

SudoMolto
-
Numero contenuti
56 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di SudoMolto
-

Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
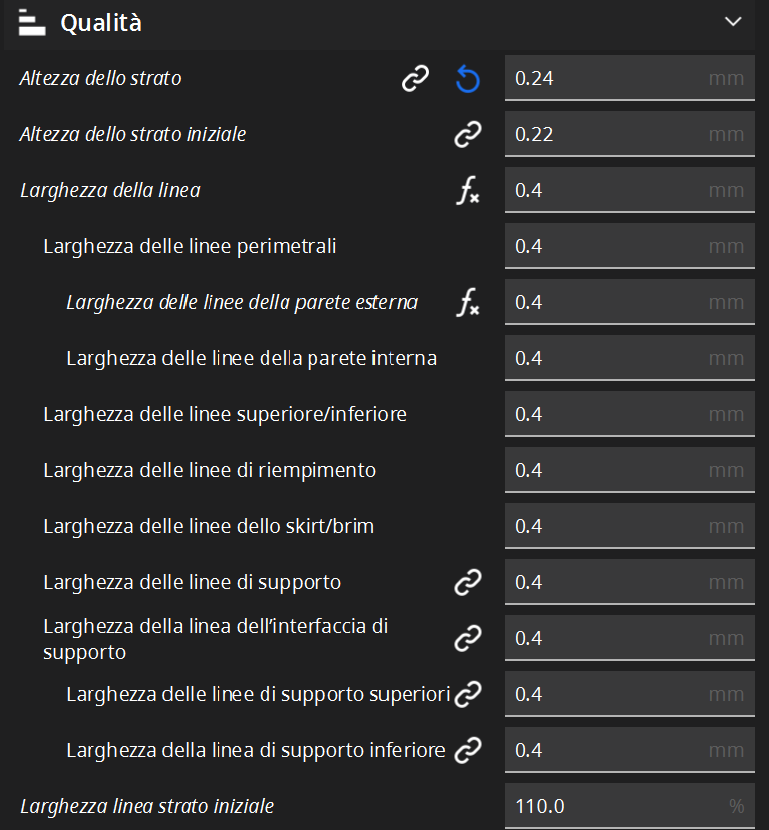
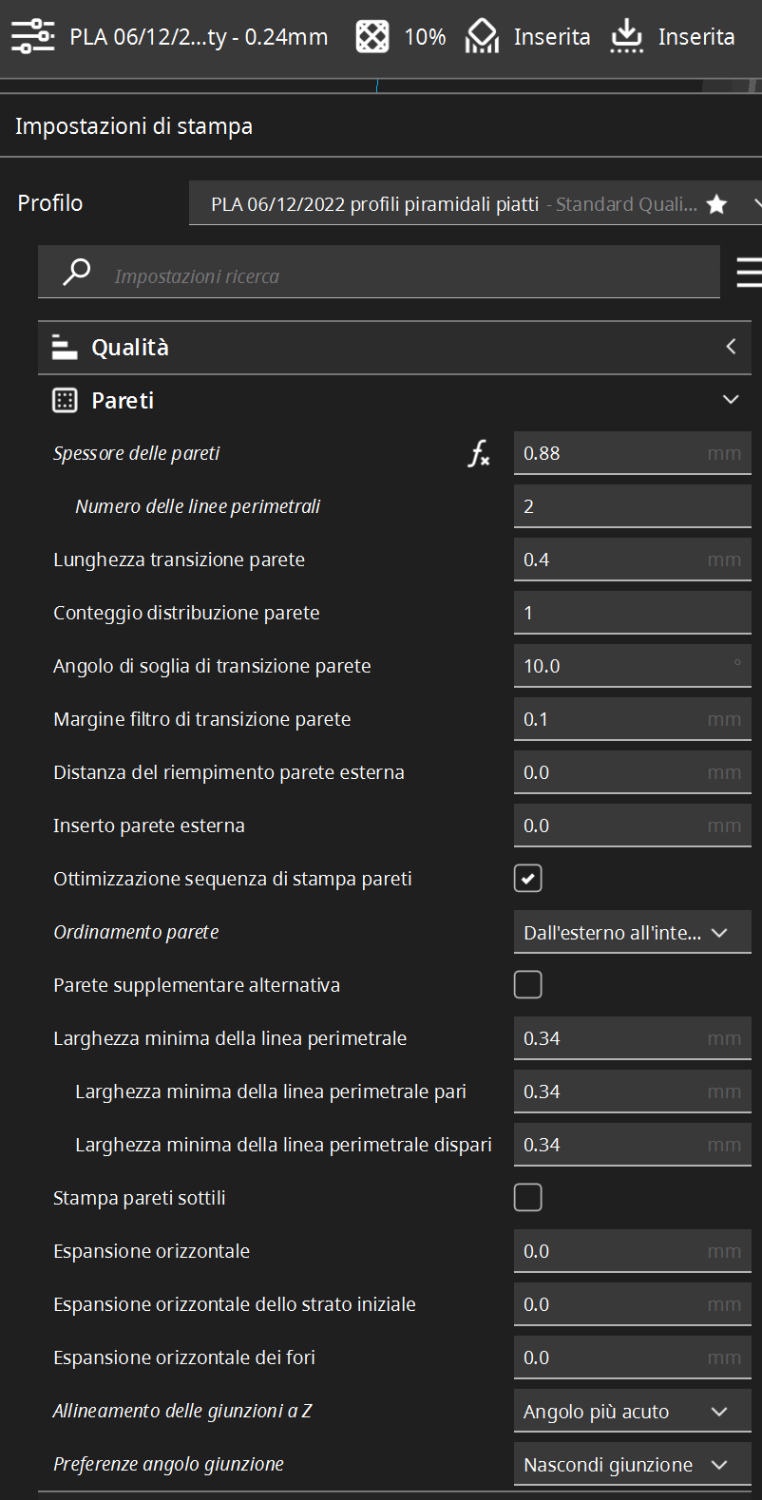
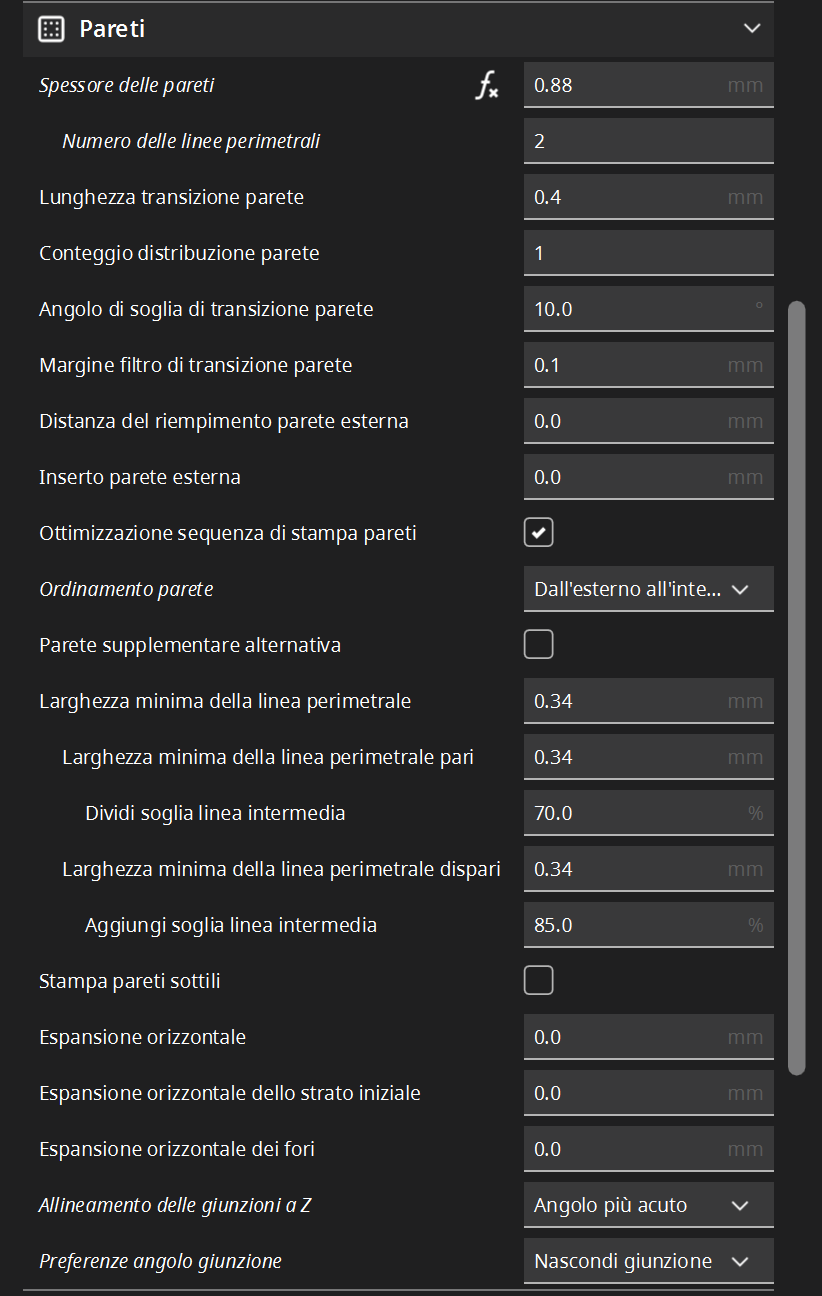
Montato ugello nuovo è uscito ancora il medesimo risultato, con E.W. a 0.44 ottengo pareti larghe 0.55, ela calibrazione degli e step è corretta. Ma a cosa può esser dovuto allora?? -
cerchio non cerchio
SudoMolto ha risposto a alex_2517 nella discussione Problemi generici o di qualità di stampa
Prova ad aprire questo in rhino e salvare in stl prova.3dm -
cerchio non cerchio
SudoMolto ha risposto a alex_2517 nella discussione Problemi generici o di qualità di stampa
ma oddio come è possibile? prova a madarmi il file in 3dm che quando sono a casa gli dó un occhiata. Non è che hai convertito in sub d ? anche se ad occhio non ni pare -
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
esatto, ma dai calcoli fatti impostando la ext. width 0.44 vengan fuori pareti di 0.55/ 0.56 circa facendo i dovuti calcoli ( flusso originale 1) ottengo sugli 0.8 di nuovo valore di flow, che non è molto consigliabile utilizzare perchè da quanto letto online crea problemi...) non converrebbe lasciare 0.34 di ext width.? ho notato che le misure dimensionali sono pressoché perfette , le pareti sono da 0.44 a 0.45 -
Problemi di stampa
SudoMolto ha risposto a gianlusoa nella discussione Problemi generici o di qualità di stampa
😂 io ormai ci ho fatto il naso, per fortuna abito da solo -
Problemi di stampa
SudoMolto ha risposto a gianlusoa nella discussione Problemi generici o di qualità di stampa
allora, alcool e microfibra lo sconsiglio per succo Abs, molto meglio usare acetone e carta, mentre per personale esperienza sconsiglio del tutto la microfibra in quanto alla lunga lascia pelucchi che si attaccano al bed, meglio utilizzare carta dura da pulizia industriale, comq acetone funziona benissimo anche per togliere la lacca😉 -
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
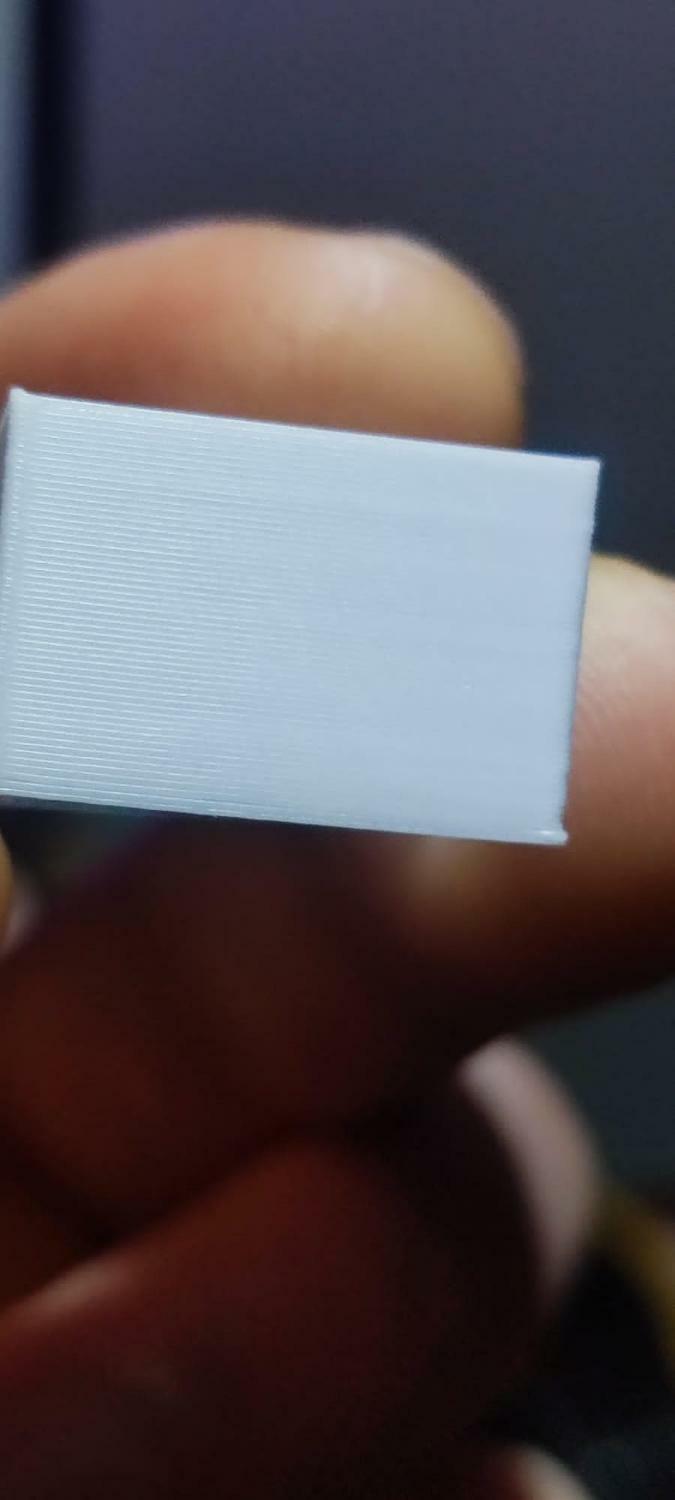
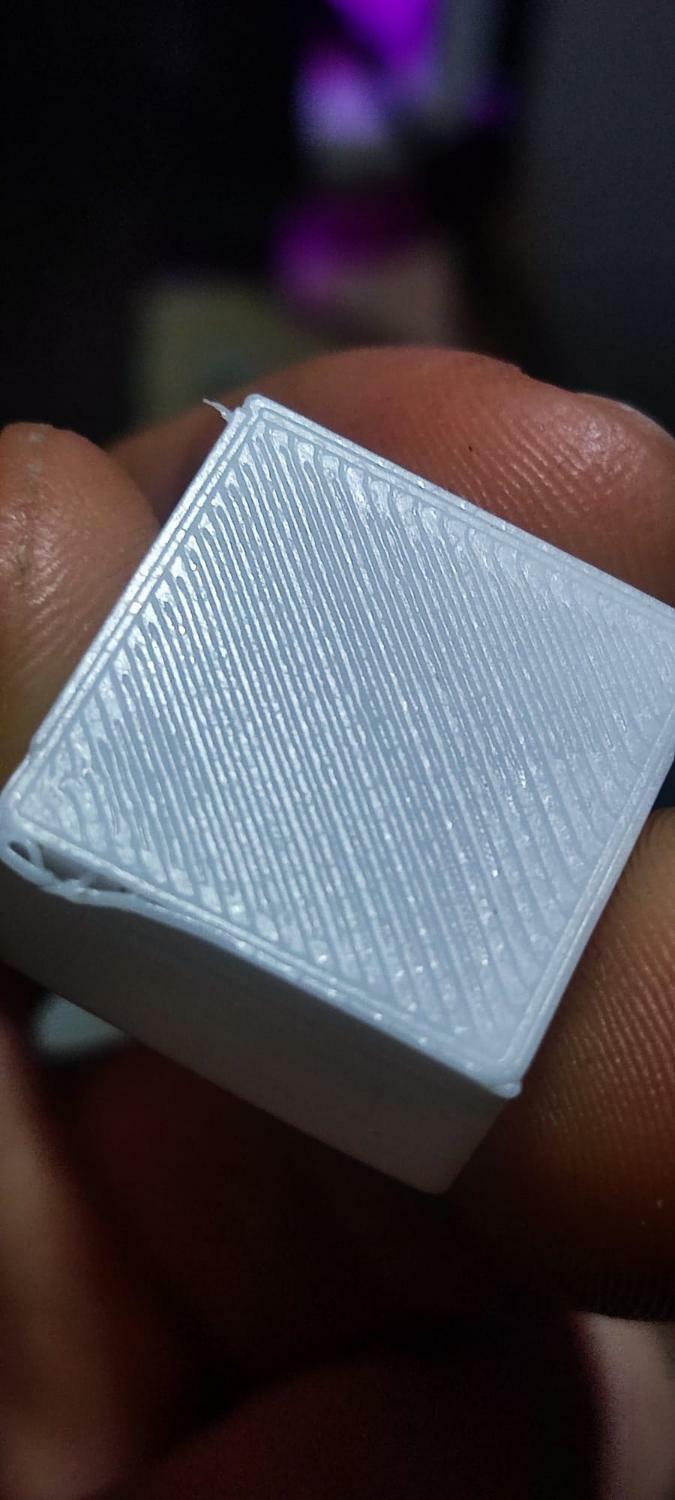
Ebbene intuizione corretta con extrusion Width a 0.34 ottengo pareti in misura corretta 0.44 (presumo quindi che il mio ugello sia in realtà uno 0.3). da vicino però si notano comq questi disallineamenti dei layer possibile wobble a questo punto???. (non fate caso al bottom strappato è stata mea culpa).
-
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
facendo vari cubi per la calibrazione del flusso mi sto accorgendo di una cosa, io la butto lì ditemi che ne pensate. In pratica dopo aver settato flow a 100% misurato il diametro del filo e tutti i settaggi base, ho notato che il cubo veniva fuori con pareti oscillanti tra 0.55 e 0.57 mm, quindi applicando la formula di calibrazione sarei andato sotto a livelli non consigliati (consultando anche ciò che il buon Piraz diceva nel video dedicato a questa calibrazione ovvero di non scendere sotto a flow del 90% (o 0.9) ), sempre Piraz nei commenti di YT invitava ad assicurarsi che l'ugello montato non fosse in realtà più grande di quello dichiarato. Ho fatto un test, ovvero ho stampato con un extrusion Width ( larghezza linea su cura) di 0.54 (dagli originali settati sui 0.44) e ho ottenuto i cubi tutti aumentati di 0.1mm ( 0.65 a 0.67 mm), mi stavo chiedendo a questo punto di tentare a fare un test con ext. Width 0.34 e compensare l'eccesso della stampante. può essere un idea valida nel caso mi desse delle dimensioni esatte? oppure faccio una castroneria imperdonabile??? -
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
Estep controllati sono perfetti, rimane solo il flusso adesso
-
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
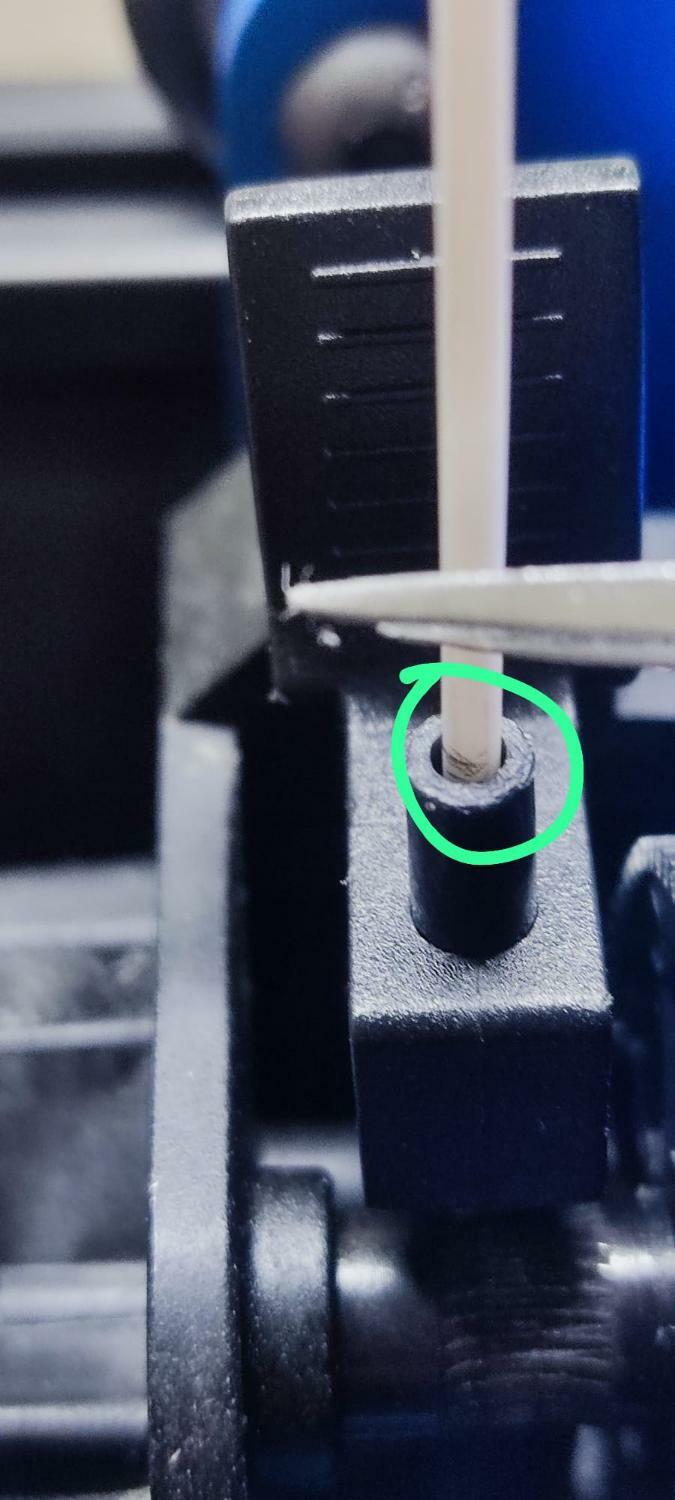
in pratica il dubbio che riscontro quando faccio la misurazione è il seguente, ---qual'è la battuta di riferimento (ovvero dove inizia il punto dell'estrusore?) dove indico in foto con la pinzetta sul tubetto ptfe?
-
cerchio non cerchio
SudoMolto ha risposto a alex_2517 nella discussione Problemi generici o di qualità di stampa
io pure uso rhino, se progetti con le NURBS native e crei delle polisuperfici chiuse o dei solidi non dovresti avere problemi di sorta alcuna, quell'oggetto è molto semplice, per toglierti ogni dubbio fai un cilindro con i solidi di base e poi con la differenza boleana (utilizzando un altro solido) lo fori. Da li salvi in stl e prova a stampare. -
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
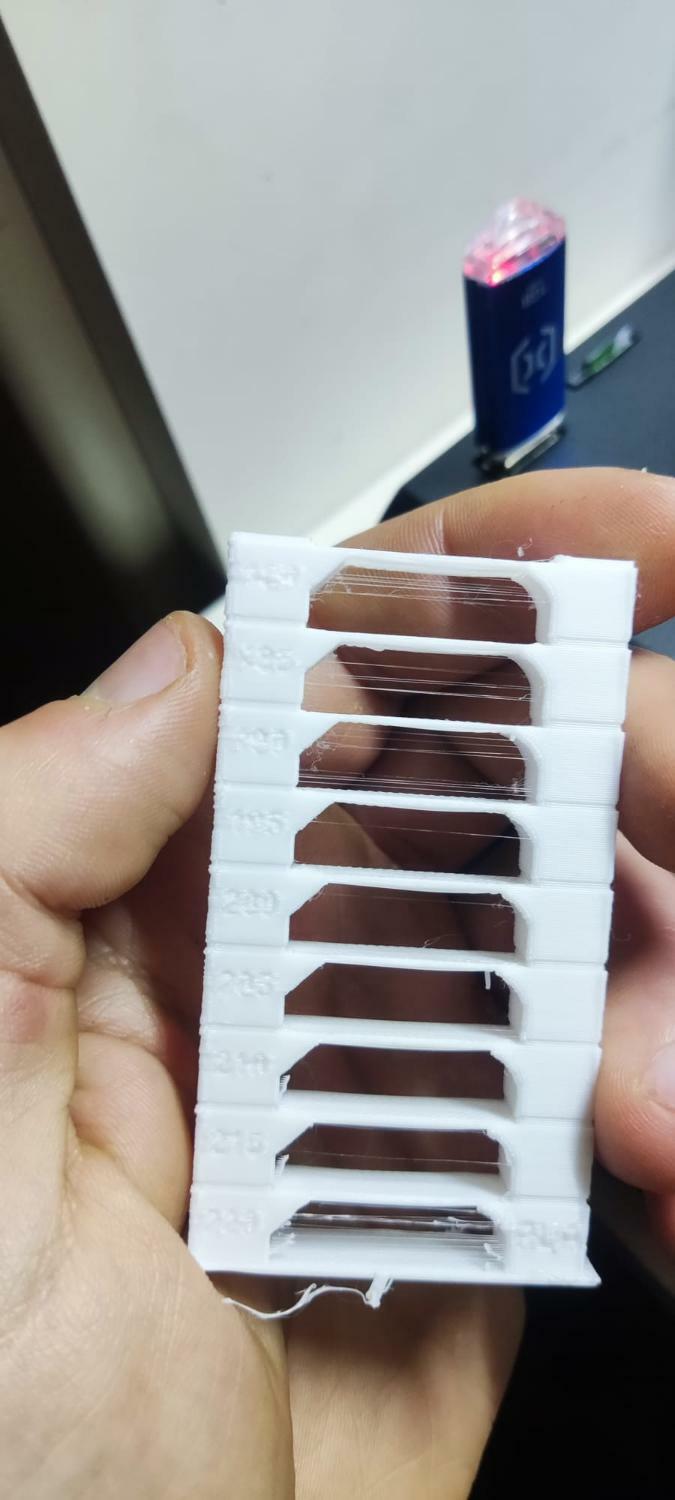
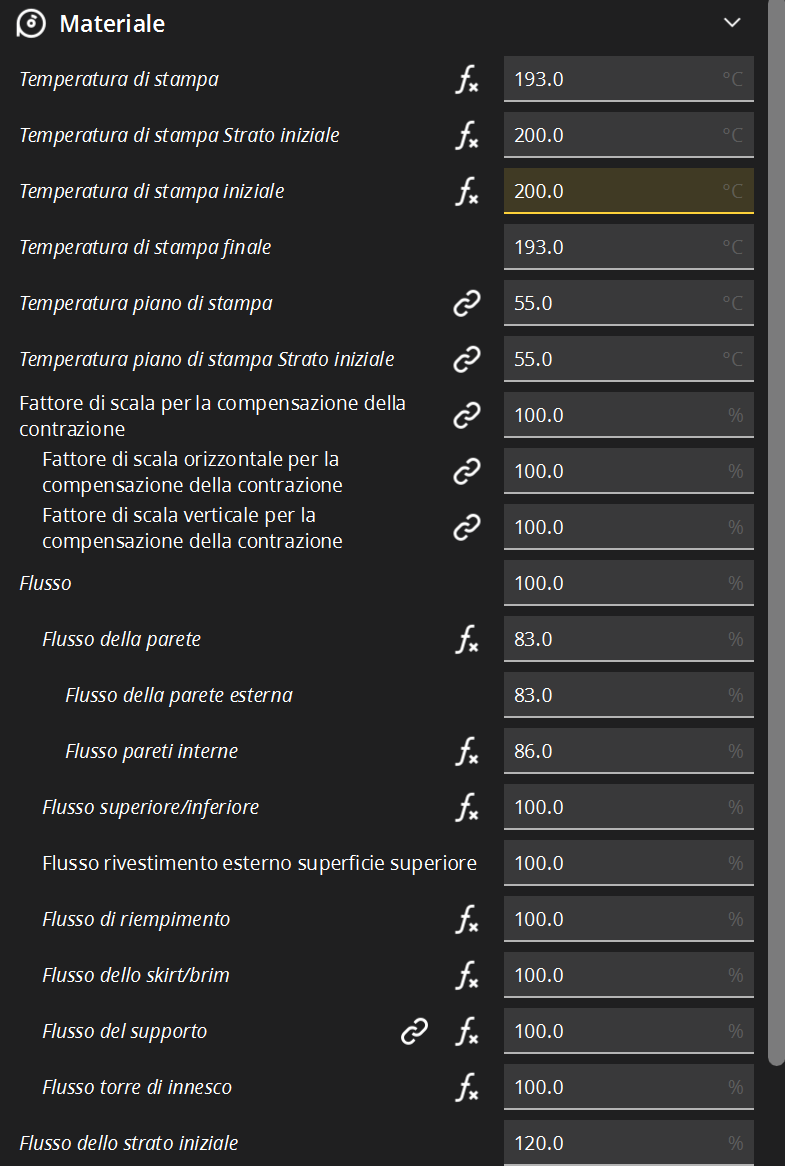
allora ecco i risultati del temp tower, sorprendentemente sembra ci sia meno stringing sui 200 195 gradi che a temperature più basse. A sto punto bo penso che disabiliterò lo z hop e tenterò una calibrazione degli E step sperando di riuscirci. L'unica cosa che non ho capito per fare la calibrazione degli estep è come misurare il filamento estruso. Cioè come faccio a segnare il filo e a leggere il risultato con una direct drive?
-
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
Grazie per il prezioso consiglio, la calibrazione step mm dell'estrusore non l'ho mai toccata.. devo googlare come fare, la sidewinder x2 non aiuta molto a causa del suo software "chiuso " -
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
fatta anche la temp tempo addietro(190 -200 era il range adatto) ma la rifaccio ugualmente voglio venire a capo di sto fastidioso problema, le stampe sono inguardabili così!😨 edit (sto stampando la temp tower dopo posto i result) -
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
ho sempre stampato a 194/195 il pla plus sunlu , aumentando la temp non dovrebbe peggiorare lo stringing? -
Problemi di stampa
SudoMolto ha risposto a gianlusoa nella discussione Problemi generici o di qualità di stampa
sisi la splendor rimane una delle scelte più "agili", anche io normalmente uso quella. il succo è solo il jolly. Ho notato che però si pulisce molto meglio il succo che la lacca quando necessario -
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
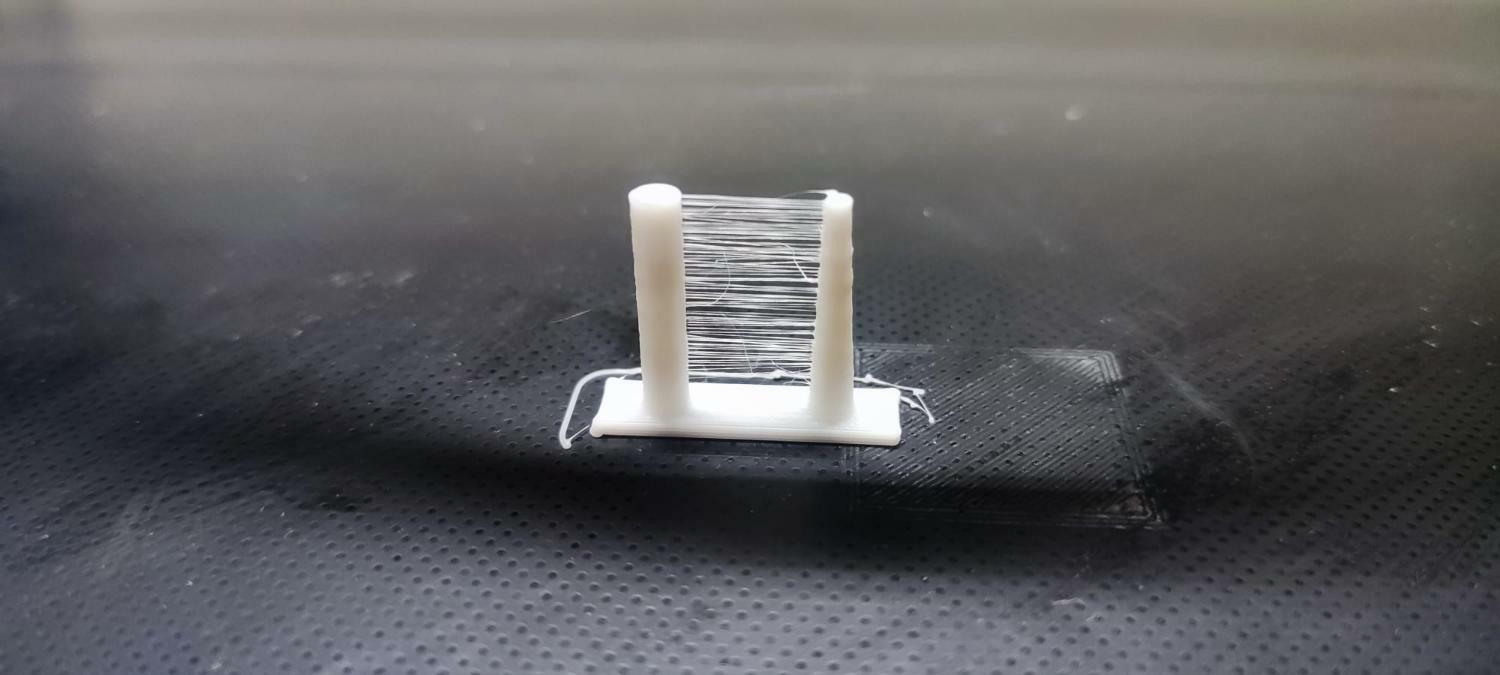
ecco un pessimo test di retraction... attendo gli esperti
-
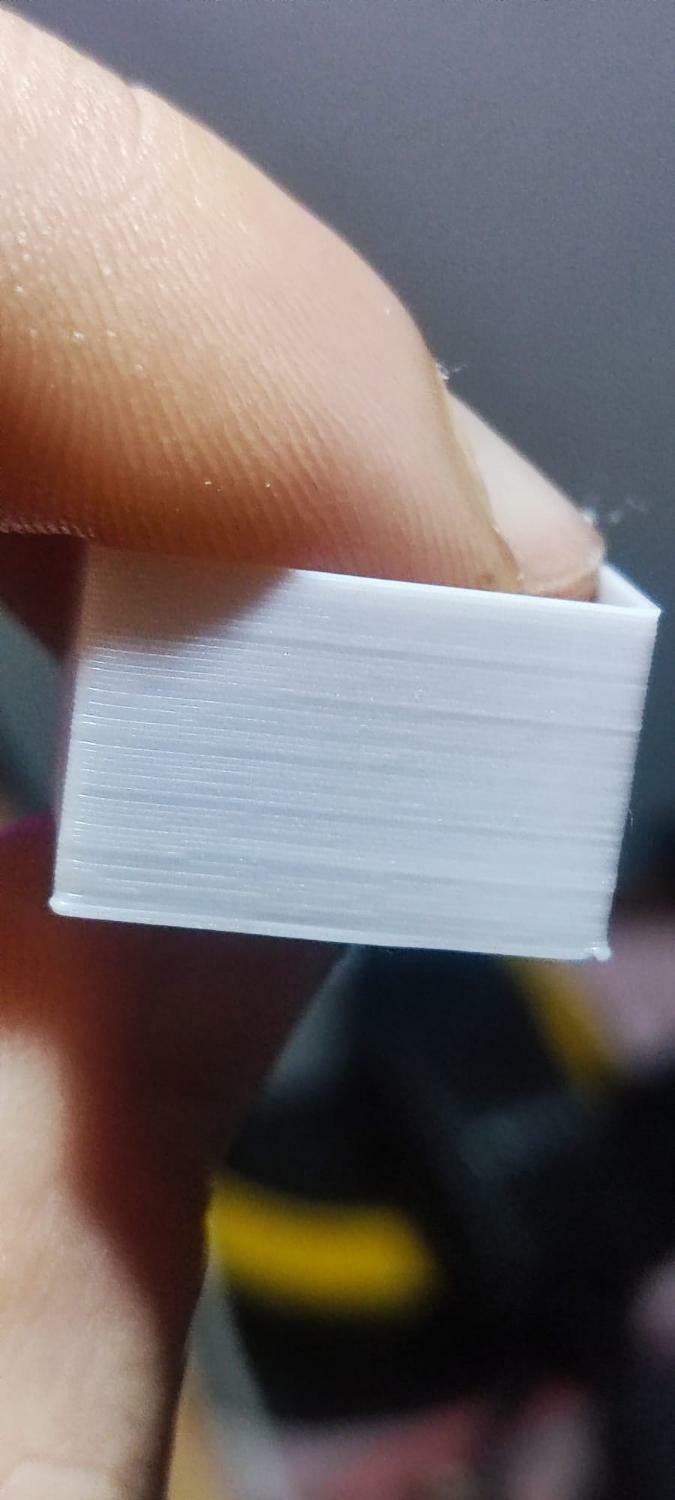
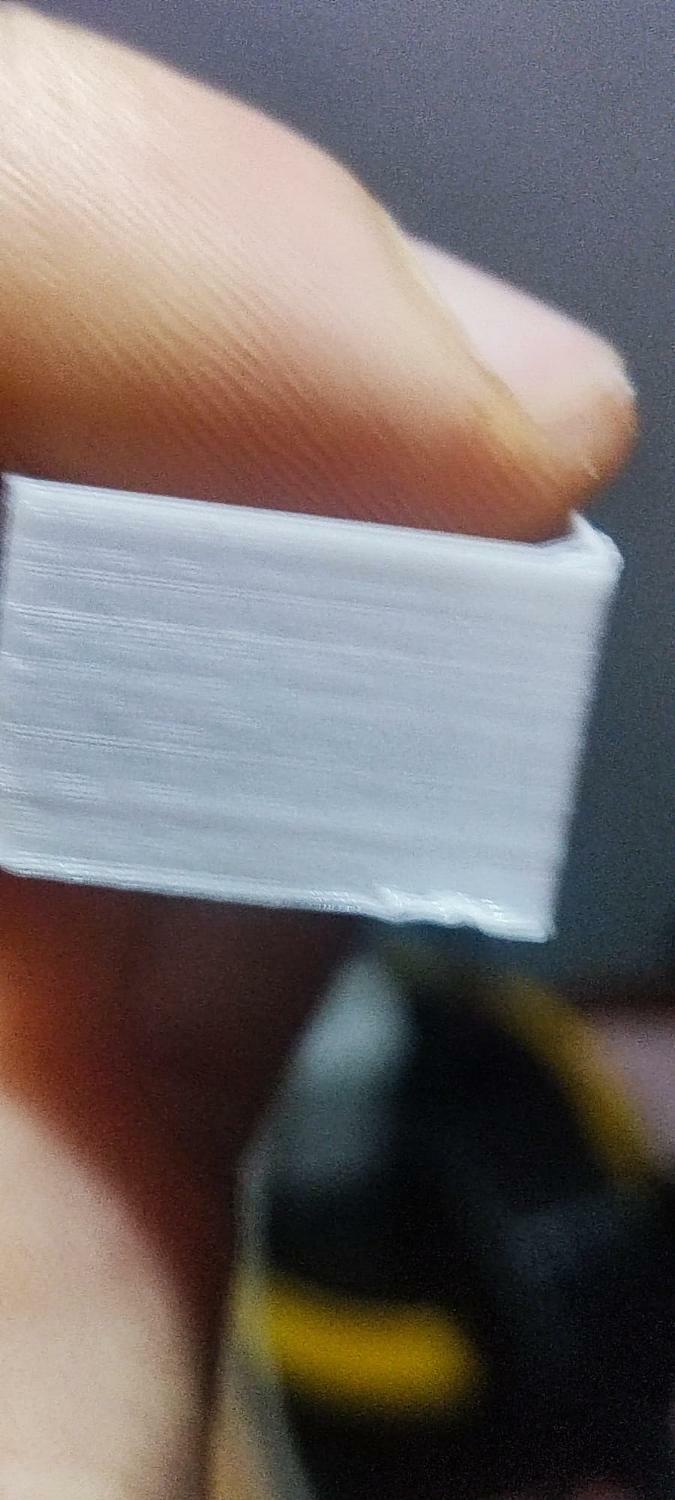
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
nono il brand era lo stesso e anche il tipo di pla...a ogni modo ecco i risultati del calibration cube, notate le pareti con effetto frastaglato e in controluce si vede una cattiva sovrapposizione dei layer, ho ricalibrato il bed e nuovamente e controllato anche i dadi sotto di esso e non ci sono giochi strani ora provo anche un test di oozing...ma io la butto li, potrebbe essere colpa dello z hop?
-
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
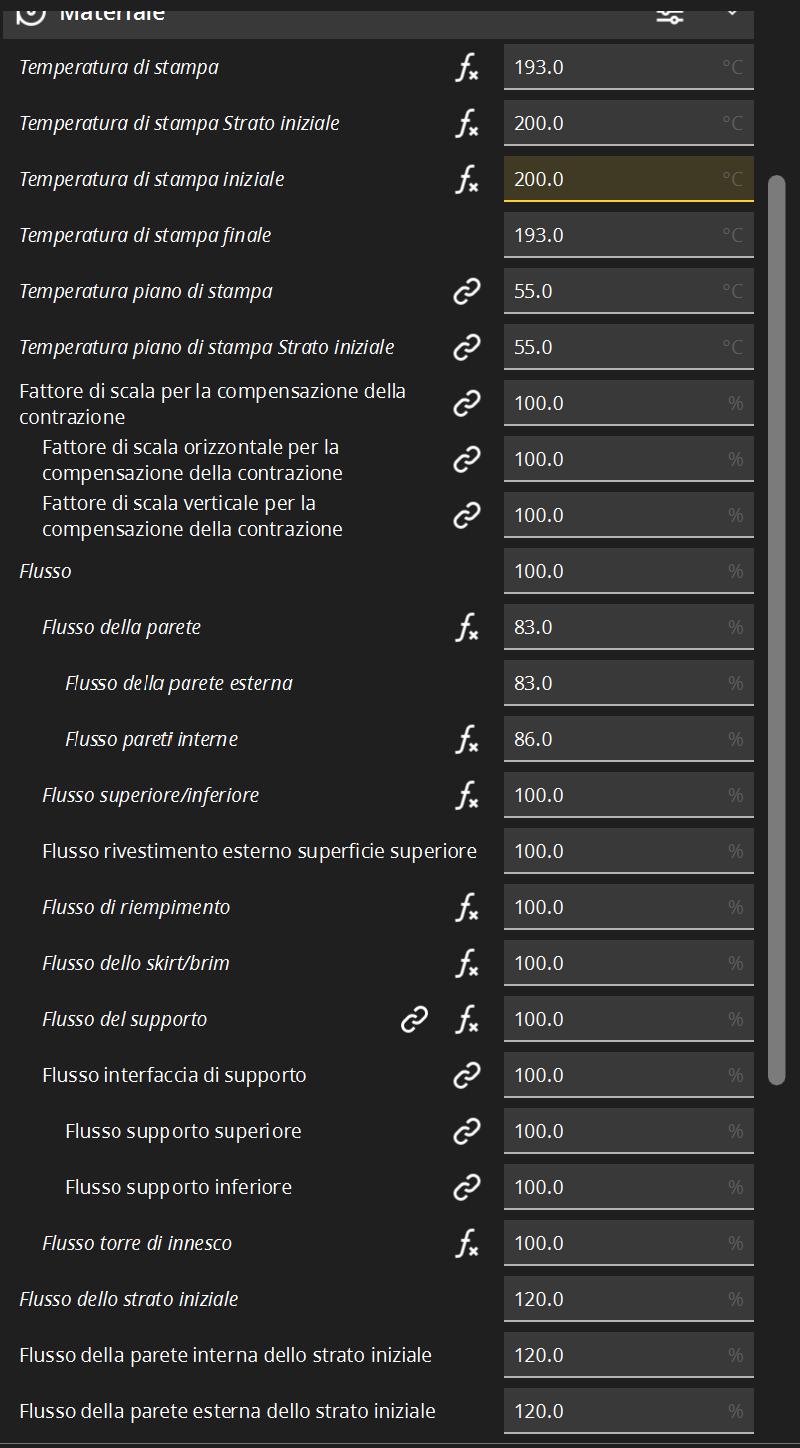
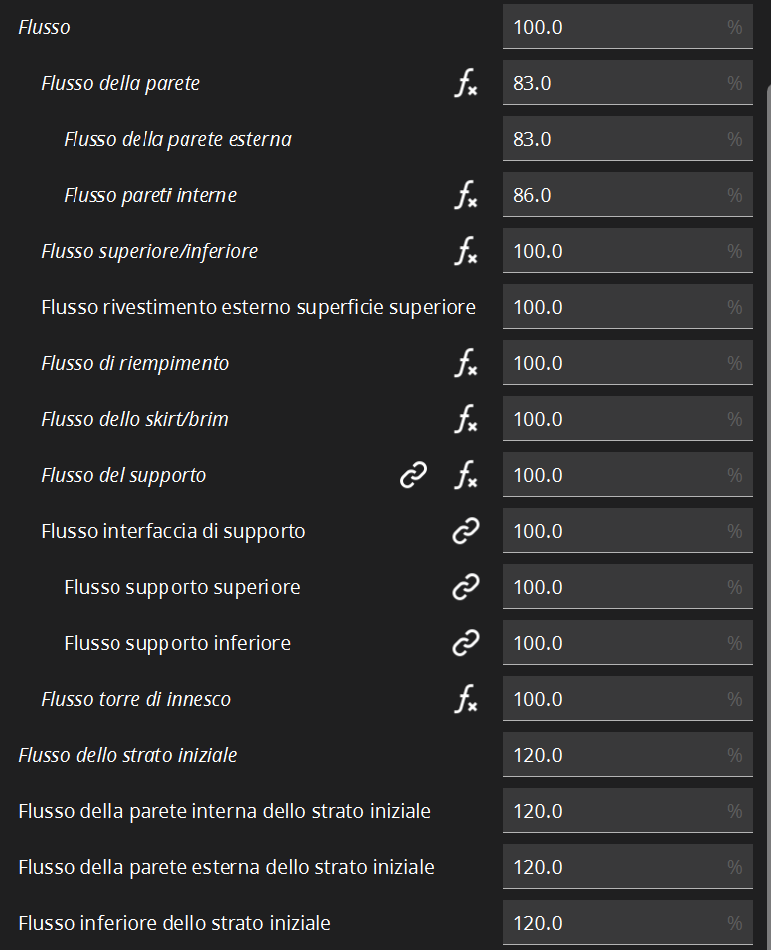
Ciao, lo avevo fatto tempo fa' e in effetti per compensare gli eccessi di materiale e le inesattezze dimensionali dello spessore sulle pareti avevo diminuito il flusso sulle pareti (esterna e interna) posso provare a fare una nuova prova per vedere il comportamento. -
Come migliorare adesione al piatto di stampa - Lista dei materiali migliori
SudoMolto ha risposto a Alessandro Tassinari nella discussione Guide di Stampa 3D forum
Prova anche con il succo di abs. Tenuta perfetta. mi raccomando pochino e spalmato a freddo sul piano di stampa. -
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
-
Problemi di stampa
SudoMolto ha risposto a gianlusoa nella discussione Problemi generici o di qualità di stampa
Io per le stampe più ardue utilizzo il succo di abs spalmato a freddo ( e poco). Assicurati che sia dello stesso colore del filamento che utilizzerai altrimenti viene un pò un pastrocchio... -
Lucidatura "smoothing" dell'ABS
SudoMolto ha risposto a Cla Bello nella discussione Problemi generici o di qualità di stampa
Io per pezzi piccoli utilizzo un sistema di nebulizzazione che spruzza all'interno di una camera di vetro acetone ( in pratica + un accrocchio fatto con un circuitino per umidificatori/nebulizzatori e un barattolo di vetro... -
Difetti evidenti Artillery Sidewinder x2.
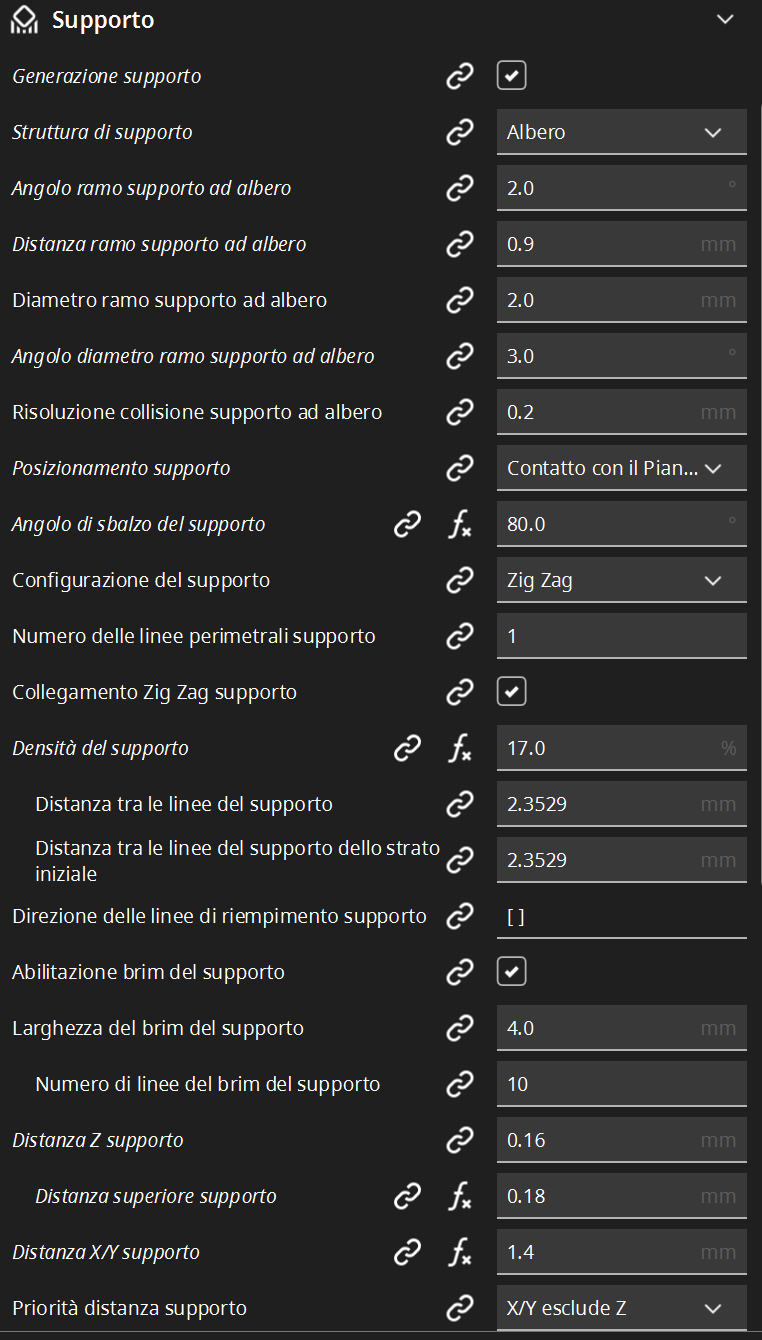
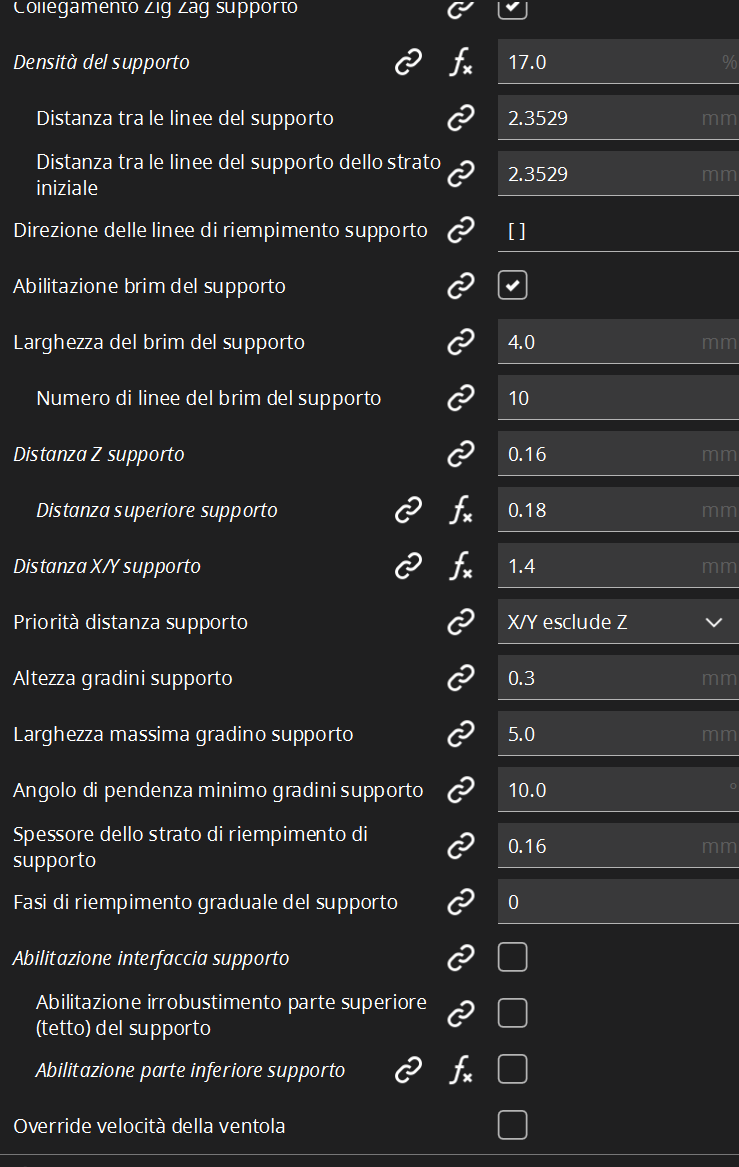
SudoMolto ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, ho un piccolo (enorme) problema di cui mi sono accorto in seguito ad una stampa di un modello di auto (effettuato in verticale, con supporti ad albero) slicer Cura mediante artillery sidewinder x2. PLA PLUS SUNLU Allego le foto per meglio esplicare... (il portello posteriore dell'auto era il punto di appoggio sui supporti) Ho notato la preponderanza degli artefatti sul lato destro dell'oggetto , come si nota in foto ci sono dei notevoli problemi, ma ad occhio mi sembrano molto più che del semplice z wobble, voi cosa ne pensate? Io comincio a temere problemi meccanici. domani effettuo pure una torre per testare il wobble. C'era anche tantissimo stringing (al quale solitamente non do mai troppa importanza) SPOILER: era una stampa di 30 ore😩
-
Parere su risultato stampa
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
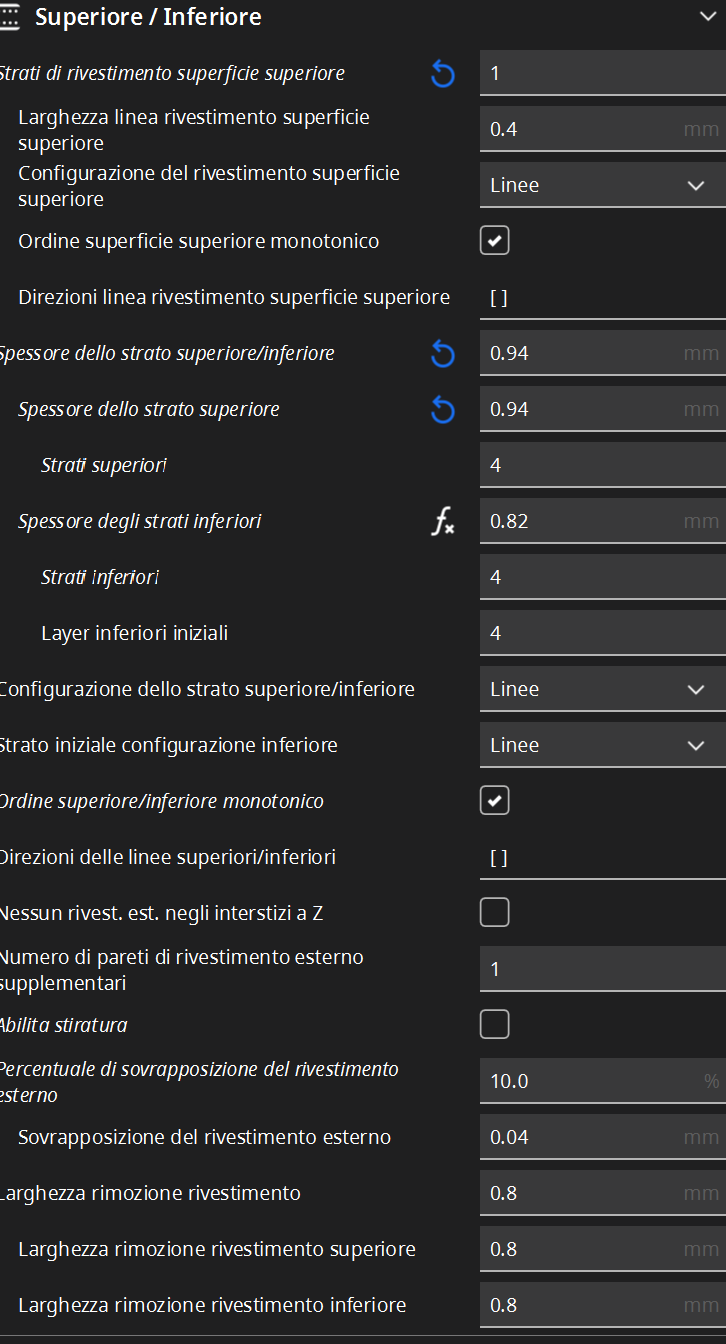
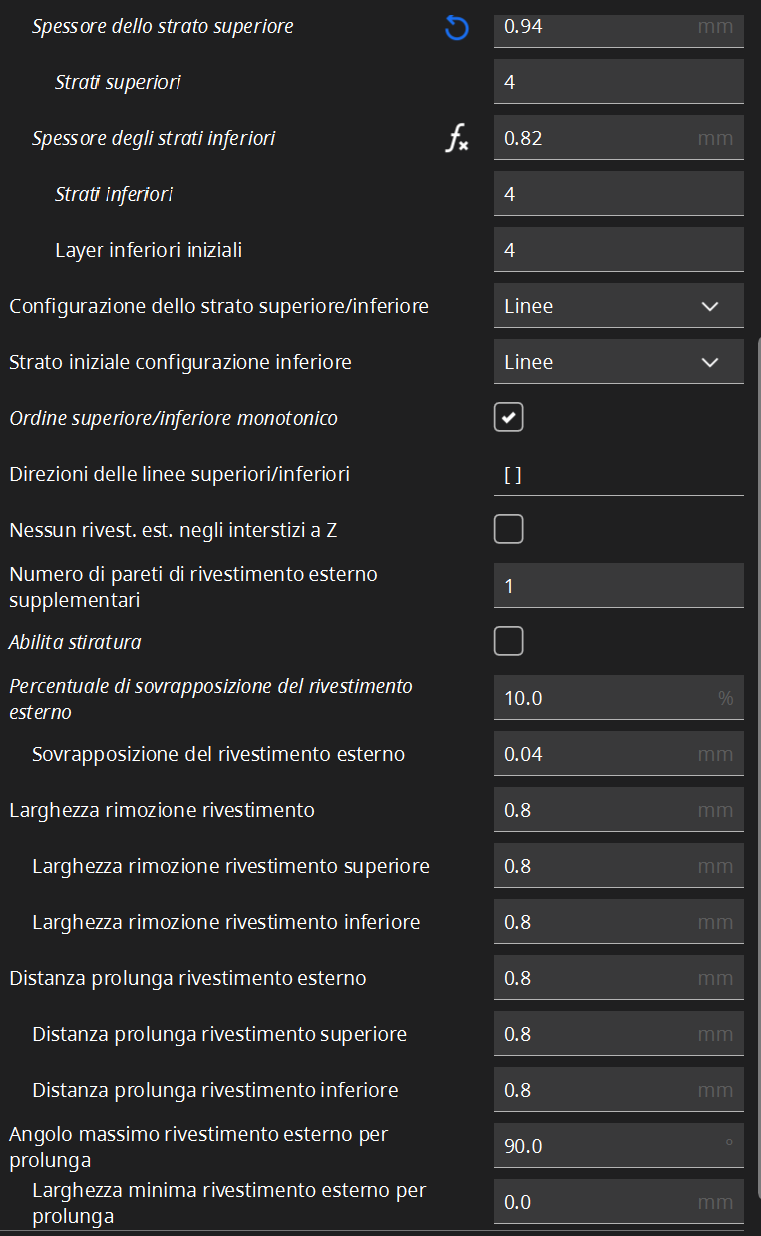
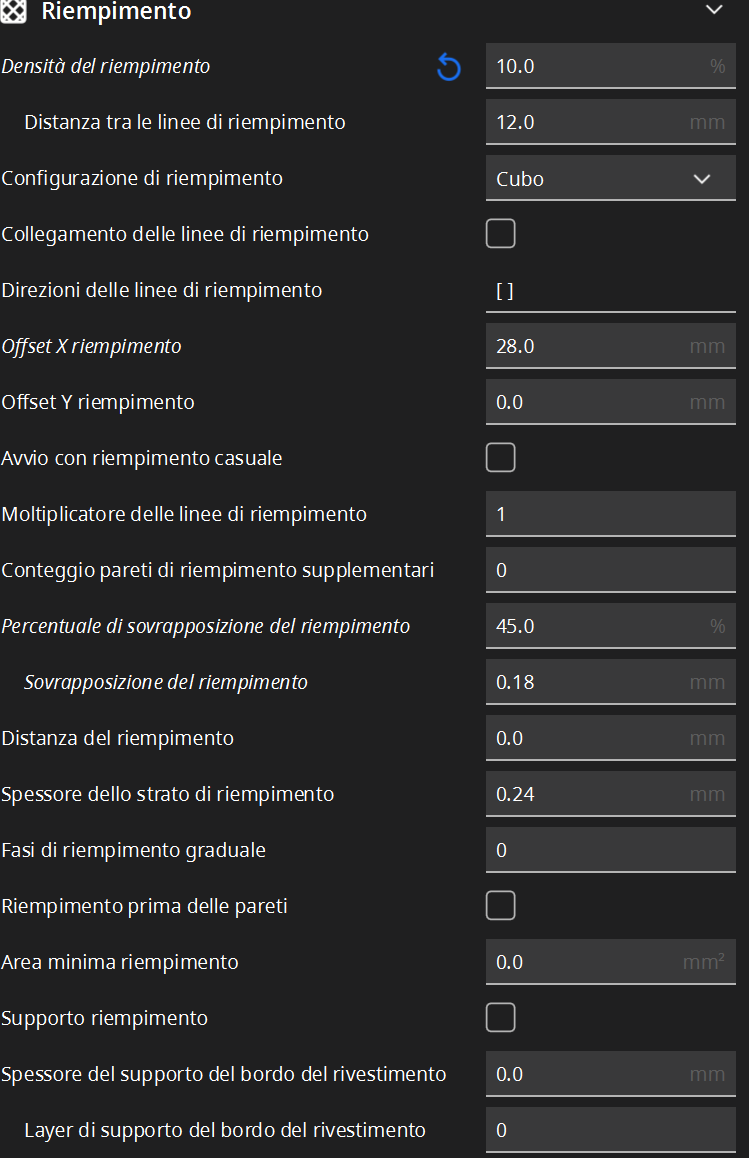
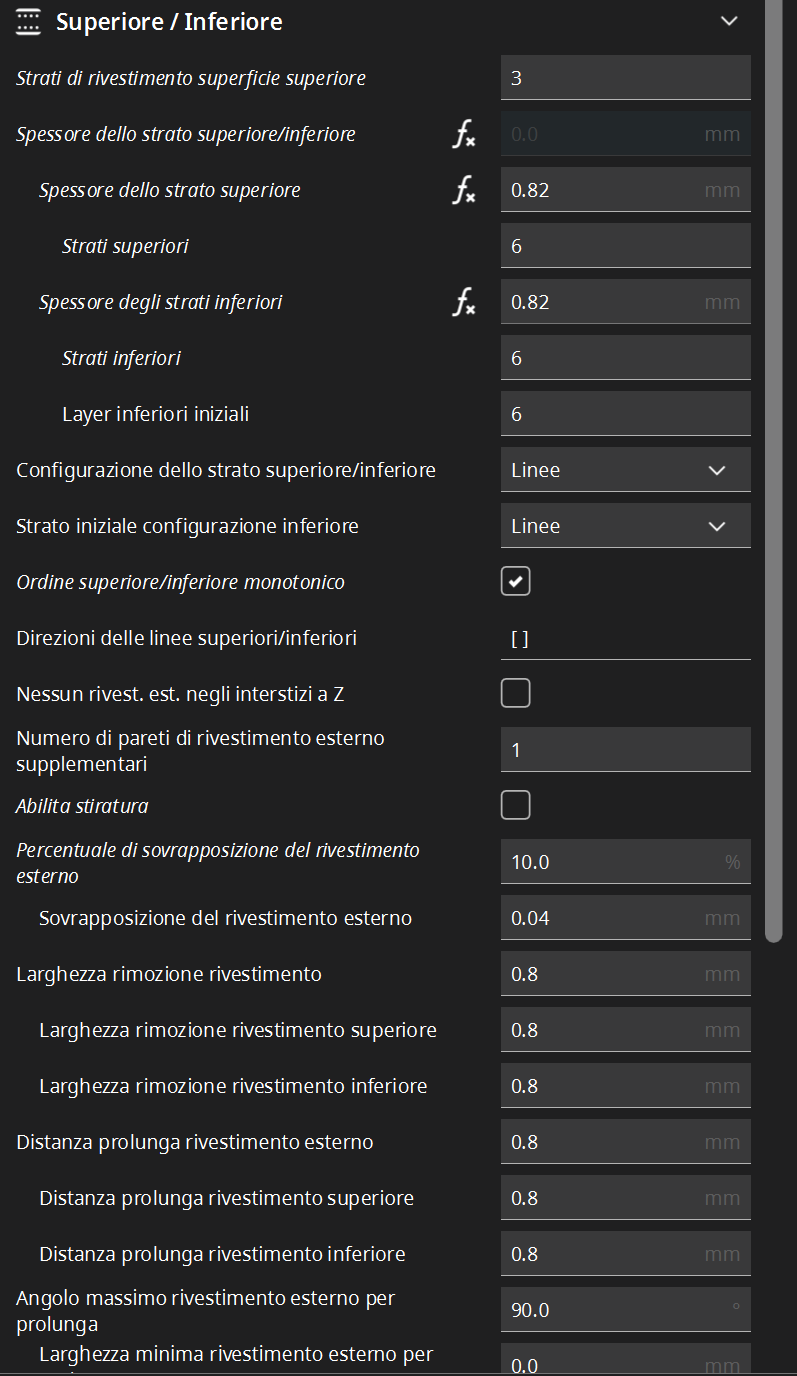
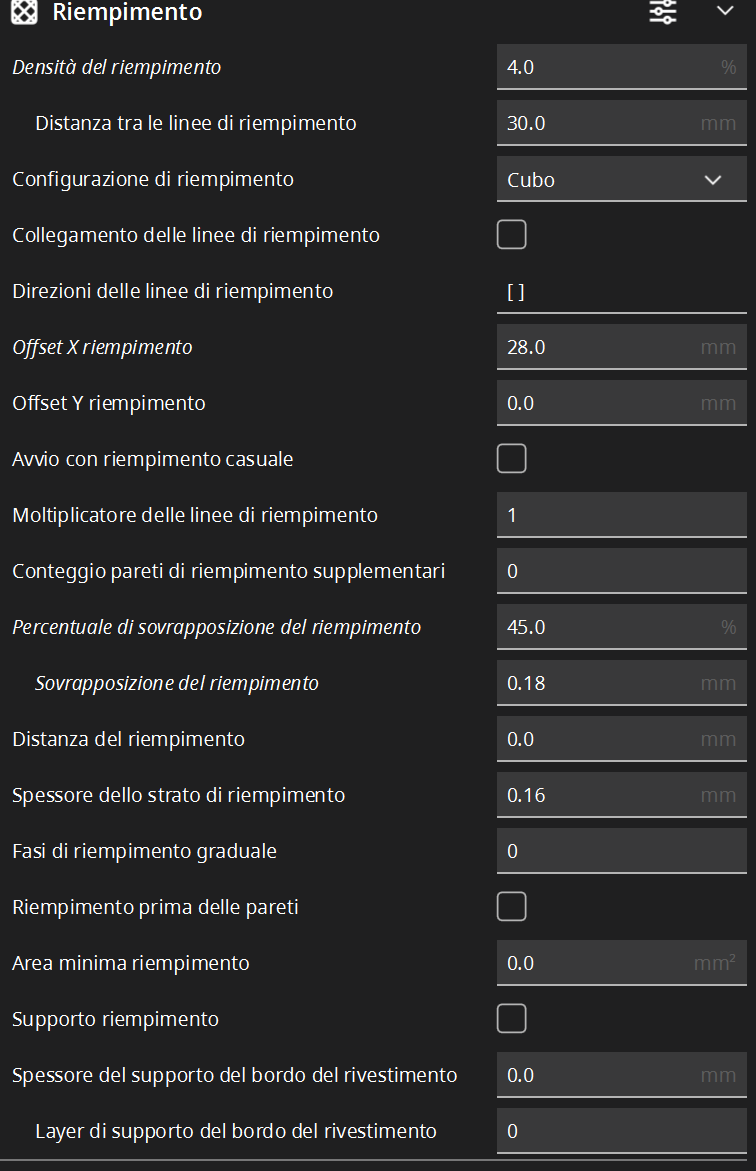
nulla ho aumentato gli strati del rivestimento ma è uscito comq no schifo (si vede l'infill in controluce)

.jpeg.b7c0e27d988c37b46e19269e1ccc396e.jpeg)








.jpeg.8fd0cbf56a57665237cd9c46f240c0ab.jpeg)
.jpeg.5830cef6aa28ad62735cdd0a08fe9f19.jpeg)

.jpeg.f0c4fc65a4e8f15e6c122972ee3680aa.jpeg)
.jpeg.20ec694e18c30e00d9fce1ebe2800858.jpeg)
.jpeg.e808161df2af7fd0050966371bdbb3cf.jpeg)



.jpeg.80325c0a3297c11e11bbb838667e9dbd.jpeg)
.jpeg.c00b838a0b6a177ffa170d077aff8143.jpeg)

.jpeg.16e24b1e17ee4f6343981e2630a33430.jpeg)
.jpeg.0c8aa8f402a78a82849804522ded4f15.jpeg)
.jpeg.3b88b2d3f50aaa7c46c84ce09db3fc6a.jpeg)
.jpeg.acc169982b117ce8c8c0d2a796b928d3.jpeg)
