

Tuttoslot
-
Numero contenuti
106 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Tuttoslot
-
-
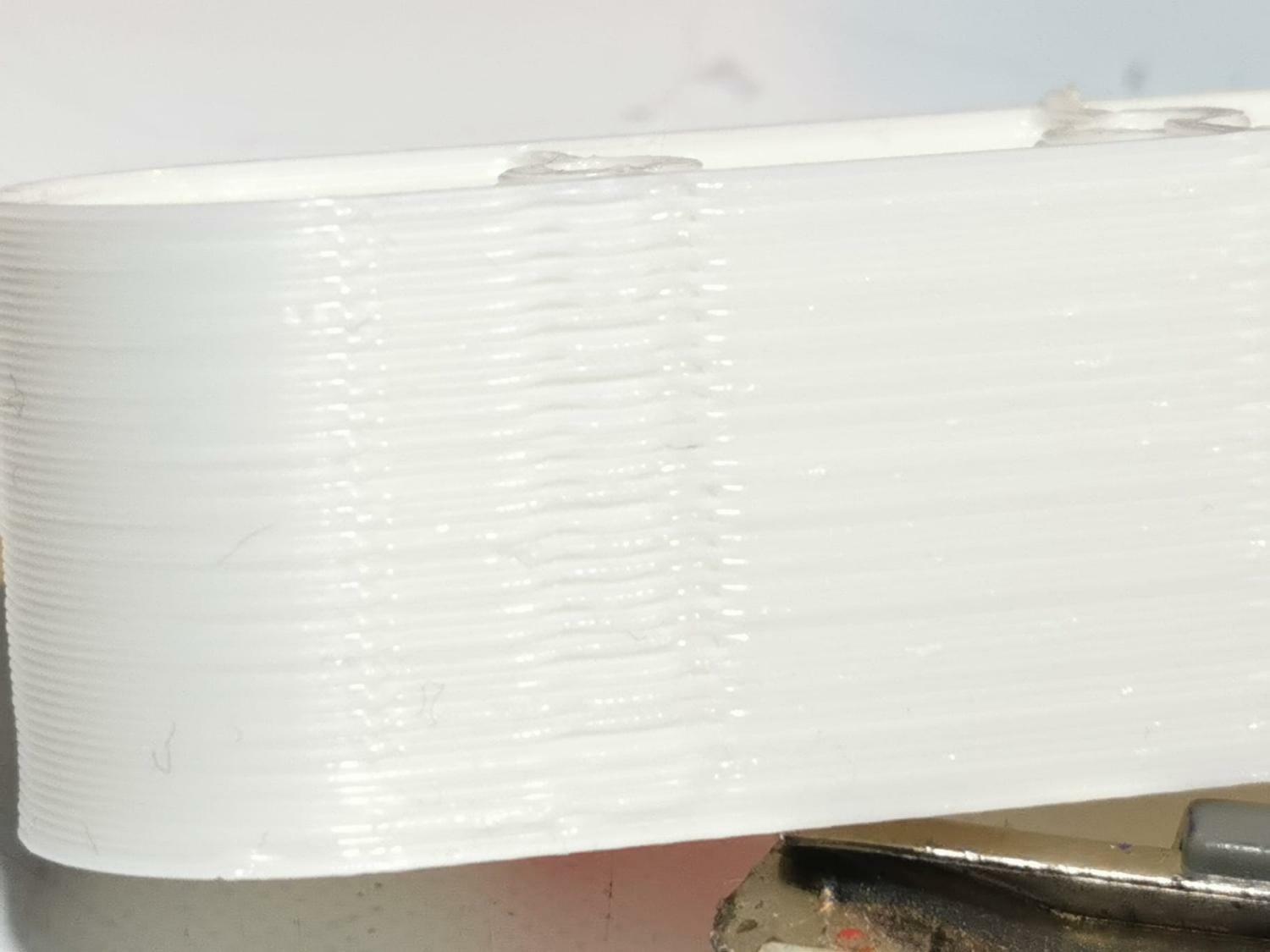
Esatto. Da disegno gli angoli sono retti, ma una volta che li stampo diventano tutti arrotondati e soprattutto, nelle parti iniziali e finali degli oggetti, mi stampa sempre una zampa di materiale in più che devo poi tagliare.
L'esempio delle foto, lì gli scalini erano tutti ad angolo retto, ma non ce n'è uno
-
Tre immagini meglio di 100 parole
NIente più spigoli o angoli retti. Tutto arrotondato e anche con materiale in più.
Quale settaggio potrà farmi uscire dal tunnel?

-
-
@dnasini farò delle prove, anche perchè Ideamaker mi ha risolto un sacco di problemi che prima avevo con cura e vorrei continuare ad usarlo su tutte le mie stampanti e non soltanto sulle Anycubic, come sono costretto adesso.
Farò le prove più avanti che la prossima settimana inizio un trasloco. I risultati li metterò qui
-
 2
2
-
-
Manco da tanto, lo so. Le priorità della vita ti fanno sempre scegliere e qualcosa bisogna lasciare indietro.
Scusatemi
Vorrei mettere un punto a questo problema: alla fine si è risolto tutto flashando dentro un nuovo firmware, ma era sempre lo stesso di quello che c'era dentro perchè la tenevo sempre aggiornata.
Ho scoperto che alcuni file di stampa creati con Ideamaker mandavano in vacca tutto il firmware ed i suoi parametri di stampa, creando sovraestruzione e tutti gli altri problemi riscontrati.
Soluzione? usare Cura per i files di stampa e mai più nessun problema si è manifestato.
Grazie a tutti voi che vi siete dedicati con me alla risoluzione dl problema
-
2
-
-
-
@Killrobho rifatto il test di estrusione a vuoto, come consigliato da te ed effettivamente spara 4mm in più di materiale. Però, per controprova, ho rifatto anche il test a pieno, ossia con il filo attraverso l'hotend ed il risultato è stato perfetto al millimetro. 10 cm giusti giusti
che significa?
-
intanto ho fatto una nuova prova di stampa con velocità a 30 ed un monte di retrazione: 90mm/s e 9.5mm di materiale
Nel link il video durante la stampa: https://photos.app.goo.gl/mEQFDav7j3CgRx6E6
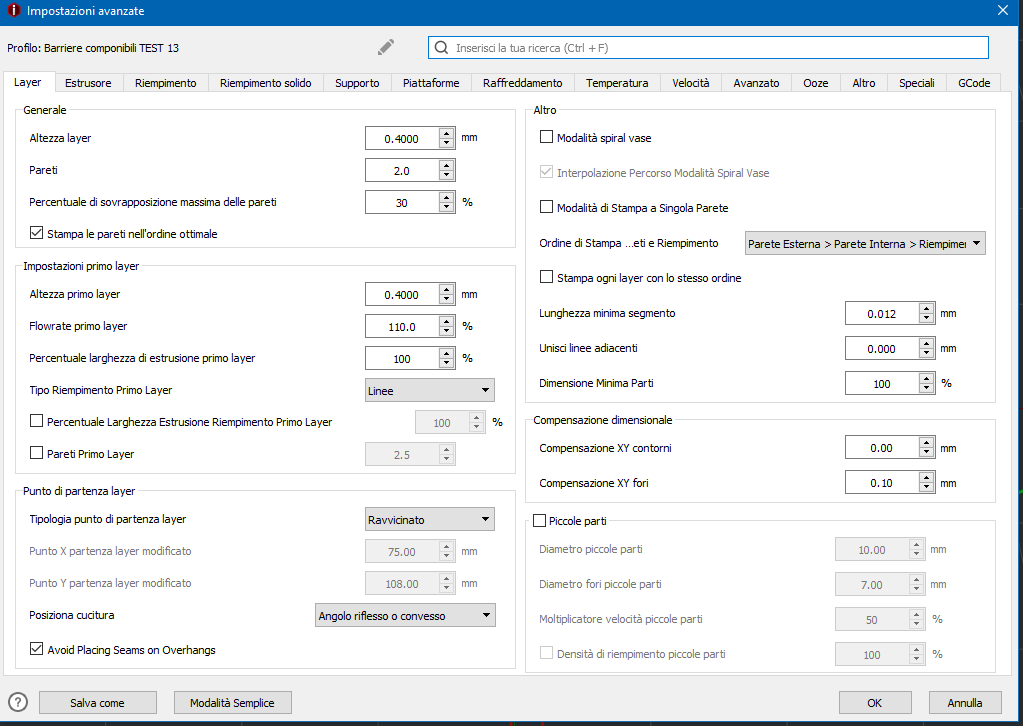
Nella foto il profilo della retrazione usata per il test
-
@KillrobAdesso farò una prova, ma li vedo anche nel primo layer che in quel test andava a velocità 30
-
@Killrob@dnasini Una volta che ho ricalibrato e visto che i parametri sono a posto. Dato che il problema maggiore sono quei maledetti riccioli, come potrei cercare di far si che non ci siano più? anche se meno visibili e marcati, anche con lo 0.4 li trovo sempre presenti nei lavori e sentire il nozzle che li urta quando passa non è sempre piacevole
-
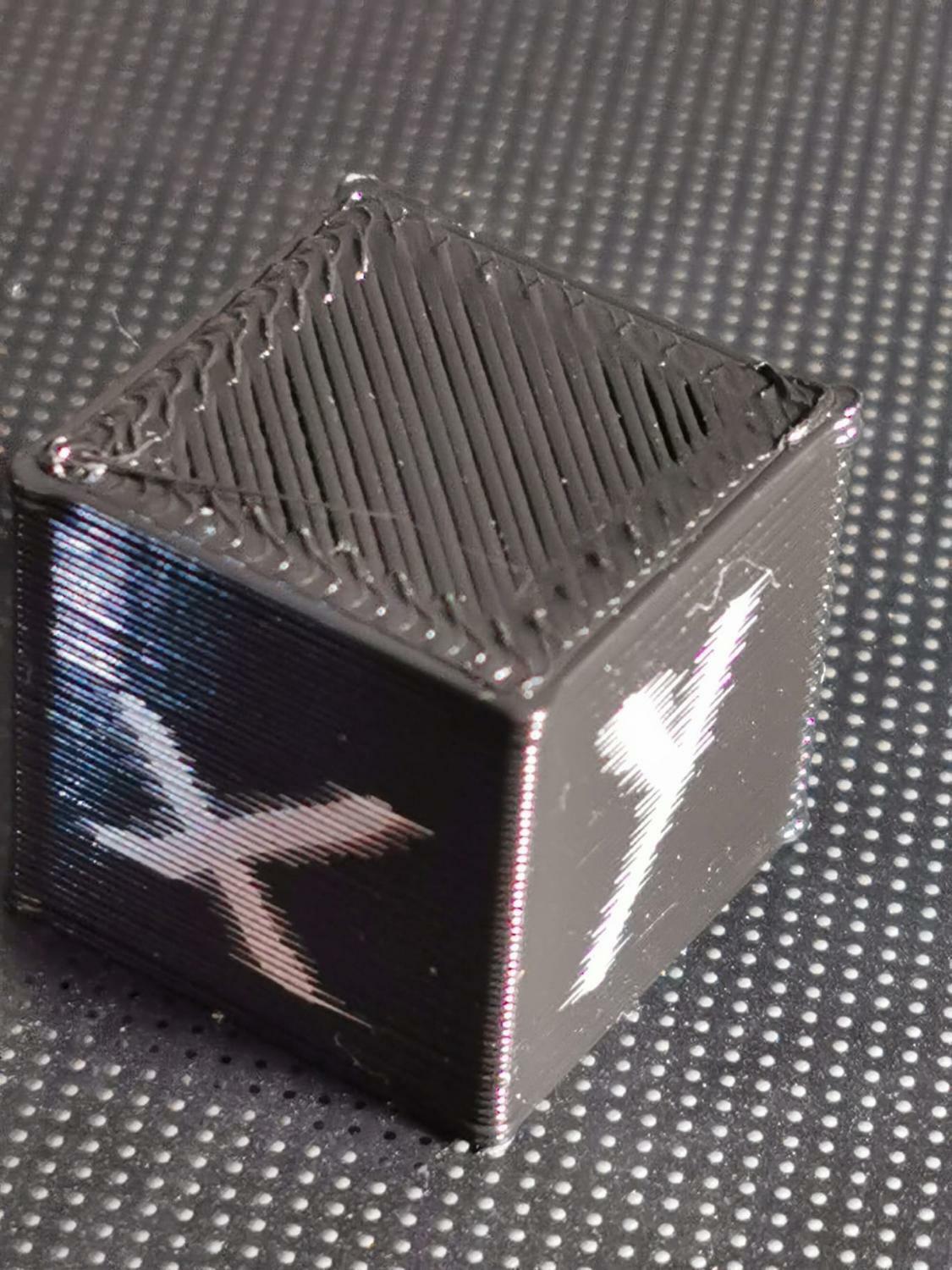
@KillrobFatto il test: X 20.03 - Y 20.05 - Z 20.02 (sull'unico punto dove non ci sono i famosi riccioletti. Negli angoli è come se ci fosse più materiale della superficie del cubo
-
Cita
che altezza layer hai impostato per lo 0.6?
@Killrob0.4
Citaperché ti devi impegnare per ricalibrare la stampante per lo 0.6, devi fare tutti i test
Ok. Estrusione fatto. Ora ritento con la calibrazione degli step mm assi xyz
A dopo. Grazie
-
Cita
I riccioli di cui parli sono le curve dove rallenta per tornare indietro ma rilascia materiale che si accumula e ti fa i "riccioli".
Stampato l'ennesimo cubino, il risultato è sempre una media di 65, esattamente come la larghezza impostata. Ma anche quì, sul punto dove si ferma prima di salire di strato, si accumula materiale
Chissà perchè con lo 0.4 il risultato è accettabile, mentre con lo 0.6 non riesco a fargli fare una stampa decente
-
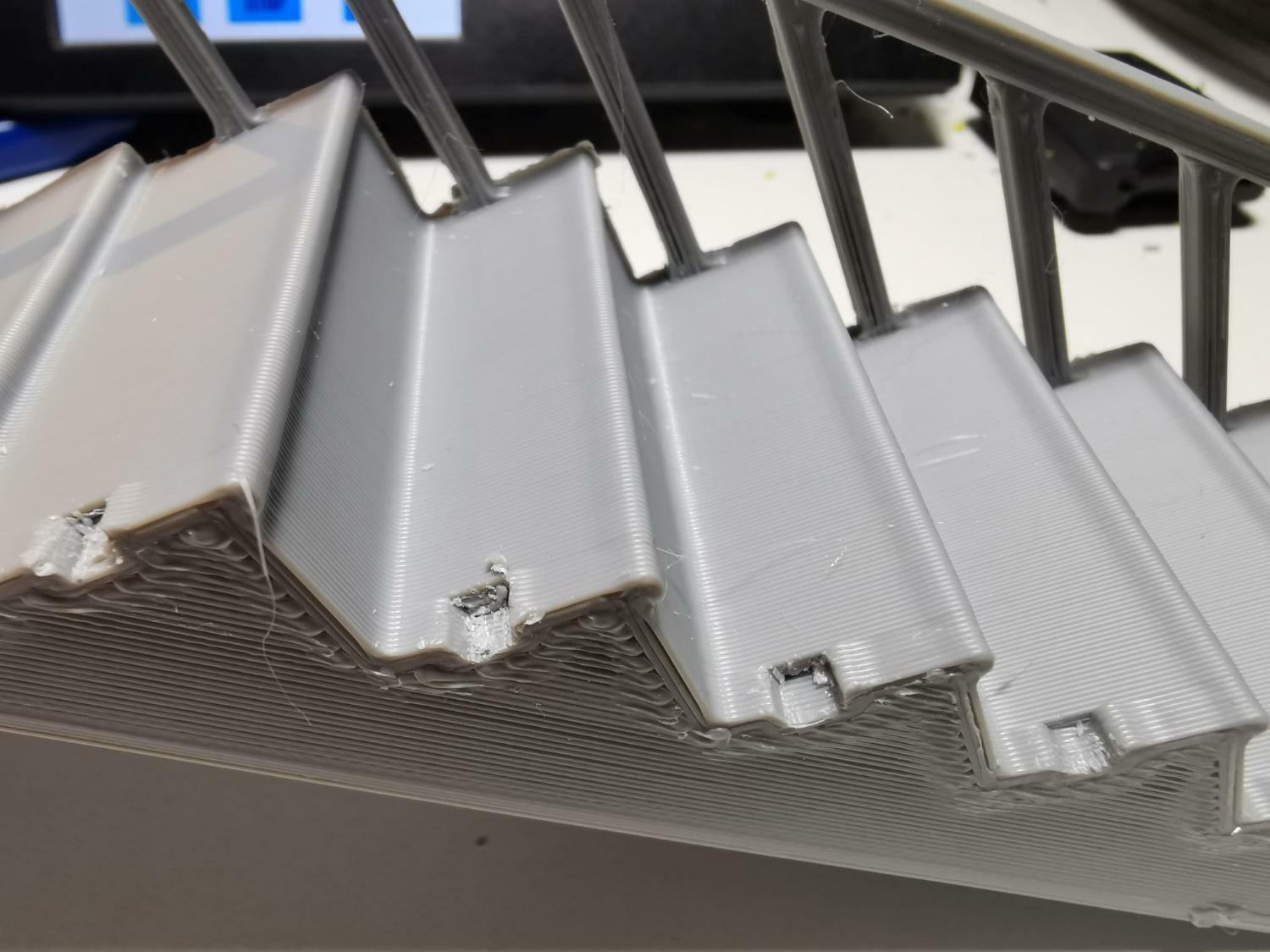
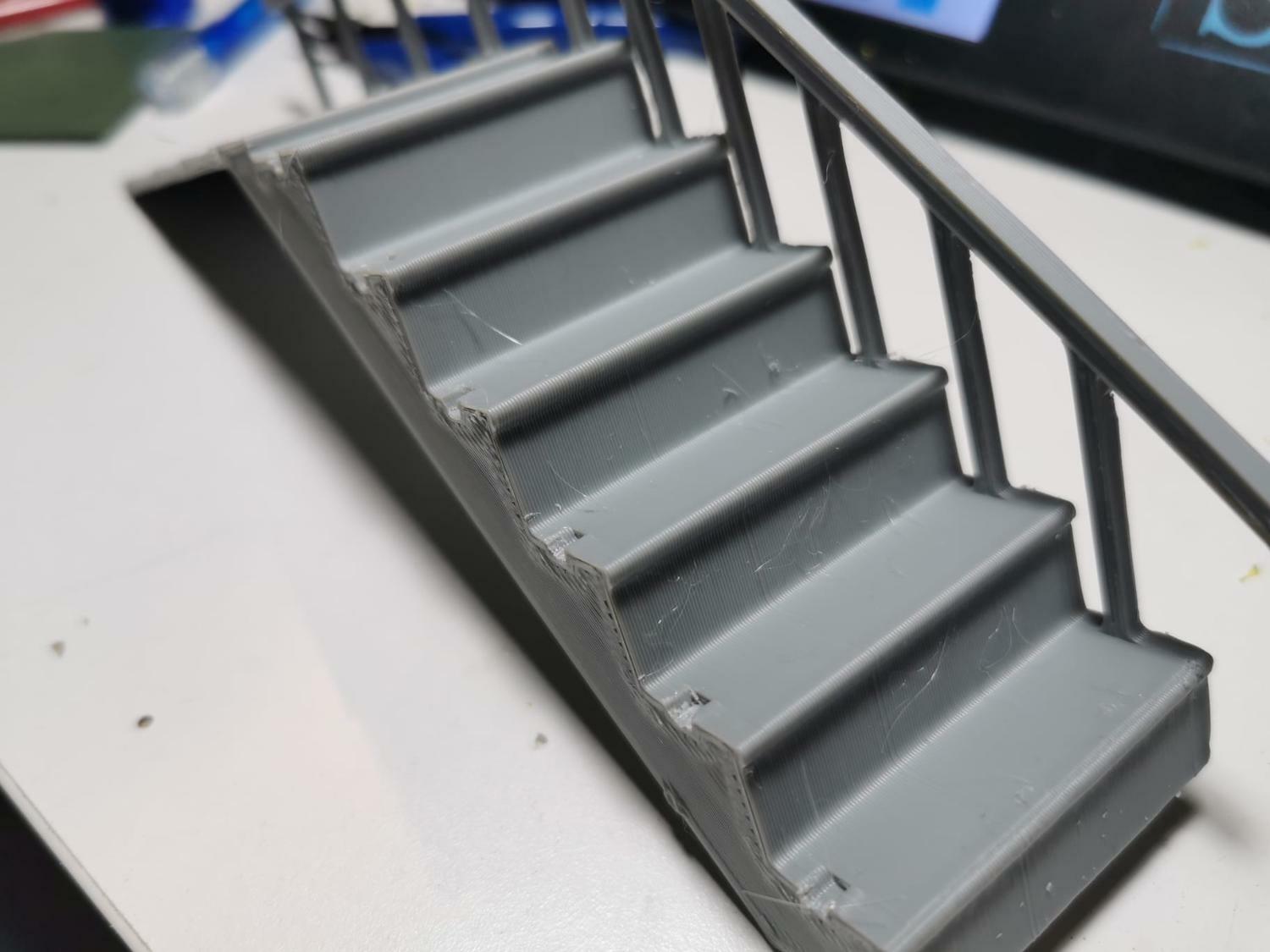
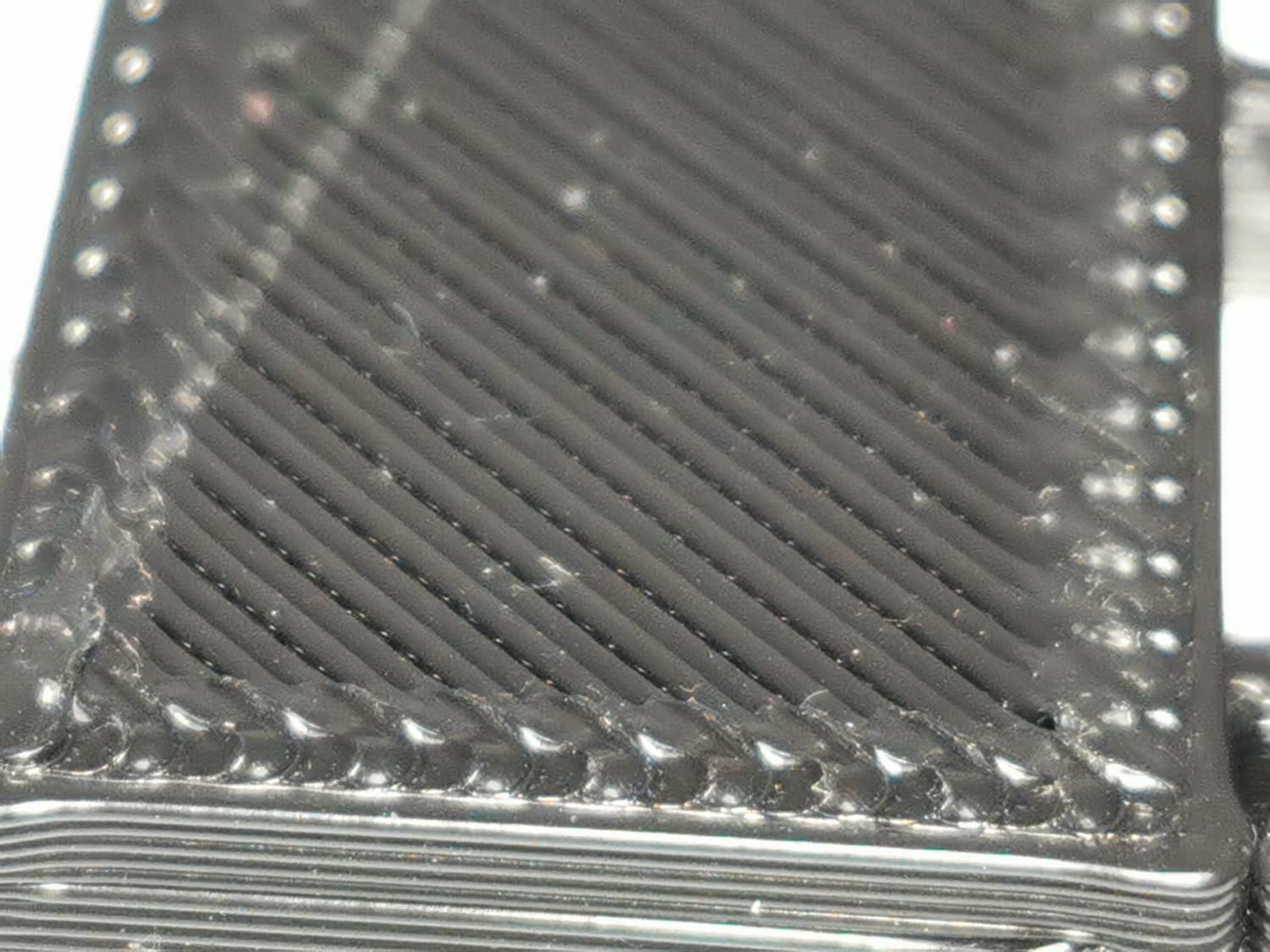
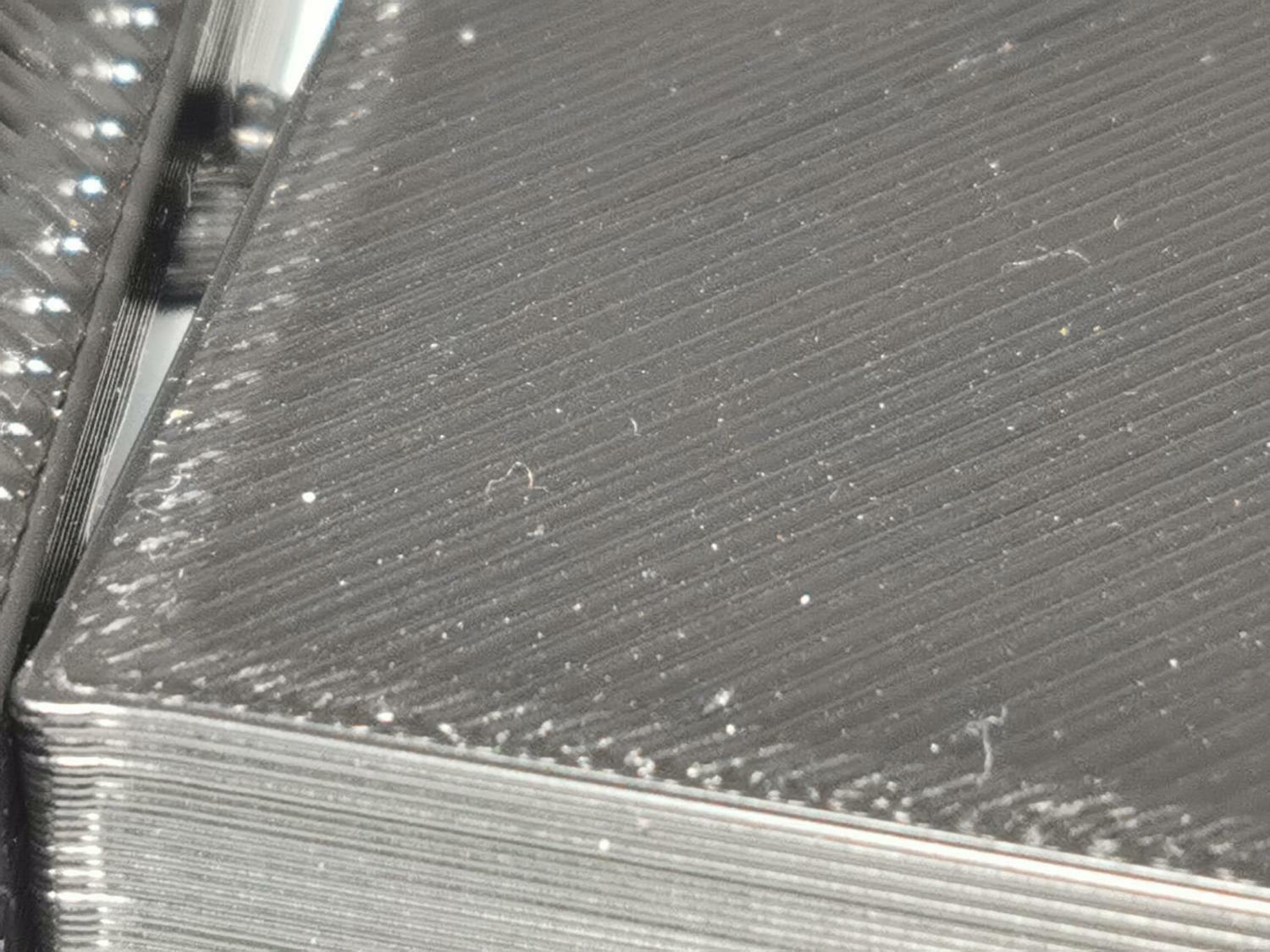
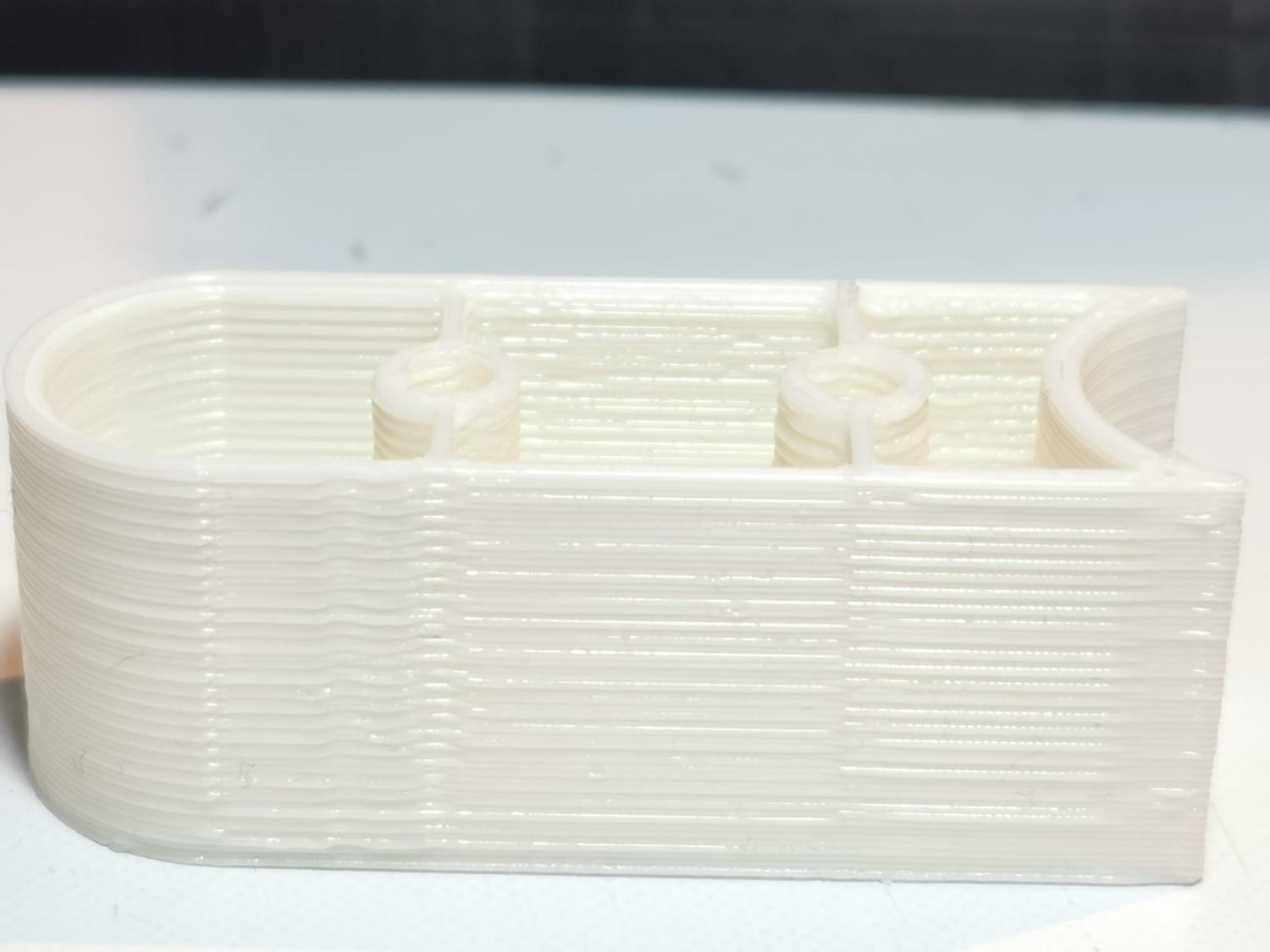
@Killrob Ecco delle immagini molto eloquenti
1) due stampe dello stesso oggetto, uno con nozzle da 0.4 e l'altro con lo 0.6
2) il dettaglio molto ingrandito dell'oggetto con nozzle 0.6
3) stesso dettaglio ma dell'oggetto con nozzle 0.4
4) test fatto oggi con retrazione a 0.95 e velocità retrazione 70Considera che la striscia di test (foto 4) invece di 1.2mm è arrivata a 1.6 di altezza con quei riccioli
Ieri il cubo di test sull'asse Z (sempre con nozzle da 0.6 e lo stesso filo) mi ha dato 20.2, che ho ritenuto accettabile

-
Il 15/2/2022 at 21:08, Killrob ha scritto:
sei troppo schiacciato sul piatto, e lo vedi quando si ferma un attimo per cambiare direzione, li non fa retrazione è una striscia continua. Per quello ti fa quegli accumuli
Torno sull'argomento, perchè pensavo di aver risolto tutto col cambio di scheda madre, ma questo problema si ripropone. Un po' meno con il nozzle da 0.4, ma è molto più evidente con quello da 0.6.
Settaggi macchina fatti, sia step mm, che cubini vuoti e pieni. Quì @Killrob mi indica di essere schiacciato e che non fa retrazione. Oggi ho fatto altri test e adesso non sono schiacciato ed ho tentato con retrazione maggiore, ma il risultato non cambia per nulla.
Idee?
-
Ok, se arrivassi ad una superficie omogenea, anche nei suoi difetti, mi butterei a pesce con le calibrazioni stepmm e XYZ, ma finchè ho quel tipo di problema che hai visto, non mi sento di calibrare tutto di nuovo. Considera che con il nozzle da 0.4 dalla stessa macchina e stesso filo (adesso non ne ho uno stampato in bianco, ma è lo stesso)esce questo in foto:
-
@dnasini Grazie. Ho già iniziato qualche test e, seppur di poco, qualcosa ha già migliorato, ma ancora sono in alto mare.
Mi era anche sorto il dubbio se fosse qualche problema sulla macchina ed ho girato di 90° il pezzo da stampare, ma purtroppo (o per fortuna) non è questo, Le righe sono sempre sullo stesso punto
Sto proseguendo i test. In foto "qualche" test già fatto... sigh
-
Rieccomi, ma squadra che vince non si cambia e voi sul forum vincete sempre!
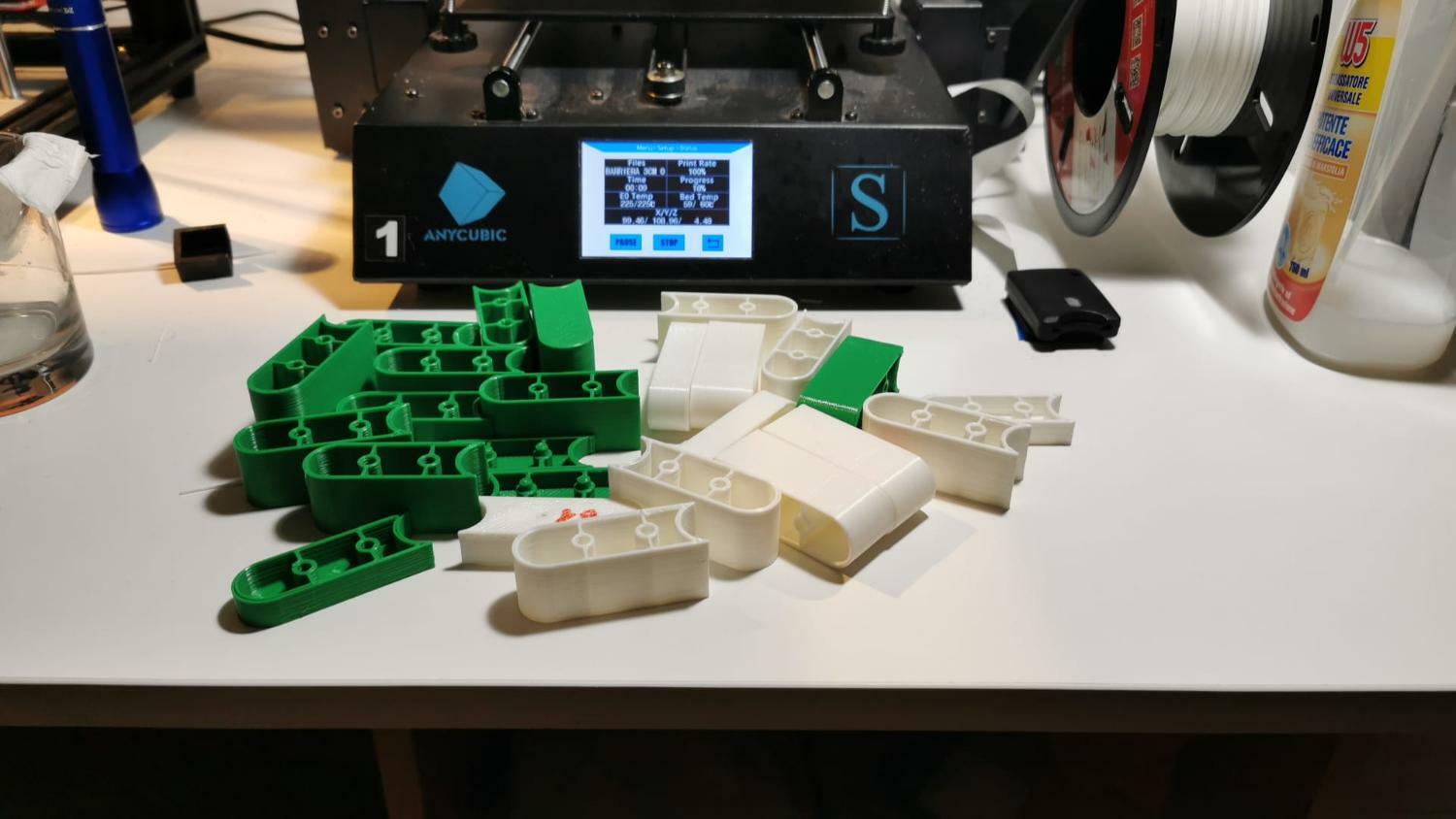
Viste le tempistiche bibliche di stampa degli oggetti che vedete nelle foto, ho deciso di passare ad un nozzle da 0.6 per guadagnare un po' di tempo. Da premettere che le stampe con nozzle da 0.4 risultano ottime.
Non avendo mai avuto esperienza con il nozzle più grande, guardo un po' in giro e modifico lo slicing con minore velocità e più calore del filo. Parto da lì e poi inizio a fare un po' di test. Sono a circa 28 stampe. Ma nulla, non riesco a togliere delle strane righe, alcune in concomitanza con un oggetto all'interno e un'altra più larga e scavata al tatto.
Per farvi meglio capire tutto e mettervi in condizioni di aiutarmi, perchè mi sono perso nello slicer, aggiungo un video e alcune foto relative al migliore risultato ottenuto (quello che si vede nel video) e nelle foto.Mi sapreste indicare una direzione. Dirmi dove sbaglio con il mio profilo?
Per queste stampe sto utilizzando una anycubic mega s -
@Truck64@Killrob@muffo Funziona!!!
Credo ache alla fine la madre di tutti i problemi avuti fin dall'inizio con questa stampante sia stata proprio la... scheda madre. Maledetta!
Grazie a tutti per il grande aiuto alla risoluzione del problema e stavolta soprattutto grazie a Truck, per avermi "preso per mano" ed accompagnato alla soluzione del problema
Grandi tutti
-
2
-
-
Ho verificato tutti i profili di slicing che avevo fatto (per fortuna erano ancora pochi) per la 5 plus ed ho trovato quel codice solo sul profilo del cubo nella parte relativa allo start gcode. Non ho la più pallida idea di come abbia fatto a finire lì, ma visto come sono stato incasinato per i problemi con questa stampante, ci sta che alla fine qualcosa sfugga.
Ora spero solo di aver finito con i problemi e di cominciare a godermi la stampante che ho desiderato per la mia scuderia
Rifaccio un po' il piano, lancio un stampa e domani scrivo l'esito
Grazie ancora @Truck64 @Killrob@muffo e tutto il forum. Persone fantastiche
-
1
-
-
3 ore fa, Truck64 ha scritto:
ora bisogna capire come c'è finito
@Truck64Grazie Truck. Ho provato a mandare in stampa un vecchio file ed ha marciato perfettamente... però che spettacolo con la scheda silenziosa
Dopo cena proverò a capire il perchè è finito quel codice nel gcode di stampa, che poi è il valore calcolato dell'asse Z, ma prorpio non mi capacito come posso averlo messo nel gcode.
A più tardi per gli aggiornamenti. Adesso posso andare a cena contento, ma aspetto dopo per festeggiare
-
1
-
-
questo il file stl
-
-
@Truck64 Grazie per l'aiuto
Questo è il file di testo del contenuto della eprom
09:09:55.621 : echo: G21 ; Units in mm
09:09:55.621 : echo: M149 C ; Units in Celsius
09:09:55.621 : echo:Filament settings: Disabled
09:09:55.621 : echo: M200 D1.75
09:09:55.621 : echo: M200 D0
09:09:55.621 : echo:Steps per unit:
09:09:55.621 : echo: M92 X80.00 Y80.00 Z788.17 E99.93
09:09:55.621 : echo:Maximum feedrates (units/s):
09:09:55.621 : echo: M203 X500.00 Y500.00 Z10.00 E50.00
09:09:55.621 : echo:Maximum Acceleration (units/s2):
09:09:55.621 : echo: M201 X500 Y500 Z100 E5000
09:09:55.621 : echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel>
09:09:55.621 : echo: M204 P500.00 R1000.00 T500.00
09:09:55.621 : echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_ms> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk>
09:09:55.621 : echo: M205 S0.00 T0.00 B20000 X8.00 Y8.00 Z0.40 E5.00
09:09:55.621 : echo:Home offset:
09:09:55.621 : echo: M206 X0.00 Y0.00 Z0.00
09:09:55.621 : echo:Auto Bed Leveling:
09:09:55.621 : echo: M420 S0 Z0.00
09:09:55.621 : echo:PID settings:
09:09:55.621 : echo: M301 P24.86 I2.18 D70.78
09:09:55.621 : echo:Z-Probe Offset (mm):
09:09:55.621 : echo: M851 Z-1.20

.png.0d81804334382649b4ad080131a1b4be.png)
.jpeg.17c687ad3b1dcfbad939d0213c2f3918.jpeg)

.jpeg.baec8f1e7aa7ce0d9a49b0909a1a92f7.jpeg)
.jpeg.47989a65901f6486cf9adb36319df904.jpeg)

.png.5e56119a49975d8e468ff71c02081f46.png)
.png.d07eb94abb63fa156cc4cb3dd24d953e.png)
.png.7728b6b3d7e9ce78fea810266a6a294d.png)
.png.f0ab323200613c8ceb4f5e059ac296d1.png)
.png.86316c4b2044eef408aee707b3df211a.png)
.png.31ab08dbf9366d798f2657eb8e79b132.png)
.png.ac89b25c09176ea2f6d64eb95c4d075d.png)
.png.868f42986ec7d19fe59798ab028bf50b.png)
.png.af3c9b8e20f76a91edebcd38728fcd69.png)
.png.aab026890c2968c47946ca32d57a0536.png)
Addio agli angoli retti... tutto arrotondato
in Problemi generici o di qualità di stampa
Inviato
scusate se non rispondo con prontezza, ma sono nel pieno di un lavoro fuori sede. Siamo a Romics.
Uso spesso il coasting, ma lo sapevo evitarmi cuciture esterne e non influire sugli angoli retti. Forse sbaglio con l'impostazione che arrivo al massimo ad un 0.10-0.20
Jerk ed accelerazione, con ideamaker ho fatto delle prove, ma evidentemente non sono nella giusta quantità. Ho provato al massimo con 1000 di accelerazione e 12 di jerk. Ideamaker lo uso prevalentemente per le Anycubic Mega S, mentre per la Ender 5Plus uso Cura, dopo la disavventura che alcuni di voi conoscono (vero @dnasini?)
Su cura non ho abilitato il controllo del Jerk, farò dei test anche su quelli. Rientrerò in sede lunedì e proverò a mettere in pratica quanto appreso
Domanda, cos'è lo WIPE? su Ideamaker è la voce subito sotto il coasting, ma non ne ho mai sentito parlare
@SudoMolto @Carlosm180