

Numen
-
Numero contenuti
11 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Numen
-
-
1 ora fa, Mino ha scritto:
Se il difetto si presente come nella sezione che hai disegnato, per me è colpa della temperatura che oscilla troppo.
La temperatura non oscilla più di +-0.2 gradi e ho già fatto la ricalibrazione del PID...
-
Buongiorno a tutti, mi sono appena arrivate due barre filettate con le seguenti caratteristiche:
400mm di altezza
4 principi
8mm di diametro
passo 2mm
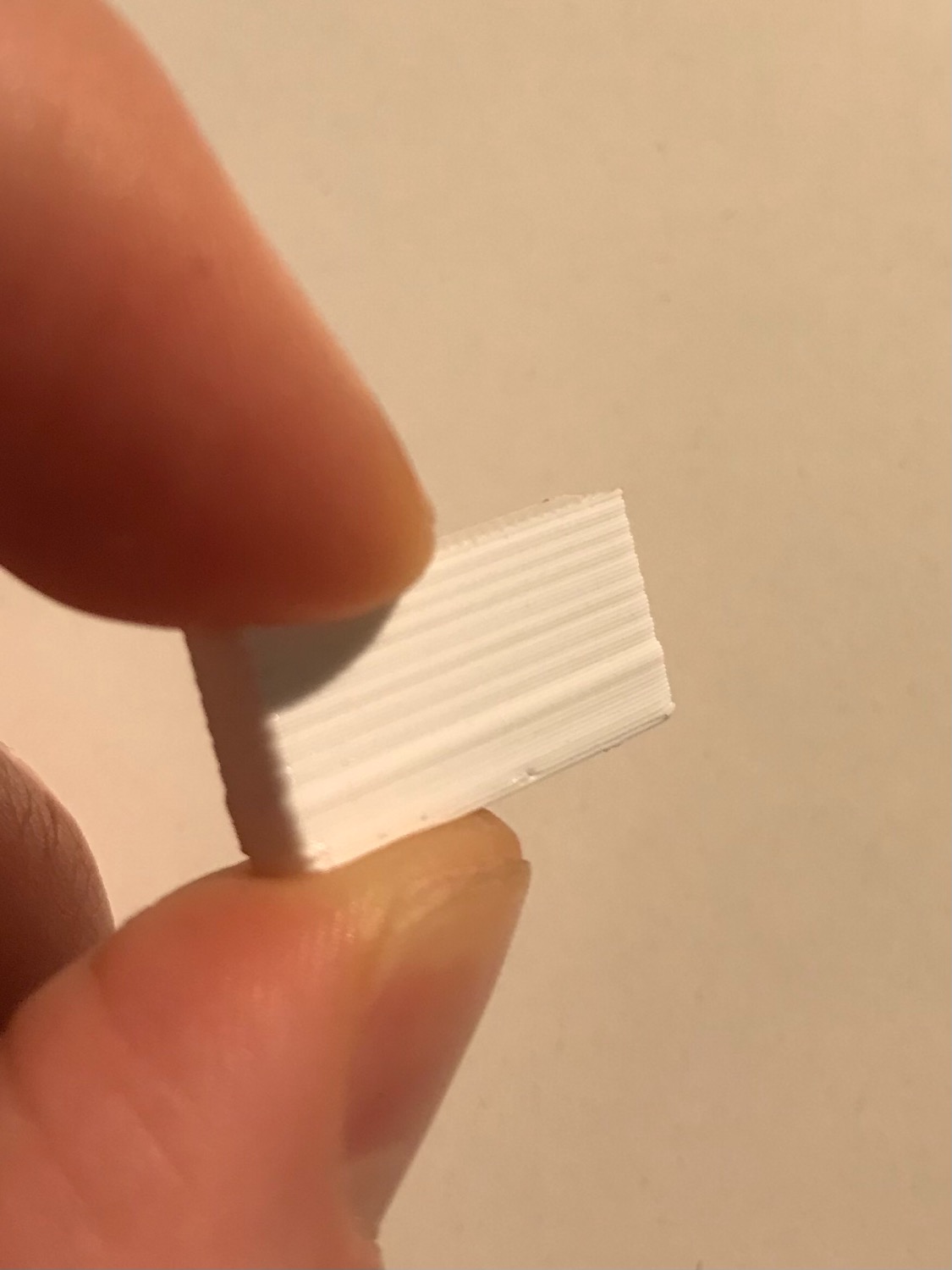
Il problema persiste ed è molto simile a quello di prima, quello nella foto allegata è un cubo di 20*20 mm stampato con le nuove assi, 0.2mm di spessore layer e raft.
Leggendo quello che suggerisce Whitedavil potrei provare a modificare dei parametri dell'estrusione ma non saprei quali toccare...
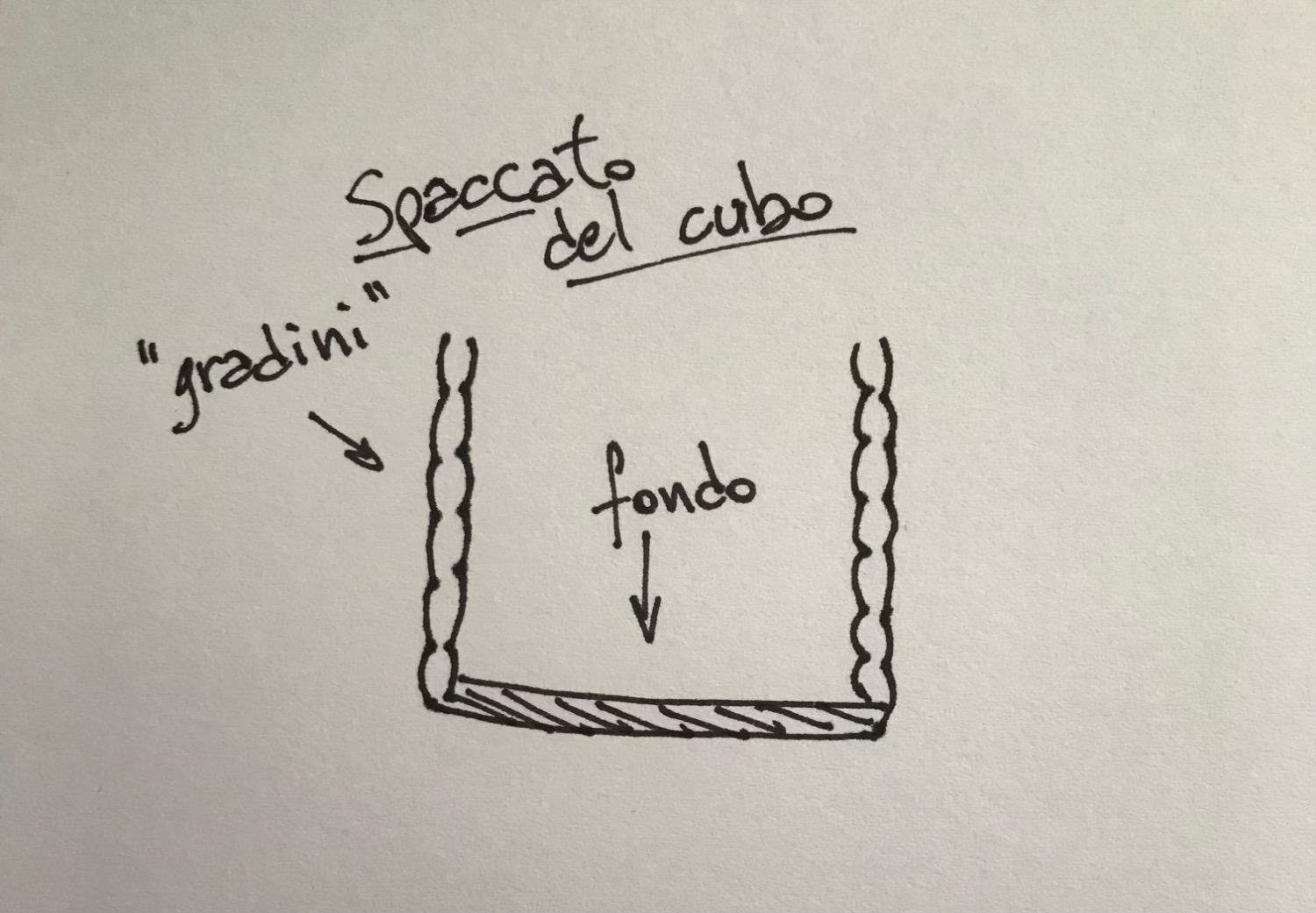
Inoltre ho notato che i "gradini" sono simmetrici all'interno, faccio un disegno per migliore comprensione.
Grazie a tutti dell'aiuto! :))
@Killrob @Whitedavil @Mino @Eddy72

-
33 minuti fa, Whitedavil ha scritto:
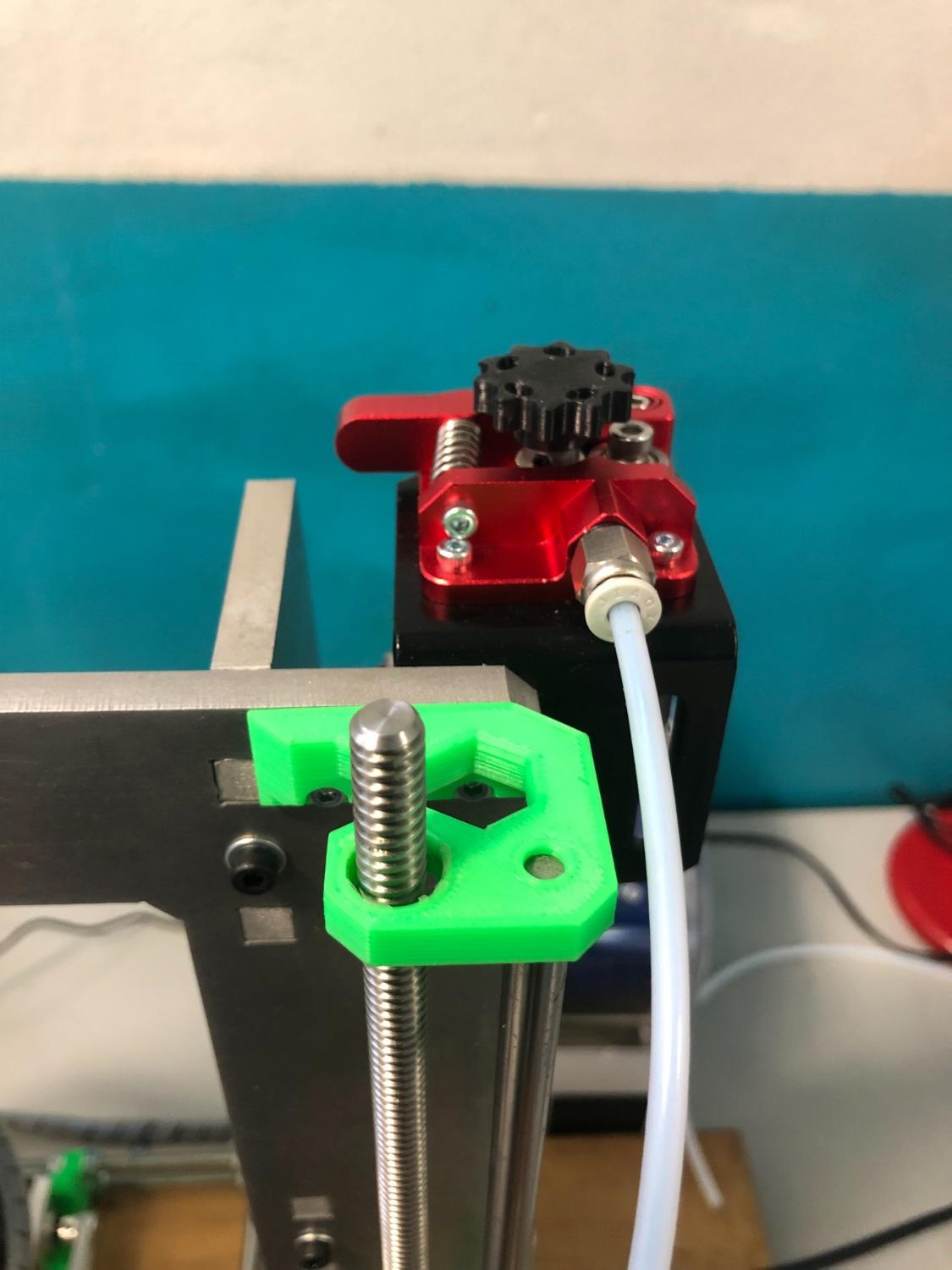
Per me non è asse Z, avere una cosa del genere su 2cm di cubo, vuol dire che la barra è ovele, il filetto intendo.
Verifica solo che nel giunto, la vite non tocchi l'albero motore, lascia almeno 2mm di distanza.
Il problema, secondo me, sono altri.
Verifica su 6-8mt che il filamento abbia diametro costante, verifica che tutti i grani sulle pulegge siano ben stretti e che le cinghie siano tese. Trovi sporco nell'estrusore?
5 ore fa, Killrob ha scritto:Si decisamente
Vero, può darsi che le assi (di banggood) siano "cinesate" e che ad ogni giro non salga di ad esempio 0.2mm precisi ma di 0.21?
Creando quell'effetto di wobbling molto regolare?
L'estrusore non è sporco, solo residui di PLA, il problema sussiste qualunque distanza lasci tra il motore e l'asse.
-
36 minuti fa, Killrob ha scritto:
No è chiaramente un problema su Z, infatti diminuisce la distanza al diminuire dell'altezza del layer
Capito, quindi unica soluzione è intervenire meccanicamente sulle assi Z o cambiarle
-
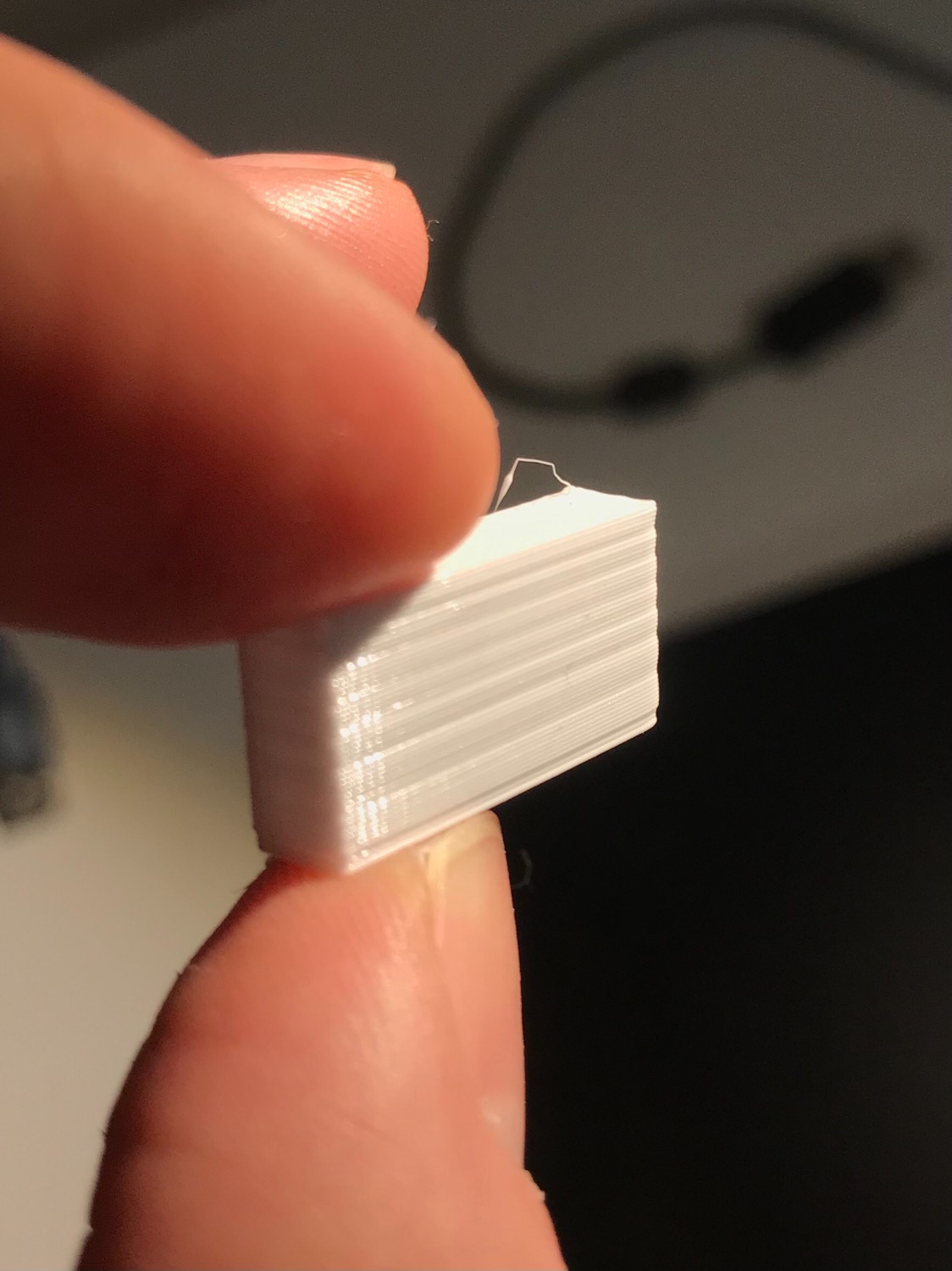
Ho controllato e sistemato la cinghia in modo che non sia tesa ma che comunque sincronizzi i motori, ho fatto delle prove. Ho notato che la frequenza dei “gradini” è proporzionale alla definizione, cioè che più il layer è spesso meno sono frequenti, il che mi fa pensare che sia legato al numero di layer piuttosto che al numero di giri dell’asse Z...
Chiedo a voi che siete esperti e allego foto di due cubi, uno a .2mm e l’altro a .15mm
-
Salve a tutti,
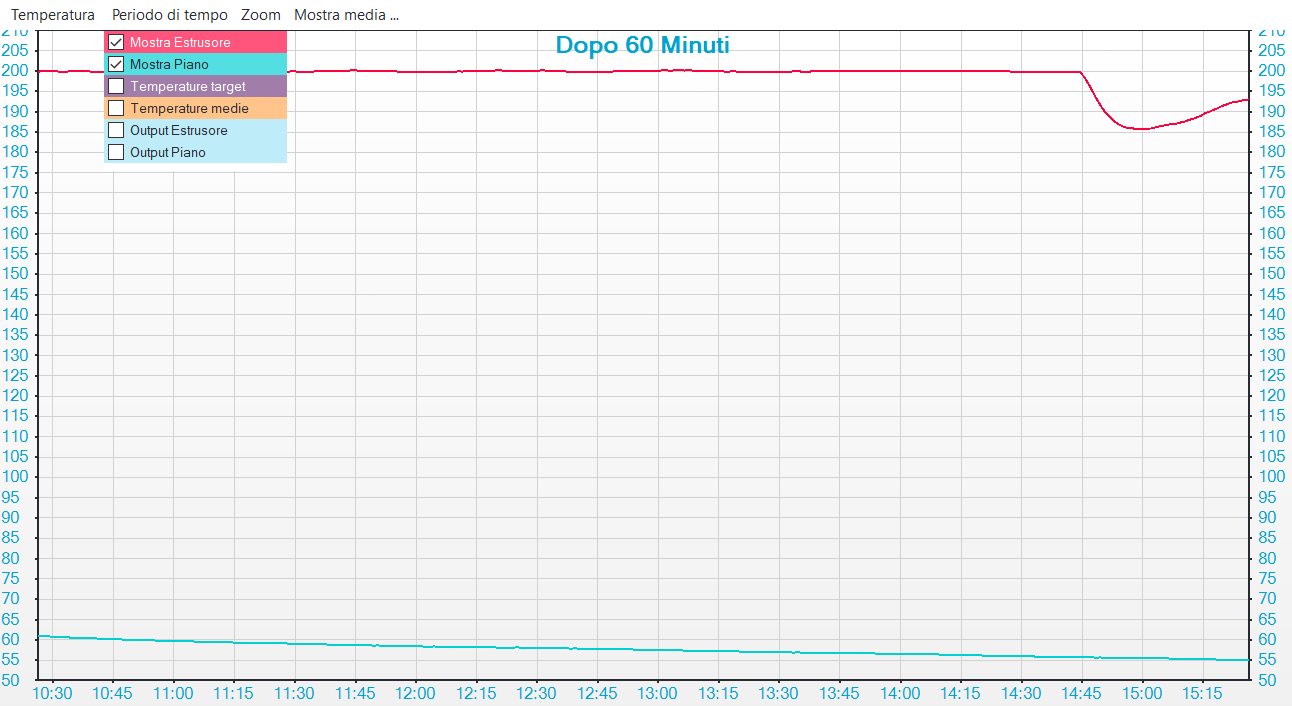
Uso una Tevo Tarantula Pro e da un po' mentre stampo un pezzo, la stampante si ferma dando errore di Thermal Runaway e si blocca, non rispondendo più ai comandi.
l'unica soluzione che ho trovato è spegnerla e riaccenderla, ma in tal caso non riesco comunque a proseguire la stampa che devo inevitabilmente buttare. (allego foto grafico temperature)
COSA HO NOTATO:
La stampa si ferma sempre allo stesso punto dello stesso modello;
La stampante non risponde più ai comandi da Repetier-Host e da LCD;
A volte basta spegnere la stampante e farla "raffreddare" per un periodo di tempo e non da più lo stesso problema;
Cambiando slicer per un pezzo non ha più dato problemi, ma si sono comunque ripresentati più avanti;
A volte cambiando modello da stampare funziona perfettamente;
Succede nonostante abbia rifatto il PID;
-
Il 24/3/2021 at 16:59, Mino ha scritto:
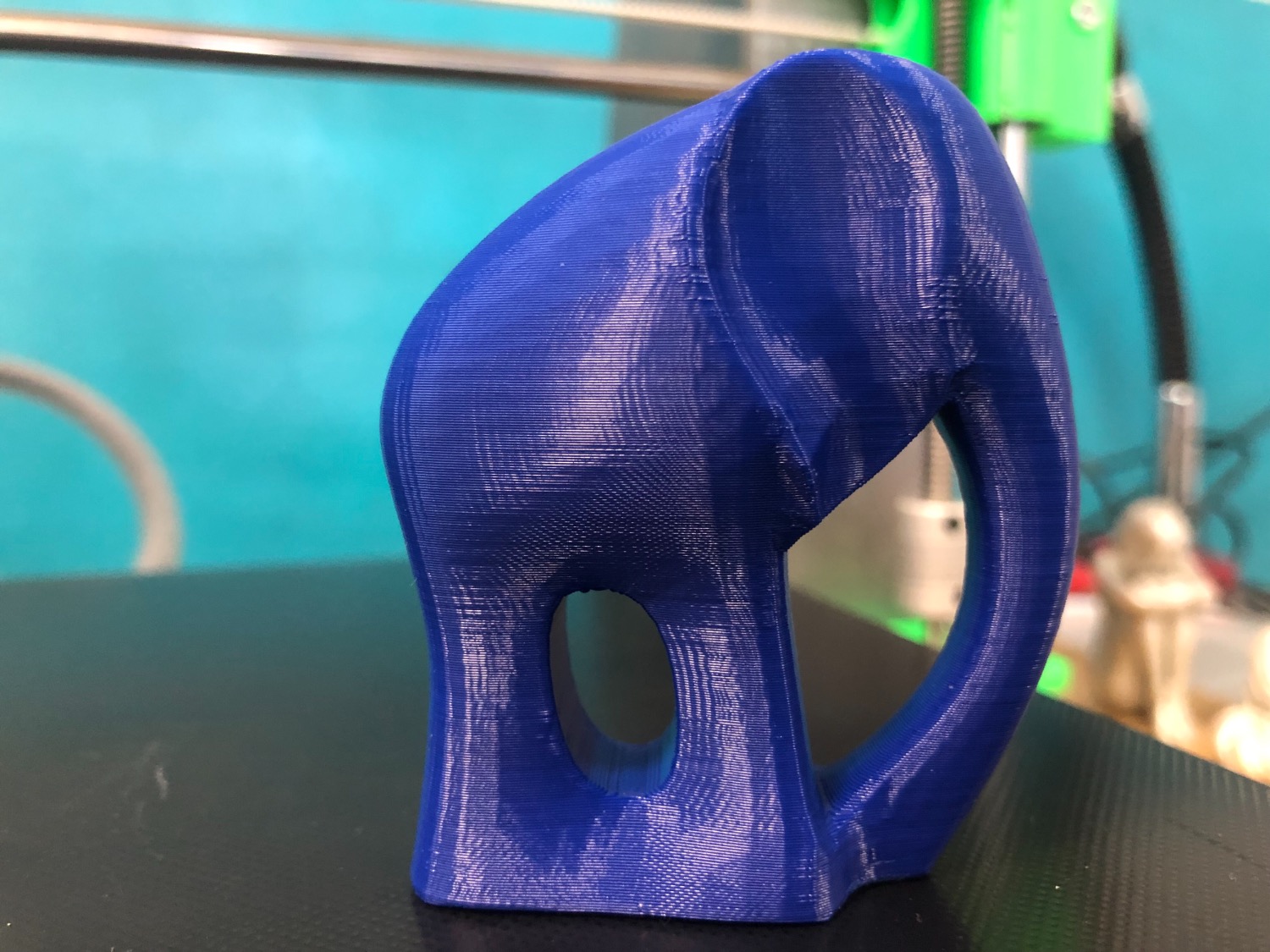
Le barre girano storte perché non sono montate concentriche rispetto ai perni dei motori, se le obblighi in alto le “costringi” a girare dritte, ma in realtà sono sempre storte e tutta la forza che non possono scaricare in alto la scaricano sulla struttura, generando il wobbling.
La mia, prima di “liberarla”, generava un magnifico wobbling passo 2, ora stampa così.
Il 24/3/2021 at 18:54, Killrob ha scritto:liberare le barre in alto è solo un espediente, le barre DEVONO girare dritte rispetto all'asse del motore, lasciarle girare a piacimento ti provocherà comunque dei problemi in stampa, che in effetti vedo sull'elefante che hai postato.
Ho provato a liberare le barre, il risultato è diverso ma presenta comunque wobbling (foto)...
A livello di slicer ci potrebbero essere impostazioni da cambiare?

-
3 ore fa, Killrob ha scritto:
Allora adesso devi controllare che Z salga della stessa misura tra destra e sinistra
Ho controllato e si spostano simultaneamente 😞
Allego foto delle assi Z -
21 ore fa, Killrob ha scritto:
E molto regolare come difetto, controlla che le barre di Z girino perfettamente dritte che hai un problema di wobbling
19 ore fa, Tomto ha scritto:Concordo in questo caso il wobbling è palese
Ho provato a smontare e rimontare le barre filettate dell’asse verticale, sistemare i cuscinetti e ho aggiunto una cinghia in alto per sincronizzare i due motori, ho inoltre controllato che tutto fosse dritto al massimo delle mie capacità di precisione con questi strumenti. Purtroppo il risultato è ancora questo(foto). Ho anche provato a ristampare lo stesso modello da due slicer differenti ma niente.
Avete consigli?
l’unica cosa che noto è che non è più regolare ma il pattern tende a stringersi...
-
Salve a tutti,
Sto riscontrando sempre più spesso che le pareti verticali lineari (ed. Quelle di un cubo) vengono stampate a gradini e non lisce. Questo accade in forme geometriche curve e su pareti come quelle del cubo di calibrazione xyz.
Sto usando Cura come slicer e Tevo Tarantula pro come stampante.Allego foto per chiarezza
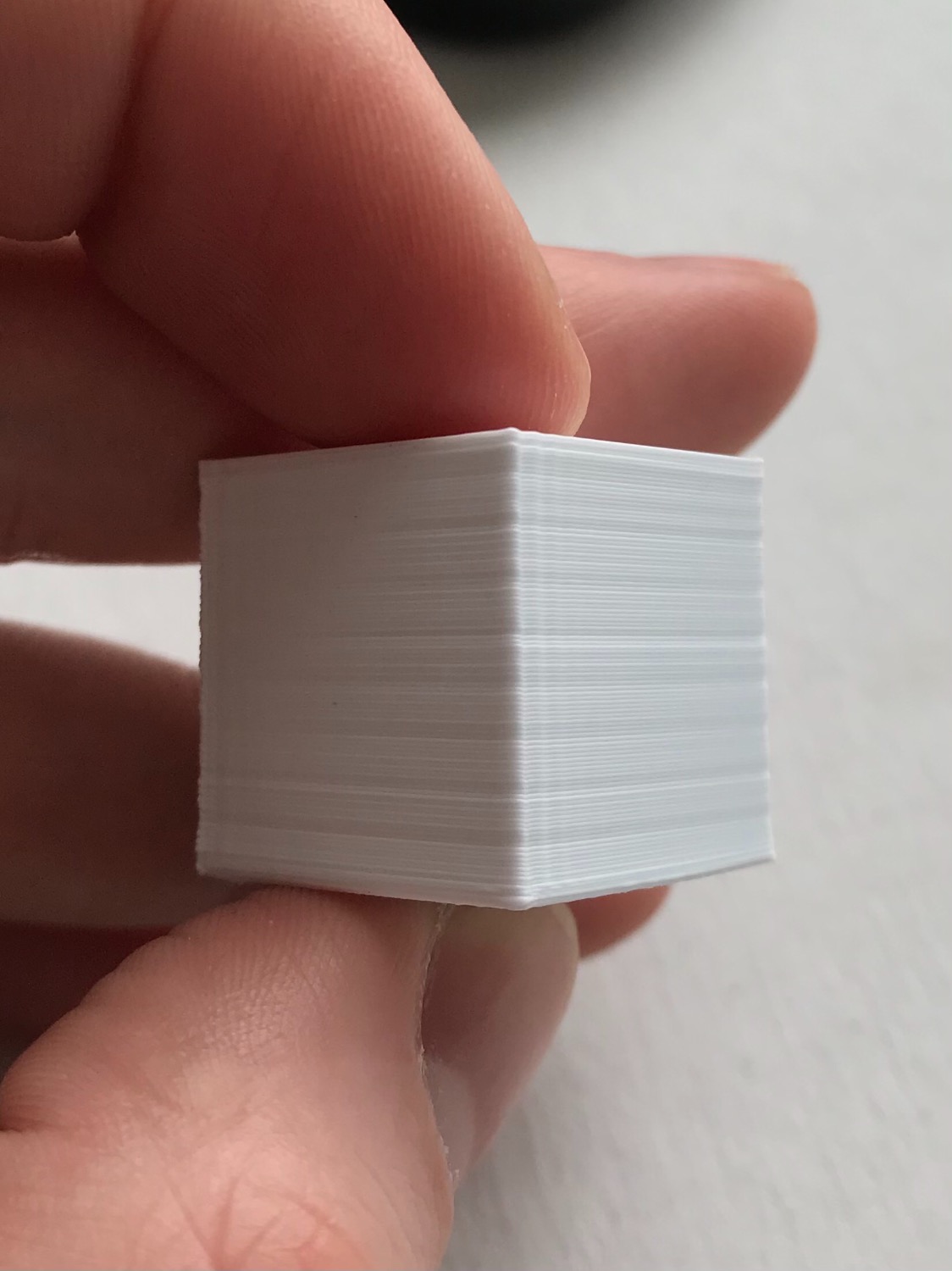



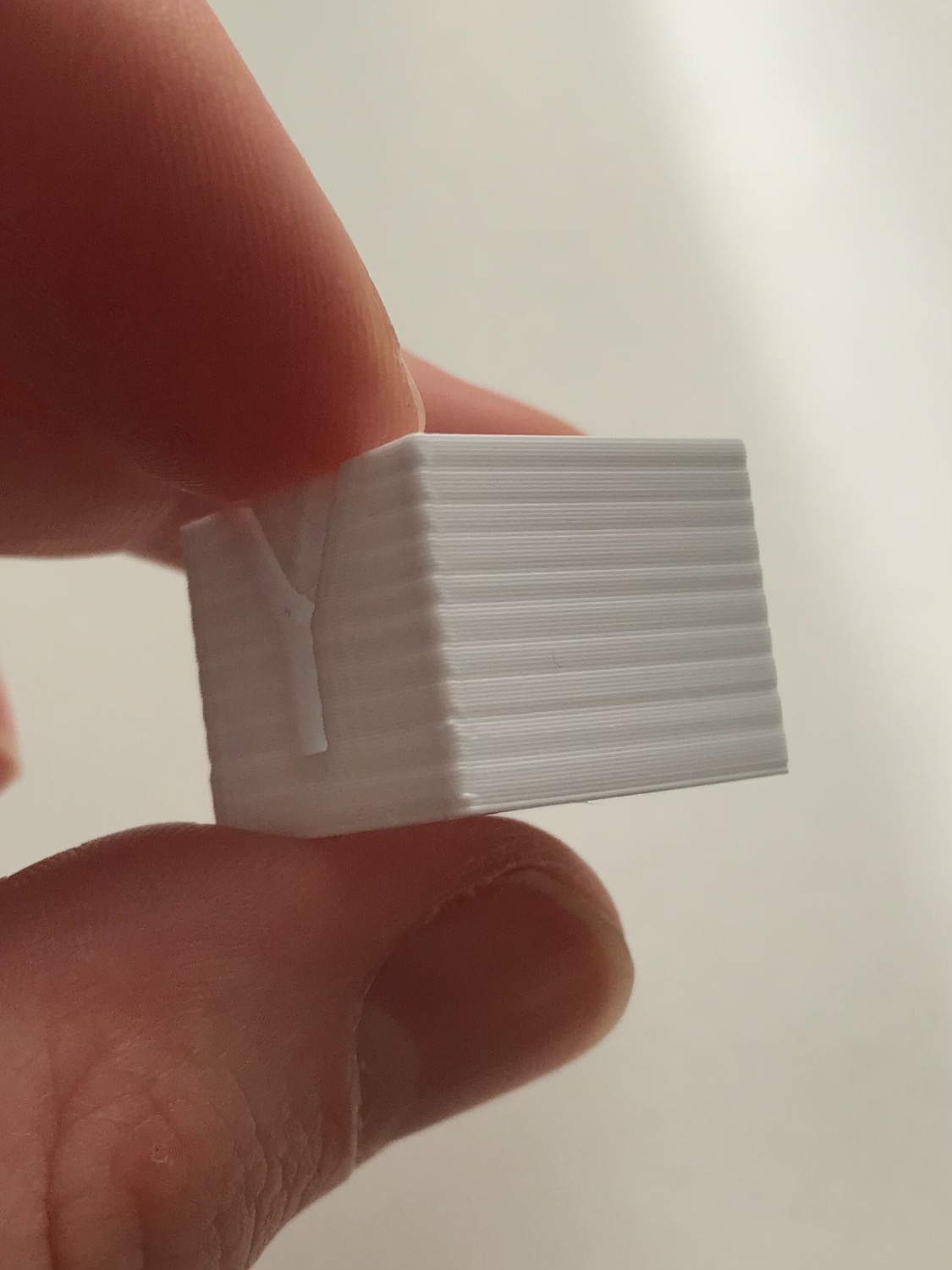
Parete stampa a gradini
in Problemi generici o di qualità di stampa
Inviato
Ho ricalibrato l’altezza del layer in modo che il motore non usi microstepping, cosa che ho letto aumenterebbe la qualità (). Ho pensato fosse un problema di perdita di step ecc...
Purtroppo il problema persiste, ma c’è differenza a seconda dell’altezza del layer oltre che alla forma, allego foto.
layer a 0.21mm:
layer a 0.16mm: