SudoMolto
-
Numero contenuti
56 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di SudoMolto
-

Linee perimetrali per supporti albero
SudoMolto ha risposto a SudoMolto nella discussione Profili di stampa 3D
voi che cosa usate? -
Linee perimetrali per supporti albero
SudoMolto ha pubblicato una discussione in Profili di stampa 3D
Bella a tutti, Stavo riflettendo su quale fosse il numero di linee perimetrali (i muri) ideale per stampare i supporti ad albero, per ottenere una buona resistenza e al contempo risparmio del materiale. Voi quanti ne usate 1 o 2?🌳 -
Anomalia di stampa Banding lungo pareti
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
dopo miliardi di test ho avuto la brillante idea (ritardato) di stampare con profilo standard di cura e il difetto spariva, ho quindi constatato che molto probabilmente era dovuto ai flussi che avevo diminuito a seguito della calibrazione estrusore,ho quindi aumentato quasi tutti i flussi al 100 lasciando modificato solamente quello relativo alle pareti esterne a 80 e il problema sembra andato. -
Anomalia di stampa Banding lungo pareti
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
oggi ho ricontrollato tutti gli eccentrici asse x y e la struttura dell'asse z stringendo tutto quello che mi semmbrava lento, ma dopo un test ho sempre il medesimo risultato...😫 stavolta non so che pesci pigliare. ho cercato su google e ad altri è capitato lo stesso problema, qualcuno ha risolto settando meglio i parametri della retraction, io ho tagliato la testa al toro disattivandola direttamente, na non ho ottenuto nulla di significativo. è un problema veramente fastidisissimo -
Anomalia di stampa Banding lungo pareti
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
Grazie per la risposta, ho controllato e sembrano correttamente strette -
Spigoli rotondi e ghosting
SudoMolto ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
none l'input shaping è un algoritmo che va ad abbattere le frequenze di risonanza che si creano durante le stampe a velocità alta tra le varie componenti della stampante, in pratica tramite le micro accelerazioni va a compensare le risonanze. vedilo come la cancellazione del rumore delle cuffie. -
Anomalia di stampa Banding lungo pareti
SudoMolto ha pubblicato una discussione in Problemi generici o di qualità di stampa
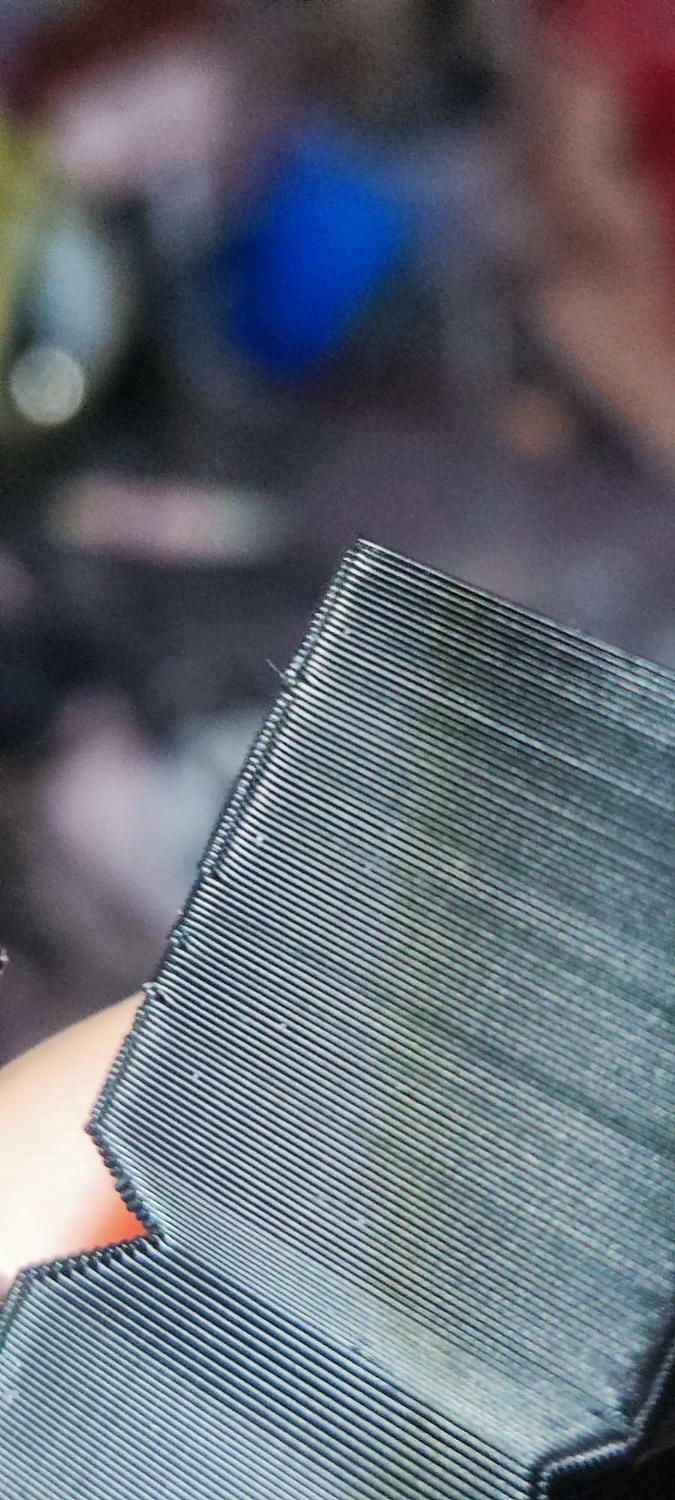
Ciao ragazzi! Durante il tuning della stampante (Artillery Sidewinder x2 con ugello 0.4) mentre stampavo PLA con un height di 0.24 ho incominciato a notare nei cubetti di calibrazione e anche in altri modelli dove sono presenti dei fori un fastidiosissimo difetto, ovvero lungo la parete alle altezze dei fori si forma una sgradevole "banda", sembra quasi che l'ugello non si allinei più in posizione corretta dopo aver stampato la parte con il foro, trascindando poi il difetto lungo il resto dello strato. A qualcuno che è capitato è riuscito a risolvere, ci sto impazzendo da due giorni (avrò stampato miliardi di cubetti...)🧊 sto utilizzando CURA 5.3.0-alpha CHRISTMAS EDITION perchè è presente un algoritmo migliore per generare supporti albero. anticipo subito di non avere attivato lo zhop nè la retraction al cambio stato giusto per fugare ogni dubbio -la calibrazione ESTEP effettuata,con thin Wall test con risultati perfetti di 0.4
-
Addio agli angoli retti... tutto arrotondato
SudoMolto ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Problema di calibrazione del Jerk molto probabilmente, forse anche di calibrazione del flow sulla parete esterna -
Lucidatura "smoothing" dell'ABS
SudoMolto ha risposto a Cla Bello nella discussione Problemi generici o di qualità di stampa
ma no è sicuro non succede nulla, assicurati solo di essere in ambiente areato e lontano da fonti infiammbili o di alto calore -
Ottimo lavoro 😉
-
Wobble o non Wobble? Questo è il problema!
SudoMolto ha risposto a Carlosm180 nella discussione Problemi generici o di qualità di stampa
Non so, mi pare troppo ritmico per trattarsi di z wobble, molto probabilmente si tratta più di z banding, una condizione sintomo di altri 2 problemi lo z wobble appunto e una mancanza di estrusione dovuta probabilmente a un ugello parzialmente intasato. Dato che la macchina è stata ferma come hai menzionato prova a fare un ispezione approfondita pure all'ugello e dentro al blocco estrusore. Non so se potrebbe essere anche utile controllare i valori di temperatura alzandola leggermente e i valori di retrazione. -
Cura non l'hai preso in considerazione? ha proprio i parametri di cui necessiti ( oltre ad un'altra infinità..)
-
ho praticamente lo stesso problema che ho risolto impostando una retrazione del filamento al termine del purge dell'estrusore (quando termina di fare la righina), consiglio poi di impostare una o 2 righe di skirt, aiuta molto anche una bella spruzzata di lacca sul piano che aumenta al massimo l'aderenza evitando strascichi strani.
-
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
Ahahahha per fortuna no, mi ero appuntato il flow Rate😂😆 anche se ti assicuro che ne ho fatte parecchie -
problemi con i layer
SudoMolto ha risposto a Alessia nella discussione Problemi generici o di qualità di stampa
sono "fresco" di questo problema, che ho risolto da poco anche io, come dice @dnasini si tratta sicuramente di sottoestrusione, con la regolazione degli step mm e dei flussi dovresti risolvere senza problemi, se putacaso dovessi avere comq il problema del gap tra le pareti anche dopo aver calibrato i flussi, prova ad incrementare gradualmente il flow della sola parete interna sino a che non avrai più anomalie. -
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
Volevo ringraziare tutti quelli che mi hanno prestato assistenza, sono riuscito ad ottenere dopo tante bestemmie sforzi degli ottimi risultati. in particolare il TOP con stiratura è pressochè perfetto
- 36 risposte
-
- 1
-

-
- artillery
- sidewinder x2
- (and 3 più)
-
nobile scopo, benvenuto.
-
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
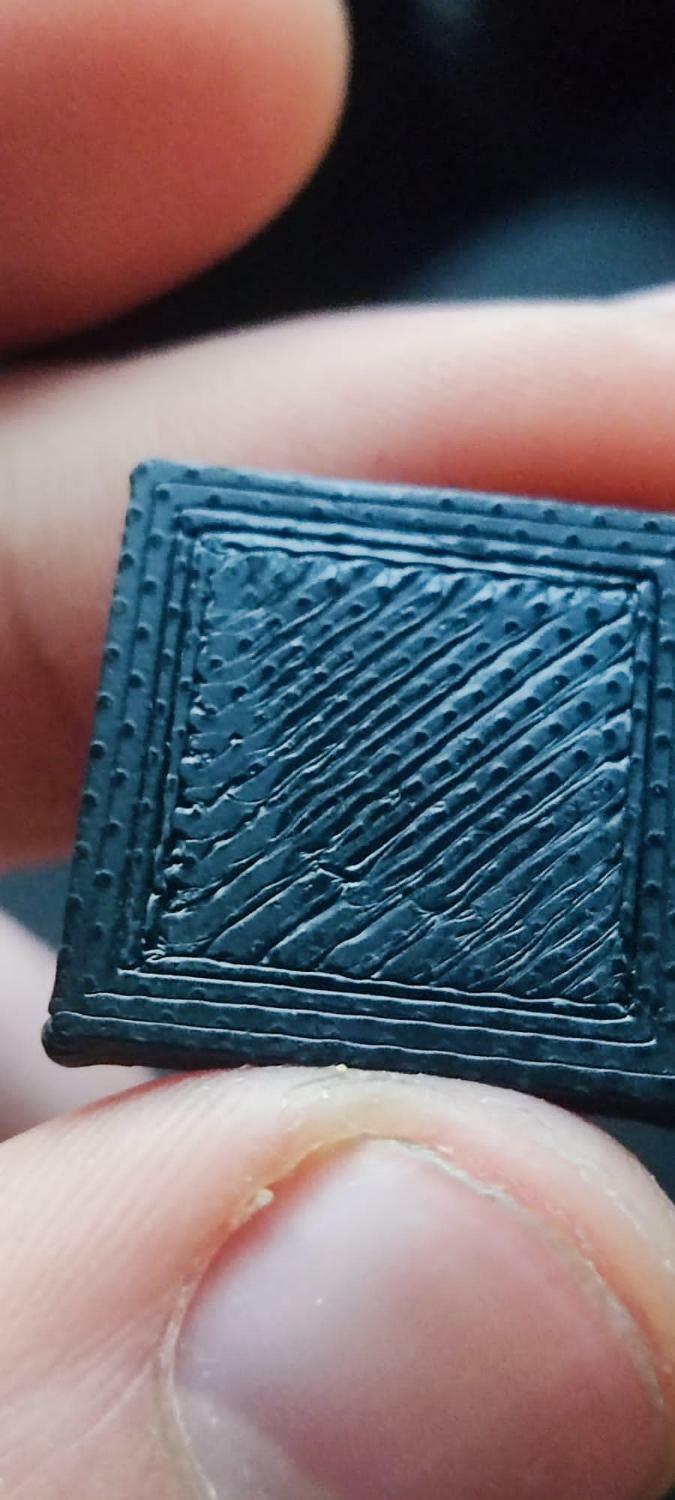
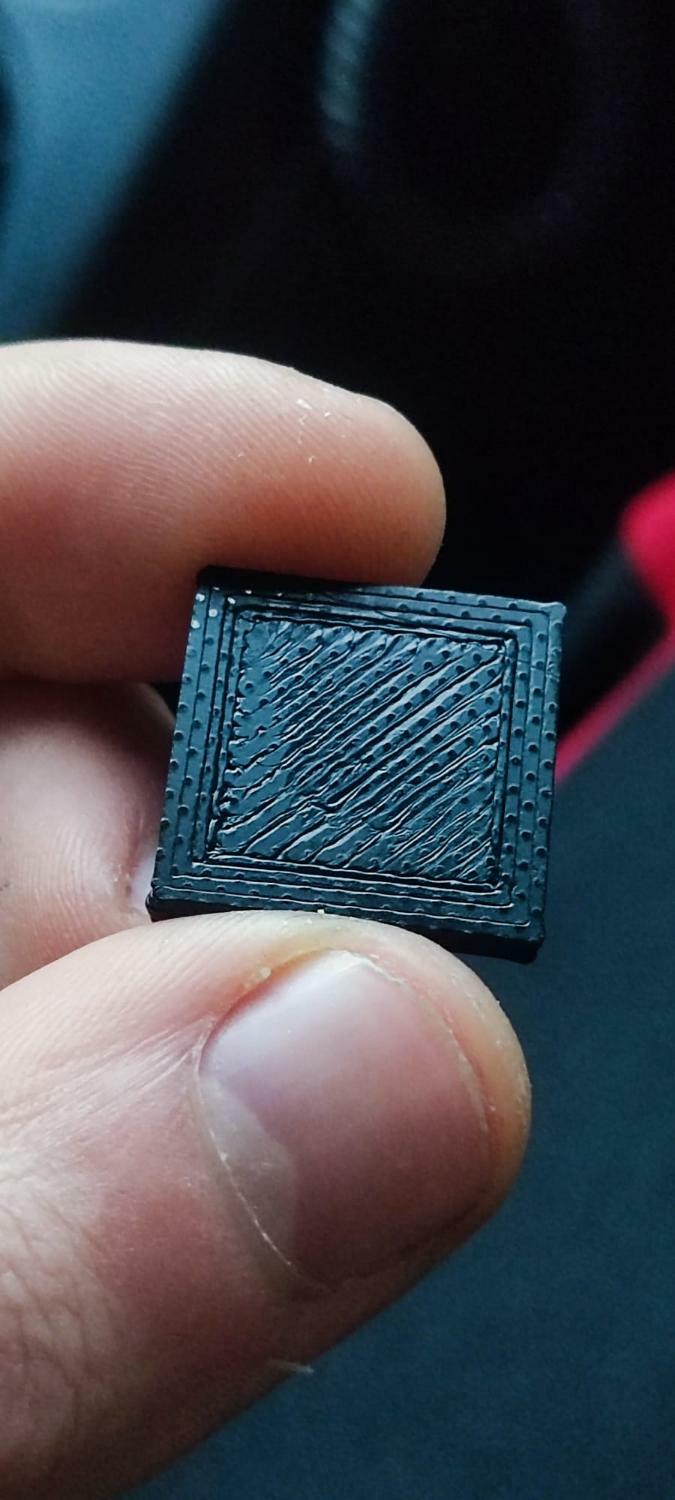
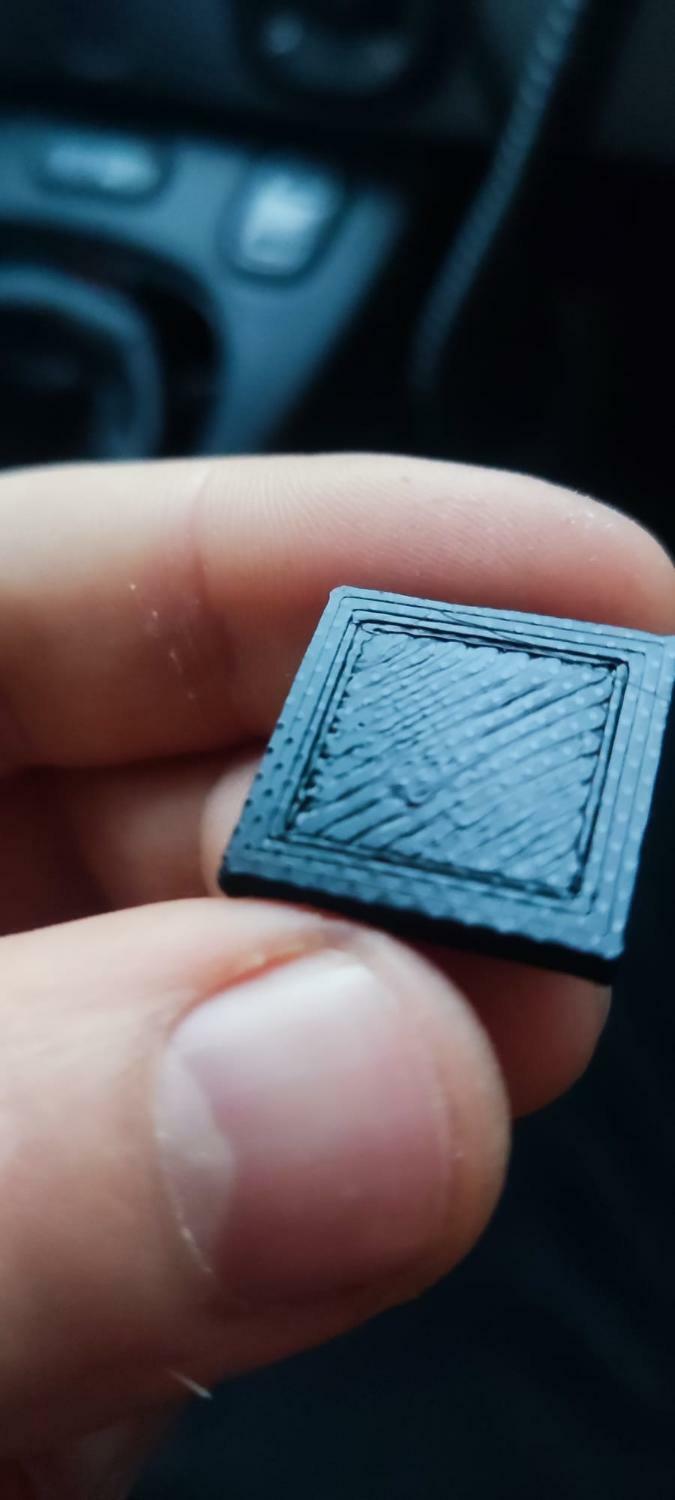
Allora avevo stampato il cubo come hai consigliato tu, ho constatato in effetti che il flusso era troppo basso e le pareti si "distaccavano" soprattutto l'interna dal riempimento ho quindi aumentato il flusso della parete interna e il flusso del top/bottom e risultati sono decisamente miglori. resta comq una leggera sovraestrusione sul Top e un artefatto sul bottom, cioè quel gap tra riempimento e parete interna, suggerimenti?
-
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
Ho diminuito il flusso superiore inferiore effettivamente era rimasto a 100 mentre tutti gli altri valori erano settari su 80, però ora mi sembra di intravedere della sottoestrusione il bottom sembra essere ok, è sul top il problema Aiuto non so più dove battere la testa😅
-
cerchio non cerchio
SudoMolto ha risposto a alex_2517 nella discussione Problemi generici o di qualità di stampa
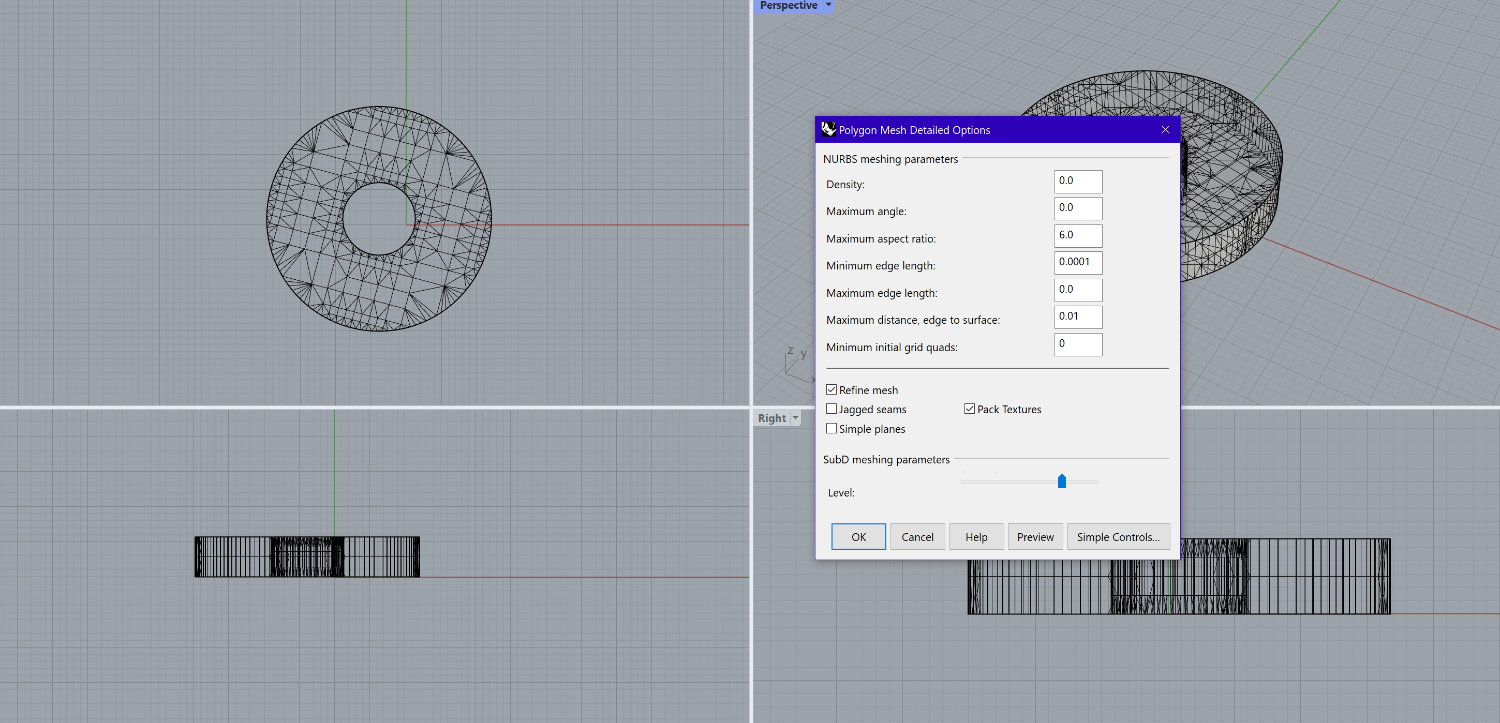
va bene va bene, non penso il problema sia imputabile a rhino allora, per fare la prova del nove se vuoi mandarmi il file in stl e 3dm provo anche io a vedere come mi esce -
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
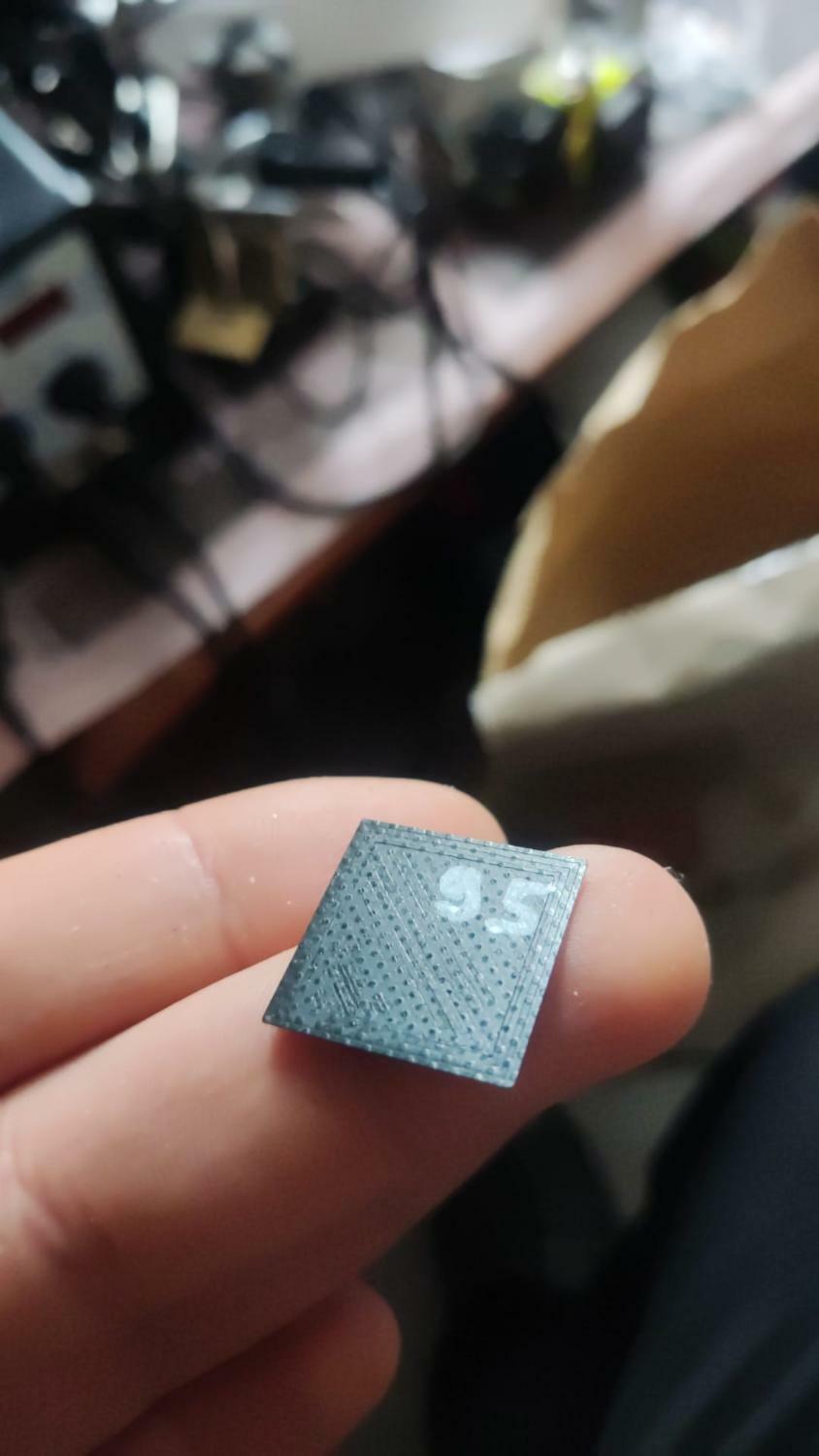
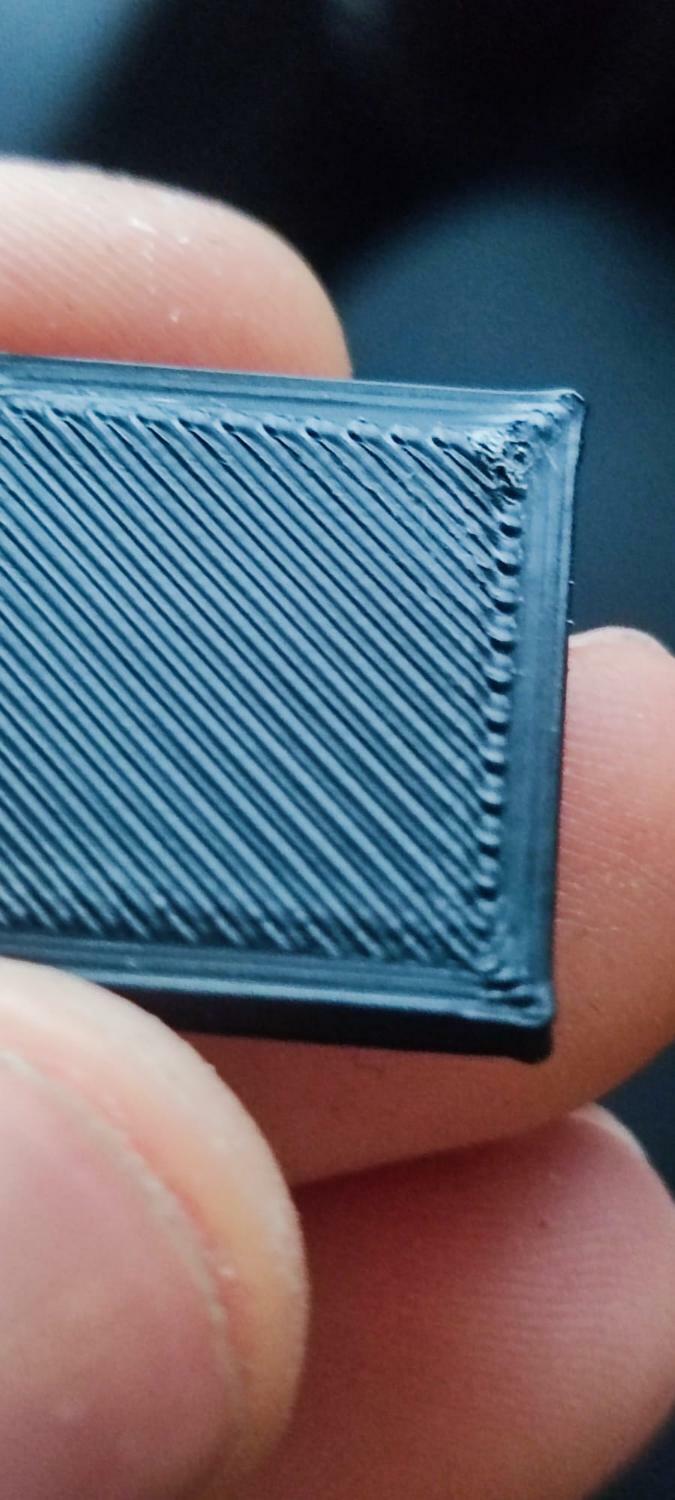
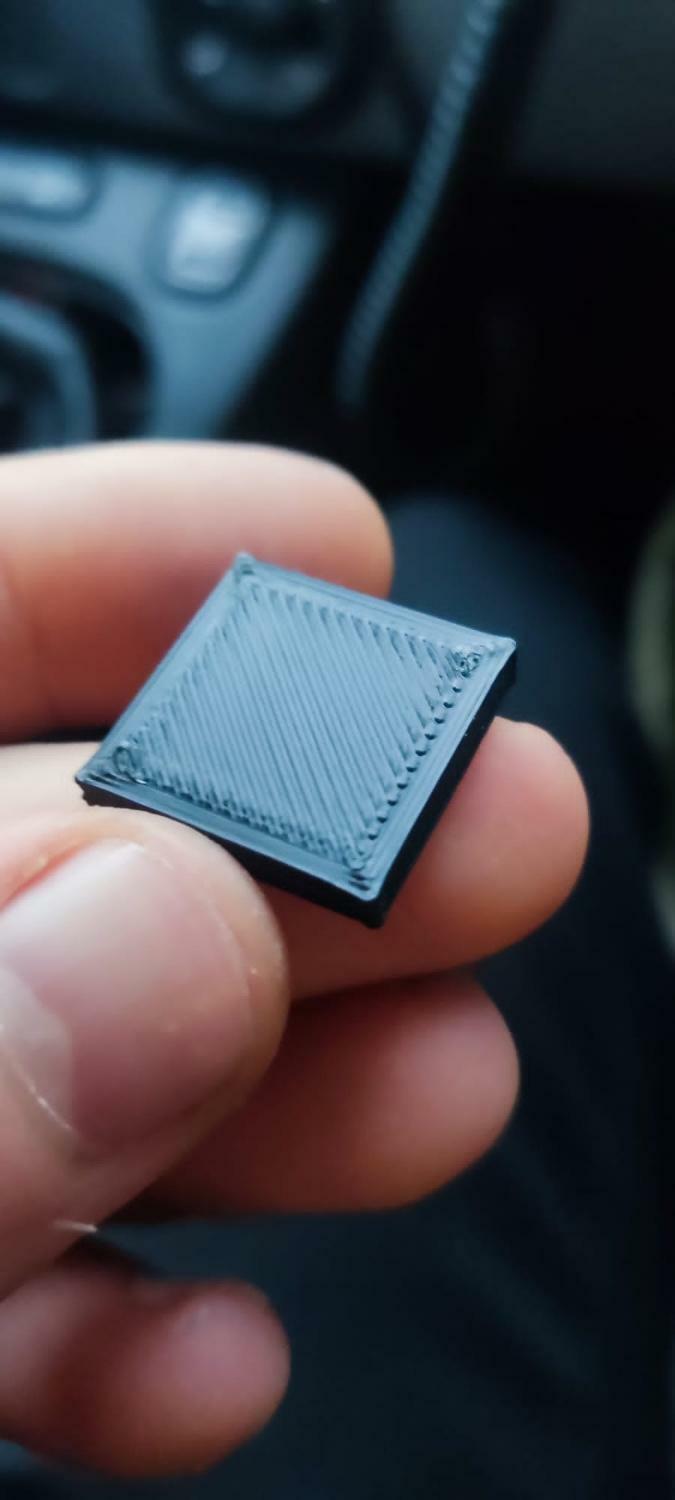
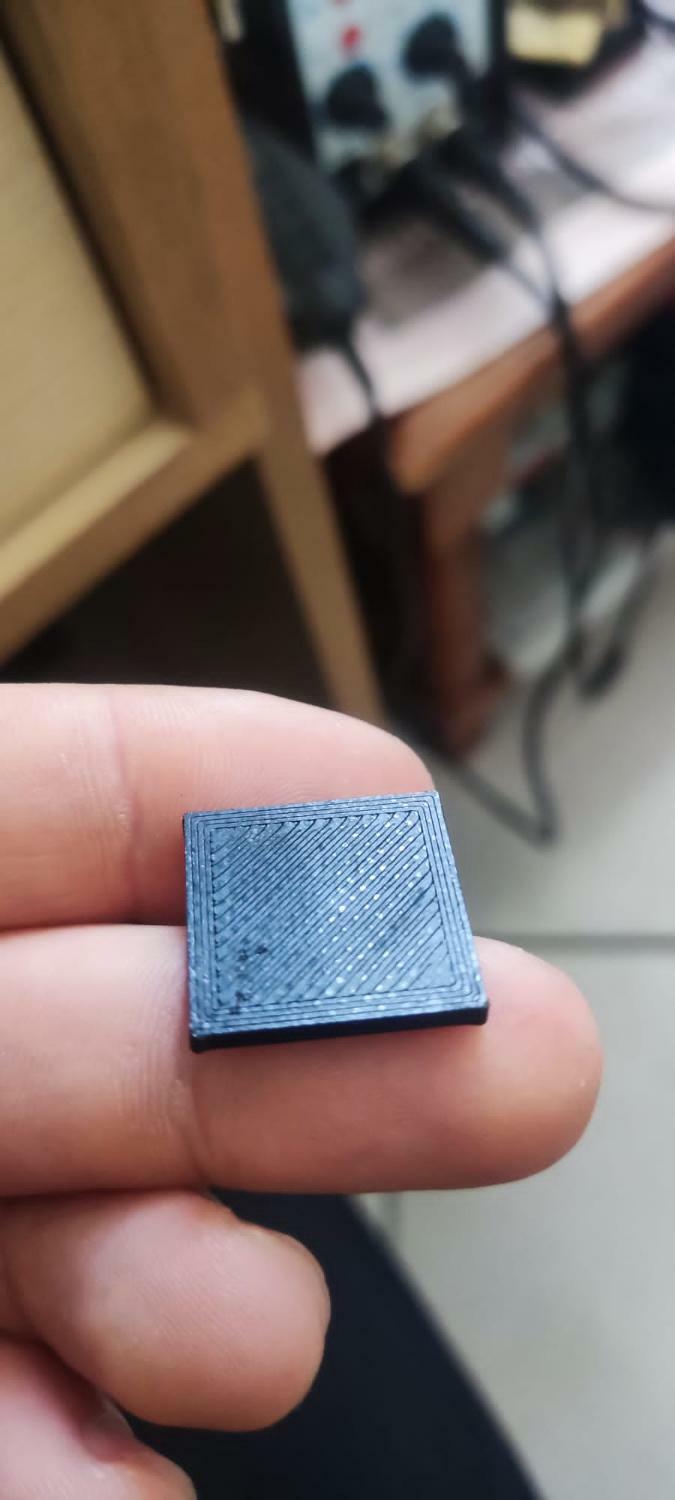
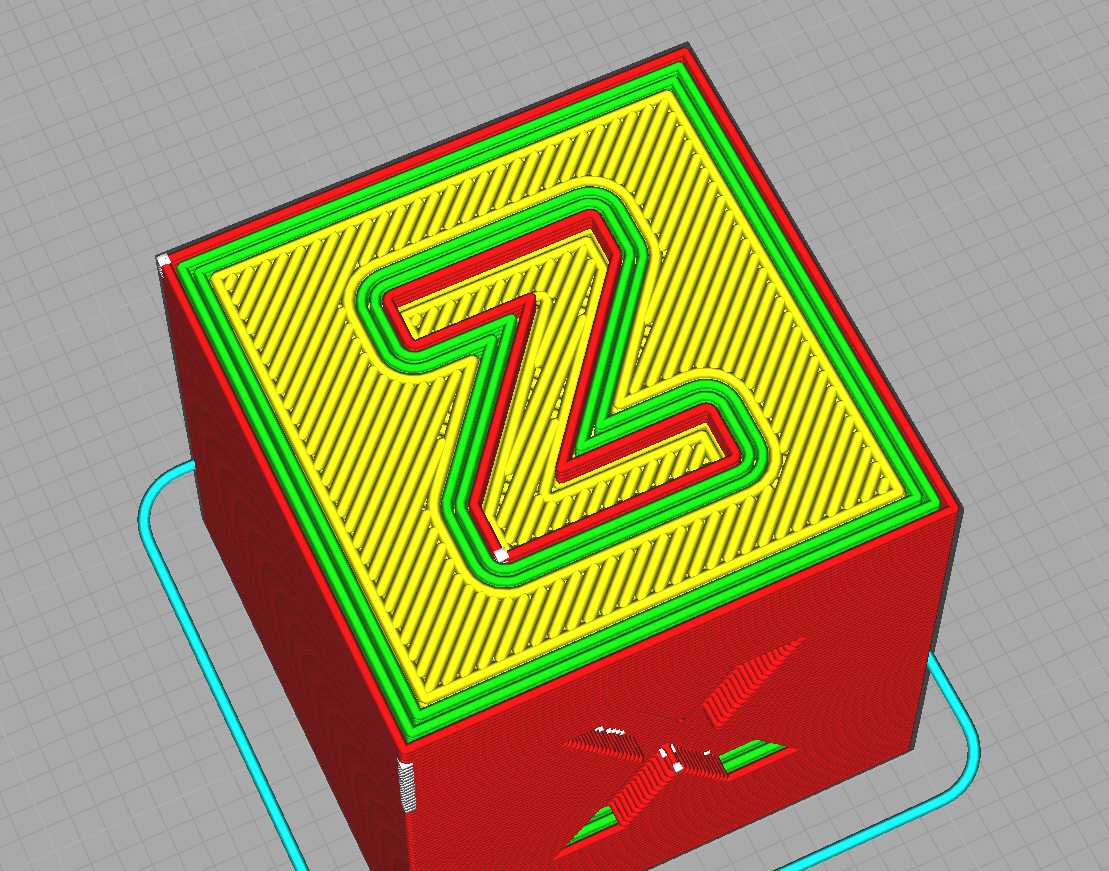
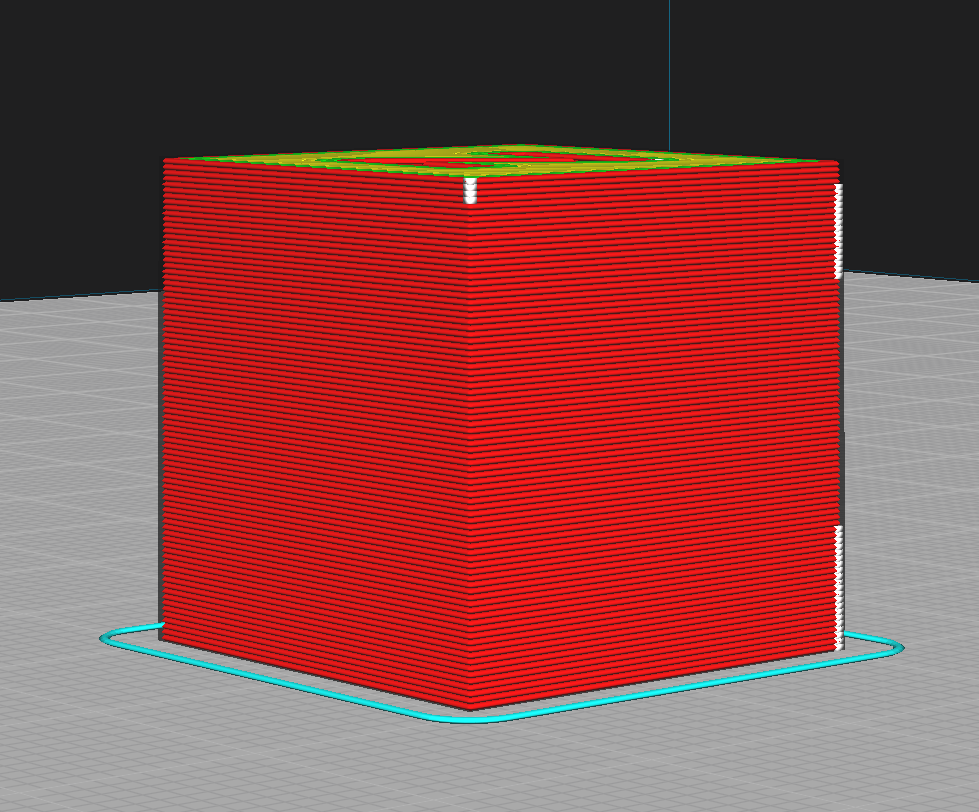
TA- DAH allora io ho impostato 0.44 di extrusion width (la predefinita cura per ugelli 0.4), ecco il cubo stampato, le misure dei lati sono molto buone (RILEVATE EVITANDO le cuciture) X 20.10 Y20.11 Z 20.11 Penso aumenterò a 200 la temperatura perchè notavo dei piccoli problemi di adesione degli strati durante i riempimenti ( ho settato 70 di velocità) Cosa ne pensate in generale del risultato? qualche miglioria posso apportarla ancora?
-
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
CONCLUSIONI (O NO?..) Riassunto delle correzioni apportate dall'inizio del post Verifica step mm Calibrazione flow calibrazione temp ottimale per materiale eliminato zhop diminuito jerk ( era settato sui 20, la macchina era troppo "scattosa") Svitato e ristrette le brugole delle torri dell'asse Z Stretto le viti dei motori asse z (erano un pò lenti) controllata la stabilità del bed e stretto i bulloni sotto di esso, vi era un piccolo gioco Infine ho stampato un gattino di prova infill 10% linea 0.24 e flow all 80% (come ottenuto da formula) i risultati sono stati buoni (penso?) ma ho notato dei piccoli errori .. attendo pareri dei maestri👴😅
-
cerchio non cerchio
SudoMolto ha risposto a alex_2517 nella discussione Problemi generici o di qualità di stampa
io in pratica per fare un stl con rhino faccio un semplice salva con nome e poi salvi come stl assicurati di avere così le impostazioni di export quando te lo chiede durante la fase di salvataggio dell stl (
-
Difetti evidenti Artillery Sidewinder x2.
SudoMolto ha risposto a SudoMolto nella discussione Problemi generici o di qualità di stampa
ho fatto quanto detto, impostato flow a 80 ora le pareti vengano fuori con il giusto valore 0.46 (accettabilissimo per me ) spero solo di non avere problemi di sottoestrusione mi pare bassino come valore -
condivido appieno quanto già detto, per esperienza diretta... e non solo in stampa 3d
.jpeg.c92f3f8f8abbc571a0582ccf1965dff8.jpeg)
.jpeg.d00f3c222cf5130162cb522248573436.jpeg)
.jpeg.6e3a2f99d7e05ff839c573d88f80bd5a.jpeg)

.jpeg.e06c3159db1ea5be5f6c6cf252e20979.jpeg)
.jpeg.d8248bc0d0eac47e5943ad2fafb19383.jpeg)





.jpeg.3ccdf3807b3416408708534bdf73ada8.jpeg)
.jpeg.73c44042df86fcd4ac0829b82555cdb4.jpeg)
.jpeg.bf4335d53a3d35c105a55c38edbf23dd.jpeg)
.jpeg.ffed378af416be14c2317f7d27580f4e.jpeg)
.jpeg.e7cd54dfa8d4297378b13b7aaeb661af.jpeg)


.jpeg.4bb18b639fc51ff75d0cc65d65b95d3e.jpeg)
.jpeg.df16eb13512672ef462106463ddf2d3a.jpeg)
.jpeg.3be3b30e7a760b3728f37a52a3a14eab.jpeg)
.jpeg.2abc7018a0eee04fa25f48e7dbdb5196.jpeg)
.jpeg.624fa276f7aac71a2a4299f87a4cf502.jpeg)