delu1995
-
Numero contenuti
22 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di delu1995
-
Sbavatura e gocce
delu1995 ha risposto a delu1995 nella discussione Problemi generici o di qualità di stampa
Sì, procederò e spero di risolvere senza rompere nulla 🤣 -
Sbavatura e gocce
delu1995 ha risposto a delu1995 nella discussione Problemi generici o di qualità di stampa
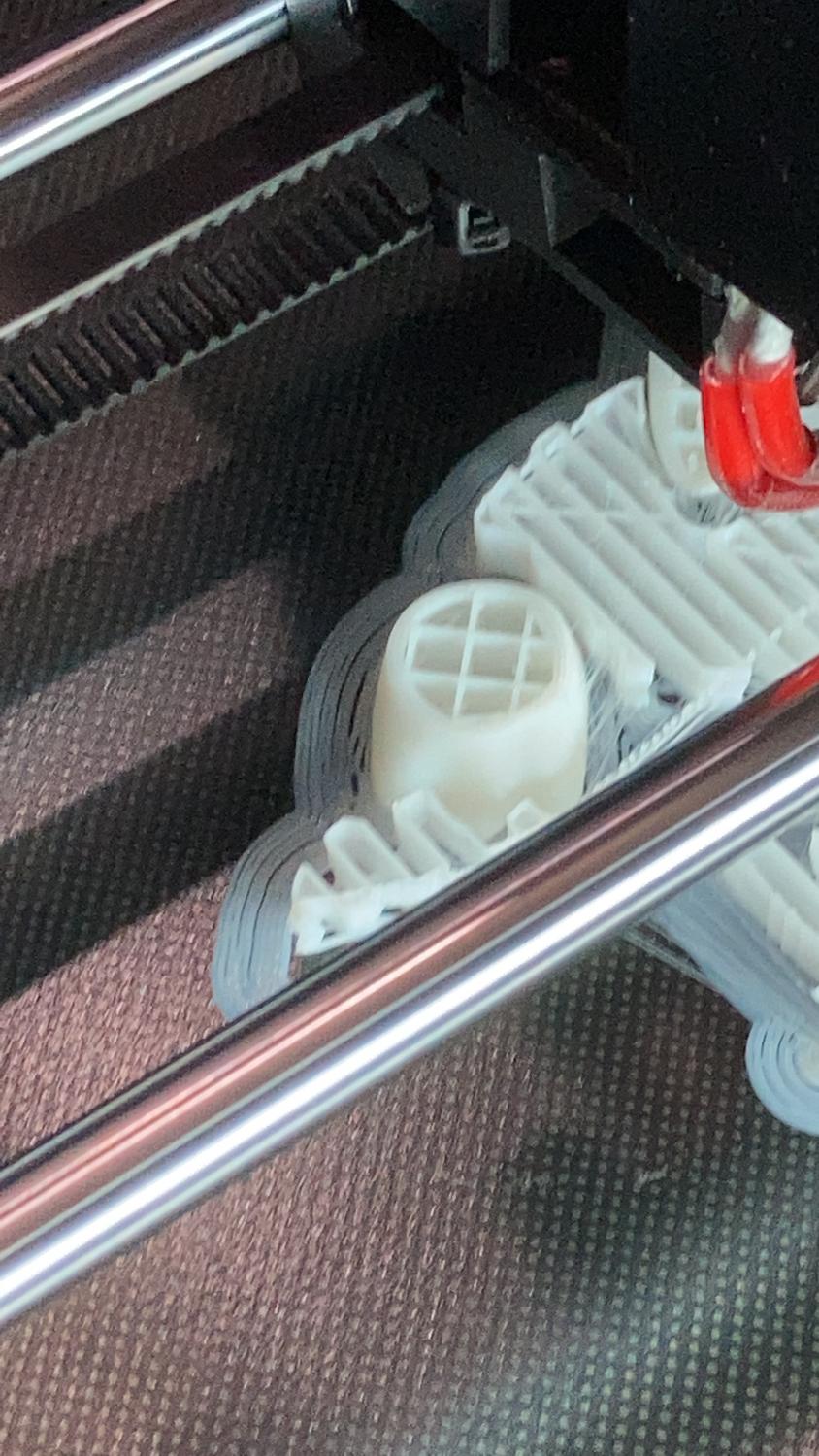
Penso di aver trovato la causa ed è peggio del previsto. In sostanza le gocce non provengono dal filamento estruso in malo modo, bensì il materiale cola dalla testa dell'hotend (penso si chiami così, sarebbe la parte sopra al nozzle) gocciolando scalda la plastica bruciandola e facendogli cambiare colore. Quando si accumula la plastica viene depositata sul pezzo. Il problema l'avrò causato quando, cercando di svitare il nozzle, ho spostato un po' l'hotend che ora effettivamente può ruotare abbastanza facilmente. Non so bene se ha qualche tipo di fissaggio o se va avvitato o se è ad incastro mando una foto per far capire come funziona. Voi sapete come viene fissato?
-
Sbavatura e gocce
delu1995 ha risposto a delu1995 nella discussione Problemi generici o di qualità di stampa
Esatto, io non ho nemmeno mai usato il filamento rosso. Saranno passati circa uno/due mesi. La conservazione è fatta abbastanza male effettivamente però questo filamento rosa sarà aperto da circa un anno e non mi ha mai dato questi problemi nei mesi passati (c'è da dire che li tengo in una scatola di plastica con il silica gel e ciclicamente le passo nell'essiccatore per 6 ore a 45 gradi). Paradossalmente ho un usato un filamento nero aperto da circa due mesi e anche con quello fa lo stesso difetto (le sbavature però sono nere) edit: Sicuramente ora che me lo dici, gli faccio per sicurezza un giro nell'essiccatore per vedere se cambia la situa, con lo stesso gcode. -
Sbavatura e gocce
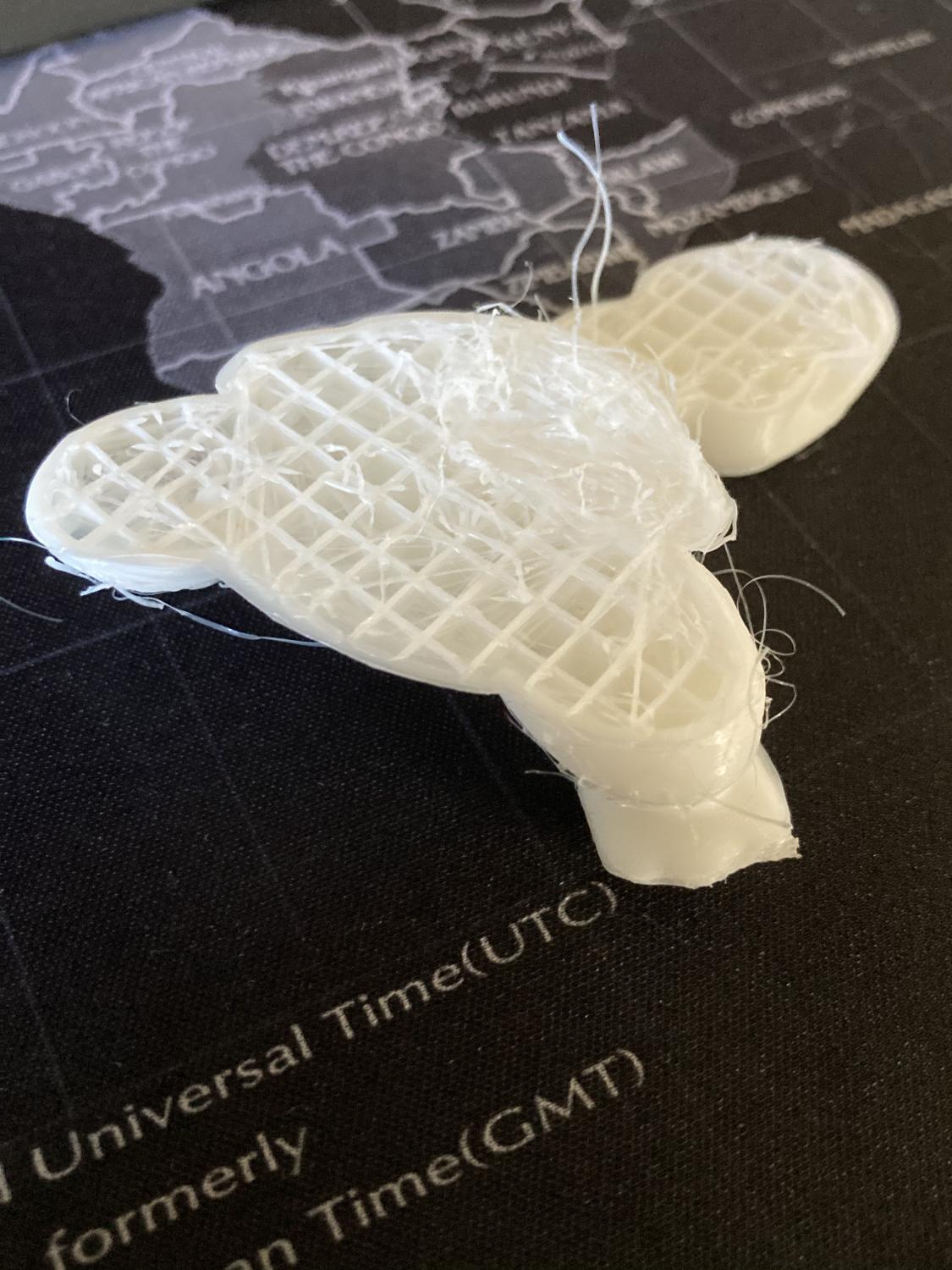
delu1995 ha pubblicato una discussione in Problemi generici o di qualità di stampa
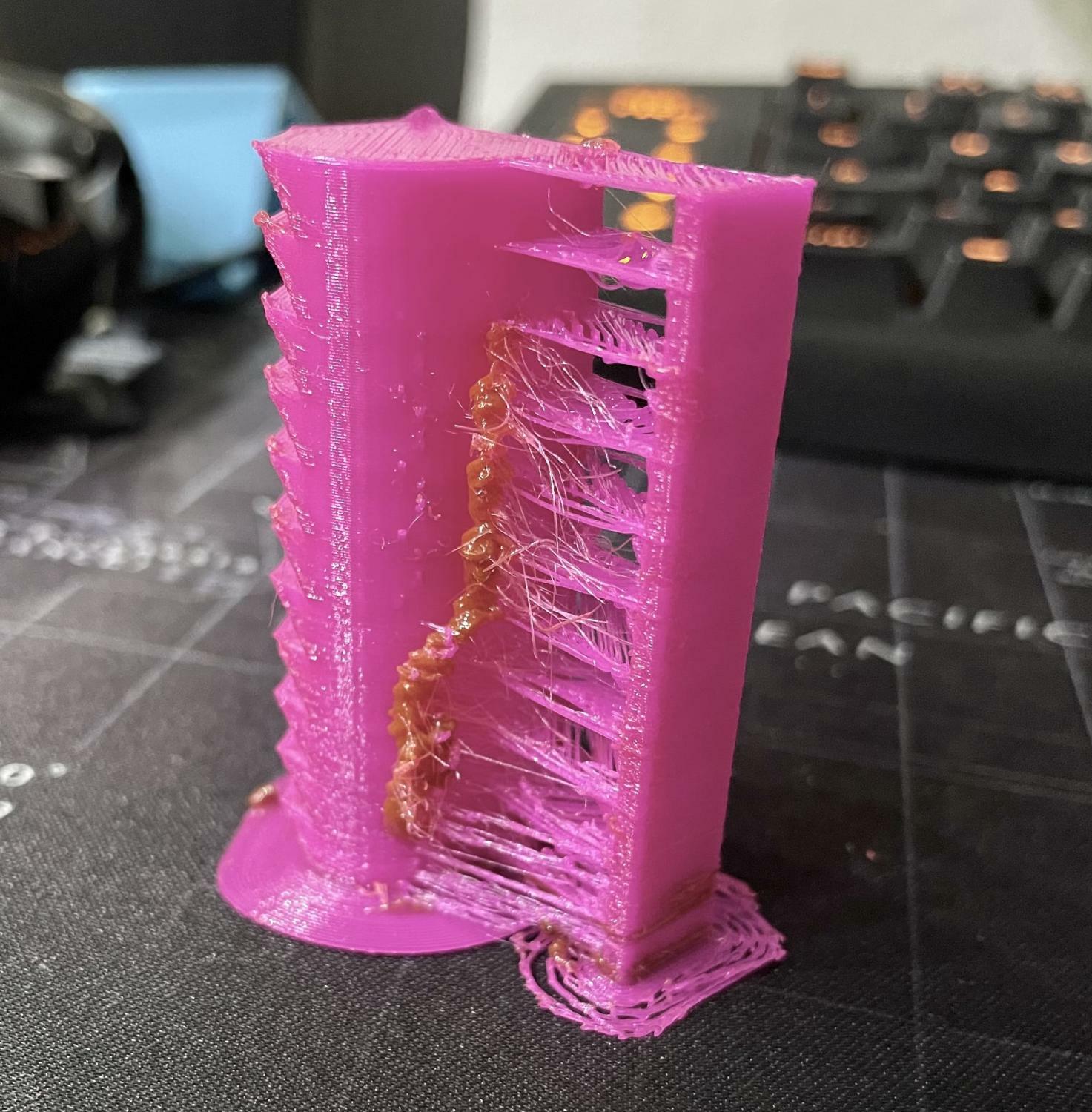
Ciao a tutti, mi ero preso una pausa dalla stampa FDM e, dopo aver fatto un po' di manutenzione (sostituzione piatto e sostituzione ugello) ho ricominciato le mie stampe usando i soliti filamenti e i soliti settaggi di sempre. Il problema sta nel fatto che le stampe hanno tutte gravi problemi di qualità. È come se l'ugello gocciolasse (ne ho acquistato uno da 3djake di buona fattura). Allego la foto di una temp tower (perché inizialmente pensavo fosse un problema causato dalla temperatura troppo elevata). Il filamento PLA+ in questione l'ho sempre usato con temperature tra i 215 e i 220 gradi, mentre ora ho anche provato a scendere sotto i 190 ma la stampa continua a fare queste sbavature (parlo di quelle cose rosse, gli altri problemi, tipo sui ponti e sul brim li ho già risolti). Ho usato sia Cura che Prusa e fa la stessa cosa. Avete già avuto esperienze simili e/o sapete quali sono le cause?
-
Piatto rovinato, sostituzione o PEI
delu1995 ha risposto a delu1995 nella discussione Hardware e componenti
Ho una 4Max pro 2.0 della anycubic. Ho seguito il tuo consiglio comunque, dato che mi veniva un casino fare la modifica del firmeare ho preso il piatto originale in sconto a 32 euro e via! -
Piatto rovinato, sostituzione o PEI
delu1995 ha risposto a delu1995 nella discussione Hardware e componenti
Perfetto, allora piuttosto mi informo, essendo marlin ci dovrebbero essere un sacco di tutorial, grazie!! -
Piatto rovinato, sostituzione o PEI
delu1995 ha risposto a delu1995 nella discussione Hardware e componenti
innanzitutto grazie a tutti per la risposta, mi concentro sulla tua perché è la più difficile per me ahaha L'ultima frase era ed è parzialmente arabo, quindi ho googlato e in sostanza dovrei andare a modificare i parametri nel firmware??? la cosa mi spaventa un po', non vorrei mai fare cavolate! Inoltre non ho nemmeno il livellamento automatico e, se fosse così fondamentale, tra il costo di quest'ultimo e il costo del pei, alla fin fine mi conviene praticamente acquistare il vetro rivestito originale (che ho scoperto esserci in vendita solo ed esclusivamente dal sito anycubic) -
Ciao a tutti, ho un problema con il piatto di stampa sulla mia anycubic 4Max Pro 2.0 In sostanza ho sbagliato qualche regolazione e il PLA ha aderito troppo al piatto di stampa. Questa stampante ha un piatto di vetro con rivestimento microforato targato anycubic. Avendo appunto sbagliato settaggi (Ho usato quelli per il PETG), quando ho staccato il pezzo (ormai freddo, erano passate circa 12 ore dalla fine della stampa) mi è rimasto appiccicato anche il rivestimento del piatto, o per lo meno, una parte di esso. Ora, ovviamente potrei continuare ad utilizzarlo prestando attenzione a non stampare sulla parte rovinata, ma vorrei sostituirlo. Dato che non sono molto pratico, volevo chiedervi se bisogna cambiare per intero il piatto riscaldato o se, a parte, viene venduto solo il vetro superiore. Inoltre mi è venuta la malsana idea di fregarmene del piatto rovinato e di metterci sopra un bel "tappeto" in PEI (o simili) in maniera da tacconare il problema così. Cosa mi consigliate di fare?
-
Curare Cura
delu1995 ha risposto a delu1995 nella discussione Problemi generici o di qualità di stampa
Trovato!!! grazie -
Curare Cura
delu1995 ha risposto a delu1995 nella discussione Problemi generici o di qualità di stampa
Grazie, effettivamente la cosa ha senso, però come accennavo nel messaggio precedente, non trovo quell'impostazione su cura. Per caso viene chiamato in qualche altro modo? -
Curare Cura
delu1995 ha risposto a delu1995 nella discussione Problemi generici o di qualità di stampa
effettivamente ora che me lo fate notare il problema si è verificato sempre e solo con le stampe piccole, però mi chiedo come mai la stessa stampa fatta con prusa, con la stessa risoluzione, non mi da lo stesso problema. per quanto riguarda foNzy, i top layer sono a 0, ma non trovo l'impostazione per il tempo minimo del layer su cura -
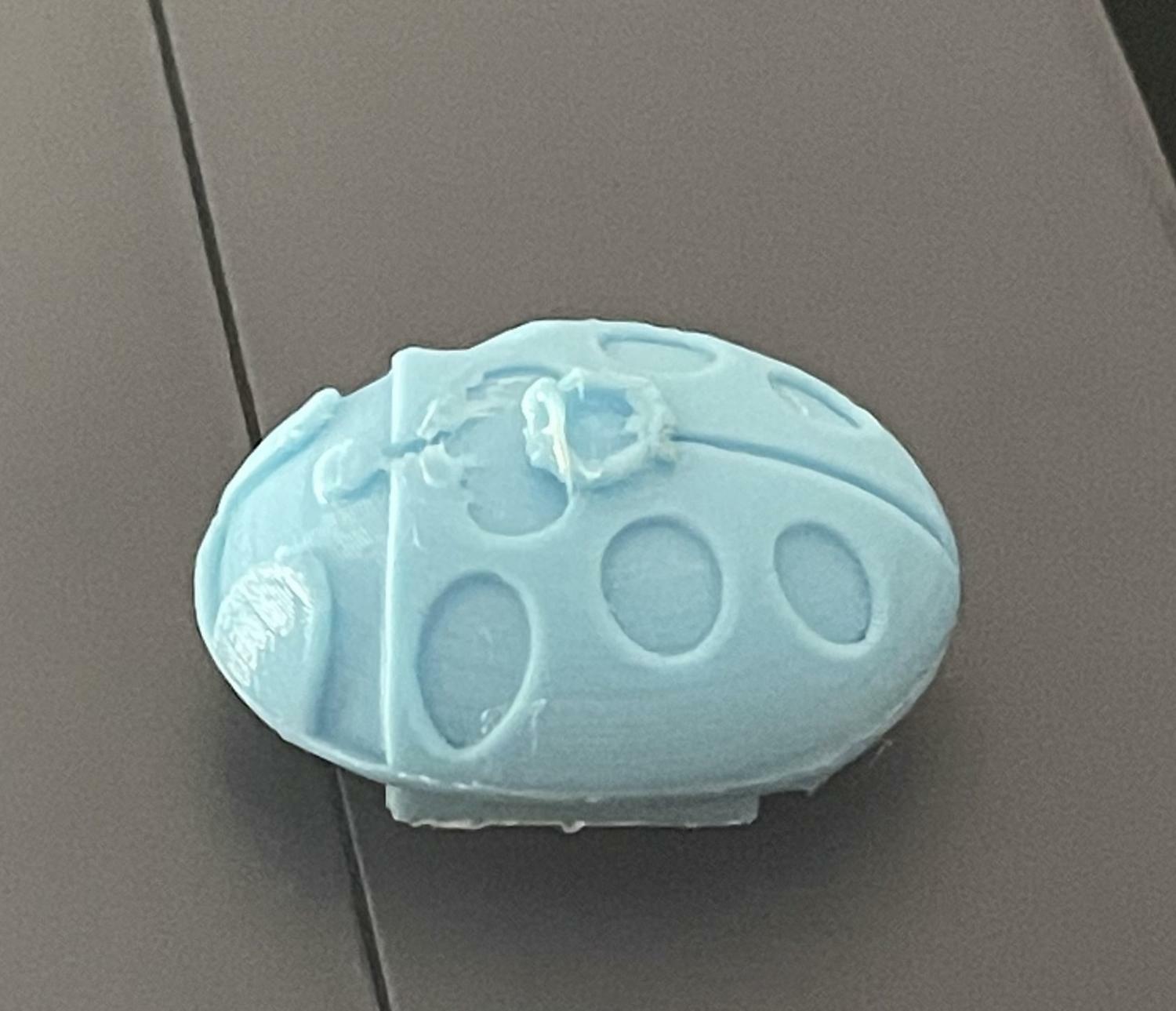
Ciao a tutti amici del forum, ho un problema da qualche tempo con Cura (uso anche altri slicer, ma per questa lavorazione preferirei usare cura) Il problema sta nel fatto che gli strati superiori, gli ultimi 3/4 strati penso, vengono stampati senza estrusione (possibile?) come se facesse una sorta di stiratura (opzione che in questo caso è disattivata) e lascia come dei buchi, praticamente come se prendessi manualmente il pezzo e lo premessi contro il nozzle incandescente. Sah faccio prima ad inviare una foto che altrimenti mi impiccio con le parole. Per completezza aggiungo che sto stampando con un PLA+ abbastanza buono, anzi, mai avuto mezzo problema. Inoltre ho stampato a risoluzione 0.05 con un ugello da 0.4 su una stampante Anycubic 4Max Pro 2.0 e con una temperatura abbastanza alta 220° (come richiesto per il PLA+) Aggiunta forse importante: ho notato che in Cura c'è settata una temperatura di stampa finale di 205° ma non so mai a cosa serva questa opzione e non so se il problema è correlato a questa opzione. Grazie a tutti per le risposte
-
Ideamaker Tirchio
delu1995 ha risposto a delu1995 nella discussione Software di slicing, firmware e GCode
mille grazie 😉 -
Ideamaker Tirchio
delu1995 ha risposto a delu1995 nella discussione Software di slicing, firmware e GCode
ho portato quella al 10, mentre l'altra non l'ho toccata e direi che ho risolto il problema. invece per quanto riguarda la poca adesione tra gli strati secondo te cosa posso fare? -
Ideamaker Tirchio
delu1995 ha risposto a delu1995 nella discussione Software di slicing, firmware e GCode
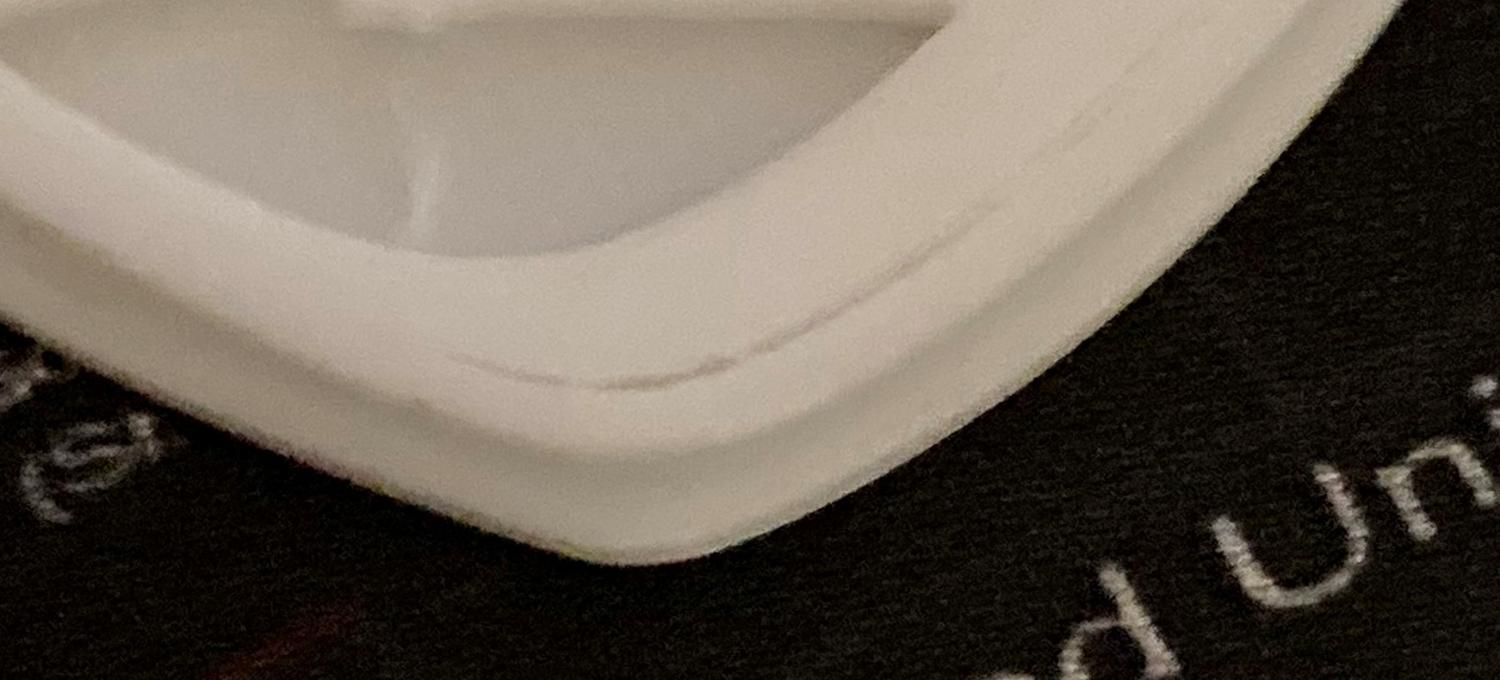
in tutto il perimetro, ho fatto la foto nel punto un po' più evidente. inoltre ho notato che i layer tendono un po' a staccarsi tra di loro. Per quanto riguarda la sovrapposizione si, ho notato quelle voci. il fatto è che ho sia la sovrapposizione massima della pareti impostata al 50% e la sovrapposizione del riempimento impostata al 5% Quale dei due è il valore da cambiare? -
Salve ragazzi, ho un piccolo problema con Ideamaker, spero mi riusciate a far capire quale impostazione andare a variare per risolverlo. Ho sempre usato Cura e mi trovo strabene, però devo fare dei pezzi per cui mi servirebbero alcune funzionalità di ideamaker. Prime stampe di test con IM orribili, pian piano inizio a personalizzare le impostazioni e a migliorarle, ma ho sempre un problema di sottoestrusione, vi allego la foto. Praticamente lascia uno spazietto tra il guscio e il riempimento. Quale tra le mille impostazioni devo andare a variare per risolvere questo problema?
-
Una marea di problemi
delu1995 ha risposto a delu1995 nella discussione Problemi generici o di qualità di stampa
Ho provato a fare un cubo di test ma ha fatto la stessa cosa, il pla non si attacca e la stampante inizia a stampare sul vuoto, per il resto la stampa sembra molto liscia e precisa. Inoltre la stampa presenta sempre il solito "arricciamento" della base domani provo di nuovo a pulire per bene e piuttosto mettere un po' di lacca EDIT: Pulendo il piatto l'adesione è migliorata, la base rimane solidamente appiccicata al piatto e non presenta curvature. Ho capito anche la causa dello sfilacciamento. Con cura avevo fatto una temp tower e in ogni altro slice successivo mi riportava il pattern delle temperature. Ad inizio stampa impostavo dalla stampante i gradi desiderati, però a 10 mm di altezza la temperatura di estrusione si abbassava automaticamente tramite g-code fino a 190 gradi, provocando questo problema. quindi direi che ho risolto praticamente tutti i problemi di stampa.
-
Una marea di problemi
delu1995 ha risposto a delu1995 nella discussione Problemi generici o di qualità di stampa
grazie per la risposta, Molto gentile, io ho stampato con successo tutti i test presenti nella sd, per quanto riguarda la temp tower mi si pianta a 190 gradi perché non stampa a temperature così basse (e questo è un problema abbastanza grave). per quanto riguarda invece l'adesione, la mia stampante ha il piano "brevettato da anycubic" che quando è caldo le stampe attaccano molto saldamente (ed effettivamente è così) e quando raffredda la stampa viene via appena la sfiori. Effettivamente per le prime stampe ha funzionato, ma adesso sembra che le stampe non si "appiccichino", infatti come dicevo sopra, una parte di stampa aveva i bordi sollevati. provo piuttosto a lavare il piano, magari a forza di stampare si è sporcato, come mi conviene pulirlo? Sulle istruzioni dice acqua e sapone per i piatti, è attendibile? i video di help3D li ho già spulciati, sono iscritto al canale e lui spiega molto bene, il problema però sono io che per mancanza di tempo e per pigrizia ho preferito farmi indicare la strada da qualcuno con più esperienza piuttosto che andare a tentativi e brancolare bel buio. quindi tornando sul pezzo, procedo così: pulisco il piatto con lo spessimetro livello bene il piatto facendo attenzione che la punta sia pulita provo il test di flusso ed eventualmente di nuovo quello delle temp e poi piuttosto ci aggiorniamo -
Una marea di problemi
delu1995 ha risposto a delu1995 nella discussione Problemi generici o di qualità di stampa
Certo, ma come già accennato ho già stampato dei piccoli supporti, piccole scatoline e dei pupazzetti che sono venuti bene ( ho solo un po' il problema della delaminazione negli strati a contatto col piatto) Detto questo, i difetti li vedo anche io, chiedevo appunto da cosa sono causati, per capire su cosa concentrarmi. Se fosse tutto perfetto non avrei sicuramente scritto su un forum in cerca di aiuto. -
Una marea di problemi
delu1995 ha pubblicato una discussione in Problemi generici o di qualità di stampa
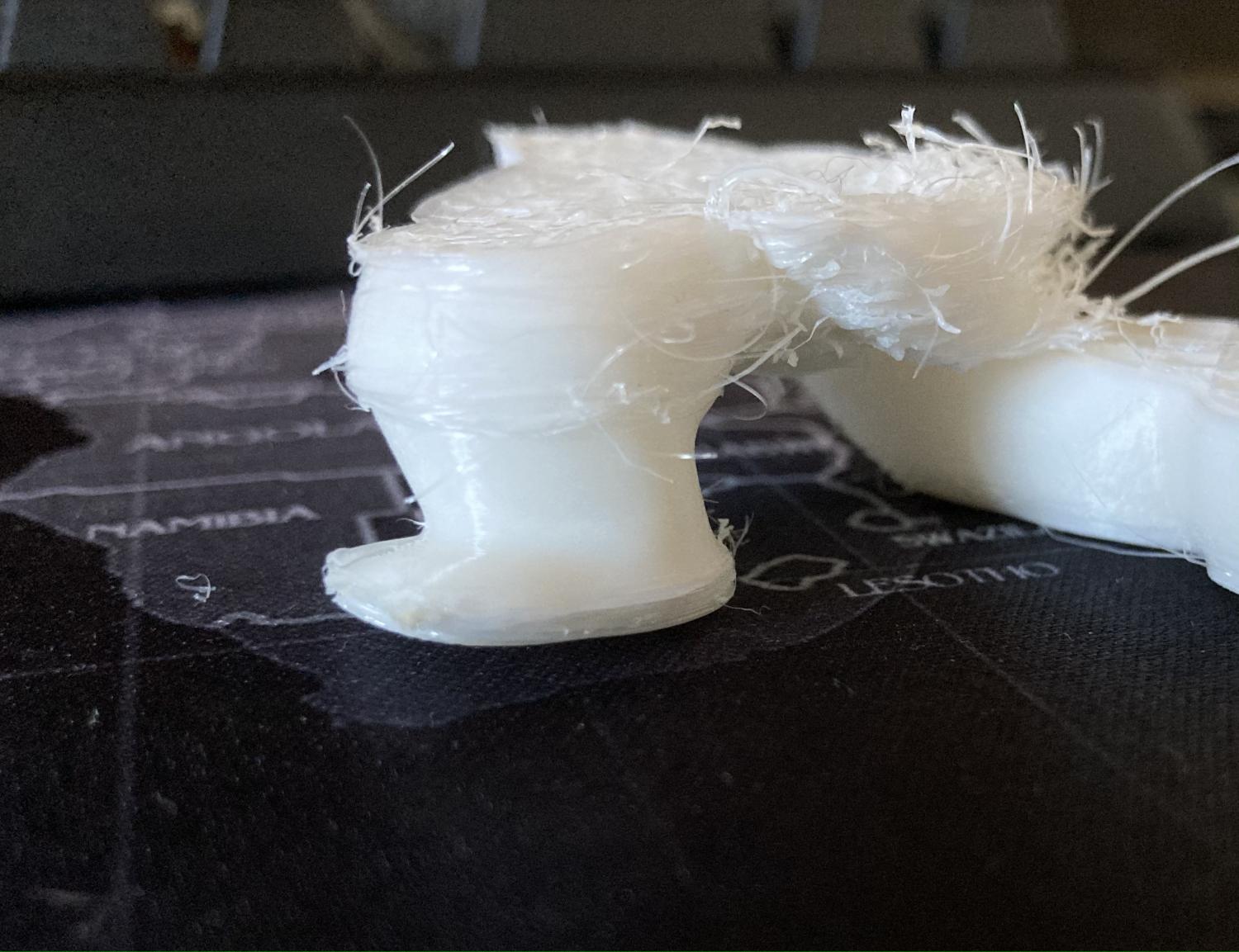
Ciao a tutti, chiedo un aiuto alla community, Ho acquistato una Anycubic 4Max Pro 2.0, mi arriva, la livello, metto il filamento scrauso che mi hanno dato in confezione e inizio con una stampa del file di test (il gufetto) a 205 gradi di estrusione. Noto subito che gli strati non si incollano bene tra di loro, quindi decido di ricominciare la stampa a 220 gradi. La stampa avviene correttamente, senza sbavature, perfetta! Ero felicissimo. Porto la stampante in tavernetta (dove ci sono circa 16 gradi ambientali) effettuo nuovamente il livellamento del piano e faccio qualche stampa di piccole cavolatine che vengono discretamente bene. Provo quindi a stampare una sorta di action figure, con il piano scaldato a 65 gradi, 230 gradi di estrusione e metto il filamento sunlu pla+ bianco appena acquistato da amazon. La stampa di 16 ore inizia bene, per le prime due ore ho guardato ogni singolo movimento della stampante e andava tutto bene, a parte la bava che si portava dietro (vicino ai supporti, quindi non ci ho dato peso) e un leggero incurvamento nella parte destra della stampa. Stamattina dopo 11 ore di stampa mi ritrovo con il pezzo caduto per terra e un gomitolo di materiale stampato "sul vuoto". Immagino che un problema sia molto probabilmente di adesione al piano (anche se le altre stampe rimanevano ben incollate) L'altro problema, a parer mio più grave, è quello in foto, ovvero che la stampa ha iniziato bene, precisa e corretta, ma dopo poco ha iniziato ad essere storta e filacciosa. Ditemi cosa può essere successo. e soprattutto come mai se uso temperature più basse mi stampa "a tratti"? dati di stampa: strato spesso 0.1 temperatura estr. 230° temperatura piano: 65° velocità max riempimento: 45mm/s Slicer: Cura 4.7.1 retraction: 2.5mm ventola 100%
-
Ciao a tutti, sono Paolo e ho acquistato da meno di una settimana una stampante 3D Anycubic 4Max Pro. Ho alcune basi di progettazione 3d e spero di poter dare il mio contributo nel forum e riuscire a risolvere i miei dubbi esistenziali con la stampa FDM.