

andrea2
-
Numero contenuti
97 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da andrea2
-
-
da considerare che il bltouch non e' precisissimo, ha sempre un margine di errore che si puo' valutare nell' ordine di centesimi.
Puoi misurare con uno spessimetro, come dici tu. Puoi fare :
g28
g29
poi vai nel primo punto x0 y0 z0, e vedi se l' ugello tocca il piano.
Fai correzioni opportune in modo che tocca e annoti quanto hai dovuto alzarti o abbassarti e il valore lo inserisci nel primo punto i0 j0 q...
fai lo stesso per gli altri punti.
39 minuti fa, MAL1190 dice:e poi in questo modo tutte le volte che devi calibrare il piano di stampa devi mettere mano allo start gcode nello slicer!
non sono daccordo, le correzioni che si fanno con m421 i..j..q.. non sono altro che correzioni sempre valide anche se fai un altro livellamento g29, il livellamento ottimale e' quello con l' ugello stesso che fa anche da tastatore (parlando in modo teorico).
Sicuramente hai il bltouch spostato rispetto all' ugello, ed e' per questo che non si ha una mesh precisa anche se in configuration.h metti le misure dello spostamento tastatore/ugello.
Le correzioni che si danno con m421 i..j..q.. correggono il fatto di non avere X0 Y0 tra tastatore/ugello.
Alla fine correggi in fase di skirt con babystepping.
-
prendiamo come esempio una griglia 3x3
nella start gcode si mette
m420 s1 (attiva la mesh)
poi subito dopo
m421 i0 j0 q(la differenza + o - di quanto vuoi modificare (in relativo non assoluto) la z nella mesh)
m421 i0 j1 q...
m421 i0 j2 q...
m421 i1 j0 q...
m421 i1 j1 q...
m421 i1 j2 q...
m421 i2 j0 q...
m421 i2 j1 q...
m421 i2 j2 q...
i e j non sono altro che gli indici in x e y della griglia
i0 j2 i1 j2 i2 j2
i0 j1 i1 j1 i2 j1
i0 j0 i1 j0 i2 j0
se hai una griglia 7x7 dovrai fare piu' compensazioni, quindi
i0 i1 i2 i3 i4 i5 i6
j0 j1 j2 j3 j4 j5 j6
poi, ho attivato m420 z10, cioe arrivata a Z10mm non compensa piu'.
gradualmente diminuisce la compensazione fino ad arrivare alla Z che hai impostato.
-
hai ragione per i 50 euro, ma se guardo le cose che ho comprato e non uso............
13 minuti fa, MAL1190 dice:il BLT deve assolutamente leggere tutti i punti del piatto ( io ho una griglia 7x7 ) memorizzarli e quando stampa andare a correggere la Z in funzione della mesh che si è memorizzato ( avendo M420 S1 nello start gcode )
allora prova a mettere nello start gcode la compensazione dei singoli punti con m421 i0 j0 q(differenza)
-
 1
1
-
-
Ciao, io ti consiglio di attivare le funzioni in Marlin
Mesh bed leveling
Babystepping
Anche io ho il bltouch, all inizio gli ho dato molta fiducia, che è andata a calare con il tempo. Non faceva alla perfezione il suo lavoro, necessitava di aggiustamenti continui anche se minimi.
Così ho scoperto queste due funzioni.
La prima ti permette di calibrare manualmente ogni punto della griglia, quindi di salvarla e richiamarla.
La seconda ti permette, durante lo skirt, di abbassare o alzare la Z in tempo reale per avere un primo layer perfetto.
Guarda su YouTube o sulla rete qualcosa a riguardo.
Non te ne pentirai
Ciao
Dimenticavo, il bltouch lo uso solo in fase di homing della z.
Poi il resto lo faccio con le due funzioni sopra descritte
-
1
-
-
Che valori hai messo in qualità e guscio?
Poi , la stiratura, mai usata, è la modalità coasting che ripassa sul layer senza estrusione?
Comunque per quanto riguarda il pezzo finito, se lo vuoi un po' diverso prova a mettere 1 come perimetro. Non ti fa le righe verdi, m secondo me hai troppa distanza tra le righe del top layer.
-
se vuoi, allega il tuo profilo.
-
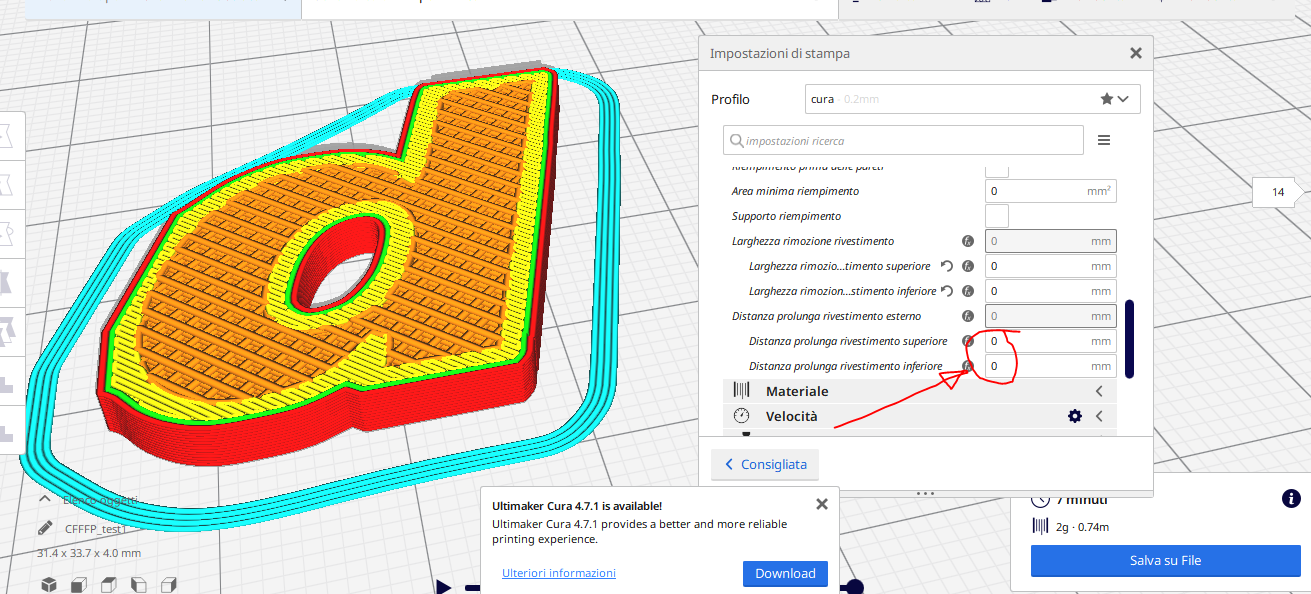
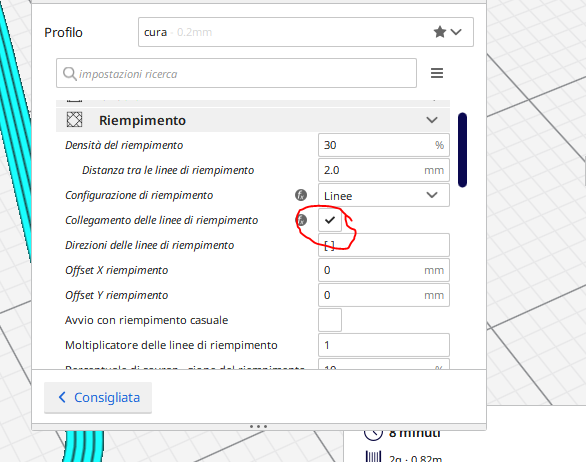
se ho capito bene allora porta a 0 questi valori.

e poi ti consiglio di attivare questo
-
Scusami, ma non ti seguo, perché dici che esagera con i bordi?
ne fa quanti ne hai scelto.
vedo chi hai messo 3 perimetri e ne fa 3
-
Fa 4 strati perché hai messo 4 in
Strati superiori e
Strati inferiori
La prima foto è del 16esimo layer
ti allego il mio profilo, controlla le differenze
-
1
-
-
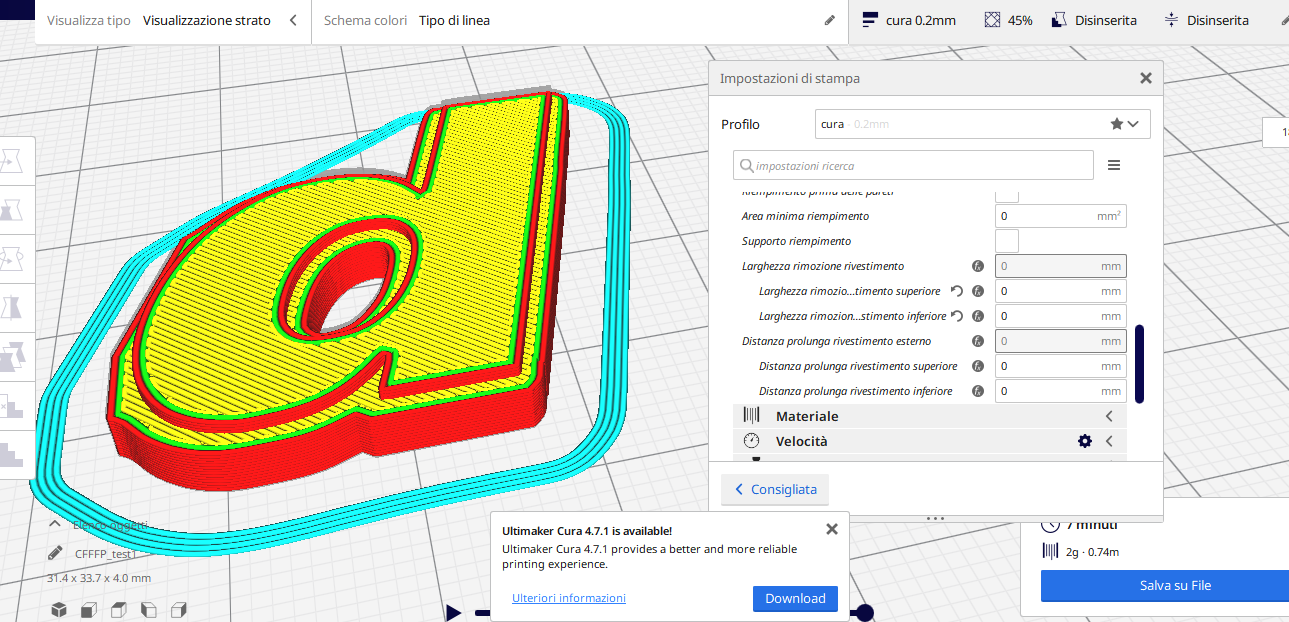
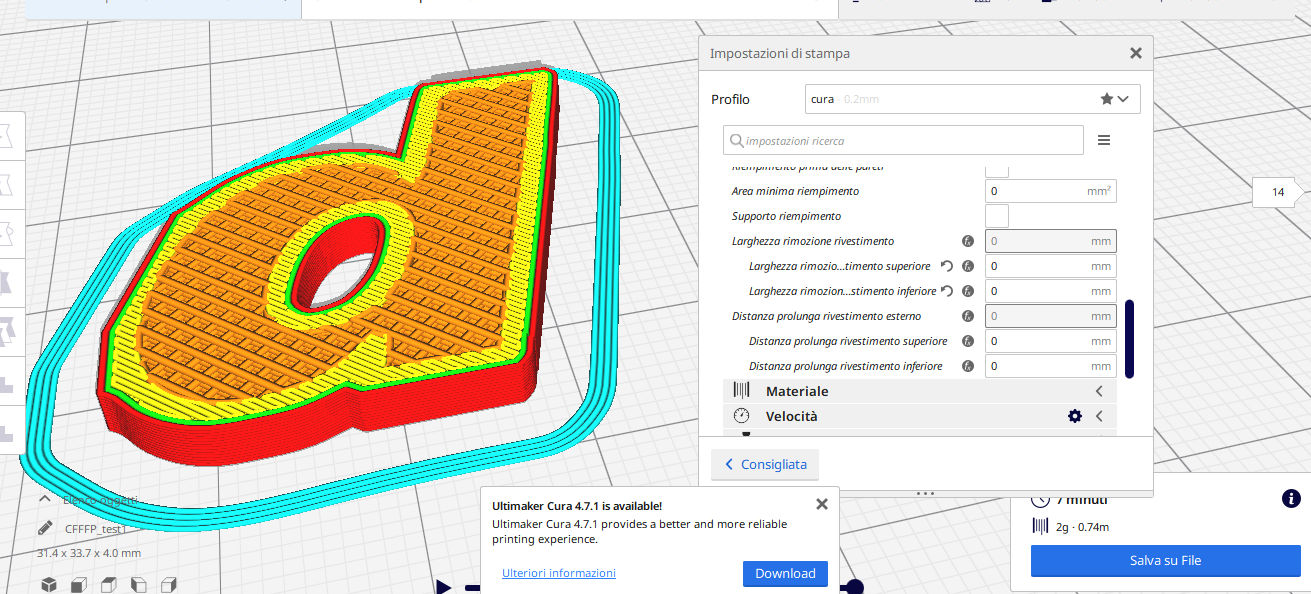
ho provato, con i settaggi che vedi (guarda bene) , questo e' il top layer
e questo e' il 14esimo layer
se vuoi ti allego il file con i miei settaggi.
-
Per curiosità, mi puoi passare il stl?
Vorrei vedere come si comporta.
Grazie
-
io, da quello che ho imparato con i vari slicer, e' difficile trovare un settaggio che vada bene per tutti i tipi di particolari.
ogni pezzo ha una storia a se.
cura, quello che usi te, ha molti settaggi, ma una volta imparati sai quali modificare.
inoltre prova a modificare separatamente quelli sotto, inferiore e superiore.
-
2
-
-
ma su cura si trova un valore per risolvere il problema.
si dovrebbe chiamare
larghezza rimozione rivestimento o
area minima rivestimento
prova a giocare con questi valori
-
...oppure senza mettere in dubbio le tue capacita, a quanto stai in z quando livelli con il foglio?
Non e' che stai a 0.2?
Altra cosa che mi e' venuta in mente, visto che e' successa a me tempo fa, controlla che l' accoppiamento motore Z con barra filettata non sia lenta.
Ciao
-
si dovrebbe fare la correzione ZOFFSET da lcd, e' piu pratico.
non so che stampante hai, nella mia imposto il valore da display.
se hai il primo layer troppo distante dovresti calibrare meglio il piatto, impostare lo ZOFFSET da cura non penso che sia pratico.
oppure abilita la funzione babystepping che ti permette di aggiustare lo zoffset mentre fa lo skirt.
e' molto utile ed immediato
-
1
-
-
ho provato suò mio cura a fare una semplice pezzo, senza zoffset
a me da questo;
G92 E0
G92 E0
G1 F3600 E-4
;LAYER_COUNT:49
;LAYER:0
M107
G1 F600 Z0.4
G0 F24000 X86.016 Y86.784 Z0.4
;TYPE:SKIRT
G1 F600 Z0.2
G1 F3600 E0
G1 F2400 X86.477 Y86.411 E0.01972
G1 X86.984 Y86.103 E0.03945a differenza tua io ho G1 F600 Z0.4 invece di G1 F300 Z1.3 che hai tu
ho cercato la stringa 0.4 ma niente.
comunque quando dici : Vorrei capire come mai lo Z offset di partenza ( se ho capito bene) è impostato ad 1.3 , da dove a preso questo valore ?
il valore 1.3 non e' lo ZOFFSET ma la posizione in Z a cui va come primo spostamento
non penso che ti debba preoccupare piu di tanto.
giustamente se imposti il valore ZOFFSET a -0.2 troverai la nuova Z a 1.1
comunque, a mio modesto parere, e' tutto normale.
il valore che tu pensi sia lo ZOFFSET a 1.3, non e' altro che il primo spostamento in Z che fa la testina.
successivamente, nel primo caso che hai postato senza ZOFFSET, la testina va a Z0.3 a stampare, evidentemente hai messo come altezza primo layer a 0.3
-
nel mio caso, ho cercato nel configuration.h la stringa 1.3, ho trovato qualcosa
#define HOTEND_OFFSET_Z { 0.0, 1.3 } // Z-offsets of the two hotends. The first must be 0.
#endifcerca nel configuration.h la stringa 1.3
oppure postalo che lo controllo
-
forse mi sfugge qualcosa, ma nk lo trovo, nello start gcode ci dovrebbe essere :
il riscaldamento del piatto e dell estrusore
il g28
g90 per coordiante assolute
e altro
E' VERO!!!!
SOLO ADESSO L HO TROVATO
scusa
tanto tentare non nuoce.
prova a mettere solo g28
invece di g28 x0y0 e g28 z0
-
Il 3/7/2020 at 18:18, claudio57 dice:
So che di questo argomento se ne è parlato molto ed ho letto molti post, ma quello che vorrei capire da dove lo slicing preleva il valore di Zoffset di base.
Uso cura 4.5 , ho fatto lo slicing di pezzo semplice , una volta con il campo vuoto nello Z offset ed una volta con un valore di -0,2.
il risultato è il seguente:
1 caso
G92 E0
G92 E0
G1 F1500 E-3.5
;LAYER_COUNT:132
;LAYER:0
M107
G1 F300 Z1.3
G0 F6900 X73.87 Y118.383 Z1.3
;TYPE:SKIRT
G1 F300 Z0.3
G1 F1500 E02 caso
G92 E0
G92 E0
G1 F1500 E-3.5
;LAYER_COUNT:132
;LAYER:0
M107
G1 F300 Z1.1 ;adjusted by z offset
G92 Z1.3 ;consider this the original z before offset
G0 F6900 X73.87 Y118.383 Z1.3
;TYPE:SKIRT
G1 F300 Z0.3
G1 F1500 E0Vorrei capire come mai lo Z offset di partenza ( se ho capito bene) è impostato ad 1.3 , da dove a preso questo valore ?
Quando , come nel secondo caso imposto lo Z offset da cura a -0.2, il valore diventa 1.1.
Per portarlo al valore corretto basta che faccia diversi tentativi di stampa fino a trovare il valore corretto da inserire in cura ( almeno credo), ma la curiosità è capire da dove prende il valore di 1.3.
Preciso che ho fine corsa meccanici ed ho fatto il livellamento del piano nella maniera classica con foglio di carta, e non ho provato a lanciare la stampa.
scusami, non ho capito una cosa.
questi due casi sono quelli creati dallo slicer?
posta lo start gcode, mancano alcuni comandi
-
...o la dividi a metà e poi incolli.
-
1
-
-
Ma, scusami, nel video si vede sempre la probe ritratta.
-
Allora, per problemi di lunghezza del video, non lo volevo fare troppo lungo e sono finito a riprendere solo il momento in cui subito dopo aver sondato l' ultimo punto invece di salire a Z50 va per i cavoli suoi.
Ho spento subito.
Intendevi qualcosa in partcolare?
-
Grazie del consiglio, ho provato a fare la prima stampa con G28, G29 e la pappardella come la chiami.
Poi la seconda solamente con G28, e funziona.
Se non ricordo male ho sempre fatto G29 in ogni stampa e, ripeto se non mi ricordo male, tempo fa andava tutto liscio.
Evidentemente mi sbaglio, meglio cosi'.
Ora dovro' salvare i dati dei nove punti e richiamarli dalla memoria all' inizio del programma.
grazie
-
M420 S1 attiva la correzione
Gli m421 compensano ogni punto del valore indicato.
Mi ci trovo bene.
-
 1
1
-
COSA STA SUCCEDENDO? ESTRUSIONE ANOMALA
in Problemi generici o di qualità di stampa
Inviato
La differenza tra punto di contatto del blt e nozzle la cambi con lo zoffset.
Il famoso valore è la differenza da apportare a Z per fare toccare o allontanare il NOZZLE.
Si, sposti Z da LCD o da reperire host.
Non avrai tanta differenza tra due punti distanti 42mm, ma sicuramente distanti 150mm si.
Poi rivedendo le tue foto iniziali, mi sembra che quando fai lo skirt sembra un po' schiacciato. Per me stai troppo basso.