

michele79
-
Numero contenuti
122 -
Iscritto
-
Ultima visita
-
Giorni Vinti
10
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da michele79
-
-
domanda ignorante, linear advance e input shaping sono la stessa roba?
-
ciao non capisco qual' è il problema, a giudicare dal rapporto fra larghezza dell'estrusione e le dimensioni dell'oggetto mi sembra che stai usando una scala molto piccola, verifica le dimensioni dell'oggetto sul piatto di stampa..
se usi blender ti consiglio di attivare il 3d toolbox: edit->preferences-> add-ons->ricerca "3d-print" spunta il plugin ed è fatto, poi con "n" ti comparirà un utile menu a destra con tutto il desiderabile per l'esportazione e il check alla stampa 3d
-
 2
2
-
-
non conosco fusion comunque credo la strada più semplice sia sottrazione booleana
-
ciao vedi se ti va bene, in attesa che ti rispondano per fusion, ti ho messo la versione con l'unione degli anelli nel caso hai fretta di prototipare, è modificato con blender (non molto pro)
-
da come ho capito io: espansione orizzontale espande tutto, quindi rimpicciolisce i fori (se valore positivo)
esp. or. dei fori espande solo i fori
è un rompicapo, tentare prima o poi azzecchi😀
-
in modalità superficie stampa tutto come se aggiungesse una "pelle" al modello aumentandone le dimensioni, potresti provare anche con espansione orizzontale su cura per vedere se è un problema di minimo spessore stampabile.
-
1
-
-
i rinforzi hanno uno spessore? perchè se vengono eliminati probabilmente hanno una faccia sola.. se l'ala fosse chiusa alle estremità andrebbe a costituire un solido coerente? sono tante piccole cose gli slicer non digeriscono. per esempio sulle prove che ho fatto io qualche punto dell'ala si generavano dei percorsi assurdi solo per qualche punto del disegno forse non corretto geometricamente. anche il disegno di Stanton non sempre viene sezionato correttamente.. comunque idea molto interessante..
-
1
-
-
le cinghie devono essere tese ma non come corde di violino, gli assi devono muoversi abbastanza agevolmente, potresti aver avuto un layer shift non saprei per quale motivo, prova un banale cubo.
per il pla va benissimo l'ambiente freddo e il piatto se funziona mantiene la temperatura impostata a prescindere della temp ambiente.
-
non ultimo: in superiore/inferiore "percentuale di sovrapposizione del rivestimento esterno" puoi provare ad aumentare la percentuale di un po' (di base è al 10%) per garantire che il rivestimento si "agganci" ai perimetri
-
1
-
-
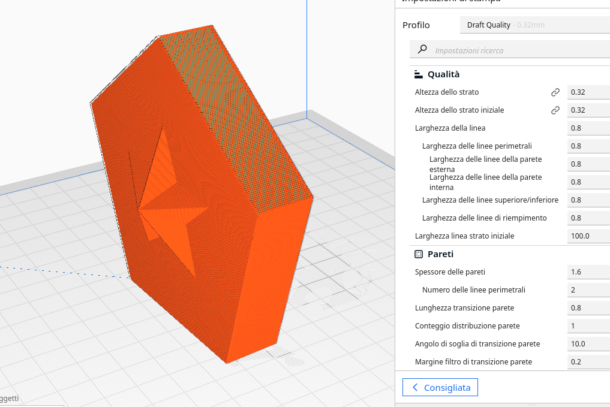
hai provato questo?: https://www.printables.com/it/model/261434-vase-mode-wing
è stampabile in spiral vase mode, non so se lo conosci già ma a me esalta questa tecnica.. io l'ho appena scoperto, avendo una struttura interna non ho visto deformazioni durante la stampa. ho fatto varie prove con cura5, il spiral vase però può impazzire per colpa credo della complessità del disegno, in tal caso ho risolto spostando il modello di 1 o 2 mm sul piatto oppure usando "modalità superficie" che però altera le dimensioni esterne del modello.
ciao

-
3
-
-
sei riuscito a risolvere? se si come? su questa cosa ammetto la mia ignoranza e curiosità..
-
si impara copiando 🙂
-
1
-
-
controlla di non avere facce in più all'interno della stella, se no l'oggetto non è mainfold e quindi la correzione del mainfold ti elimina la stella
io lo ho disegnato con blender..

non si può evitare perchè in quei punti l'inclinazione della parete è tale che serve qualcosa che chiuda i buchi
-
1
-
-
pulisci bene con uno straccio umido e un po' di sapone piatti, una volta sgrassato bene il piatto la lacca non dovrebbe neanche servire, puoi sgrassare anche con alcool a piatto freddo (da non usare abitualmente)
-
su cura hai "espansione orizzontale dei fori" per gestire appunto a livello di slicer queste cose
-
è abbastanza normale direi, non si può pretendere che il materiale rimanga immobile per il tempo che l'estrusore va in temperatura.
occhio ad essiccare bene il filamento perché quel tipo di comportamento è molto marcato se il filamento è umido.. se è così dovresti sentire anche dei piccoli scoppiettii dall'estrusore..
-
io ho una ender3 v2 e mai avuto bisogno di un sensore livellamento o simili. può capitare che dopo qualche anno il sensore di stop z manchi la ripetibilità dell'azzeramento, credo basti cambiare il sensore in tal caso, al momento dopo 2 anni che la uso ho risolto facendo cliccare a mano qualche volta il sensorino intanto che si scalda il piatto dopo avviata la stampa e mi sono accorto che questo accorgimento basta per riavere un azzeramento esatto.
-
1
-
-
confermo che c'è un leggero schiacciamento su x e y perchè sulla mia ender durante la stampa del diametro massimo dell'oggetto sentivo cliccare i sensori finecorsa
-
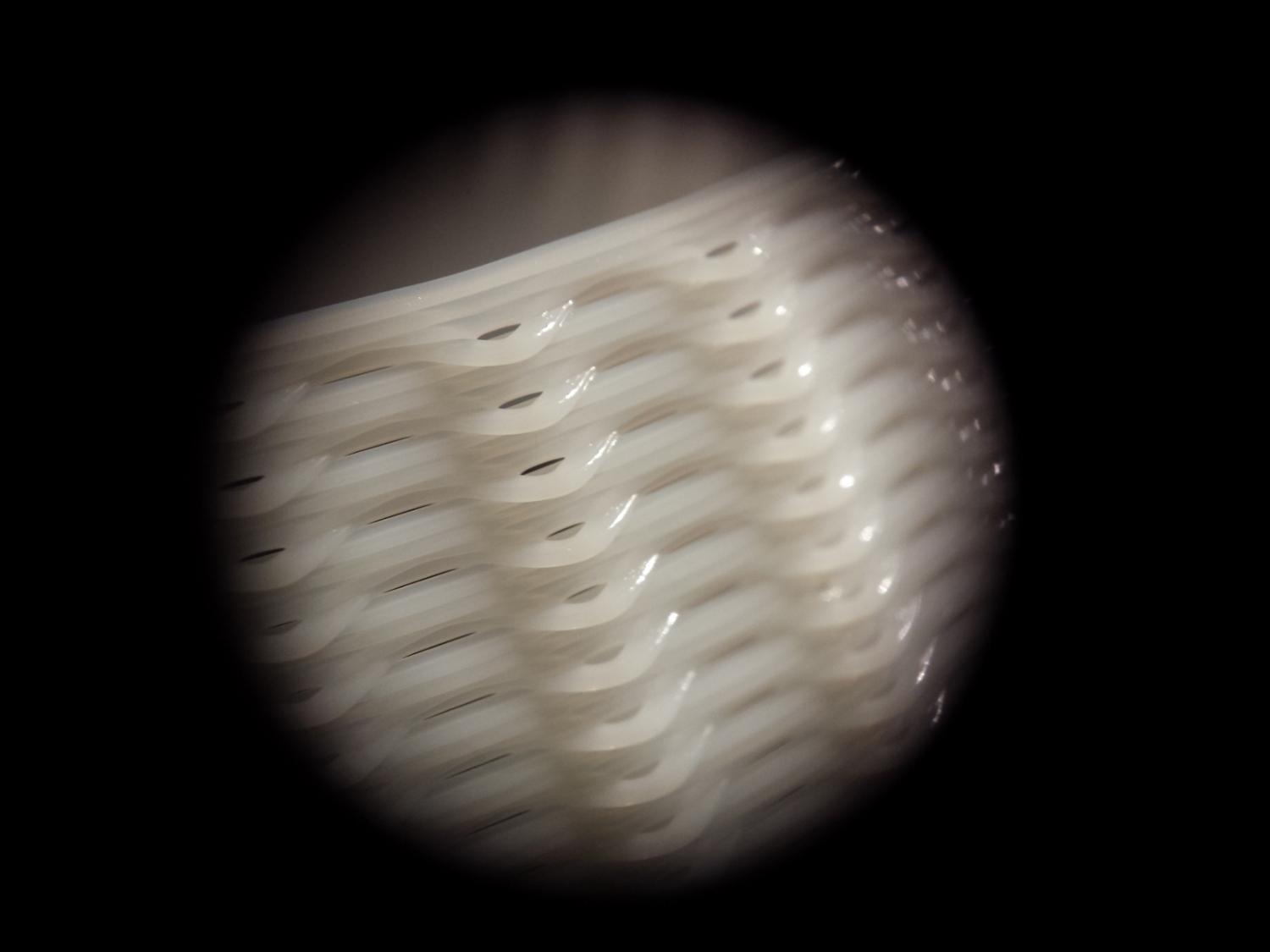
certo, quel materiale mi piace molto, è anche solido. forse per avvicinarsi ulteriormente al tuo modello blu, si potrebbe aumentare il flusso in modo da costringere il filamento a "cadere" di più e ventola a 0..
mi hai dato un'idea per fare una lampada ciao
-
 1
1
-
-
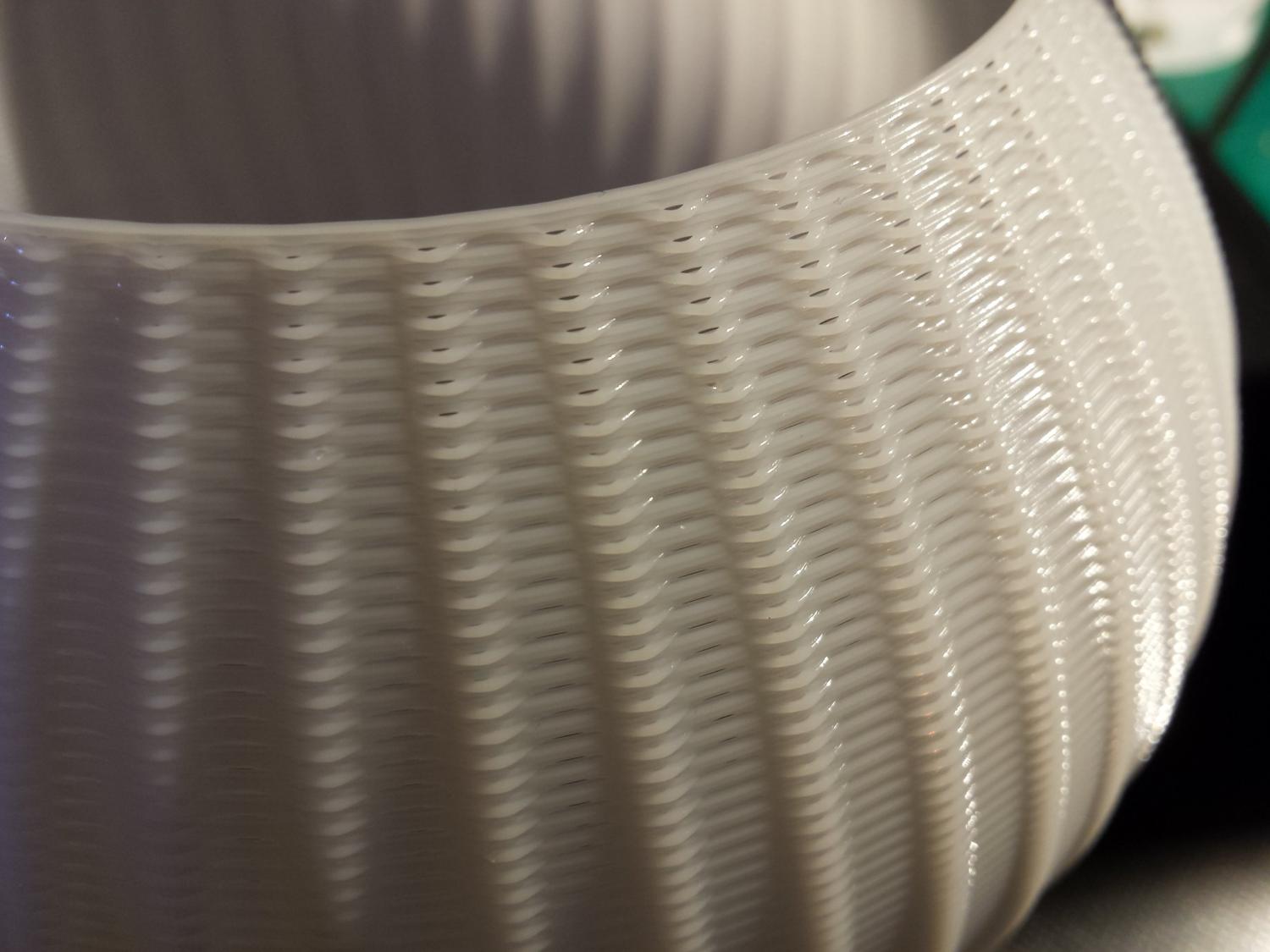
ecco, questa è la tua ultima versione(terzo file) il filamento è pla strongman nature di azurefilm, ugello:0.8 220gradi piatto 50gradi ventola 50% (ambiente freddo quasi non c'era bisogno della ventola)
grazie, buona serata!
-
3
-
-
provato cura5 su linux mint (lanciata da appimage) funziona egregiamente e automaticamente al primo avvio ha trovato e caricato i miei profili di stampa e stampante in uso.
un consiglio conservate se avete le versioni precedenti di cura, perchè il metodo di sezionamento di cura 5 è molto efficiente ma "spezzetta" il lavoro su singolo strato a discapito delle impostazioni spostamento che gli abbiamo messo, questo perchè probabilmente trova dei percorsi ideali per risparmiare tempo di stampa, generando purtroppo stringing.
quindi la mia impressione è che se si vuole velocità di stampa è ottimo, se si vuole invece qualità della stampa su modelli con molti particolari e con la funzione combing rispettata il più possibile (l'ugello non taglia parti già stampate) forse è meglio tenersi ancora le versioni precedenti.
-
1
-
-
domanda stupida, hai selezionato il profilo per la ender 3 nelle impostazioni di prusaslicer?
come suggerito qui https://km3d.ca/blogs/slicer/best-prusa-slicer-setting-for-ender-3
-
2
-
-
questo perchè in object mode visualizzi il pezzo in shade smooth (tasto destro mouse menu contestuale dell'oggetto) che è un modo di renderizzare la visuale, se lo visualizzi in shade flat invece vedi la geometria "reale". credo che la cosa la puoi risolvere solamente all'origine, cioè creando una geometria + complessa dal programma che stai usando. purtroppo non conosco idview..
-
ciao, tutto quello che so è che puoi provare in blender con il modificatore remesh, mode: smooth, e giocare con il parametro depht, il risultato non è equivalente alla geometria originale ma qualcosa fa..
ciao





Anomalia di stampa Banding lungo pareti
in Problemi generici o di qualità di stampa
Inviato
avevo notato anch'io in qualche caso, forse è il tensionamento cinghie, sono leggermente molle