frankieorabona
-
Numero contenuti
161 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di frankieorabona
-
Da qualche giorno noto su diverse stampe uno scalino sempre alla stessa altezza. Di sicuro è qualche problema ad uno degli assi... ma come faccio a capire quale è l'asse incriminato? E soprattutto come faccio per risolvere?

-

Problema con cura... non imposta temperature?
frankieorabona ha risposto a frankieorabona nella discussione Software di slicing, firmware e GCode
trovato... Grazie! Prima lo imposta alla temperatura a cui volevo che quei layer dovevano essere impostati, ma poi qualche riga più in basso probabilmente lo reimposta nuovamente a 190 tenendo conto della temperatura prevista per quel PLA nello slicer. Com,e se avesse priorità quella impostazione rispetto allo script... Quindi, adesso capisco perchè le stampe mi sembravano perfette ad ogni temperatura 🤣 Mi suggerite altro modo di impostare la temp tower? -
Problema con cura... non imposta temperature?
frankieorabona ha pubblicato una discussione in Software di slicing, firmware e GCode
Stamattina ho installato una nuova bobina di filamento, mai usata prima. Volevo fare un test della temperatura, ho quindi aperto Cura, ed impostato ai vari livelli la temperatura per le varie altezze (praticamente ogni 10.0 mm mi aumentava di 5 gradi). Ho usato la post-elaborazione con lo script ChangeAtZ. Ho una Ender 3 v2, ho avviato la stampa e dopo un'oretta e mezza vado a guarda il display e mi porta che la temperatura del Nozzle è sempre a 190°, nonostante stesse facendo quello dove la temperatura doveva essere diversa. Non riesco a capire se è un problema della stampante che sul display non riporta la temperatura corretta o di Cura, che non fa quello che gli chiedo... vi allego anche il Gcode per capire se eventualmente Cura abbia indicato di estrudere ad una determinata temperatura. https://drive.google.com/file/d/1TemSwJZW1WY-tvyvhVX2zqbE_DYYd4i9/view?usp=sharing -
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Ho messo 1500 e la situazione sembra essere notevolmente migliorata...Appena posso faccio foto -
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
posso arrivare fino ad un massimo di 2000 dal menù sul display della stampante -
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Per le stampe brevi stampo direttamente da PC, non vado a caricare il Gcode sulla chiavetta. Posso impostarlo in altro modo? (ma non è tanto 3000 su un dato attuale di 1000?) -
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
si, il passo avanti c'è stato quando ho abbassato il piatto da 70 a 45 -
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Accellerazione ho 1000 (dato Maxacceleration dato rilevabile da control/motion?) -
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Continuo ad avere più problemi di prima con le impostazioni suggerite... Ho alzato piatto a 50° - Hotend a 191°, ho impostato primo layer a 0.32mm. Ho aumentato la retrazione a 7mm ed a 60m/s perchè avevo sempre problemi si oozing (che in realtà continuo ad avere). La temperatura dell'hotend prima era a 195°, quindi non so più che pesci pigliare...
-
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
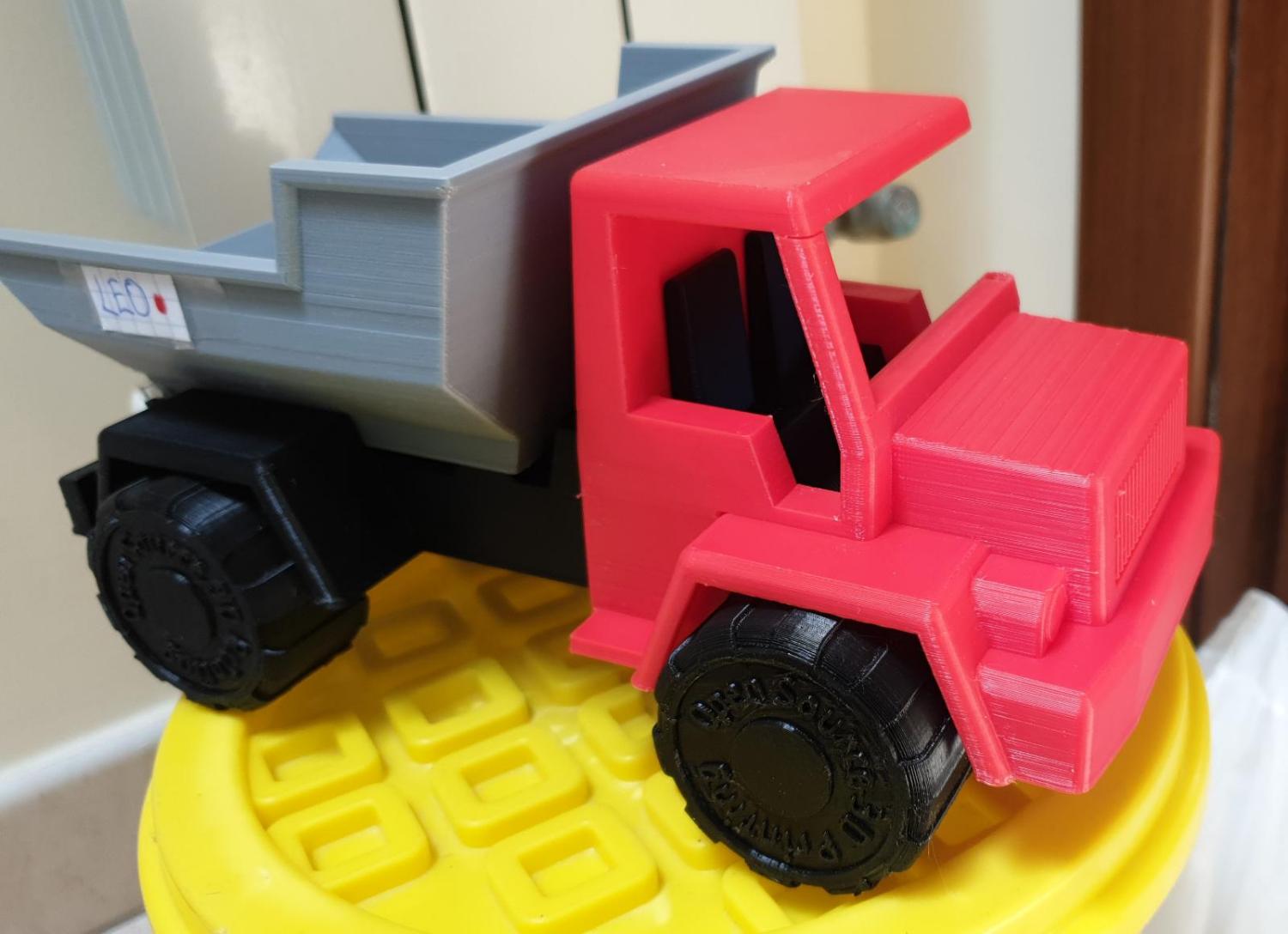
No qualità così pessima solo con PLA Ho stampato un camion ribaltabile a mio figlio e credo sia venuto discretamente, utilizzando tutti filmamenti PLA+ della SUNLU Calcola che ha preso veramente tante botte...
-
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
ah...cavolo, ho sempre messo 0.4. Una curiosità non c'era la regola che per altezza e spessore pareti vale la regola dei multipli o sottomultipli? Quindi in questo caso 0.30 non sarebbe sottomultiplo di 0.4, potrei usare 0.32? L'ho impostato a 45° su questo ci siamo! Piatto lavato più e più volte... ed utulizzo regolarmente la lacca. Una domanda voi dopo aver lavato il piatto lo livellate di nuovo? -
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
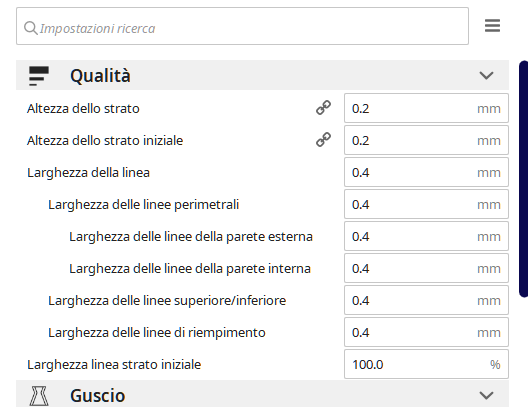
il profilo di cura vi ha lasciato senza parole? 😁 stampo ancora male...visto che qualcuno diceva che probabilmente erano sbagliati tutti i parametri vi chiederei il favore di controllare e dirmi se c'è qualcosa di sbagliato (o sballato). -
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
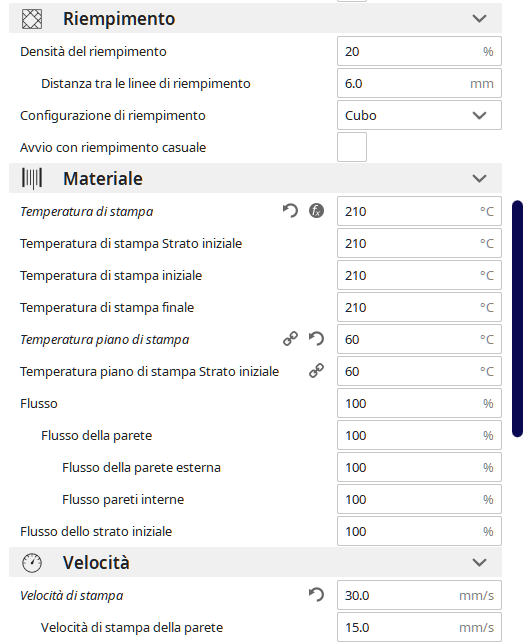
Allora ho stampato con lo stesso profilo. Avevo cambiato solamente la temperatura del piatto (da 70 a 75) e quella dell'hotend (da 205 a 190). Ti allego il file del profilo che sto utilizzando in cura. Attualmente sto provando a stampare a 197°. Ti ritroverai il flusso a 88.88 perchè con la prova del flusso mi ritrovavo lo spessore laterale del cubo di 0.25mm anzichè di 0.20mm e facendo le dovute proporzioni ecco che viene fuori 88.88 GENERALE PLA.curaprofile -
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Lo so che in quell'angolino c'è sempre quel buco. Ma ho visto anche altre foto di altri utenti, e guarda caso appare lo stesso anche ad altri utenti. In precedenza provai ad abbassare/alzare solo quell'angolo ma me lo faceva sempre. Tra l'altro è proprio da dove inizia a fare il riempimento. Lo reputo probabilmente alla retrazione. PRobabilmente all'inizio non estrude troppo filamento, il fatto è che se metto un valore più basso mi fa poi tanto stringing X la ventolina, allora io l'ho provata, e non mi sembri tiri fuori tutta questa aria. L'ho accesa manualmente al 200% e sento davvero poco vento. Comunque in accensione l'ho smontata e gira ma non so se eventualmente deve funzionare così o no, e comunque fa più vento (anche se indirettamente) la ventolina dell'hotend L'altezza del primo layer relativo al chain cable è impostato a 0.4mm (il doppio dell'altezza normale che è quindi 0.2). Quello del file bedleveling è un file gcode che ho scaricato da un video di Dazero credo, e credo sia comunque impostato a 0.2 anche il primo strato -
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
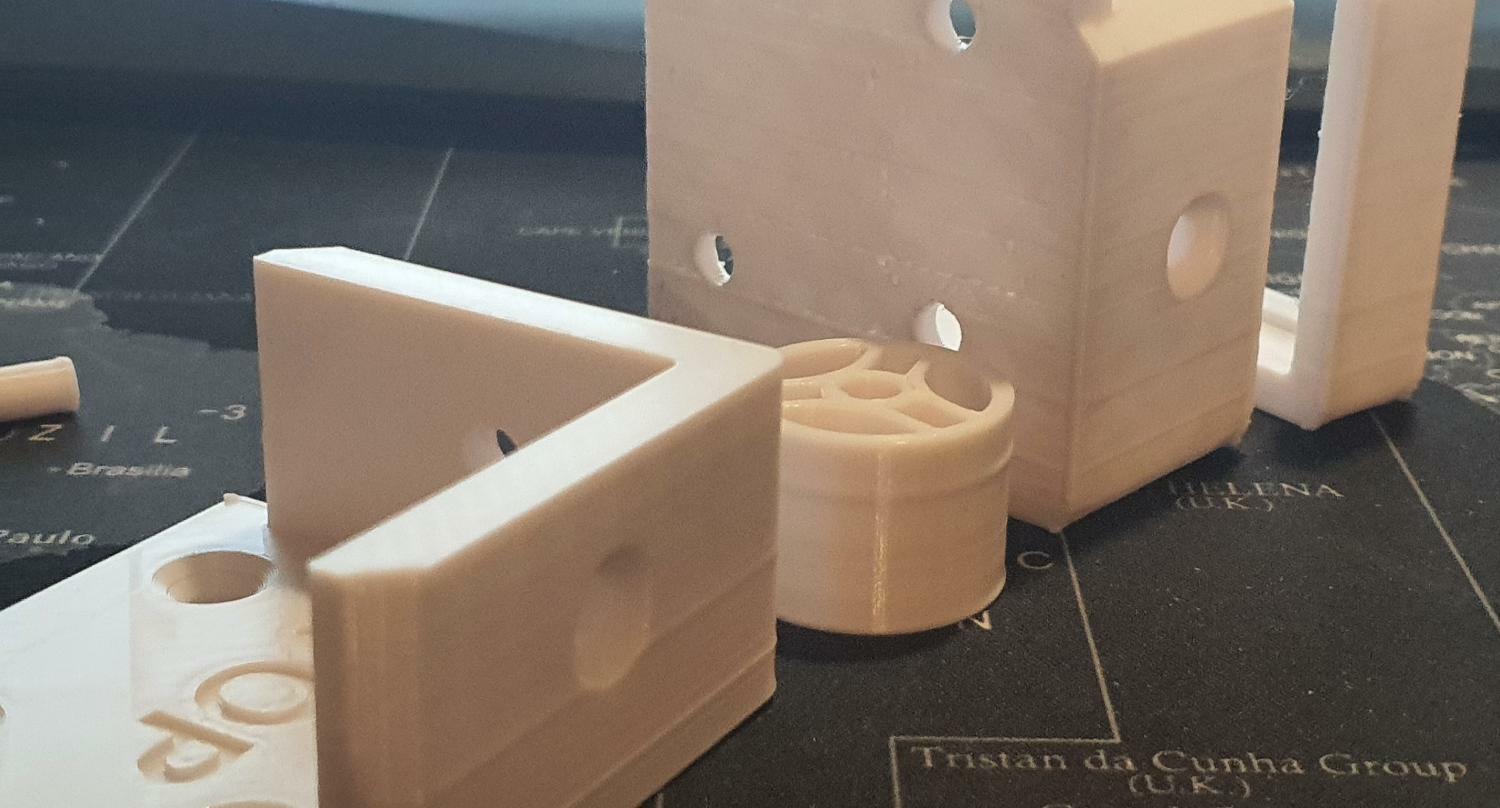
@Marco-67 questo e una stampa del primo layer lo spessore è in media di 0.21/0.22 solo su un lato è 0.24. Credo sia più che accettabile
-
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Beh...direi abbassando la temperatura del bed (45°) e la velocità di stampa 35m/s è venuto senza dubbio meglio Sicuramente ancora un pò di wrapping e molte sbavature, ma in confronto alle stampe di prima sembra un'opera d'arte 😁 Beh, voglio renderlo semplicemente perchè l'inserzione riportava PLA+ mentre invece mi è arrivato PLA normale. No per favore basta primi layer!! 😄 intendi per la temp tower? quali vuoi sapere? ecco...come si evita? 😗 sicuramente, per questo vi rompo le scatole!😝🤪
-
Stampa da buttare con PLA Geetech
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Ok...magari provo ad abbassare temperatura del piatto. Ho provato a stampare a 185° e comunque anche con lacca (stampo su vetro microforato) non aderisce, ai 4 angoli si alza. Penso che il problema è lo stesso che è successo a queste stampe... Per la temptower, è la prima volta che la stampavo...ho provato a farla con CURA, e poi modificare inserendo manualmente il codice per cambiare la temperatura a determinati Layer. La ventola mi funziona, anche se era mia intenzione cambiarla, insieme a quella dell'hotend. Per settaggi di rito cosa intendi, calibrazione piatto, step/mm, flusso? Se intendi questi si... Ma calcola che mettendo PLA+ (di qualsiasi colore) della Sunlu non ho alcun problema... Non ho capito, trovi il PLA Geetech il migliore o quello Azurefilm? No, nessun bianco particolare Comunque da quanto mi dite probabilmente il responsabile principale sembrerebbe la temperatura del piatto troppo alta? Tra l'altro mi sono appena accorto che nell'inserzione (con coupon di 5 euro più sconto di 4 euro) era indicato PLA+ ma mi è arrivato PLA normale. Non ci avevo fatto caso perchè avevo preso anche un nero PLA. Mi sa che lo rendo! -
Stampa da buttare con PLA Geetech
frankieorabona ha pubblicato una discussione in Problemi generici o di qualità di stampa
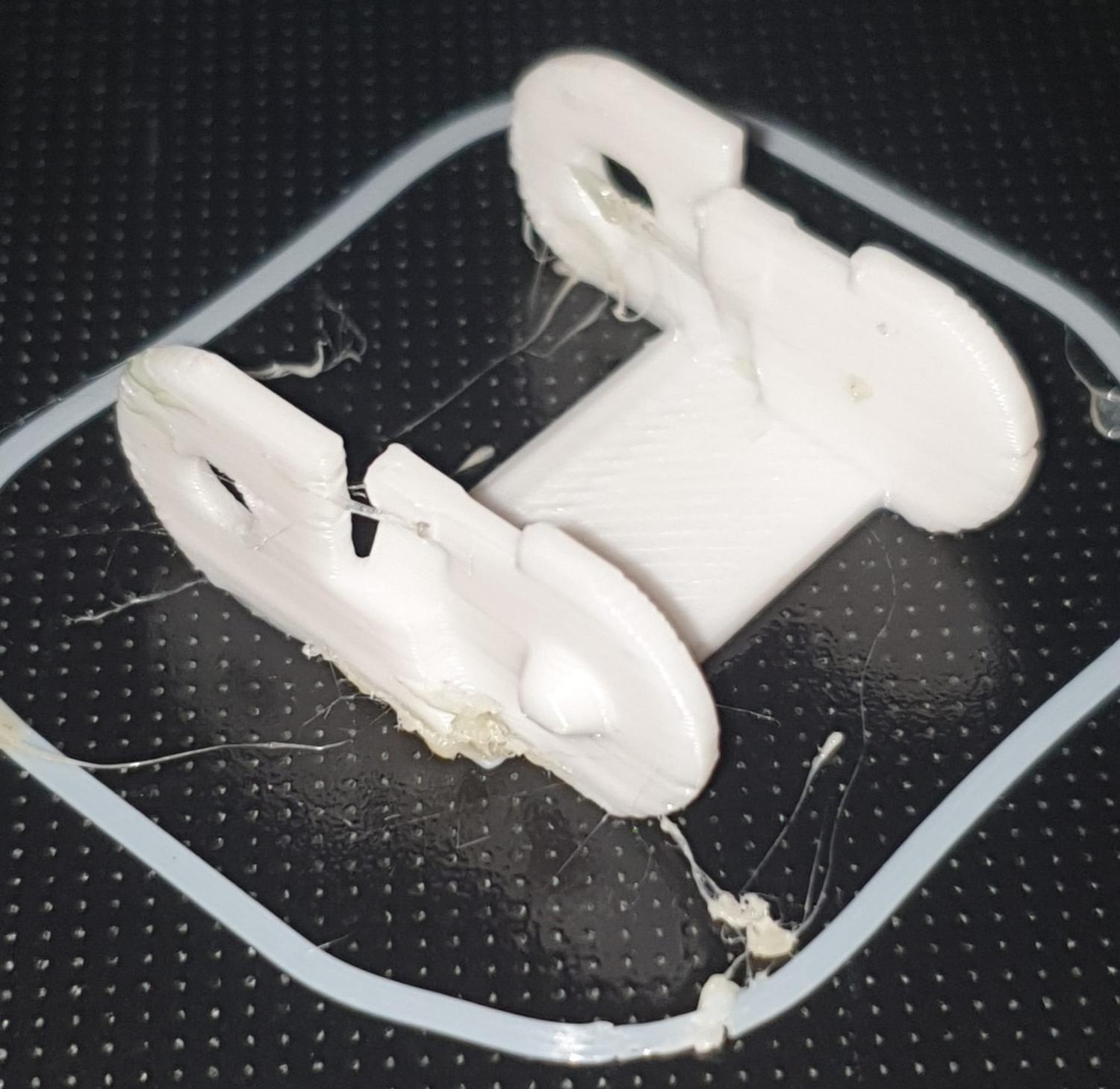
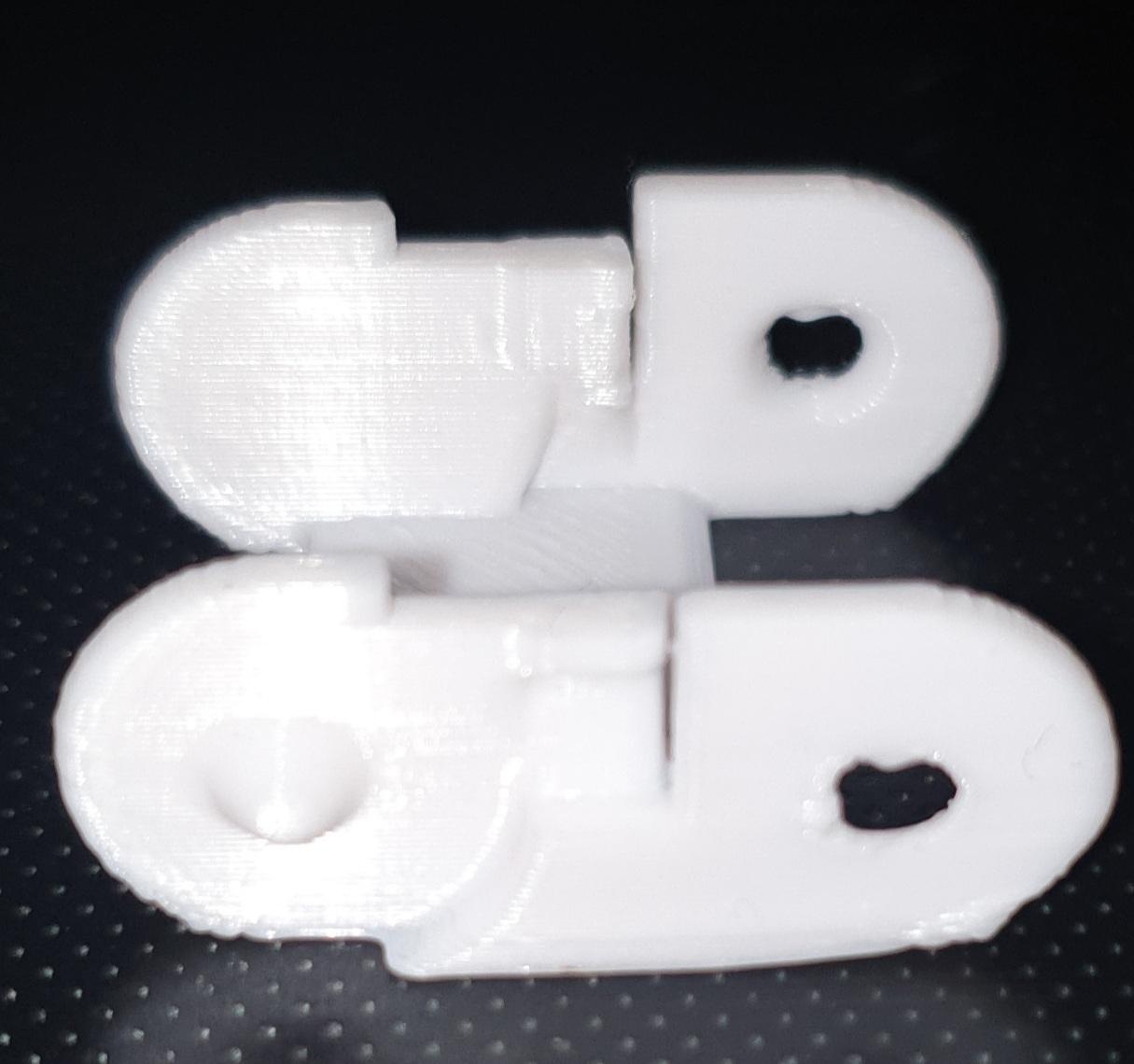
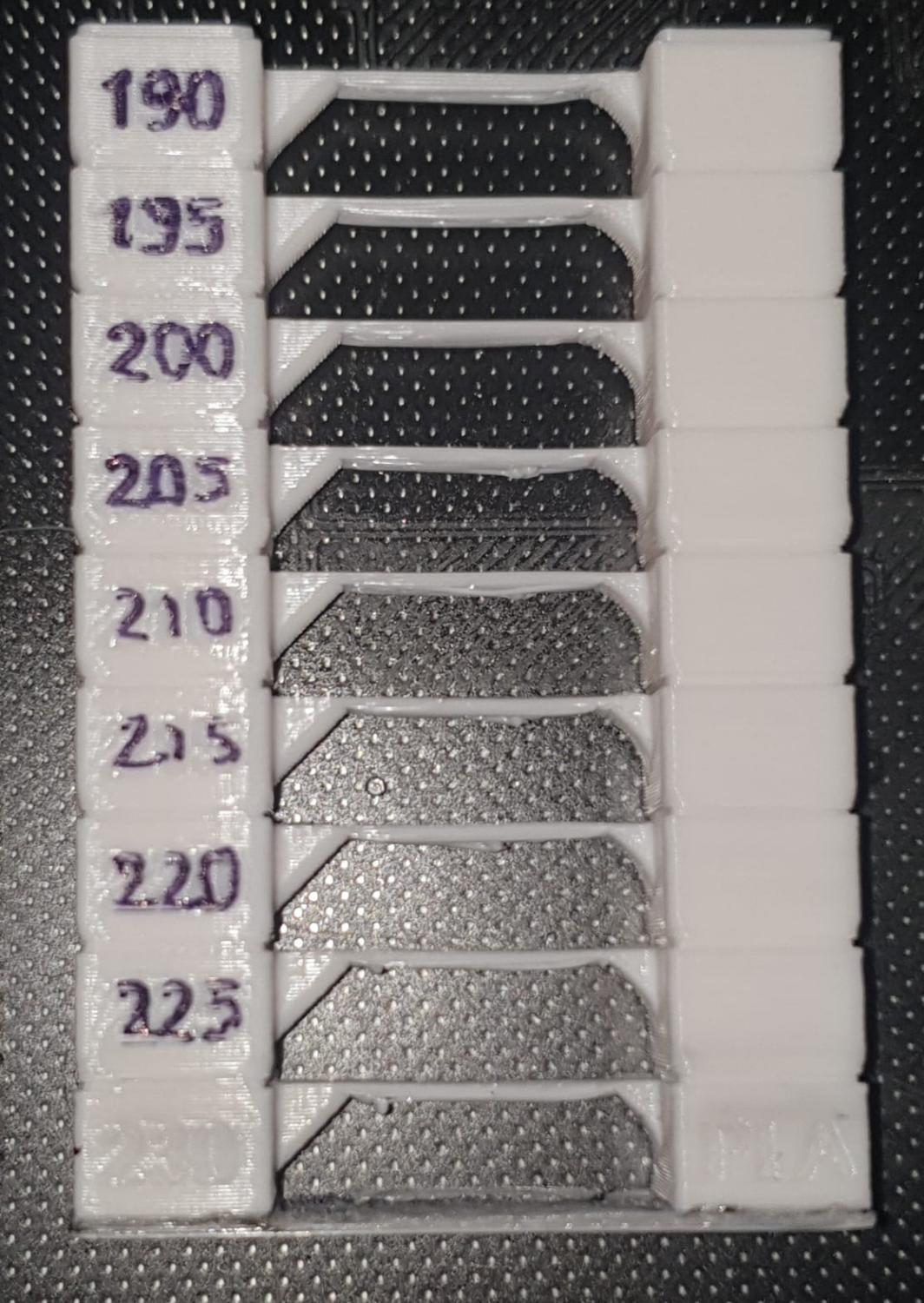
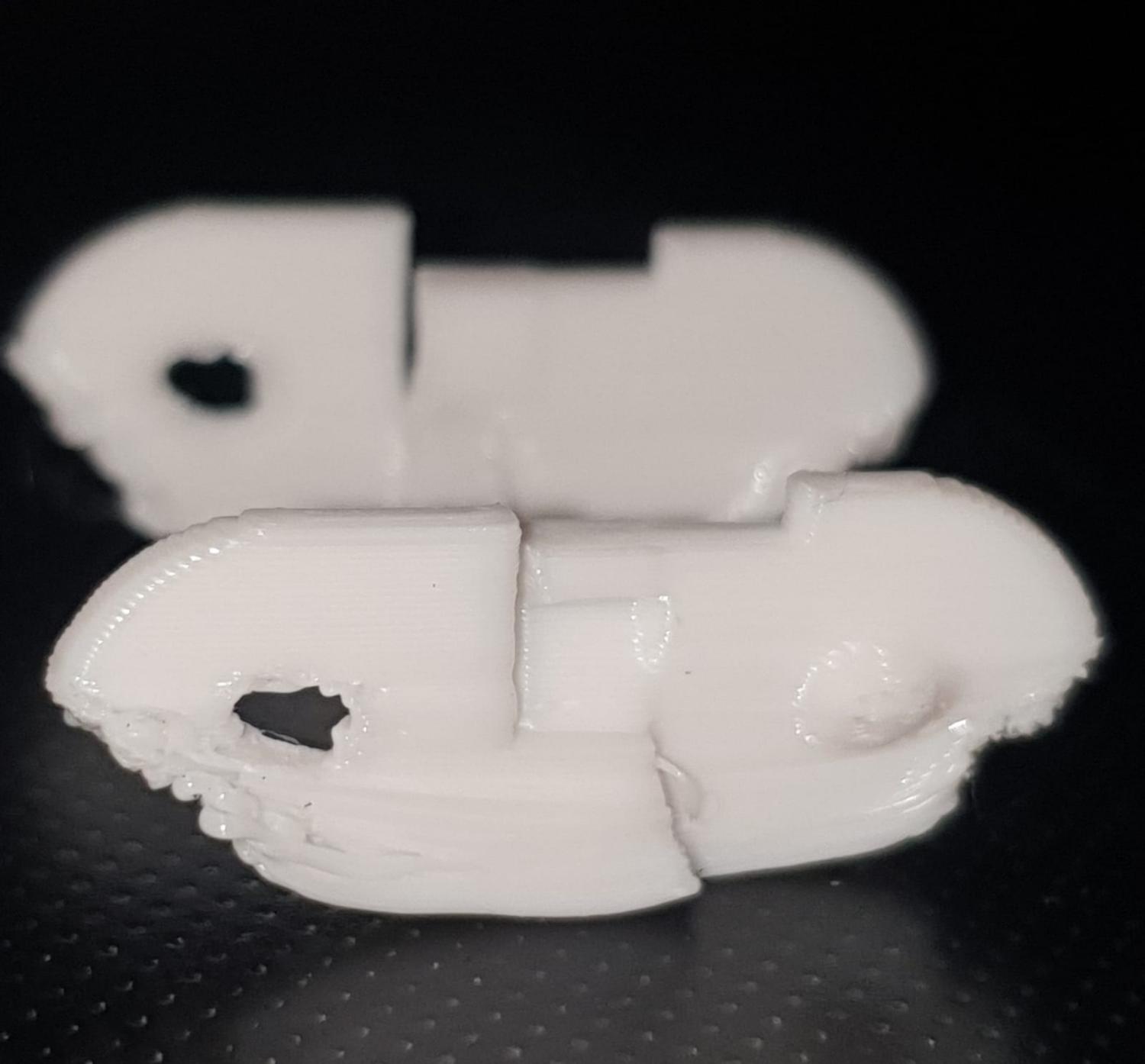
Ho approfittato di un'offerta del PLA Geetech a 15.99 pertanto ho deciso di acquistarlo. Non avevo letto molte recensioni negative (ma non do molto peso alle recensioni visto i programmi per ottenere prodotti gratis) ma quello che mi attirava era il prezzo. All'arrivo ho notato che a differenza di Sunlu, nella confezione non è indicata neanche a quale temperatura consigliano di stampare. Poco male stampo una Heat Tower: Reputo che il risultato migliore sempre proprio 190, anche se non mi sembra molto perfetto. Ho finora usato sempre SUNLU PLA+ e devo dire a parte problemi con la calibrazione del piato le stampe ssono sempre uscite in modo ottimale Rifaccio anche il test per step estrusore, nonchè il cubo per lo spessore. Tutto ok, come da precedenti calibrazioni Procedo a stampare delle chain cable per la mia ender 3v2 ed il risultato delle 14 Chain cable è questo: Come potete notare non ha per nulla stampato le curve, sia da un lato che dall'altro. Tra l'altro alcune in corrispondenza di queste curve hanno delle protuberanze ai lati che rendono perfino impossibile collegare tra loro le Chain... Ho stampato appunto su Ender3v2, 190estrusore e 75piatto, altezza strato 0.2, velocità di stampa 50ms, retrazione 6mm a 55ms. Come posso migliorare, forse stampando a un temperatura ancora più bassa dei 190 o cosa??
-
Primo Layer - Help Me!
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Credo di aver risolto...il problema era il nozzle!! Zoomando bene con il cell ho visto che da un lato(sinistro) la punta è più bassa...Pertanto io nel lato destro livellavo con foglio di carta/spessimetro facendo movimento diagonale da destra verso il centro ed andava bene. A sinistra essendoci questa sporgenza quando livellavo da sinistra verso il centro risultava essere più alto! Ecco perchè risultava sempre alto tutta la metà bassa a sinistra!! A questo punto visto che sono anche stati citati da @Killrobche mi dicevva di avere un nozzle diverso dal mio...quali devo acquistare? Mi indicate un link possibilmente su Amazon? -
Primo Layer - Help Me!
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Cmq ho cambiato piatto (mi son fatto prestare un piatto di vetro da un mio amico), ho cambiato filamento, risultato uguale. Nell'angolo in alto a dx risulta perfetto poi scendendo in basso a sx le linee si slegano. Guardando mi verrebbe da pensare che non livello bene...MA mai possibile che sbaglio sempre livellamento allo stesso modo? Se stampo qualcosa risulta molto friabile...quasi come se avessi sottoestrusione...ma il realtà credo sia dovuto al fatto che non si incollano le linee... Comunque adesso verifico se effettivamente ho livellato male...ho dato quasi tre quarti di giro (alzando il piatto verso il nozzle) alla rotellina in basso a sx e meno di un quarto a quelle agli angoli in basso a dx e in alto a sx...vediamo che ne esce
-
Primo Layer - Help Me!
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
hmmmm pareri discordanti... -
Primo Layer - Help Me!
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
ho provato a stampare qualcosa ma le stampe non vengono più bene Utilizzo Cura...Andando su Impostazioni - Extruder e scegliendo Materiale, quanto è importante andare a configurare il filamento? (al momento ho PLA generico, ma ho anche un profilo SUNLU salvato) Altro dubbio che mi viene...Ho il nozzle a 205 gradi quando livello; il filamento ci deve essere oppure no? -
Primo Layer - Help Me!
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Ci sto perdendo le giornate, davvero non riesco a capire il file che mi ha passato @MayTs stampa alquanto bene... Quello del primo layer è sempre uguale, con tutte le linee staccate...e pure mi son livellato 0.02mm sotto Mi viene il dubbio però che la linea stampata sia troppo sottile...sarà perchè adesso ho il filamento nero e quindi poco si distingue con il piatto, ma quando avevo inserito quello grigio (sempre Sunlu PLA+) mi sembrava molto più doppia (corposa)...potrebbe essere anche un problema del filamento? -
Primo Layer - Help Me!
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
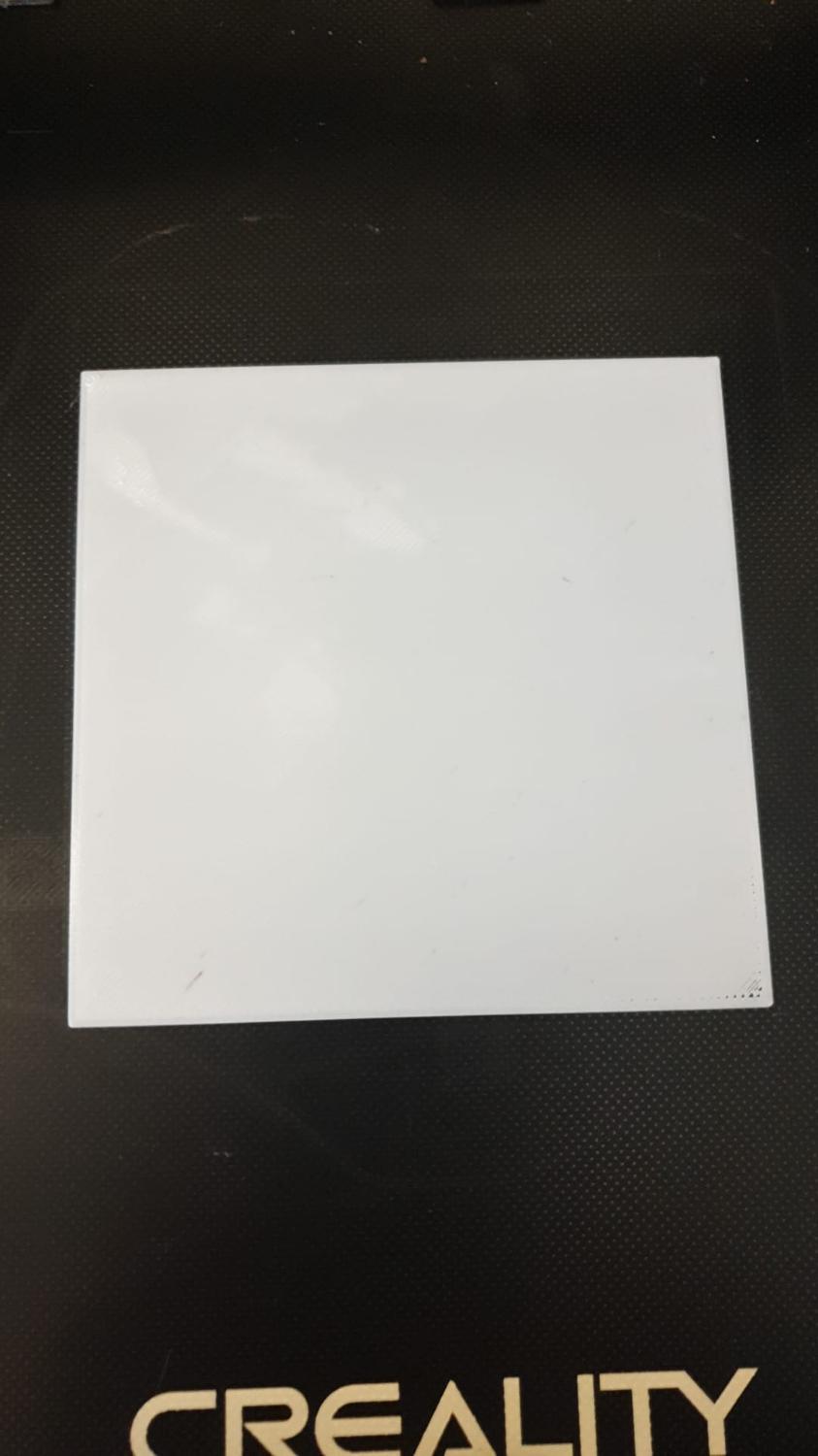
riprovo a rilivellare e a ristampare e poi provo con flusso 110 (che in realtà dovrebbe essere già a 110 considerando la precedente calibrazione con cubo vuoto e Pareti da 0.45mm su 0.40mm impostato) EDIT Provato...solo il quadrato al centro destra mi viene con un pò di trasparenza e qualche linea divisa...Tutti i quadrati di sx sono perfetti. Il quadrato in alto a dx presenta solo un 4-5 linee staccate nella parte superiore destra. Adesso provo con flusso 110% -
Primo Layer - Help Me!
frankieorabona ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
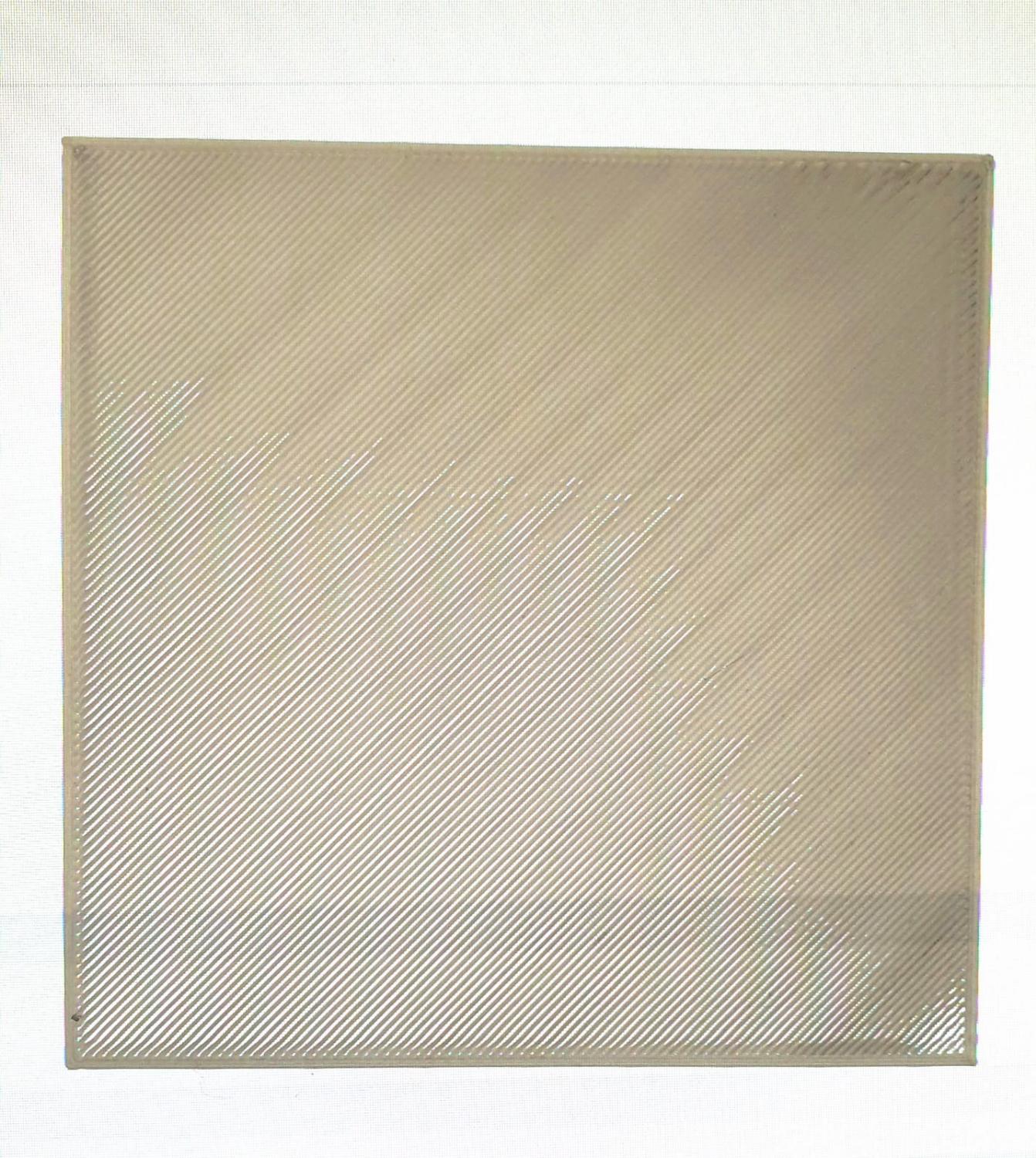
Vi posto una foto della stampa messa in coltroluce monitor (per farvi vedere le linee ancora divise solo in qualche punto) e le impostazioni di cura: Dovrei stampare con flusso ad 88,88 (per lo step di estrusione, ma ho preferito verificare con flusso in abbondanza cosa succede)