Davest87
-
Numero contenuti
29 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Davest87
-
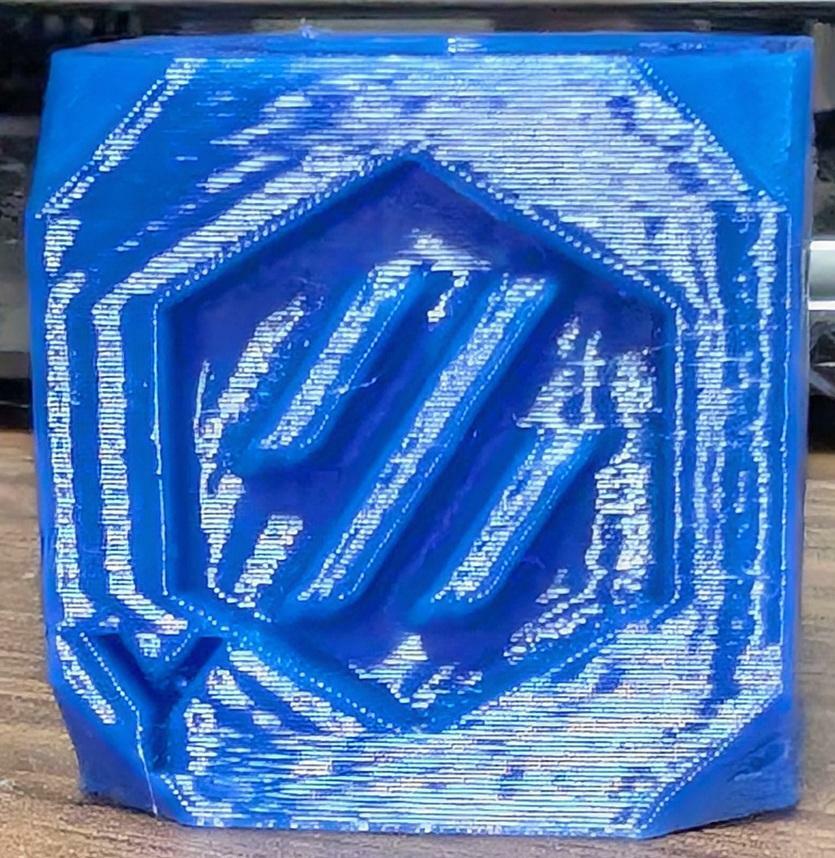
Effettivamente potrei spingere un po' di più sui travel ed infill. Ho fatto qualche stampa di prova e sono abbastanza contento, ho fatto un Voron Calibration Cube in PETG a 150mm/s, 5000mm/s^2 e 0,2mm per strato e c'è del ringing, ma accettabile per quello devo stampare. Se volessi un po' più di qualità abbasserò velocità ed accelerazioni. Ho notato che uno dei piedini della stampante non tocca bene il tavolo (se muovo con la mano in direzione di X la stampante balla un poco), per cui sto stampando dei piedini in TPU 95A in modo che ci sia un appoggio più solido. Cercando info mi sono imbattuto su un progetto interessante HULA v1.0 (https://makerworld.com/it/models/417509-hula-v1-0-anti-vibration-feet-for-3d-printers#profileId-502144) che va smorzare le vibrazioni in tutte le direzioni. Quando avrò un po' di tempo riproverà a calibrare con l'accelerometro sia X che Y con i piedini in TPU che sto stampando. Sono riuscito ad installare anche adaptive bel levelling che è veramente molto comodo e poi ho installato uno script per fare il backup di Klipper su GitHub, in modo da recuperare i file in caso facessi casini durante le mie prove. PS: staccare il TPU dal PEI è veramente difficile, con l'aiuto dell'alcool isopropilico sono riuscito più facilmente. A caldo è più semplice? Che metodo usate?

-
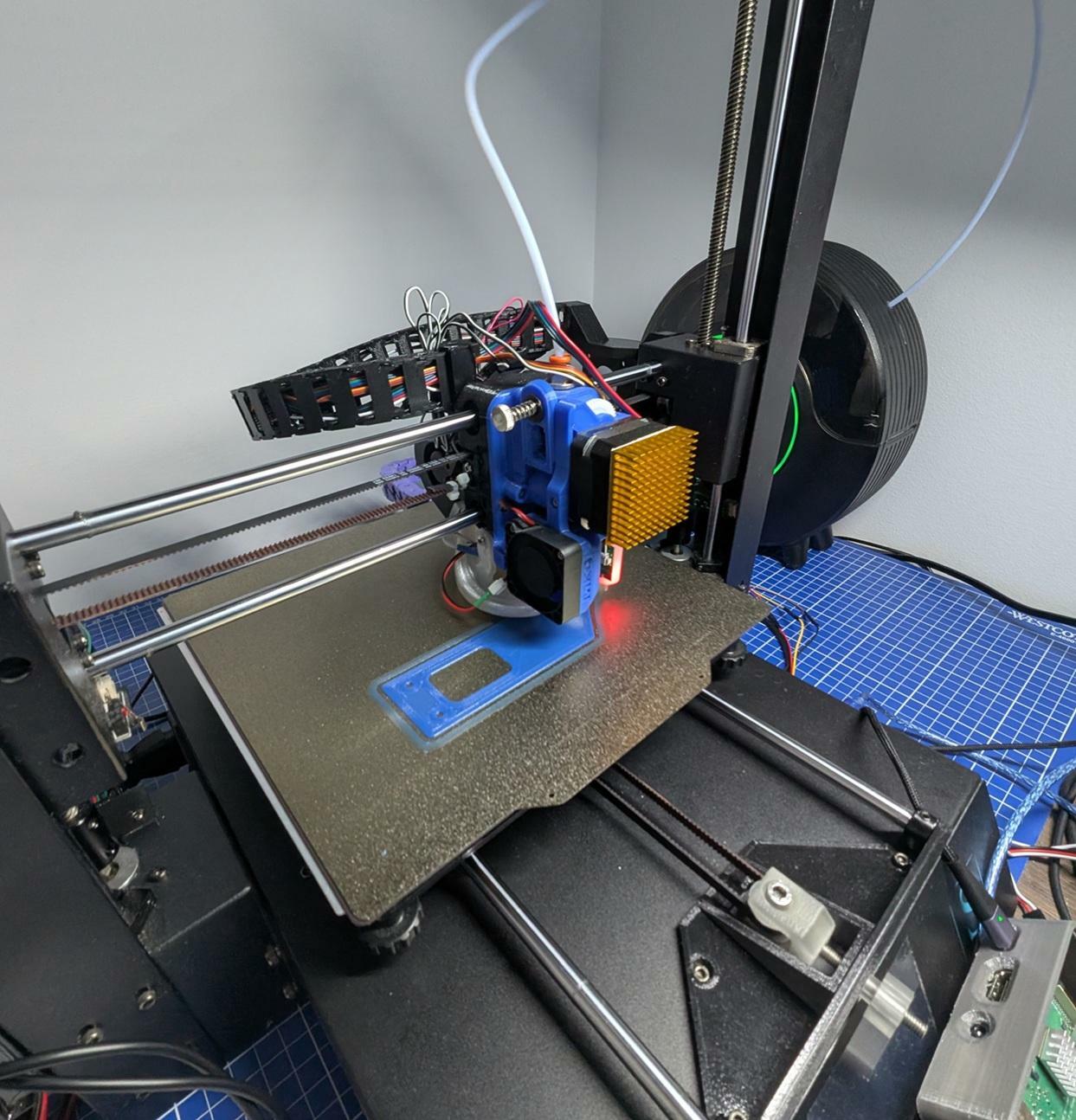
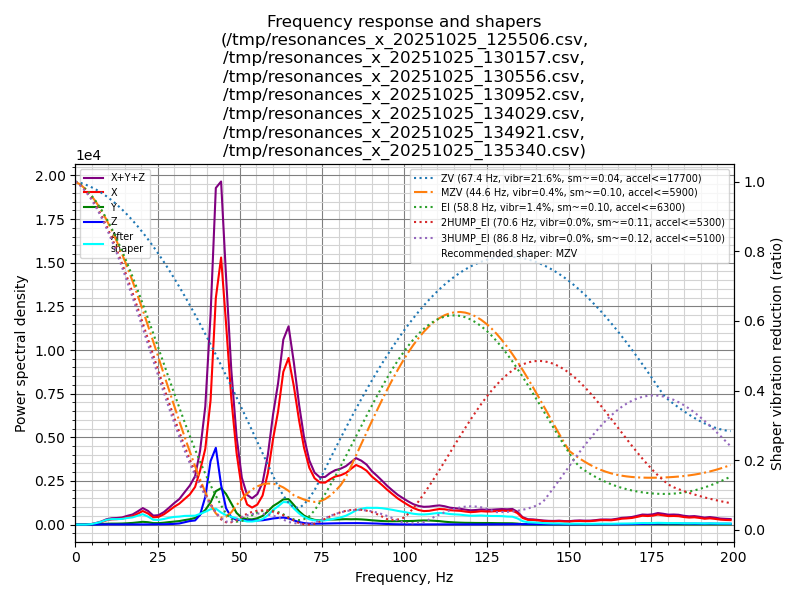
Ho provato a rimontare tutto il carrello su X senza smontare le barre, ma ho sempre 2 picchi. Ho provato ad usare ShakeTune con 2 accelerometri diversi perché mi da sempre che c'è troppo rumore nel corso della misura. Questo è il risultato su X: ho teso ancora un po' la cinghia e il risultato dello shaper è differente. L'accelerometro l'ho montato al posto della ventola per essere il più rigido possibile con il toolhead.
-
Non saprei proprio cosa possa essere, dovrei aver stretto tutto bene. L'unica cosa è che non ho cambiato la puleggia di rinvio sull'asse X perché avrei dovuto smontare totalmente le colonne della stampante e non avevo proprio voglia. 😞 La posizione dell'accelerometro durante la misura può creare problemi? Lo sto mettendo con il biadesivo sul motore dell'estrusore.
-
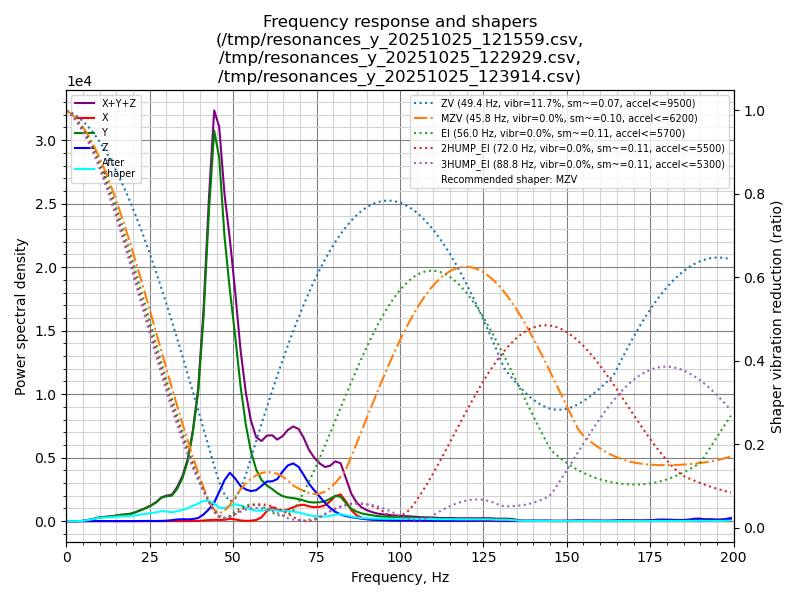
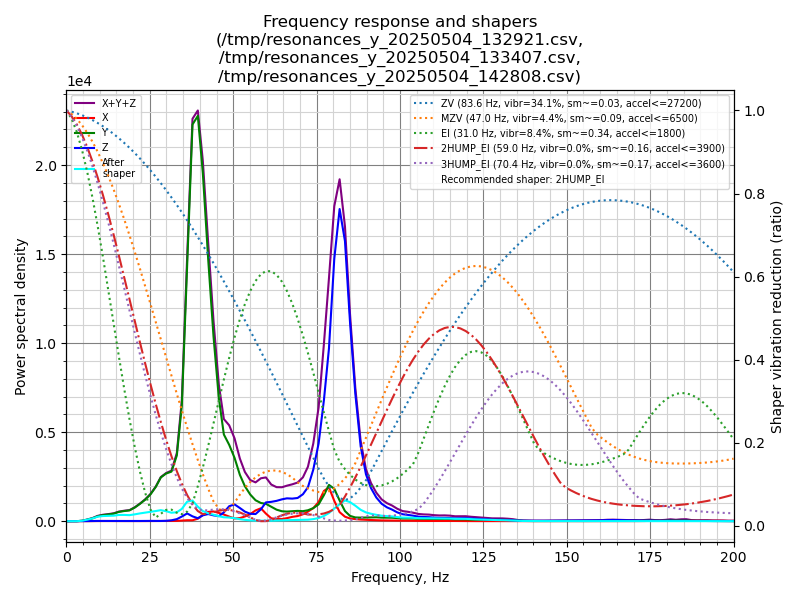
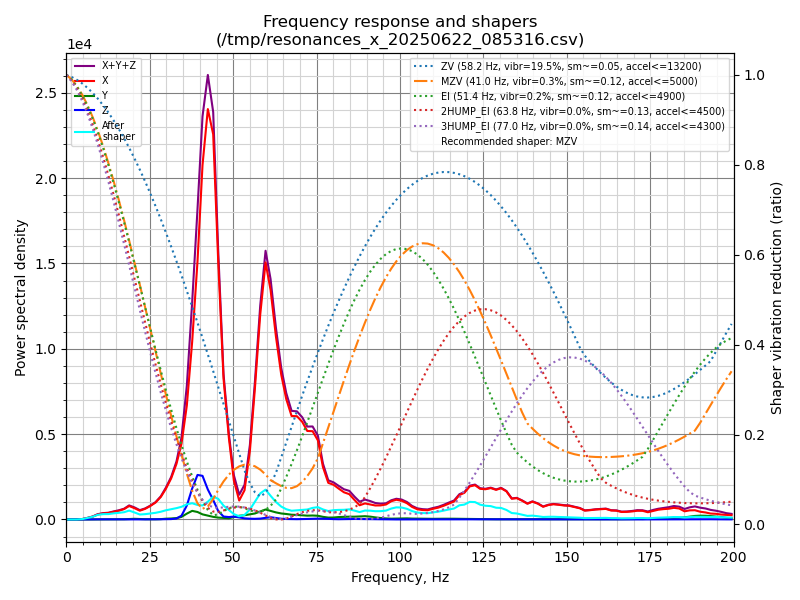
Lo scorso weekend ho avuto un po' di tempo è ho smontato la stampante per sostituire cinghie, cuscinetti lineari, il bed in PEI e montare le catene di trascinamento per i cavi per dare un aspetto un po' più ordinato. I cuscinetti lineari su mio modello in realtà sono 5 LM8LUU (3 sul carrello Y e 2 sul carrello X), io alla fine ho usato sull'asse Y LM8UU che avevo acquistato. Oggi ho rifatto le calibrazioni del input shaping e del bed (dovrò attivare il adapitive bed mash) e ho fatto la prima stampa di prova. Ho teso un po' più le cinghie rispetto a prima, ora i risultati del input shaping sono: Asse X Asse Y: Ora l'asse che limita le accelerazioni è la X, la riduzione del peso sull'asse Y sicuramente ha giovato (da circa 550g a 420g). Ho anche montato il tensionatore per la cinghia in Y (https://www.printables.com/model/94967-anycubic-i3-mega-y-tensioner/related) Mentre le catene di trascinamento sono queste: https://www.thingiverse.com/thing:4253211 con l'unica differenza che per agganciare la catena la carrello MK4 c'è bisogno di una mod: https://www.printables.com/model/375413-anycubic-i3-mega-s-rear-bracket-mk4-carriage-with- Devo sistemare l'altezza del piatto di stampa e attivare la bed mash Uso Cura, ma prima o poi devo mettermi a cambiare slicer perché alcune funzioni non le trovo così facili da usare (calibrazioni varie, support block).
-
Mi stanno arrivando i pezzi da sostituire, per la Anycubic i3 Mega S servono: - 2 cuscinetti lineari LM8LUU per il carrello sull'asse X - 3 cuscinetti lineari LM8UU per il piatto sull'asse Y - cinghia da 6mm con passo GT2 (2GT è uguale), servono circa 80cm per asse, io ho preso 2m Forse sull'asse X si possono utilizzare in serie 2 cuscinetti LM8UU per sostituire un singolo LM8LUU, ma non ho rischiato e ho acquistato anche quelli. Ho preso il nastro biadesivo termoconduttivo, che non sapevo nemmeno che esistesse e ho applicato i dissipatori sul motore dell'estrusore e dell'asse X. Asse Y dovrei aprire la stampante per montarlo, mentre sui 2 Z non credo di montarli perché non sono così messi sotto stress e generano poco calore. Ho preso un piatto in PAI magnetico e anche le pulegge delle cinghie sia con che senza denti (sempre passo GT2). La stampante sulle pulegge di rinvio in questo momento monta pulegge lisce, mentre sui motori monta ovviamente quelle con i denti. Non è meglio avere tutte le pulegge con i denti? I cuscinetti lineari li lubrificate prima di montarli? Io che faro così come nel video con un grasso al litio previa pulizia in alcol isopropilico. https://youtu.be/xTn74yaqXeo?si=-NAQbhxrjnLLslEL&t=375 Ho fatto una prova di stampa per lo Z wobbling, ma non noto nulla di strano. Lentamente vi aggiornerò sui mie progressi (almeno è quello che spero). PS: ho acquistato un PETG trasparente per vedere un po' l'effetto, se si stampa con le impostazioni normali del PETG si ha un effetto ghiaccio, mentre se si vuole avere un effetto trasparente bisogna lavorarci sopra un po' e cambiare i parametri, ma per ora non ho avuto grandi miglioramenti.
-
Proverò con una staffa, vale la pena usare anche la pasta termica? Ho fatto il testo di precisione e non ho problemi, vedo che abbiamo quasi la stessa velocità di discesa, prima mi scendeva molto più velocemente. Sicuramente controllerò i giochi sul carrello 21:35 probe accuracy results: maximum 1.452500, minimum 1.450000, range 0.002500, average 1.451500, median 1.452500, standard deviation 0.001225 21:35 probe at 50.000,50.000 is z=1.450000 21:35 probe at 50.000,50.000 is z=1.450000 21:35 probe at 50.000,50.000 is z=1.452500 21:35 probe at 50.000,50.000 is z=1.450000 21:35 probe at 50.000,50.000 is z=1.452500 21:35 probe at 50.000,50.000 is z=1.450000 21:35 probe at 50.000,50.000 is z=1.452500 21:35 probe at 50.000,50.000 is z=1.452500 21:35 probe at 50.000,50.000 is z=1.452500 21:35 probe at 50.000,50.000 is z=1.452500 21:35 PROBE_ACCURACY at X:50.000 Y:50.000 Z:52.000 (samples=10 retract=3.000 speed=4.0 lift_speed=4.0) Avendo il vetro non faccio la calibrazione del piatto in ogni stampa, ma solo ogni tanto quando muovo la stampante o non stampo da diverso tempo. Adaptive mesh è molto interessante, credo sia necessario per il PEI in quanto vai a togliere e rimettere la parte, ma rimane un modo molto intelligente di calibrazione. Andrò a cambiare cinghie e cuscinetti, ma senza fretta 😉 Per la tensione delle cinghie utilizzi qualche strumento o vai ad occhio? In passato, prima di sostituire il carrello con MK4, avevo usato questo strumento per capire la tensione delle cinghie (l'avevo trovato sul sito Prusa), Questa è la mia situazione vibraizoni su Y e su X Sicuramente con un piatto più leggero potrei spingere un po' di più con le accelerazioni (magari 5000mm/s2), velocità già a 120mm/s non è male, forse potrei arrivare a 150/200mm/s senza distruggere la stampante. Anche su X c'è una bella massa con tutto quella roba. Le impostazioni di accelerazione diverse tra interno ed esterno le imposti da slicer? Io la lascio impostata da Klipper, per cui è tutto uguale per tutto il pezzo. Ultima cosa, per vostra esperienza sono utili queste modifiche per ridurre il movimento lungo Z? https://www.printables.com/model/289242-anycubic-i3-mega-yet-another-z-axis-anti-wobble-st?lang=it
-
Aggiorno la mia situazione della stampante dopo diversi mesi: - Carrello AI3M X-Carriage MK4 - DIRECT DRIVE (https://www.thingiverse.com/thing:4469339) montato, ho seguito il voltaggio consigliato da @eaman per lo stepper driver TMC2208 del motore 17hs4023 montato sull’estrusore (ho impostato 0,705V), ho scoperto che il motore è appena al di sotto delle specifiche tecniche consigliato nella guida, ma va bene comunque. Il motore scalda, ma riesco a tenere appoggiata la mano senza scottarmi. Non ho ancora montato il dissipatore, perché non so come montarlo. E’ un dissipatore senza adesivo, potrei fare delle staffe e mettere della pasta termica per processori tra motore e dissipatore? Voi come lo avete montato? Vorrei un fissaggio sicuro prima che mi cada sul piatto di stampa. Ovviamente passando al direct drive ho rifatto tutte le varie calibrazioni sia per Klipper (PA, IS e flusso con la parete sottile) che per i vari materiali in uso e ho notato che le retrazioni come immaginavo sono molto basse (tutte al di sotto del 1mm, PLA sotto 0,5mm), in generale mi sto trovando abbastanza bene con le stampe in PLA, PETG e TPU. Quando aumento le velocità di stampa non noto scatti dell’estrusore, cosa che mi accadeva con il Bowden, per esempio ieri ho stampato in PETG 240°C a 120mm/s e accelerazioni di 3900mm/s² senza nessun tipo di problema. - 3D Touch della Triangle Lab: l’installazione mi ha richiesto un po’ di tempo ma con calma ci sono riuscito. Ho dovuto creare un attacco ad-hoc perché ho un hotend di lunghezza differente rispetto a quello consigliato nella guida AI3M X-Carriage MK4 - DIRECT DRIVE (ho un clone V5 Bimetal “migliorato ad alto flusso” e non un V6). Questo 3D Touch è sicuramente molto più economico rispetto al vero BL Touch e infatti c’è un bel lato negativo che i dati possono essere non così affidabili, cioè ripetendo le misure si ha una variazione troppo elevata (nella guida di Klipper ci sono dei parametri di affidabilità da rispettare - https://www.klipper3d.org/it/Probe_Calibrate.html). Alla fine per rientrare nei parametri consigliati ho dovuto ridurre la velocità di discesa di Z durante la misurazione e ripetere la misura 2 volte nello stesso punto, se le due misurazioni sono all’interno della specifica prosegue al punto successivo, altrimenti ripete la misura dello stesso punto. Già rallentando la velocità di discesa rientravo nei parametri nel 90% delle volte, tuttavia se vedo che ripete più volte la stessa misura è un campanello dall’allarme sul fatto che non lavori bene. Avevo seguito delle guide, ma ora non trovo la fonte, ma se può essere utile postole le righe di codice che ho inserito in Klipper. Il livellamento automatico è una vera comodità e non ho mai avuto stampe così uniformi su tutto il piatto di stampa. Visto i vari upgrade ho stampato lo scheletro del T-Rex di MakerBot in PLA riproporzionato al 120% con strati da 0,12mm e velocità di circa 80/100mm/s, ho avuto un po’ di problemi con le zampe anteriori che continuavano a fallire, poi ho cambiato un parametro secondo me controintuitivo e ho risolto. Praticamente se stampavo prima i perimetri interni e poi esterni mi trovavo il pezzo staccato dal piatto a circa metà della stampa, facendo l’opposto invece riuscivo a stampare interamente il pezzo, avevo aumentato anche lo Z-hop nella speranza di evitare che l’ugello toccasse il pezzo, ma le stampe mi fallivano comunque. Ho mantenuto questa impostazione per tutti gli altri pezzi per evitare ulteriori fallimenti, le costole non sono banali da stampare e un buon raffreddamento è fondamentale. La parte posteriore del carrello dove sono inseriti cuscinetti dell’asse X si sta sbriciolando, è una stampa in PLA e con il tempo e il calore si è indebolito nella parte bassa e anche l’adesione tra gli strati non era il massimo già dall’inizio, ho già ristampato la parte in PETG per non rimanere a piedi nel caso cedesse totalmente. Siccome dovrò smontarla conviene cambiare anche i cuscinetti e le cinghie (hanno circa 5 anni e 1000/2000h di lavoro circa)? Nel caso cuscinetti o boccole? Nel caso le cinghie in gomma come le originali oppure rinforzate? Accetto consigli. Ovviamente se sostituissi cinghie e cuscinetti sull’asse X andrei a sostituirle anche sulla Y, nel caso ci sono altri lavori di manutenzione o di rinnovamento da fare? Per ora rimango con il paino in vetro Ultrabase originale che non mi sono trovato per nulla male, ma nel caso passerei ad un PEI per cercare di alleggerire il carrello sulla Y per avere accelerazioni massime superiori.
-
Vorrei montare il direct drive utilizzando il carrello MK4 più il bl touch (https://www.thingiverse.com/thing:4469339/files). Nella guida indicano di usare il motore 17hs4023 (https://www.laskakit.cz/user/related_files/73231_1624__ps_1199sm-17hs4023-etc.pdf) per l'estrusore, tuttavia non so se devo abbassare la Vref per non bruciare il motore: monto degli stepper TMC2208 e in questo momento il voltaggio dell'estrusore è di circa 0,95V. Ho provato a chiedere a ChatGPT e Gemini e mi hanno dato valori 0,1/0,2V, non sono basse o sono un buon punto di partenza?
-
Discussione su Klipper ufficiale
Davest87 ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Oggi ho riprovato con un nuovo sensore ADXL345 ed ha funzionato, probabilmente l'avevo brasato nelle connessioni oppure era fallato dall'inizio. -
Discussione su Klipper ufficiale
Davest87 ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Oggi volevo calibrare Input Shaping con ADXL345, ma quando digito ACCELEROMETER_QUERY continua a darmi Invalid adxl345 id (got ff vs e5). This is generally indicative of connection problems (e.g. faulty wiring) or a faulty adxl345 chip. I passaggi mi sembrano tutti giusti sia con Klipper che per la modalità SPI, tuttavia non ho segnale. Ho controllato diverse volte il cablaggio. Ho letto che i cavi possono dare problemi, sono così sensibili? I miei sono cavi Dupont economici presi su Aliexpress, ma ho provato la continuità con il tester e non ci sono interruzioni e il voltaggio è 3,3V. Ho anche provato ad avvolgerli a coppie come indica la guida di Klipper, ma senza successo. Idee o test che posso fare? Ho tanta vogli di buttare tutto dalla finestra. -
Discussione su Klipper ufficiale
Davest87 ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Sono passato a Klipper sulla mia Anycubic Mega S (carrello MK4, estrusore Bowden Microswiss, stepper 2208). Dopo un inizio entusiasmante sono iniziati i primi problemi: - Input shaping: ho fatto la calibrazione manuale ma i risultati non sono perfetti, sto attendendo che mi arrivi il sensore ADXL345 per fare delle calibrazioni più precise (la spedizione è in ritardo 😞 ). Sull'asse Y ho il letto di stampa che inizia a saltare gli step quando supero le accelerazioni di 4000mm/s2, se dovessi aumentare la Vref dello stepper avrei dei miglioramenti? Sarebbe meglio alleggerire mettendo un piatto PEI? - Pressure Advance: ho stampato il test di calibrazione (PLA+) ma dove ci sono le cuciture tra gli strati mi manca il materiale, penso dovuto alla retrazione, allora ho fatto un test senza retrazione ed è venuto ok ma con stringing nella diagonale della cuciture. Il valore di PA che ho trovato per la mia stampante è 0,56s. Ora sto rifacendo la calibrazione della retrazione e sembrerebbe che sono molto più piccole: sono passato da 4mm a 1,3mm. Lascio sotto alcune foto della Benchy appena conclusa con velocità di 100mm/s, accelerazione 4000mm/s2, 2 pareti, strato inferiore e superiore con 3 strati e 10% di infill in 38 minuti circa. https://photos.app.goo.gl/o1Jf7H7cCb8pkhGq9 vecchia benchy a sx e nuova benchy a dx La vecchi benchy era stata fatta con Marlin (con linear advance) a velocità di 60mm/s e accelerazioni molto più basse (1h circa di stampa). -
Alla fine ho preso un Raspeberry Pi 3 B+, ho installato Mainsails OS e Klipper. Sono partito con printer.cfg trovato online per la mia stampante e ho modificato alcune cose, ho fatto una breve stampa senza grossi problemi. - Ora ho fatto manual mesh levelling, ma come faccio sapere se Klipper lo sta usando durante la stampa? - Passando da Marlin a Klipper ho notato che durante la creazione gcode nello slicer posso disattivare alcune funzioni, esempio: linear advande, jerk. Ci sono altre voci che posso disattivate? - Durante l'homing degli assi vorrei che la Z si alzasse di 1mm e poi va in homing in X, Y e poi Z, come posso fare? Ho provato con homing override, ma ho ricevuto un errore: must home axis first: 0 0 5 [0] [homing_override] gcode: G91 G1 Z1 F600 G90 G28 X Y G28 Z Prossimo passo è Resonance Compensation (ho ordinato l'accelerometro ADXL345), ma farò delle prove con la stampa di prova di Klipper (ringing tower) e poi proverò Pressure Advance. In Marlin in Linear Advance mi aveva deluso abbastanza.
-
Allora sono tornato A4988 sull'estrusore, ma i problemi di scatti continui rimanevano, allora ho deciso di smontare l'intero estrusore per vedere se ci fosse dello sporco all'interno che creasse un tappo. Ho notato che il tubo PTFE era abbastanza conciato: almeno 1 cm sembrava degradato (colore diverso rispetto al normale) e all'interno c'è del materiale residuo. Anche l'ugello al suo interno non era messo bene, ho messo tutto in un solvente che degrada la plastica in modo da facilitarmi la pulizia. Era almeno 1 anno se non di più che non smontavo l'estrusore e il PTFE era molto brutto. Ora ho montato l'estrusore di riserva che mette la Anycubic in scatola e tagliato il finale del tubo in PTFE e rimontato tutto. Ora sto provando se funziona in maniera adeguata il tutto, sto facendo un po' di test classici per vedere come si comporta. Se dovessi cimentarmi nella stampa in ASA, oltre alla camera per la temperatura, meglio passare ad un estrusore All Metal V5 o V6 per Bowden? Qualche consiglio?
-
Se vedo che il piatto ha problemi passo al PEI. Non avendo la calibrazione del piatto automatica (BLTouch o simili) può dare problemi con il piatto magnetico che si attacca e si stacca? Ci possono essere variazioni di altezza?
-
Ho fatto solo delle veloci prove e sembra funzionare, nei prossimi giorni proverò a fare qualcosa di più intensivo. Nel caso dovrei prendere piano magnetico e piano da un lato pet e per dall'altro?
-
Mi sa che ho fatto una cavolata con l'Ultrabase: l'ho lavato con il sapone e la spugna dei piatti con la parte verde abrasiva e penso di aver danneggiato la superficie: in controluce si vede una zona più opaca dove avevo passato la spugna vigorosamente! Ora sto facendo una stampa di prova con il PLA, per ora l'adesione sembra buona, ma come sarà con il PETG o TPU?🫣 Dovessi avere problemi mi consigliate il PEI? Con Ultrabase mi sono trovato sempre abbastanza bene, stampo praticamente PLA, PETG e TPU (soprattutto questi ultimi 2). Consigli su marchio e tipologia di PEI?
-
Completato solo parzialemente: Ieri ho provato ad utilizzare il linear advance di marlin, ma ho riscontrato non pochi problemi, l'estrusore scatta tantissimo già da subito. Leggendo online ho scoperto che linear advance di Marlin attivo e TMC2208 in stand-alone sull'estrusore può causare problemi. Confermate? Succede anche con Klipper? Quando ho un po' di tempo torno agli A4988 sull'estrusore per vedere se ci sono differente.
-
Da un paio di mesi ho installato gli stepper driver TMC2208 che avevo nel cassetto e devo dire che il rumore è diminuito molto e anche i motori scaldano molto meno (su asse x y z nessun problema). Con gli stepper stock (A4988) in estate erano molto caldi, quasi da non riuscire a toccarli. Ho portato fuori 12V dall'alimentatore della Mega (c'è uno slot totalmente libero) e con uno step down converter alimento la Beagle camera e potrei alimentare anche altro. Dopo il cambio di estrusore (Micro Swiss Bowden), il cambio degli stepper e l'installazione del firmware Knutwurst (facendo calibrazione PID del hot end e del piatto dal menu) ho notato che scattava spesso l'estrusore con il PLA, materiale che non usavo da diverso tempo. Inizialmente sono andato ad aumentare un po' la Vref dello stepper driver dell'estrusore (sono quasi ad 0,95V con motore caldo, ma mai bollente), ma non ho risolto più di tanto. L'altro giorno facendo una stampa abbastanza ampia in PLA con velocità ad 80mm/s e spessore 0,3mm ho iniziato ad aumentare la temperatura per vedere se cambiasse qualcosa ed effettivamente la situazione è migliorata tantissimo fino a scomparire, sono passato da 180°C a 215°C. Probabilmente con la calibrazione dei PID e hot end stock non è in grado di gestire quei flussi di materiale e si è costretti ad alzare la temperatura di stampa. Le barchette che avevo stampato qualche mese fa nelle foto le ho fatte prima della calibrazione dei PID. Oppure potrei avere qualche problema nel hot end? Meriterebbe una pulizia? Le stampe sono qualitativamente buone o comunque non noto nulla di strano.
-
Quando torno dalle vacanze volevo installare gli stepper 2208 e poi provare a passare a Klipper. Volevo prendere Orange Pi 3b che mi sembra che abbia qualche porta USB in più ed è una CPU più potente (vorrei avere il video visto che ho una Beagle camera) Da quel che ho capito per avere input shaping con la mia stampante dovrei calibrare l'accelerometro prima sul carrello e poi sul piatto per trovare le frequenze di risonanza per ogni asse. Tuttavia ho visto che alcuni usano metodi più artigianali contando il ghosting presente sul pezzo usato per il test (formula specifica per il calcolo delle frequenze di risonanza)
-
eh eh non avendo input shaping non saprei che strada seguire. Nelle foto precedenti non ho detto che la velocità era 60mm/s per entrambi. Comunque è una stampante di 5 anni fa 😁 Con jerk bassi si va a stondare tutti i vertici, si perde anche precisione dimensionale? Nel caso utlizzarei jerk nell'ordine del 10, max 12, non penso siano valori eccessivi, in questo momento su cura sono a 8, ma con le accelerazioni standard della mia stampante
-
Ieri ho fatto delle prove con il jerk e le accelerazioni per cercare di trovare delle impostazioni migliori per la qualità di stampa: Sopra accelerazione a 2000mm/s2 e sotto 1000mm/s2, i numeri sono il jerk impostato. Abbassando le accelerazioni si riduce il ghosting (si riducono le vibrazioni indotte) e nello stesso tempo si può alzare il jerk per migliorare le stampe? Ha senso questa cosa?
-
Oggi ho montato un nuovo estrusore della Micro Swiss dual gear bowden che avevo fermo nel cassetto da diverso tempo al posto di quello stock titan della Mega S. Ultimamente mi fallivano tutte le stampe un po' lunghe dopo circa 2 ore, il filamento si incastrava. Nel caso del PLA e del PETG mi si smangiava il filamento fino a che non andava più avanti, ho provato a cambiare la tensione della vite dell'estrusore che stringe maggiormente il filamento, ma con lo stesso risultato. Anche con il TPU ho avuto problemi, praticamente ha iniziato ha sottoestrudere e poi ho trovato il filamento tipo fisarmonica. Oggi ho calibrato gli Estep e il flusso, mi toccherà fare un test su stampe lunghe e vedere come va, spero di aver risolto. PS: su Cura dove bisogna mettere la dimensione reale del filamento, nel mio è 1,8mm? Impostazioni stampate->estrusore?
-
In realtà ho fatto le classiche calibrazioni sull'estrusore (E-step e parete sottile) e nient'altro. Il linear advance non va a gestire il flusso sull'ugello in moda da anticipare accelerazioni o decelerazioni di stampa per esempio su angoli acuti evitando il più possibile sovraestrusione o sottoestrusione? Non ho l'input shaper, la mega S ha una scheda a 8 bit per cui non so nemmeno se possa gestire i calcoli per questa funzione (oltre che strutturalmente 😁), poi serve per ridurre le vibrazioni alle alte velocità stampa. Giusto? Le accelerazioni ho lasciato quelle stock del firmware ( M201 X3000.00 Y2000.00 Z60.00 E10000.00). Benchy non è solo per la velocità ma anche qualità e limiti di stampa in generale: https://www.3dbenchy.com/features/ Sicuramente ci sono test migliori, ma in una stampa così piccola ci sono già tante situazioni.
-
Aggiorno dopo un anno la mia esperienza con Anycubic Mega S e con le cose che ho fatto: - stampato e montato il carrello Ai3M X-Carriage MK4 (https://www.thingiverse.com/thing:3537449). Mi trovo bene anche se ogni tanto devo tirare le viti. Il montaggio non è stato complicato, è andato quasi tutto liscio al primo colpo, oramai lo sto usando da almeno 10/12 mesi. Ovviamente ho cambiato la ventola per il raffreddamento, ne ho presa una radiale necessaria per questo carrello. qui in funzione mentre stampo una parte del coperchio del cestino della spazzatura in PETG (probabilmente non avevo Z offset settato nel modo corretto e il primo strato è venuto un po' peloso). - Ho installato la ventola più grande per il raffreddamento degli stepper motor da 80x10mm, ma non ho ancora cambiato la stepper originali con i 2208 che avevo comprato. - Da poche settimane ho installato il firmware di Knutwurst che è stato aggiornato da un mese e c'è anche in linear advance 1.5. Non mi esprimo più di tanto su questo, ma sto cercando di capire se vale la pena utilizzare il linear advance per migliorare le cuciture di stampa che mi sono venute sempre maluccio. Le foto sotto sono state stampate con le stessi parametri di stampa (PLA 60mm/s wall e 80mm/s infill, 2 pareti, 15% di infill gyroid, 0,2mm layer e tempo di stampa circa 70min), ma uno con il linear advance attivo (k 0,9) e l'altra no. Ho fatto una calibrazione del linear advance, ma tutte le linee di calibrazione non mi soddisfavano al massimo, soprattutto il passaggio da veloce a lento dove trovavo sempre sovraestrusione. Lascio a voi commenti e consigli (volutamente non dico quale delle 2 è stata fatta con linear advance) 😉 Buona stampa a tutti.
-
Che ventola hai montato? 92x15mm? 80x15mm? In teoria non deve essere troppo spessa visto gli ingombri non elevati. Sto stampando il carrello MK4, ma la ventola stock si può usare oppure bisogna usare una ventola centrifuga 5015? Nel pacchetto ci sono degli adattatori, ma non credo siano utili. Grazie