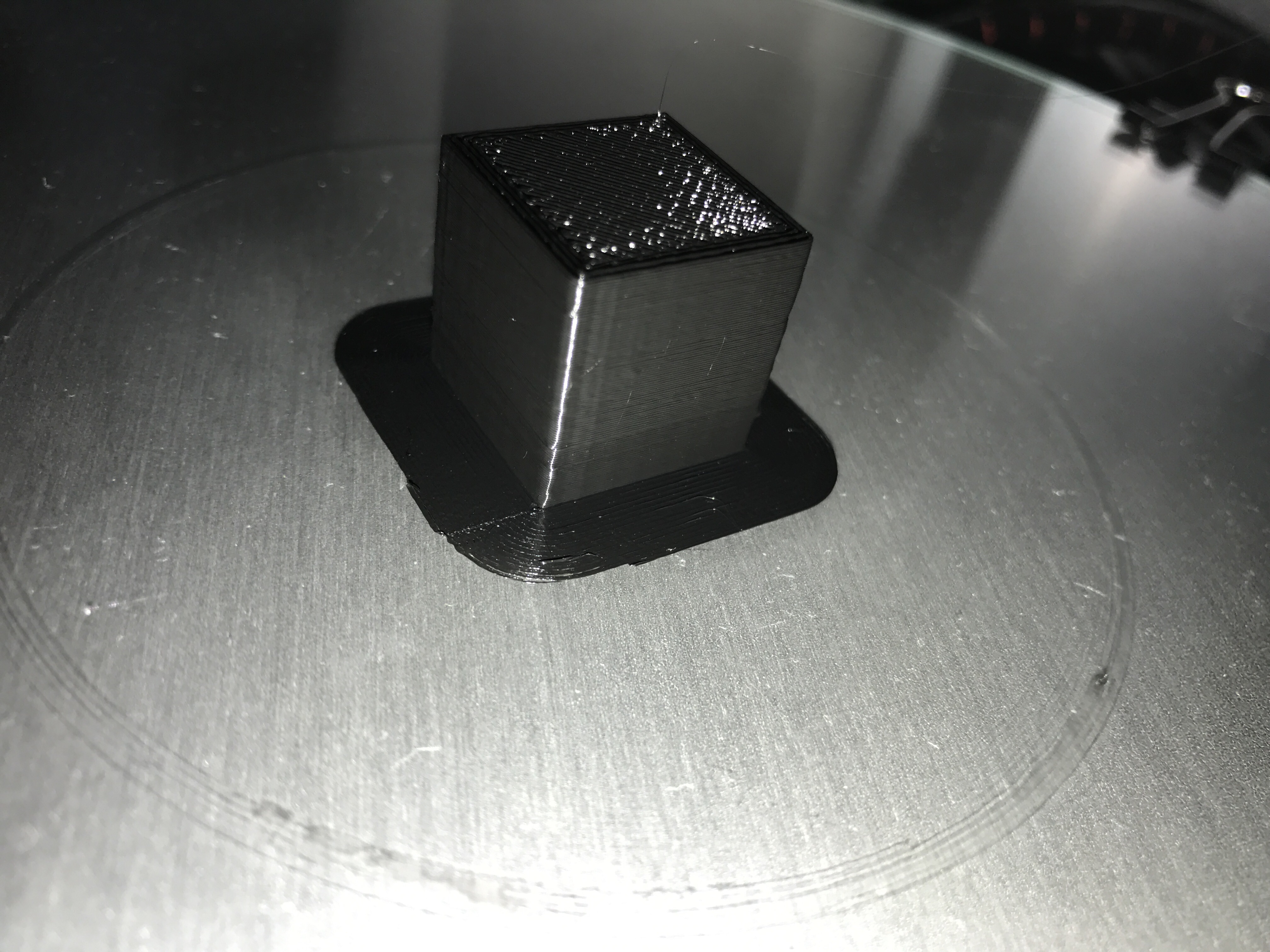
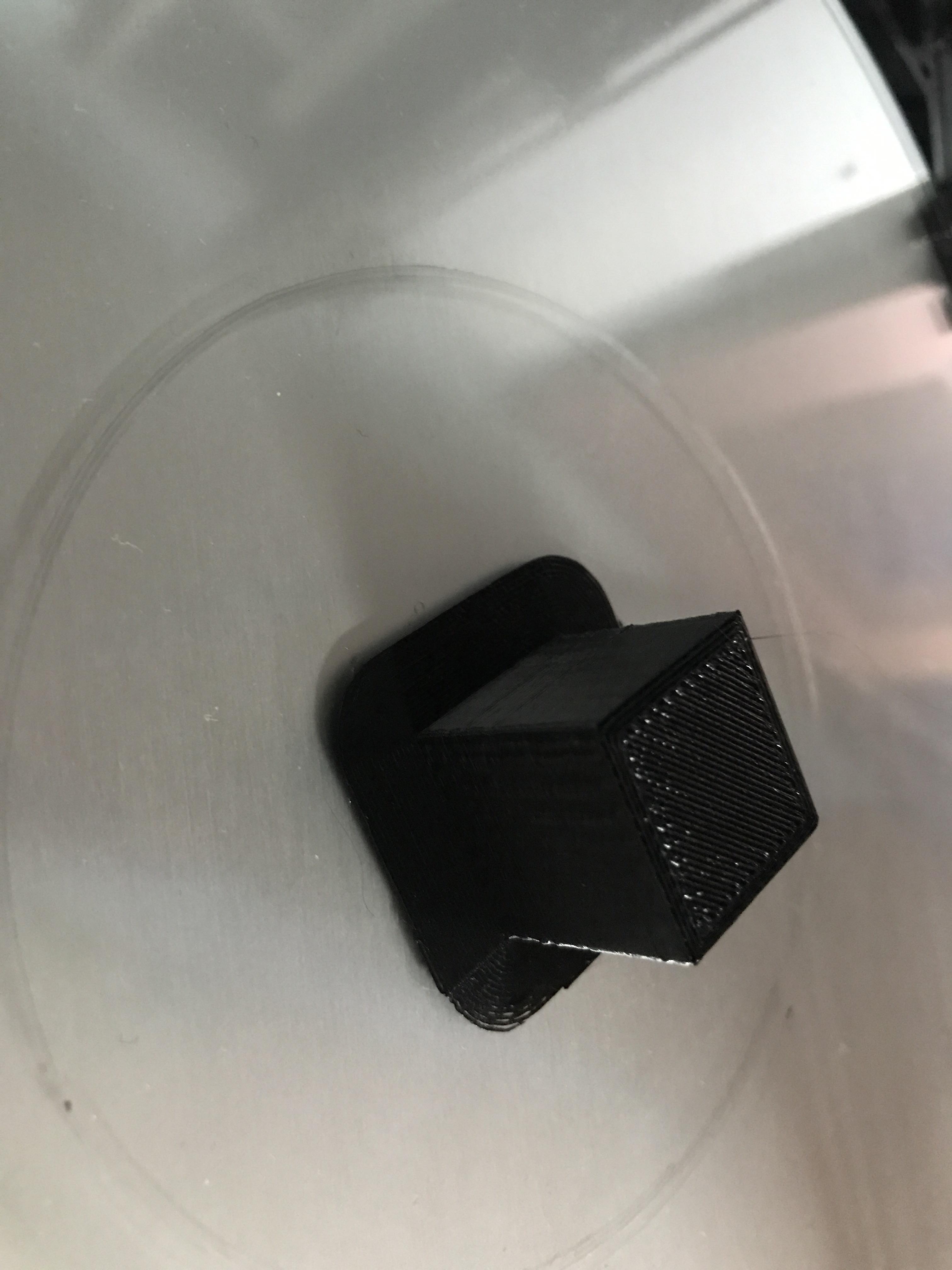
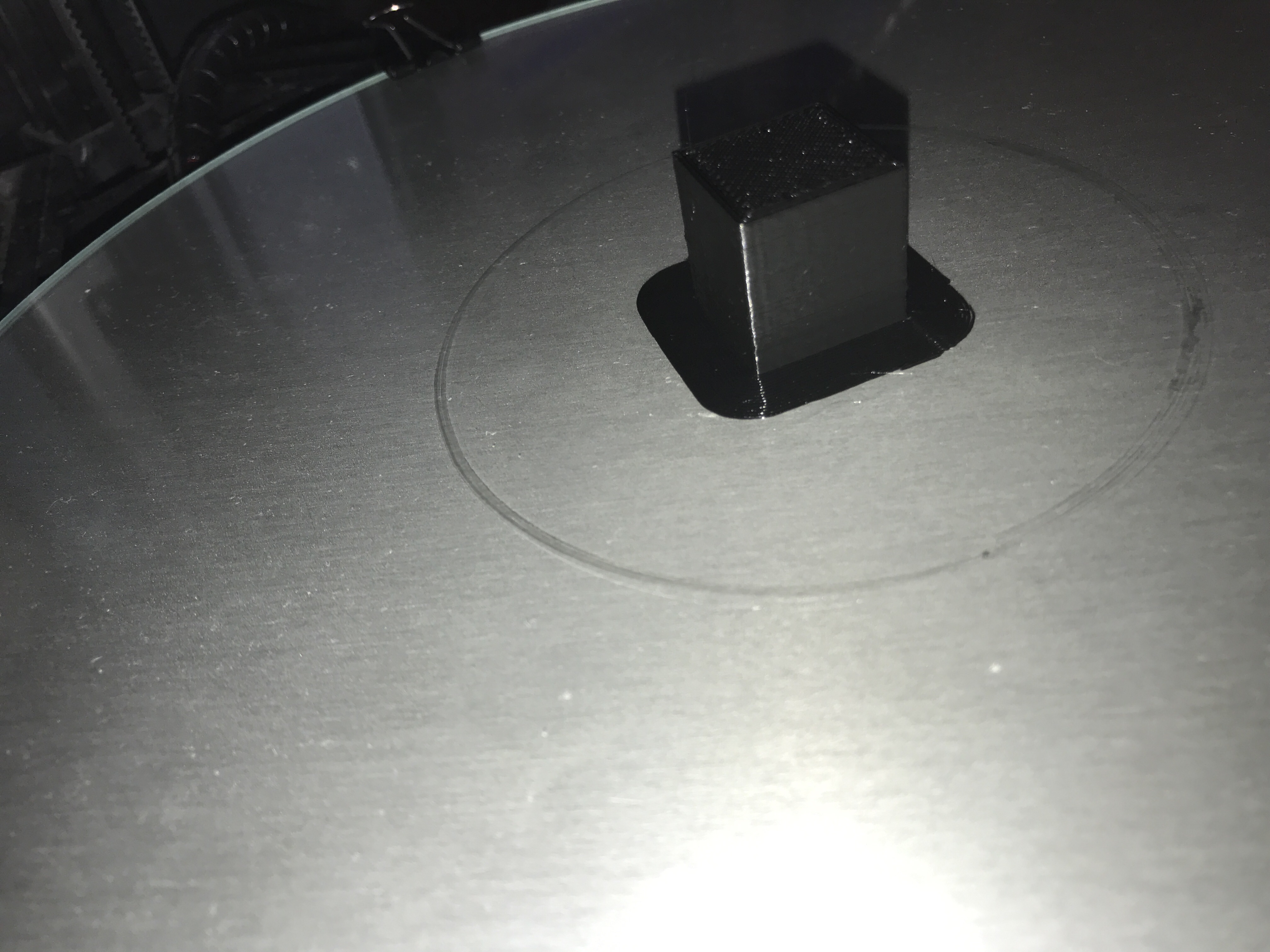
Allora ho stampato mezzo cubo per 2 volte ...i lati vengono bene ma gli angoli si staccano sempre dal piano :/ uso lacca splendor -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
-
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
ora riprovo speriamo bene- 111 risposte
-
- 1
-

-
- consigli
- anycubic kossel
- (and 1 più)
-
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
no ok sotto c' è un blocco che ferma la barra quindi era solo in alto -
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
l’ Unica cosa che ho trovato “fuori posto è che in cima il “tetto” era di 1 mm più o meno sopra le barre ora le ho allineate tutte alla stessa altezza calibro e provo a atampare però adesso che l' ho alzata ho notato che anche la parte superiore è più fuori ....questo sballamento di altezza potrebbe giustificare lo scorretto livellamento del piano anche se ....se la stampante fosse come in questo caso leggemente più alta non andrebbe a incidere sul piatto ....
-
Anycubic Kossel Plus e PLA - consigli per migliorare qualità di stampa
Nicolollo ha risposto a Nicolollo nella discussione Nuove idee e progetti
allora ho provato non so quanti firmware e nulla da fare il sensore dell anycubic è inutilizzabile non capisco veramente come fa la gente ad utilizzarlo (sarà perchè ho la verione 1) per quanto riguarda il discorso del livellamento ..non potrebbe essere un problema fisico ? ora ricontrollo la struttura nei minimi dettagli