frankieorabona
-
Numero contenuti
161 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di frankieorabona
-

Cura -Inserire diversi parametri di stampa ad altezze diverse
frankieorabona ha pubblicato una discussione in Software di slicing, firmware e GCode
Vorrei fare un test dello stringing e mi servirebbe variare a diverse altezze (o layer) i seguenti parametri: TEMPERATURA - RETRAZIONE - VELOCITA DI RETRAZIONE. Praticamente vorrei inglobare in una torre questi parametri e poi capire qualè è il parametro migliore per quel filamento. Utilizzo CURA, se devo modificare TEMPERATURA e RETRAZIONE ad una determinato layer lo so fare(ChangeAtZ). Ma questro script non mi permette di inserire altri paramentri. Quindi se voglio aggiungere anche la velocità di retrazione come devo fare? Vi faccio un esempio: LAYER 1: LAYER 1: Temp 190 - Retrazione 4mm - Vel. di retrazione 35mm/s LAYER 25: Temp 190 - Retrazione 4mm - Vel. di retrazione 40mm/s LAYER 50: Temp 190 - Retrazione 4mm - Vel. di retrazione 45mm/s E così via... -
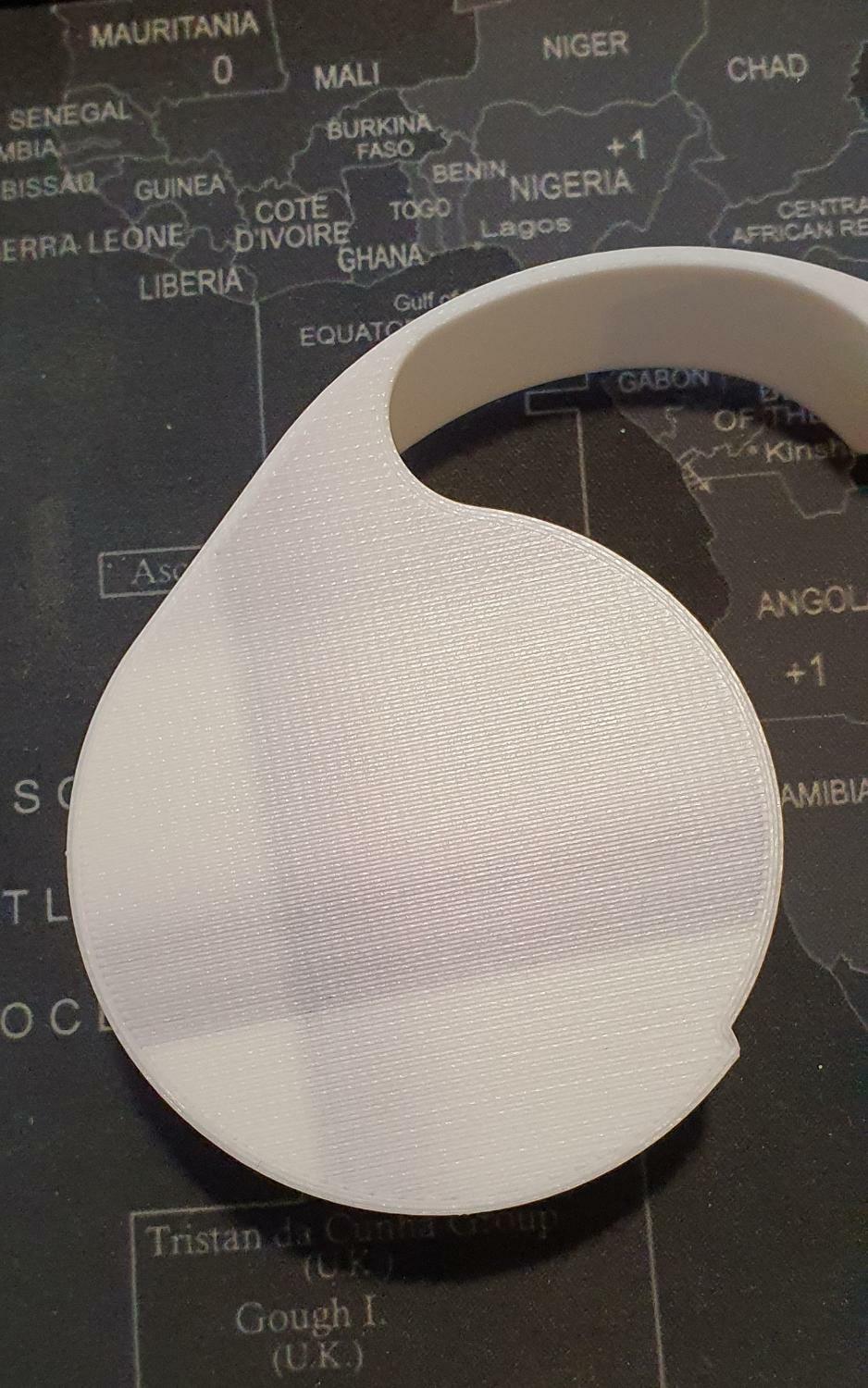
ed ora cos'è sta novità: Ieri pensavo fosse il piatto sporco... ma adesso ho interrotto una stampa...mi inizia ad apparire anche sui lati.

-
quindi dite che è normale che estruda meno filamento nell'hotend rispetto a vuoto... o devo dare una controllata nella gola dell'hotend e nella ruota godronata dell'estrusore (preso tra l'altro da poco quello di metallo...dubito che abbia già problemi!)
-
ok...quindi con hotend... cavolo però è mai possibile che sia così lontano dallo step impostato? Da 93 impostato di fabbrica ho dovuto impostare 104. Possibile allora che le pareti mi venissero di dimensioni diversa anche per questo? (immagino sottoestrudesse?)
-
Eccomi di nuovo alla carica! Va bene... lascerò così gli step degli asse XYZ. Sul flow non credo di averproblemi... in genere le pareti mi escono quasi sempre della dimensione richiesta. Per gli assi però non ho capito cosa mi chiedi di misurare...lo step che fa il motore (e quindi l'asse) o la stampa (su 20cm?)? Cmq..come ti avevo detto preferisco lasciarli così... intanto ho una curiosità da chiederti. in merito all' E-STEP. Dunque, ho una Ender 3 V2 e non ho il direct. Faccio 2 test, a vuoto, e con l'hotend. Ora mi è venuto un dubbio... quanto è attendibile prendere valore a vuoto (quindi senza che il filamento passi per l'hotend, stacco il cavo bowden ed estrude fuori). In questo modo chiedendo di estrudere 15 cm ottengo 15 cm. Invece passando per hotend (caldo a 200°) chiedendo di estrudere 15 cm, me ne estrude 13.6 🤔 Quale devo tenere in considerazione? Il piede d'elefante lo ha fatto perchè avevo inserito il primo layer con un flusso maggiore rispetto agli altri (25%in più). Altre stampe di cubini sono uscite senza il difetto da te menzionato. E non ho capito ho degli angoli gonfi?
-
Capisco... si in effetti con il comparatore centesimale digitale potrei misurare soltanto (con il mio) 4.7 cm. Capisco che magari misurarlo sull'intera corsa è un'altra cosa. Ma costerebbe un botto e non so neanche se lo fanno (visto che è per misurare i centesimi/decimo di millimetro). Però c'è anche da dire che se chiedendo alla macchina si spostarsi di 4 centimetri, si sposta di 3.97 cm, vuol dire che qualche problema ce l'ha. In realtà quella dei cubetti (X - Y - Z) per me è un mistero come mai ogni volta che misuravo lo spessore di un lato del cubo mi dava sempre misurazioni diverse. Per cui alla fine lasciavo (lascio) tutto come da impostazioni di fabbrica. PErò mi chiedevo se c'era modo di fare una misurazione più accurata e andare magari a riportare gli step sulla stampante per farla essere il più preciso. PErchè per quanto il produttore può essere stato il più preciso c'è da mettere in conto anche il montaggio o altri aspetti che possano andare ad intaccare se pur di poco i valori iniziali. Ad esempio da un video di youtube help3d parla proprio di comparatore centesimale per calibrare perfettamente gli assi: non che sia la bibbia... però riflettendoci a volte ho visto calibrare CNC con il comparatore centesimale. (qualcuno calibra anche il piatto delle stampanti con quello) https://www.youtube.com/watch?v=2v7EGDp55n4 Qui mostra come calibrare con comparatore una stampante 3d. Secondo me se proprio si vogliono calibrare gli assi ha più senso farlo così che su una stampa che può già avere i suoi problemi (ritrazione della stampa, cattiva estrusione, Z blending e Z wobble e chi più ne ha pù ne metta). Tanto non penso che qualcuno fa cubi più grandi di 4cm per calibrare... quindi anche lì sarebbe una misura limitata
-
mi cade un mito... quindi questo file: non serve a niente? io ho sempre calibrato anche gli step degli assi... anche perchè le dimensioni delle stampe non sono precise precise al 100%(ieri ho fatto il cubetto ed era sugli assi x e y leggermente inferiore). Vabbe mi dirai problema di estrusione e ritrazione del filamento... anche ma se già il motore "perde" Step, non è il caso di calibrarlo? Per questo ti chiedevo se era utile un comparatore digitale. Magari impostare uno spostamento di un asse e verificare con il comparatore se si sposta il giusto ed eventualmente nel caso non sia preciso andare ad impostare gli step corretti. Dici che è una operazione inutile? Se si come mai ci sono millemilioni di tutorial per la calibrazione degli assi X - Y e Z? (però forse sto andando O.T)
-
e i famosi cubi di calibrazione allora a cosa servono?
-
Perfetto... come ho fatto. Invece per la stampa hai qualche ulteriore suggerimento? Ed a proposito di calibrazione, quanto conviene fare calibrazione assi X - Y -Z con il comparatore centesimale? NEl caso c'è qualche guida tutorial?
-
Ta da... 🤣 Ho impiegato un "anno"😅 per ottenere qualcosa di dignitoso, ma almeno... c'è solo quell'artefatto alla fine. Domani mi arriva la chiocciola nuova e il top mount... li installo e vediamo se scompare tutto. @eaman calibrazione flusso ed E-step fatta. Giusto una curiosità... io il risultato di E-step l'ho inserito nella stampante. Ma il flusso (che sulla stampante è impostato a 100) l'ho messo nello slicer creandomi un profilo per questo filamento... ricordo male o si fa diversamente? Suggerimenti per la stampa? Posso ancora migliorare?
-
UIn realta ho messo in squadra tutto. Adesso ho livellato... ma il problema che ho è che praticamente richiamando l'home di Z (o comunque l'auto home o eventualmente l'home dallo slicer) si mette a +6.80. Ho un offset di Z di -1,80. Non so da dove prende questo valore... (ho comq FW mriscoc)
-
non ce l'ho più fisicamente. Ho il CR TOUCH. Si può impostare in qualche altro modo?
-
Il problema è che non riesco a livellarlo, perchè dovrei salire con il piano... e non riesco visto che anche volendo salire, arrivo a fine corsa delle molle... non ho mai avuto le molle così.. anzi precedentemente avevo margine sia per salire che per scendere!
-
Marzo 2021 Stamattina ho rismontato tutta, tutta la stampante rimontata e con l'aiuto di mio suocero abbiamo rimesso in squadra tutto quanto. Ho rimesso la chiocciola, e in prossimità della boccola ho svitato la vite posteriore di due giri e quella anteriore di uno. Il motore non sforza più. Adesso però volevo stampare per fare dei testi di flusso, e-step ecc... mi ritrovo con un altro problema!! Vado per calibrare e fare una mesh con il CR-TOUCH e mi ritrovo con l'ugello molto alto (penso quasi 1,5 cm). Dovrei livellare alzando il piatto, ma sono arrivato a fine corsa. Nella mesh che mi crea ho valori anche di oltre 2 mm di scompenso tra il centro e i lati...ho praticamente il piatto inclinato... Come è possibile che sia così alto quando prima avevo uno Z-offset in negativo di pochi decimi di mm? È rimasto qualce valore in memoria che non mi fa scendere di più la z??
-
Non ho capito... hai risolto con due frappè? 🤣 Scherzi a parte... come è andata a finire? Hai risolto, ho effettuato il trasloco hai impacchettato la stampante hai ripreso le altre?
-
Non intendevo te... ma forse @eaman o qualche altro guru di allora (mi sono iscritto a marzo 2021 al forum e acquistai la ender grazie a voi!) Interessante... X chiocciola intendi la vite lunga? Quindi consigli fortemente il mount top. Ho visto che ci sono alcuni anche regolabili... forse conviene prendere questi visto la mia situazione? Vabbè... io ringrazio tutti voi per i favolosi consigli! Vado al cenone, ne apprfitto per augurare a tutti voi e a tutti i lettori del forum un 2024 pieno di stampe senza difetti! 🤣
-
Libera... forse proprio tu mi dicesti che non valeva la pena di acquistarla... Non sono le ruote... le ho cambiate con delle nuove per sicurezza, ma non c'erano detriti di gomma... almeno quelle le avevo montate bene (grazie sempre a @Killrob!) cit. com'è umano lei!! 🤣 Grazie! Seguirò i consigli! tra l'altro qualcuno gia applicato... ma senza risoluzione (c'era un vido in particolare che mi suggeriva di serrare quelle vitine alla boccola di ottone al max, se avevo problemi provare svitando di due giri completi, alternativamente prima una e poi l'altra, se la situazione non migliorava provavo a svitare con due giri completi entrambe, andando avanti così... Comunque, a breve sarò possessore di bambu lab... spero, che non ci si debba smanettare tutto sto tempo e siano stampanti già pronte! Poi chissà può essere anche che srimpiangerò questi momenti... il bello della stampa 3d è proprio la messa a punto della propria stampante!! Che faccio con il secondo asse Z? Lo ordino?
-
Ho smontato la stampante 2 volte e rimontata... Credo che il problema sia nella vite godronata dell'asse Z. Credo sia un pò storta o ha qualche problema. Intanto non riesco a centrarla qui: Ho smontato e rimontato la stampante, presa una squadra per verificare gli angolo a 90° e verificare se era tutto in linea e l'unica cosa che mi sembra storta è questa vite. Senza bloccarla con il pezzo di rame/bronzo, tocca sulla parte destra. Se provo a bloccarlo nel motore faccio una fatica immensa arrivato ad un certo punto. Suggerimenti? O mi conviene ordinare una nuove vite e verifico se tutto funge. Mi consigliate di montare il secondo asse?
-
Non mi offendo 🤣sono consapevole e soprattutto pigro per calibrare il tutto di nuovo il tutto! Tra l'altro sto usando due vecchi filamenti uno della Sunlu(grigio) e uno della GEEETECH( Bianco) che erano rimasti nascosti in un mobile per credo alcuni mesi (forse un anno)... li sto usando per questi test, ho provato ad asciugarli ma sembrano persi... comunque dopo che avrò messo a posto l'asse Z farò anche la calibrazione dell'e-step e del flusso. DEtto questo...smontando del tutto la vite godronata credo ci siano dei residui di grasso propio all'altezza di dove avviene il problema. Magari non è quello il problema, ma come pulirla? E invece le rotelline va bene pulire la gomma con una spugnetta (nuova) leggermente inumidita?
-
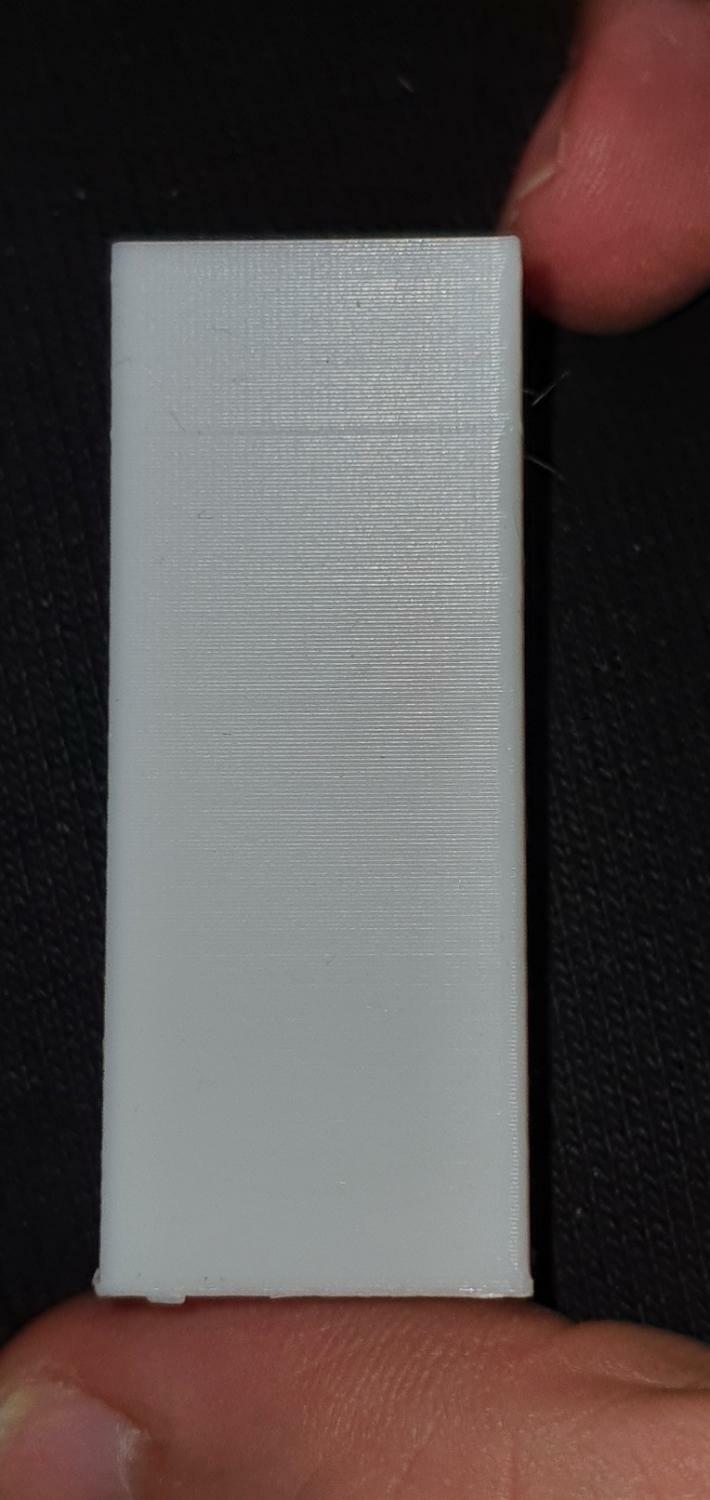
capito... vabbè tanto sono 9 euro... preveniamo nel caso eventuali problemi futuri... Intanto ho stampato un parallelepipedo alto 7,5 cm... il problema si presenta sempre e solo alla stessa altezza. Per il resto direi che non vedo altre imperfezioni (ci sono giusto due layer ad inizio stampa un pò evidenziati - ho provato a carteggiare con dremel per capire se era possibile limare, ma il PLA scalda troppo) Provo a rismontare e rimontare anche tutte le ruotine, le dò una pulita (a proposito come le posso pulire) e serco di vedere se c'è dello sportco nella filettatura, non ha un verso giusto? Se dovessi metterla al contrario e il problema fosse suo magari potrei risolvere in questo modo e me ritroverei il problema in alto ( faccio stampe piccole, non avrei problemi))
-
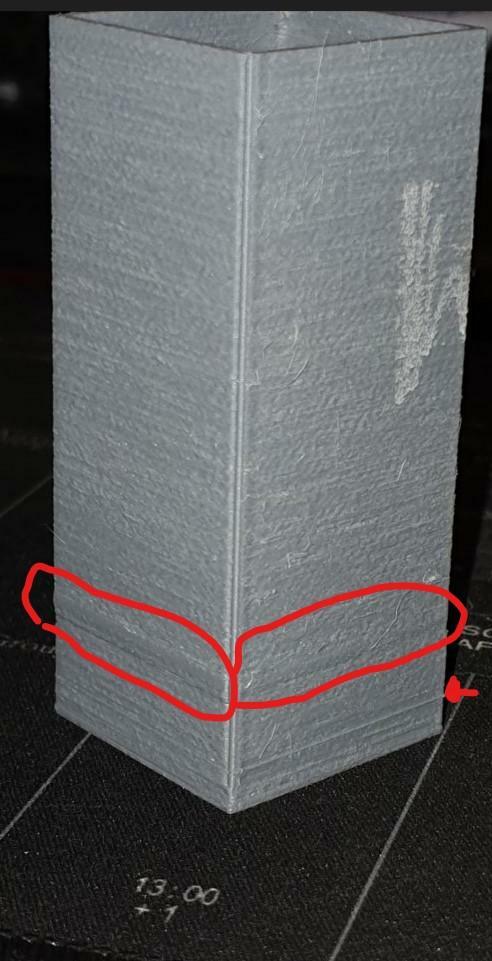
Sempre alla stessa identica altezza di prima Ok. a questo punto per vedere se è periodico stamperò un cubo e lo allungo sull'asse Z e domani vedo il risultato... Intanto ho visto che con questo qualcuno ha risolto: Anti Backlash nut Costa pochi euro, nel frattempo che attendo la Bambu lab spero di risolvere..
-
come non detto... sempre stesso problema.
-
sarei curioso anche io... tra le due alla fine ho ordinato una X1 Carbon con Ams
-
Problema con cura... non imposta temperature?
frankieorabona ha risposto a frankieorabona nella discussione Software di slicing, firmware e GCode
esatto ho impostato in mm... era il modo più facile. Se non ricordo male, se ho altezza di 0.2 per layer dovrei moltiplicare per 5 giusto? quindi per 10 mm ad esempio dovrei fare per 5 = al layer 50 imposto la temperatura e così via.. -
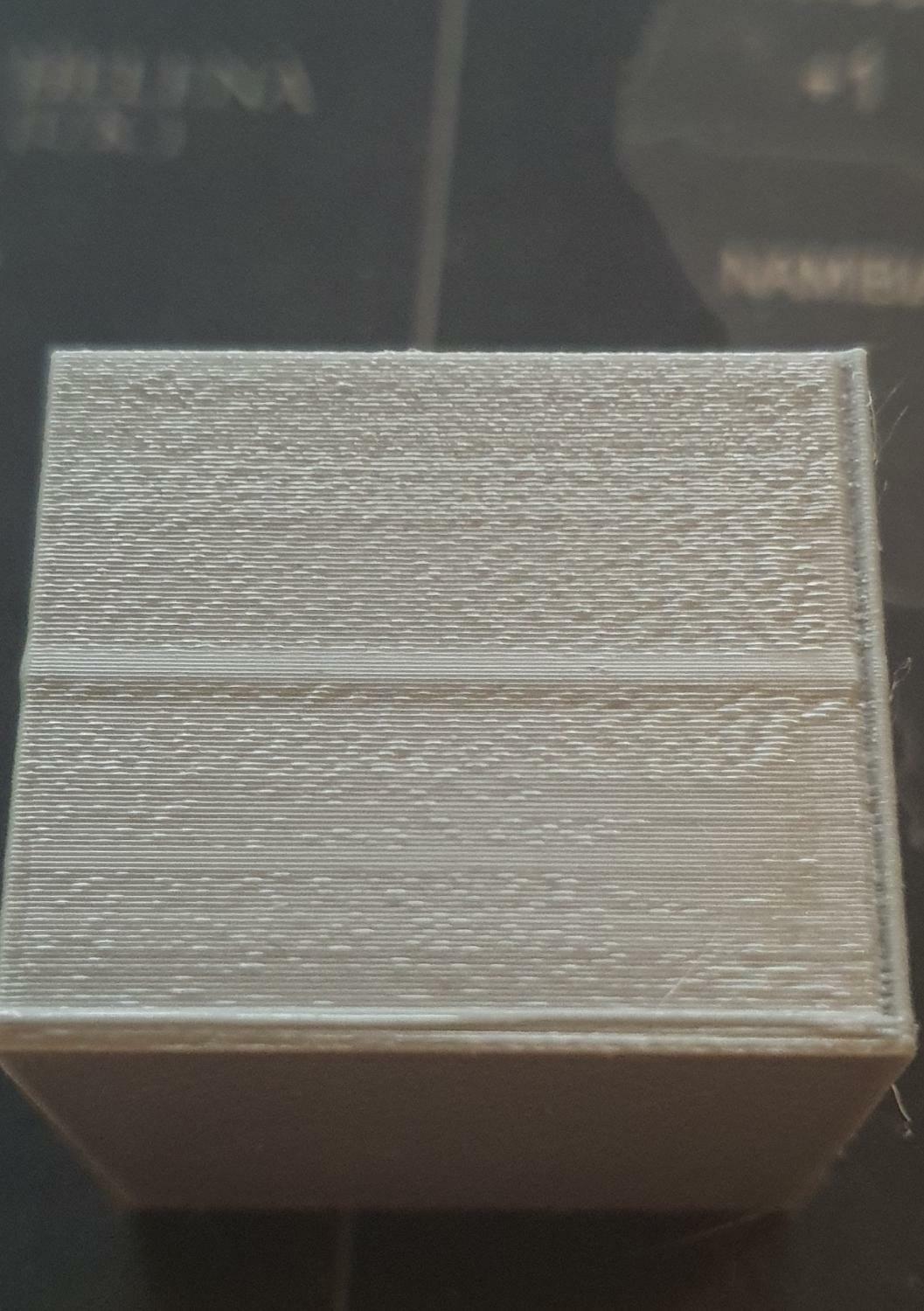
modificata, comunque credo di aver risolto... aveva una leggera oscillazione ogni volta che faceva un giro completo. Ho smontato tutto l'asse Z. Rimontata, sembra (visivamente) che non lo fa più. Sto stampando un cubo di calibrazione vuoto di 3 cm per vedere se presenta ancora il difetto... vi aggiorno!