

andrek
-
Numero contenuti
30 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da andrek
-
-
Il 7/5/2021 at 19:12, Killrob ha scritto:
sei sottoestruso, nella mia firma c'è "calibrazione assi" leggilo, soprattutto per il test di E, che sarebbe il motore che spinge il filamento
ti ringrazio per il consiglio e mi scuso per il ritardo nella risposta.
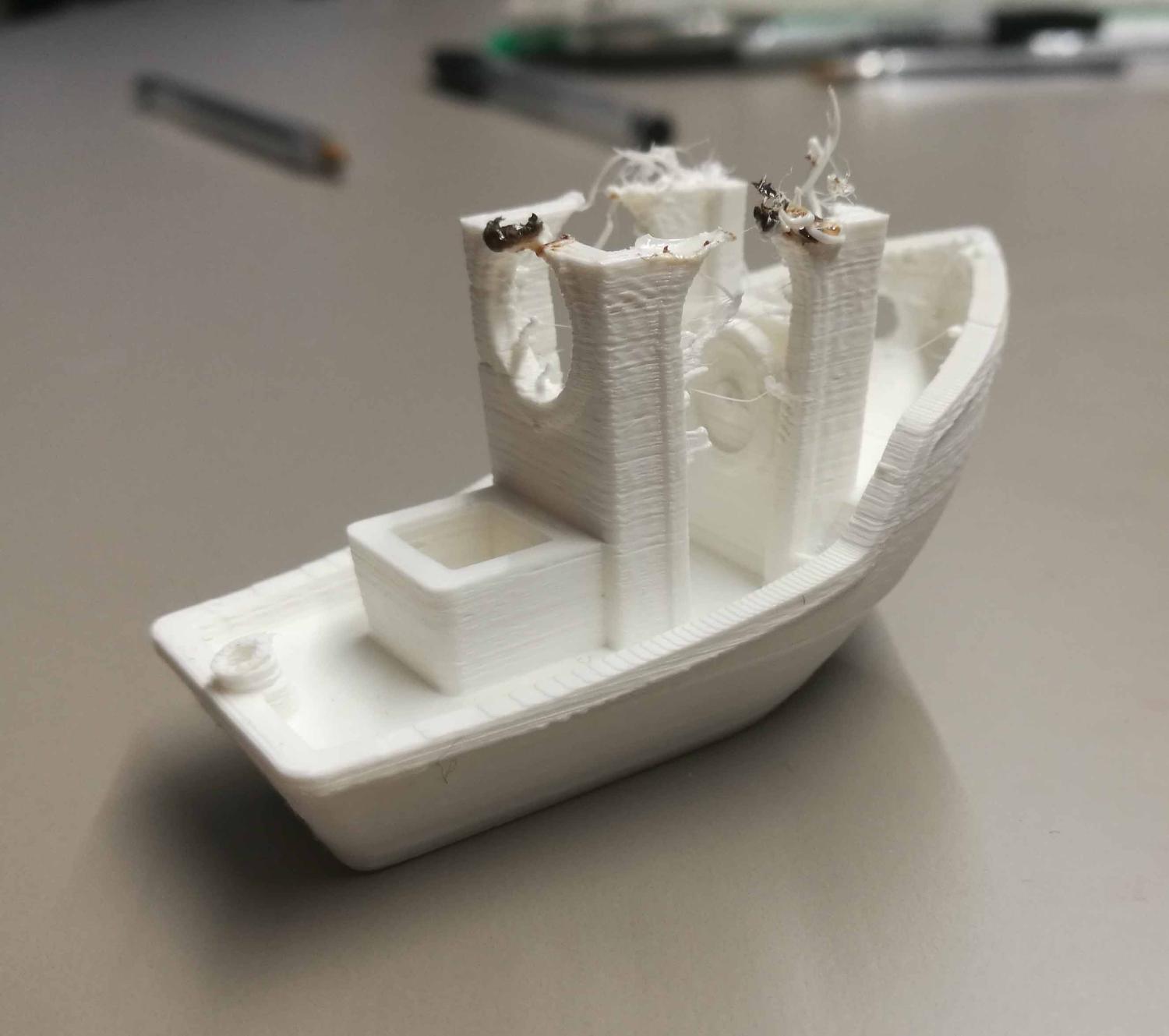
ho effettuato un paio di test (vedi foto) e, nello specifico, nel test sul motore spingifilo E su 150 mm di estrusione vedo un errore di circa 29 mm. Vorrei provare a modificare il valore step/mm ma non riesco a trovare il valore attuale.. qualche consiglio? si tratta di una Anycubic Chiron
Allego altre foto di stampe recenti con difetti importanti.. confermi la teoria della sottoestrusione?
grazie mille!

-
Ciao a tutt*! ho un problema con una stampante Anycubic Chiron: come si vede nelle foto allegate mancano dei pezzi di layer negli oggetti stampati... questo continua a succedere ed è più visibile in stampe che superano i 2-3 cm sull'asse Z. Ho provato a rallentare la velocità di stampa e ad aumentare lo spessore delle pareti esterne ma non cambia nulla... Qualcuno ha qualche idea di cosa potrebbe essere il problema?
Vi ringrazio!
-
1 ora fa, Killrob dice:
Cr10s5
oltre alla maggiore area di stampa per quale motivo me la consigli?
che ne dici di flyingbear ghost 5 o artillery sidewinder di cui ne parlano tanto?
-
un dubbio.. possiedo una stampante ender 3 pro e vorrei affiancare un altra stampante.. cosa potreste consigliare?
viene utilizzata per modelli architettonici e sarebbe bello aumentare un pò l'area di stampa rispetto a quella attuake..
inoltre stavo cercando di capire se aumentando un pò il budget è possibile trovare prodotto di maggiore qualità/affidabilità..
grazie a tutt*!
-
5 ore fa, Carsco dice:
Se fosse otturato semplicemente non funzionerebbe piu'.
Invece e' deformato e ruvido, e cio' a volte ostacola lo scorrimento del filamento specialmente nella retrazione.
E' normalissimo, ed e' semplice manutenzione da fare ogni X ore.Se e' montato bene dovresti aver risolto.
Non fare l'errore che ho fatto anche io: il nozzle e il tubo vanno montati a caldo e il tubo va tagliato con una apposita guida da stampare per avere un taglio perfetto.direi che il risultato è buono e sicuramente meglio di prima..ora sto provando con altri tipi di modelli per vedere la differenza.
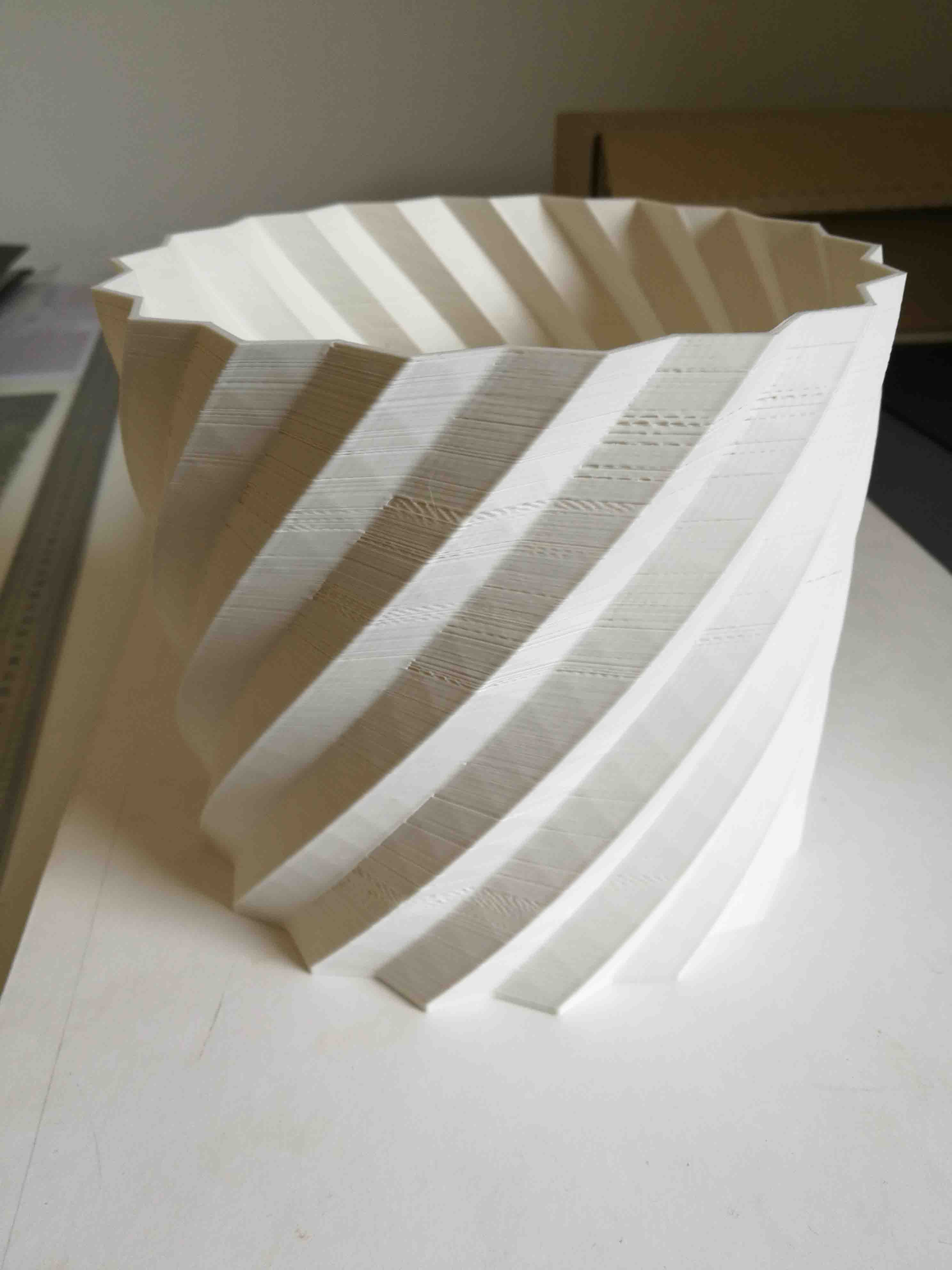
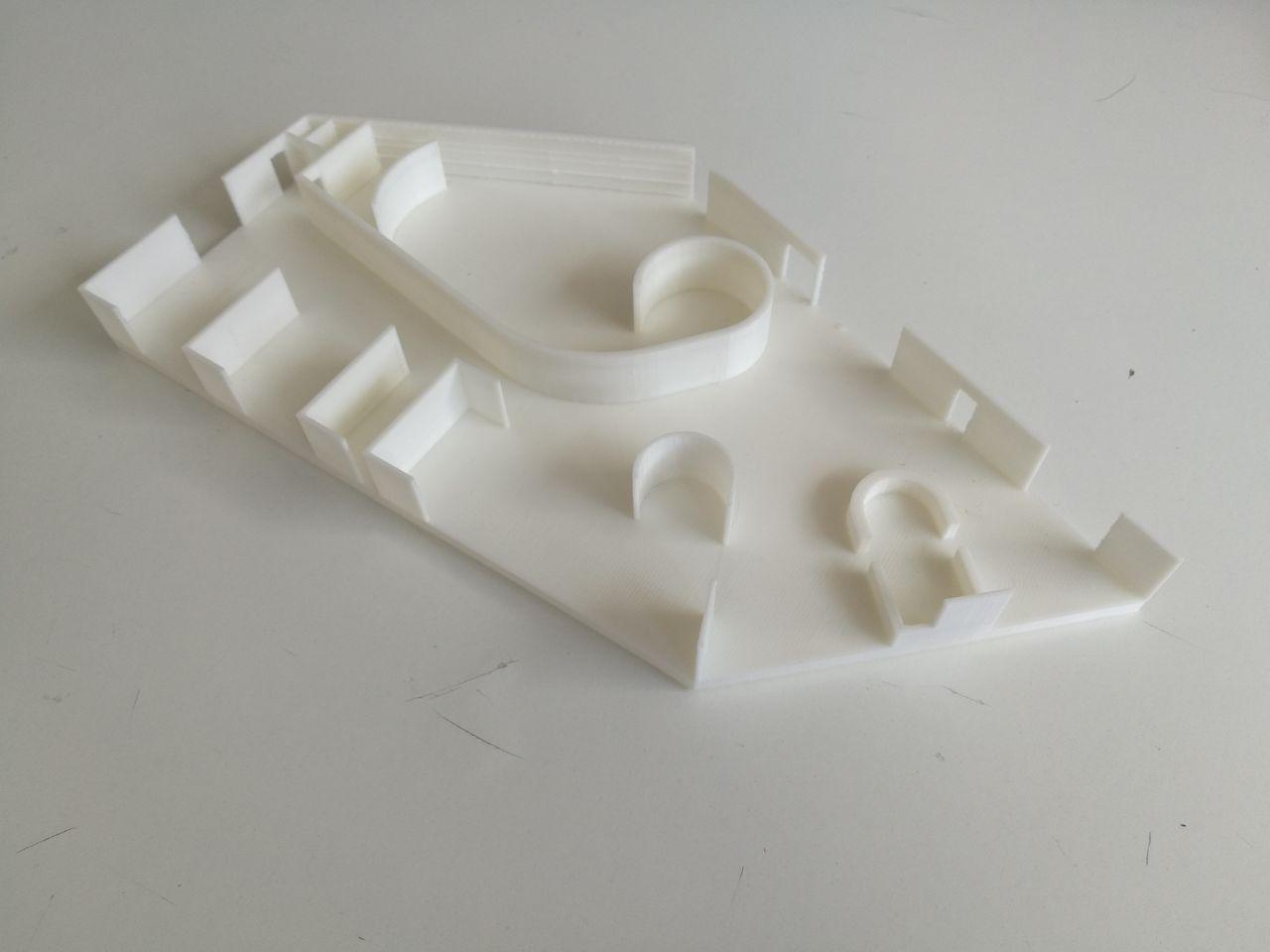
Quello in foto è la copertura di un modello architettonico ed è un buon risultato..apparte le famose "righe" sulle superfici piane: avete idea di come migliorare questo aspetto?
-
59 minuti fa, Carsco dice:
Capita anche se la cartuccia non e' bene a contatto col blocchetto.
Invece lo e': guardalo bene all'interno.
Accorcialo di 2cm e riprova.forse mi aspettavo di peggio..non sembrava otturato comunque ok ho tagliato anche un pò di più
3 ore fa, Killrob dice:Controlla che i cavetti del termistore non si siano scoperti e facciano contatto con il blocchetto di alluminio nel punto in cui li avviti
ho fissato di nuovo la vita e ora sembra funzionare..appena finisce la stampa vi aggiorno
Grazie!
-
Il 24/8/2020 at 13:30, Carsco dice:
Certo che si. Puoi farlo una volta sola, gia' alla seconda il tubo fara' fatica a stare in verticale e opporra' resistenza allo scivolamento del filo (aggiungendo un'altra causa al problema).
Quest'ultima la risolvi con appositi distanziali da stampare per far stare piu' dritto il tubo.
La soluzione, pero', e' quella di iniziare a comprare uno o due metri di tubo nuovo da tagliare per la prossima volta.
Non e' un difetto ma ti ci devi abituare: quel tubo va accorciato spesso per la tipologia di stampante che e' la Ender.Motivo in piu' per credere che tu abbia la parte terminale del tubo ormai deforme.
Cmq devi tagliare solo la parte che ti sembra deforme, non una lunghezza arbitraria.
Ho detto 3-4cm perche' non lo so: controlla coi tuoi occhi.
Ricorda poi di fare un taglio perfettamente in asse e fai in modo che il nozzle stia a perfetto contatto col tubo, quando e' stretto.
Pulisci anche la gola, cioe' dove va inserito il tubo: sara' piena di residui di filamento, tipo colla.
Per fare il taglio preciso, stampa questo:
https://www.thingiverse.com/thing:4215701ho provato a smontare l´hotend per controllare non fosse otturato il tubo.. non sembrava in condizioni pessime ma ho dato comunque una pulita generale. Dopo aver rimontato il tutto e lanciato la stampa, inizia a stampare fino ad un certo punto dove si blocca dicendo che il nozzle ha raggiunto la temperatura massima..supponendo fosse un problema del sensore ho provato a avvitare / allentare al vite che lo collega all´hotend e riparte ma poi il problema continua a riproporsi..idee?
Grazie!
-
Il 28/8/2020 at 12:54, Killrob dice:
hai ragione ho dovuto ingrandirlo anche io al 10000%, ma @andrek è un tuo progetto o lo hai scaricato così?
il file stl è stato esportato da un modello rhino costruito in metri e non so perchè lo esporti così piccolo (?)... non son sicuro ma dovrebbe essere un modello scaricato e poi modificato. Effettivamente Cura 4.7 avverte del problema della mesh convessa, cosa che non accadeva con la versione 4.5 o Creality Slicer.
Il 28/8/2020 at 12:15, Carsco dice:Ero convinto che Cura non me lo aprisse, invece poi zoomando vedo una caccola sullo schermo ed era il lababo delle dimensioni di 1x1mm.
Ho dovuto ingrandire 100 volte (10000%) per vederlo lungo 5cm.
L'STL ha problemi gravissimi, e infatti Cura nell'anteprima ti fa vedere che verra' stampato esattamente cosi' come ti e' venuto.
Ho aperto l'STL con un CAD e sembra che la parte interna sia convessa, ma non si riesce a lavorarla per poi ri-esportarla.
E' un problema di file, comunque.
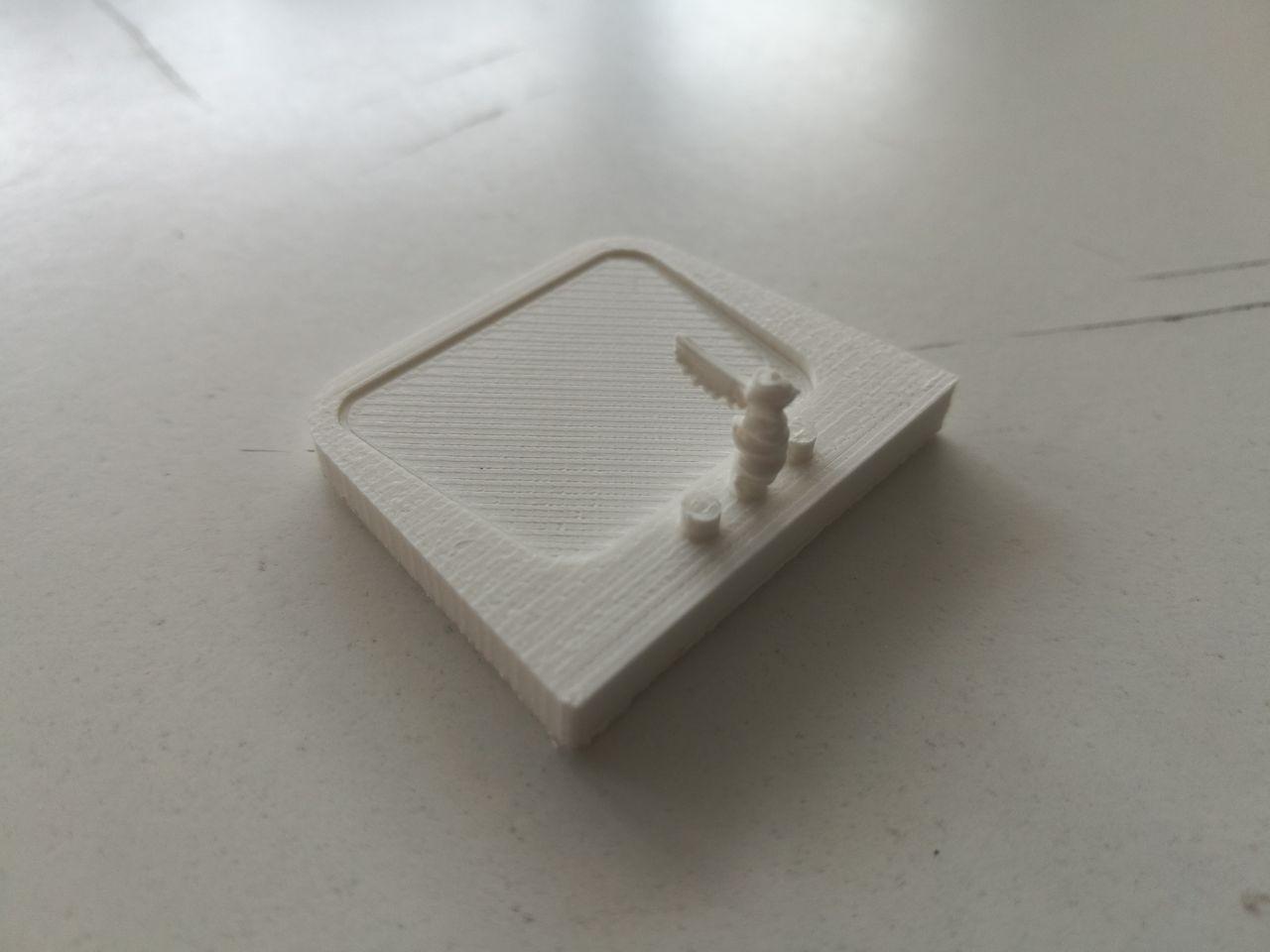
Per quanto riguarda il rubinetto, la stampante non puo' stampartelo senza un supporto.
E' ovvio che ti venga fuori cosi'. Anzi che si vede, magari perche' il pezzo e' piccolo.
In realtà la parte verticale del rubinetto dovrebbe costruirla..e invece risulta tutta sformata e sbrodolota...
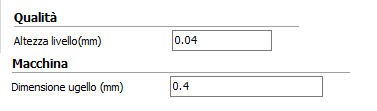
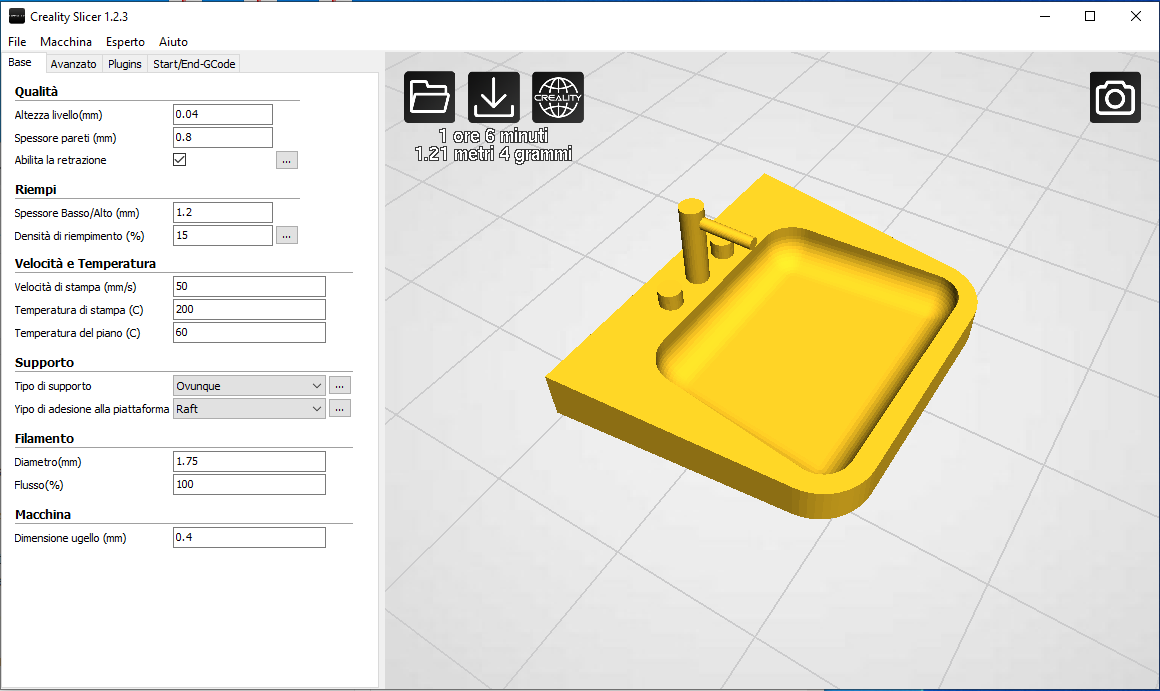
Il 28/8/2020 at 12:36, Carsco dice:Aspetta, stai stampando con layer da 0.04 e un ugello da 0.4?
Sul serio?
Solitamente stampo da 0.1 a 0.2 ma in questi modelli volevo provare e vedere fino a dove si vedere la differenza dello spessore layer.
Al momento ho cambiato filamento pla e riesco a stampare a 200 quando settimana scorsa con un altro pla non riuscivo e dovevo alzare a 220..appena possibile provo a vedere se l'hotend è otturato o il tubo rovinato.
-
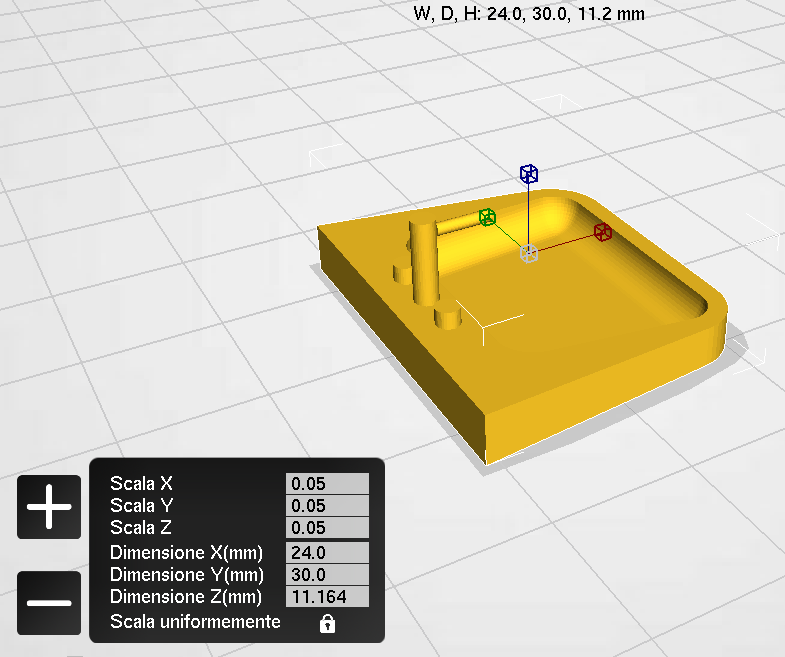
ecco qualavabo.stl
il modello stampato presenta una superficie piana come se il lavandino fosse pieno d'acqua invece che vuoto
grazie!
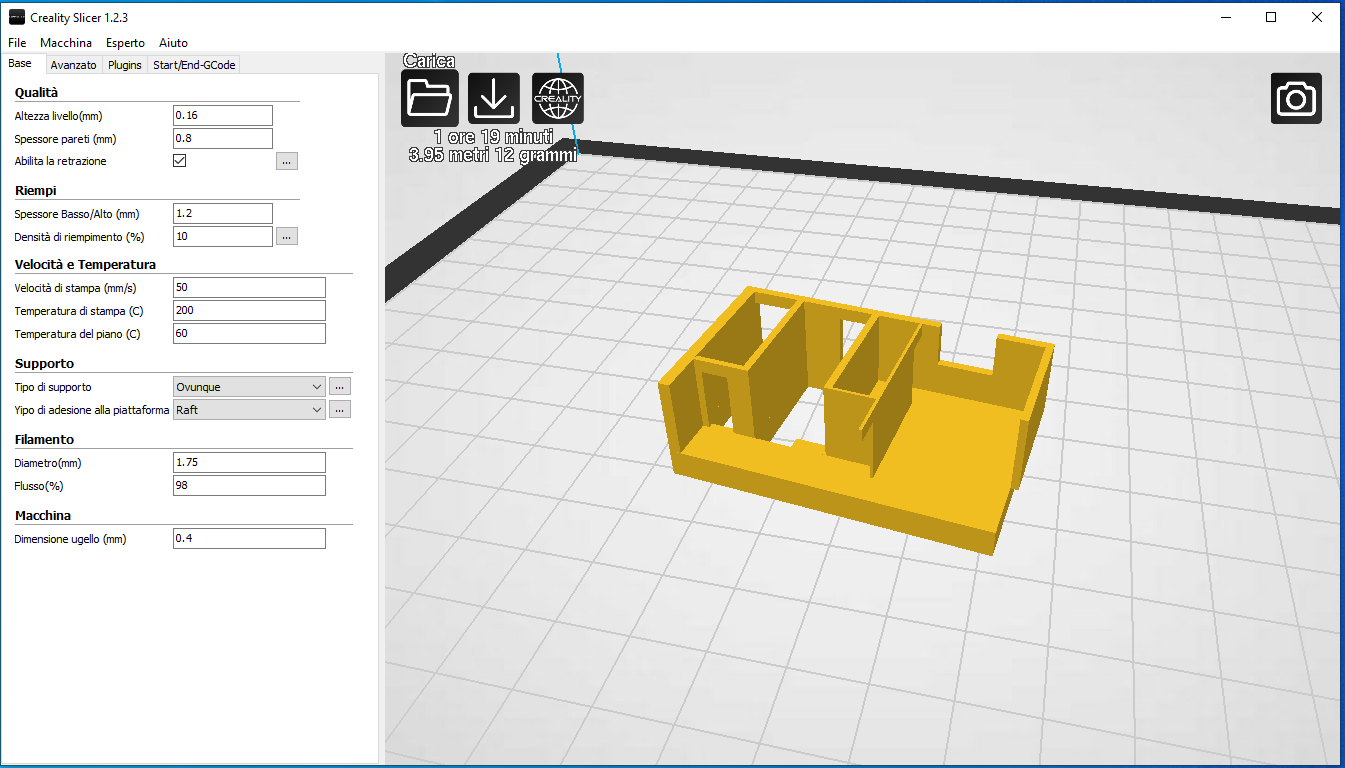
qua sotto le dimensioni di stampa
-
Il 24/8/2020 at 13:30, Carsco dice:
Certo che si. Puoi farlo una volta sola, gia' alla seconda il tubo fara' fatica a stare in verticale e opporra' resistenza allo scivolamento del filo (aggiungendo un'altra causa al problema).
Quest'ultima la risolvi con appositi distanziali da stampare per far stare piu' dritto il tubo.
La soluzione, pero', e' quella di iniziare a comprare uno o due metri di tubo nuovo da tagliare per la prossima volta.
Non e' un difetto ma ti ci devi abituare: quel tubo va accorciato spesso per la tipologia di stampante che e' la Ender.Motivo in piu' per credere che tu abbia la parte terminale del tubo ormai deforme.
Cmq devi tagliare solo la parte che ti sembra deforme, non una lunghezza arbitraria.
Ho detto 3-4cm perche' non lo so: controlla coi tuoi occhi.
Ricorda poi di fare un taglio perfettamente in asse e fai in modo che il nozzle stia a perfetto contatto col tubo, quando e' stretto.
Pulisci anche la gola, cioe' dove va inserito il tubo: sara' piena di residui di filamento, tipo colla.
Per fare il taglio preciso, stampa questo:
https://www.thingiverse.com/thing:4215701cambiando pla la macchina sta nuovamente stampando a 200 C senza che tagliassi o sostituissi il tubo ed i risultati sono buoni...A questo punto è comunque oppurtuno intervenire sul tubo o forse il problema era un altro?
Un'altra curiosità.. quando stampo il lavandino in foto risulta "pieno" nonostante il modello sia diverso.. mi succede anche con altri modelli con forme simili (tipo vasche, wc, bidet ecc,).. avete qualche idea? può aver a che fare con i supporti ovunque?
Inoltre il rubinetto non viene bene..e questo mi fa pensare che comunque ci siano dei problemi
Grazie mille per i consigli!
-
22 ore fa, Killrob dice:
anche se sono i predefiniti non vuol dire che vadano bene, metti distanza 4,5mm e velocità 60mms
Ora sto stampando pla aumentando la temperatura a 220 e sembra funzionare.
Con la retrazione a distanza 4,5 mm e velocità 60 mm/s sono aumentati i tipici filamenti appesi. Ora sto provando con 4,5 e 80 mm/s.
Appena possibile eseguo lo smontaggio e taglio del tubo in teflon
-
 1
1
-
-
21 minuti fa, Killrob dice:
Dimmi distanza e velocità di retrazione
distanza retrazione 6 mm e velocità 80 mm/s..sono i parametri predefiniti di Creality Slicer e non li ho mai modificati
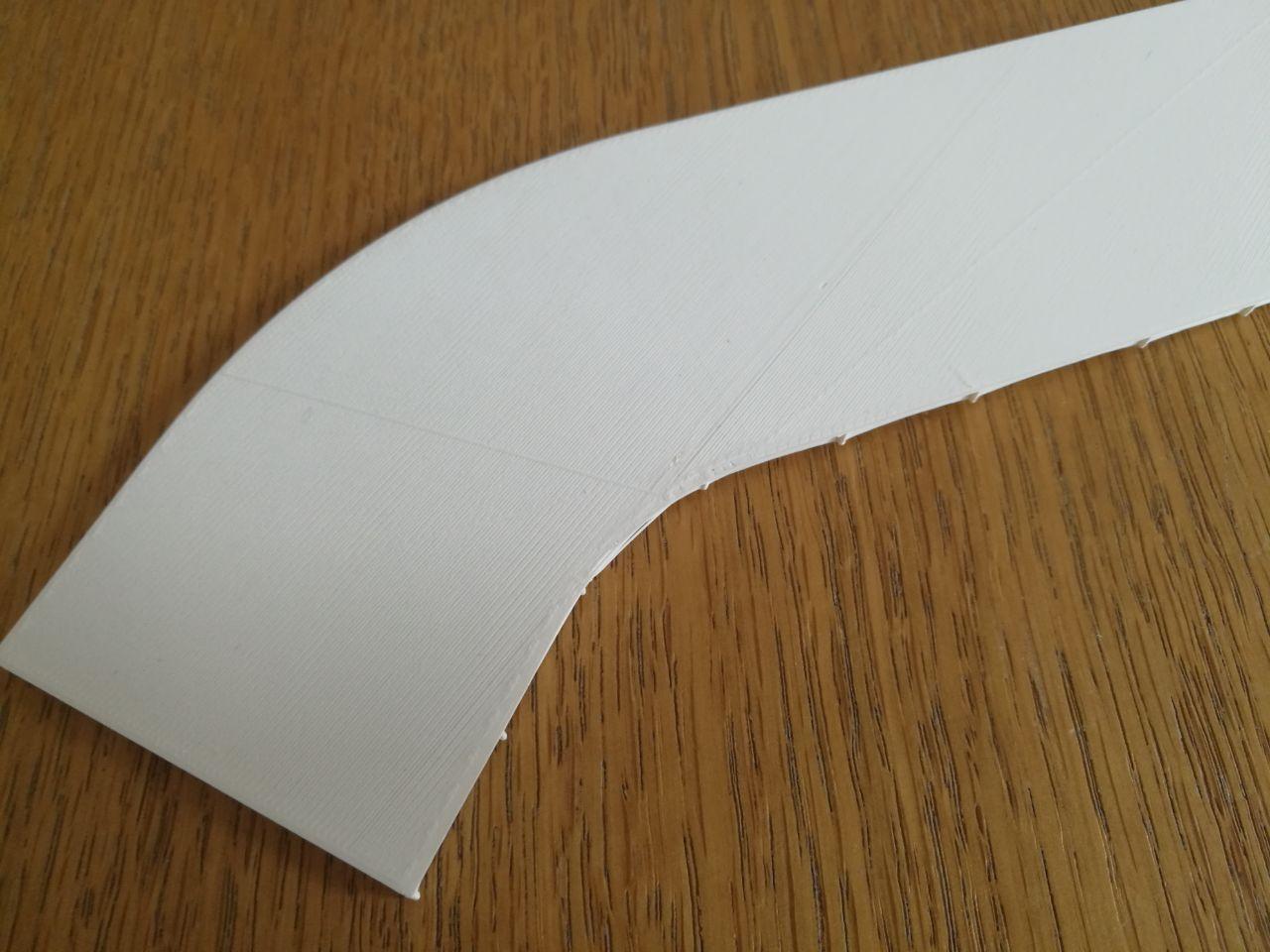
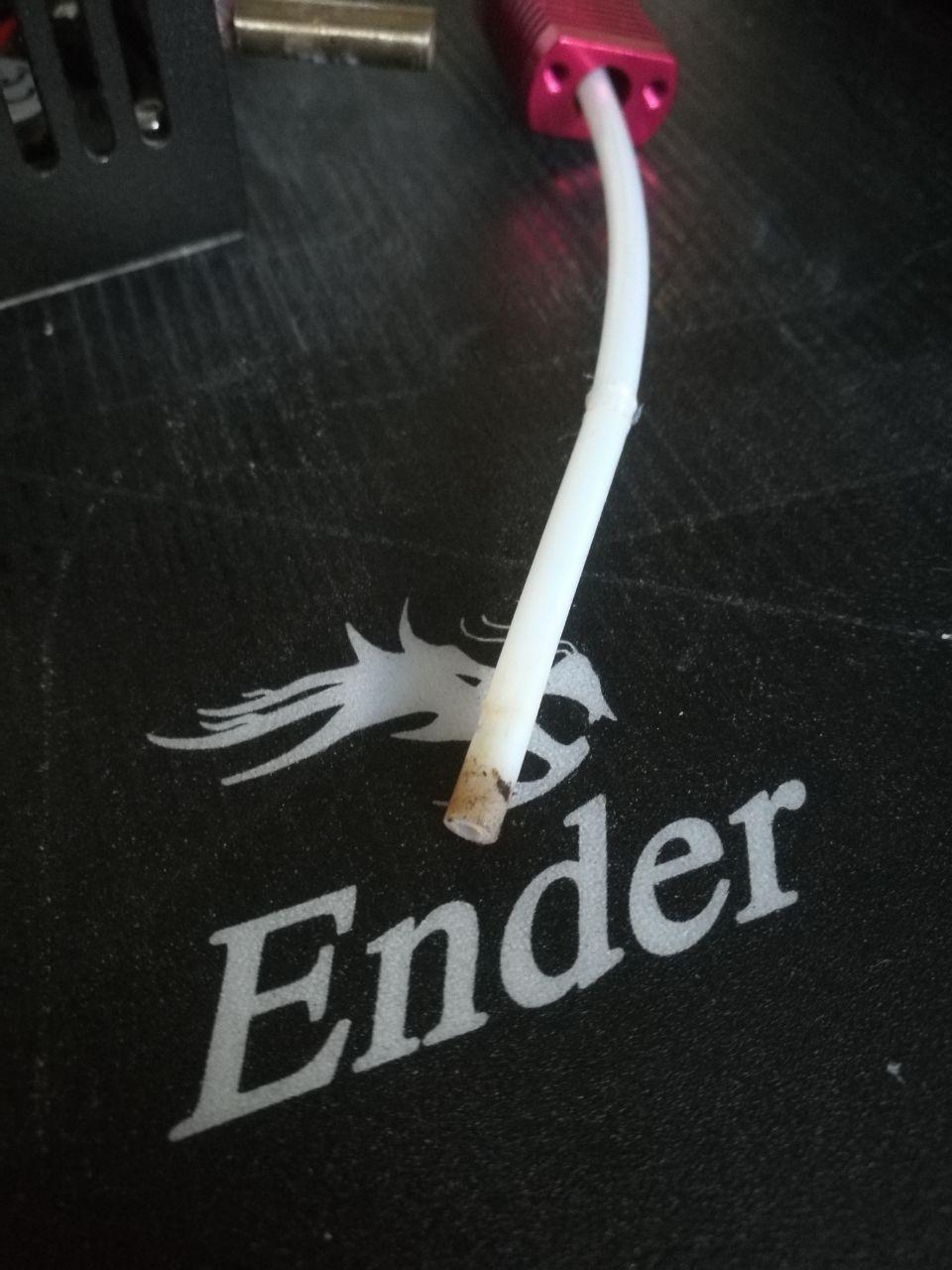
20 minuti fa, Carsco dice:Accorcia il tubo di 3-4cm e riprova.
O cambialo.ok grazie provo ad accorciarlo... non rischia però di limitare i movimenti in fase di stampa?
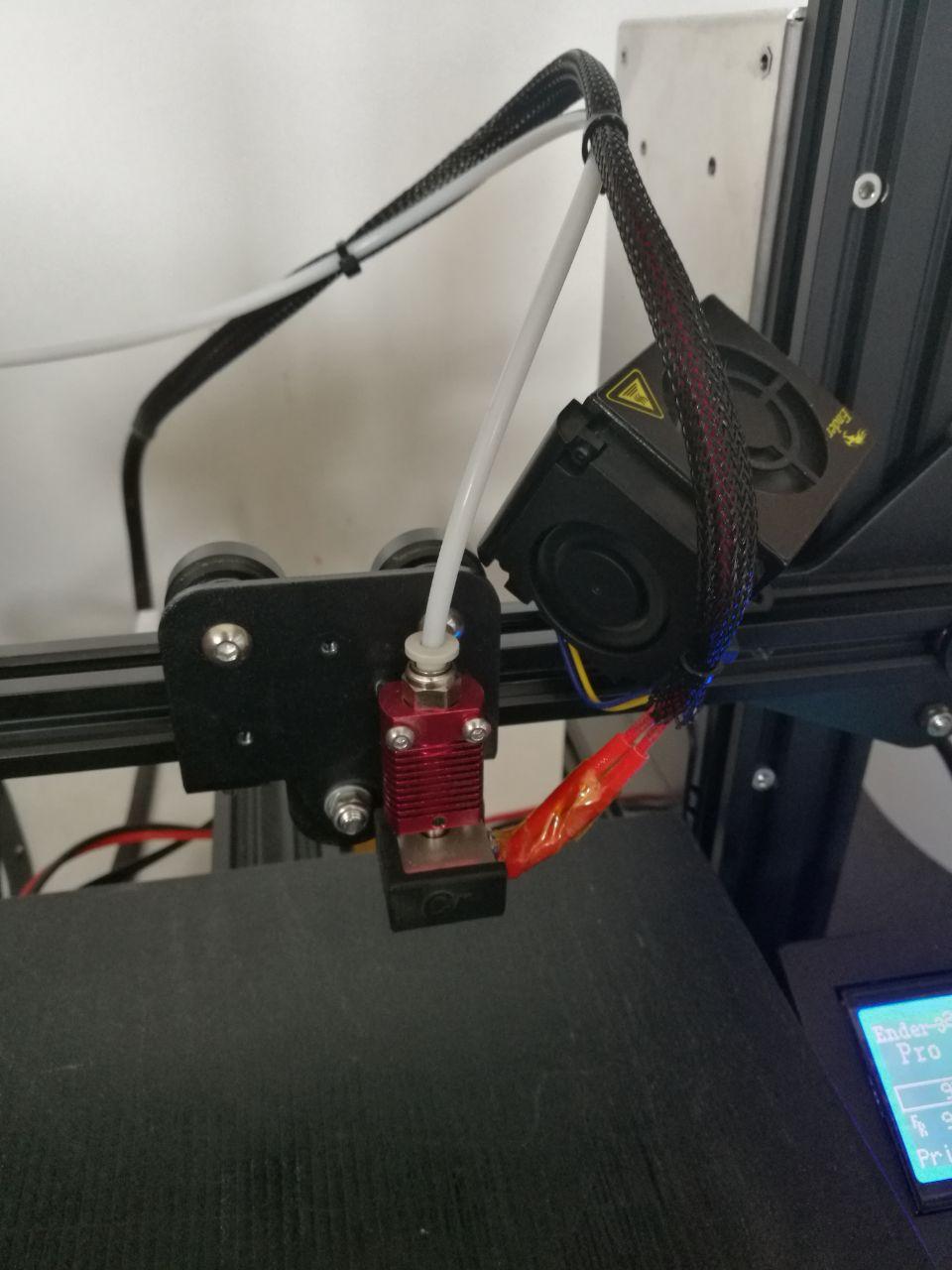
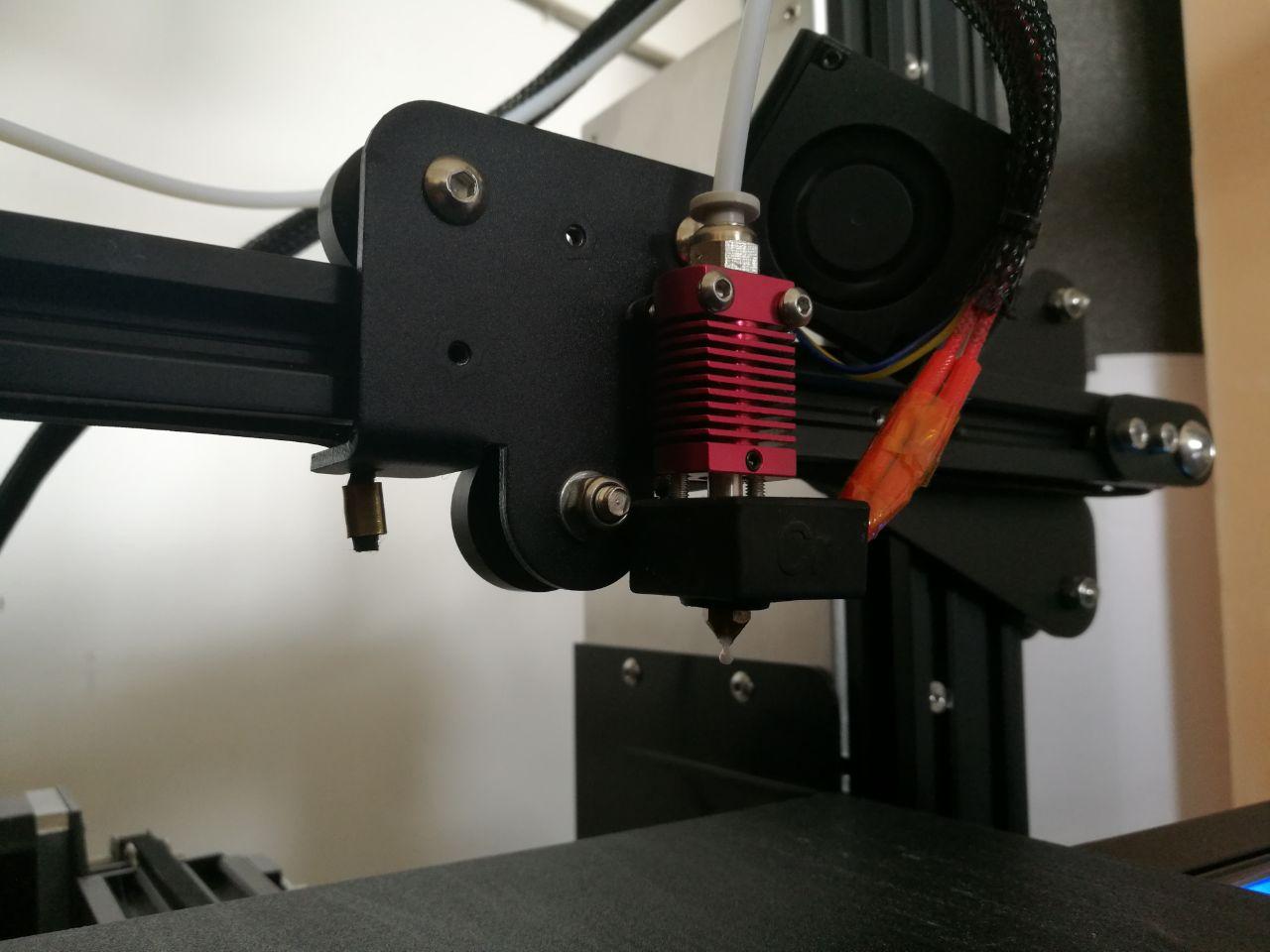
in allegato le foto dell'hotend: sembrerebbe che durante la stampa il filo rimanga inceppato dentro al tubo o all'hotend senza più fuoriuscire. Questo presumo che alla lunga porti anche alla rottura del filo perchè più volte l'ho trovato danneggiato all'ingresso del bowden
Inoltre per rimuovere il filo pla devo alzare la temperatura fino a 250 e tirare forte perchè con il motore non riesce ad estrarlo...
-
perdonate il ritardo nella risposta ma sono stato lontano da pc e stampa 3d per un pò..
Ho provato a cambare il nozzle e a fare un pò di pulizia generale ma il primo risultato è quello che si vede in foto...
ad un certo punto smette di estrudere il filamento senza un apparente motivo valido e non so più cosa fare!
-
@MAL1190 ok! non ho ancora mai fatto un thin wall test ma ci proverò!
-
perfetto! appena posso lo cambio e farò un altra prova..grazie! 🙂
-
1
-
-
da novembre dell'anno scorso..a ritmi più e meno intensi.. dici che potrebbe essere usurato?
-
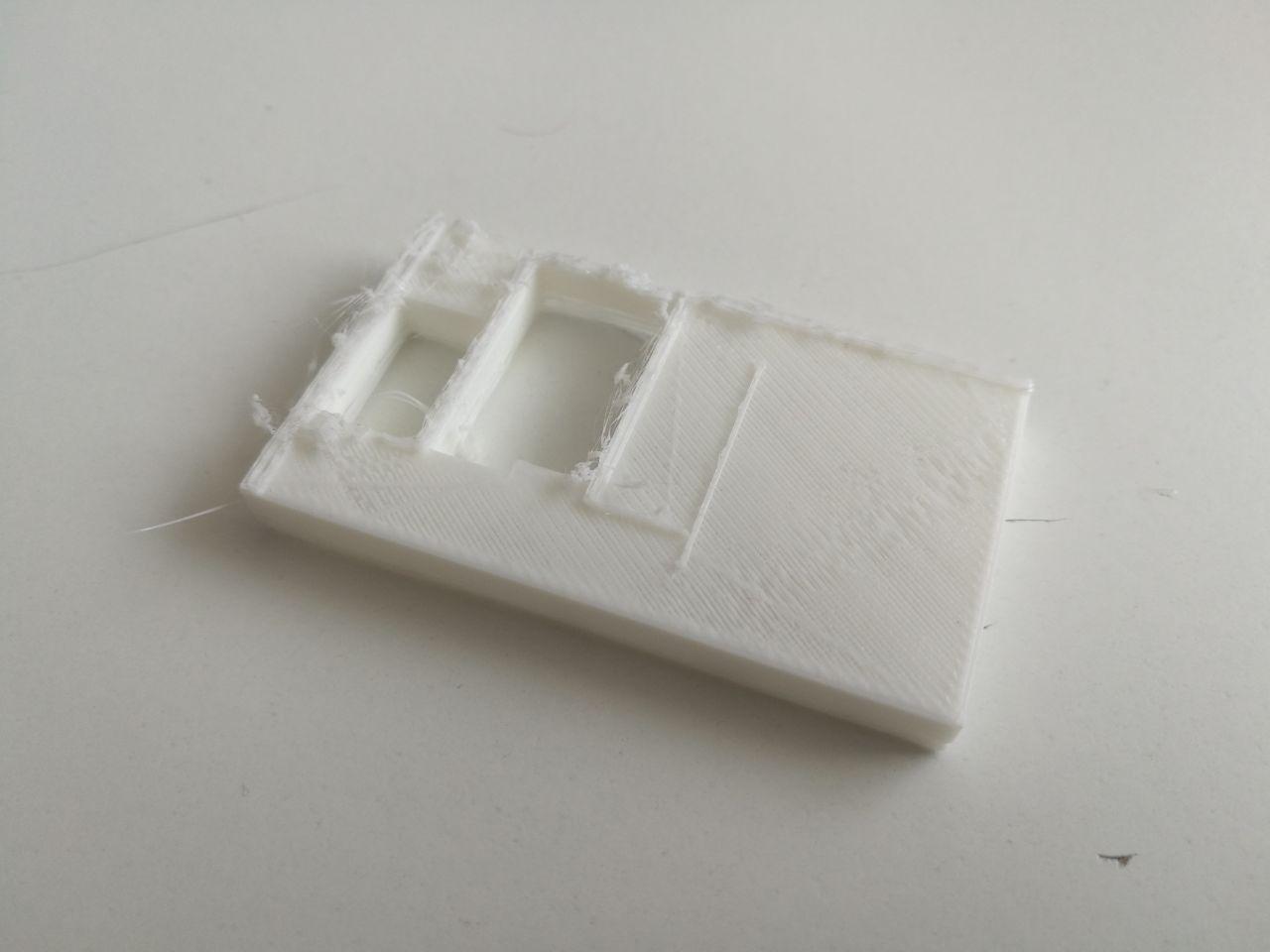
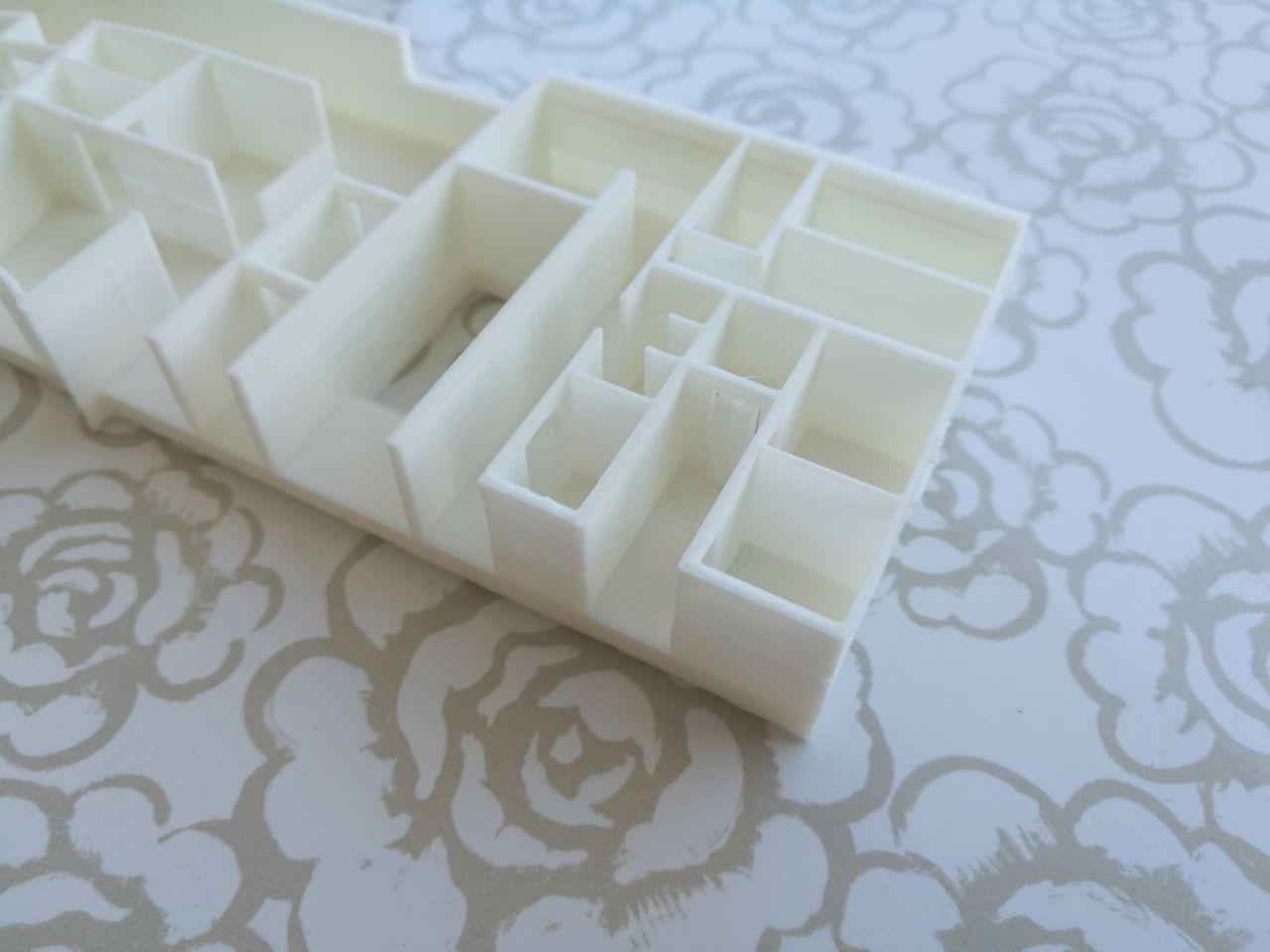
14 ore fa, MAL1190 dice:
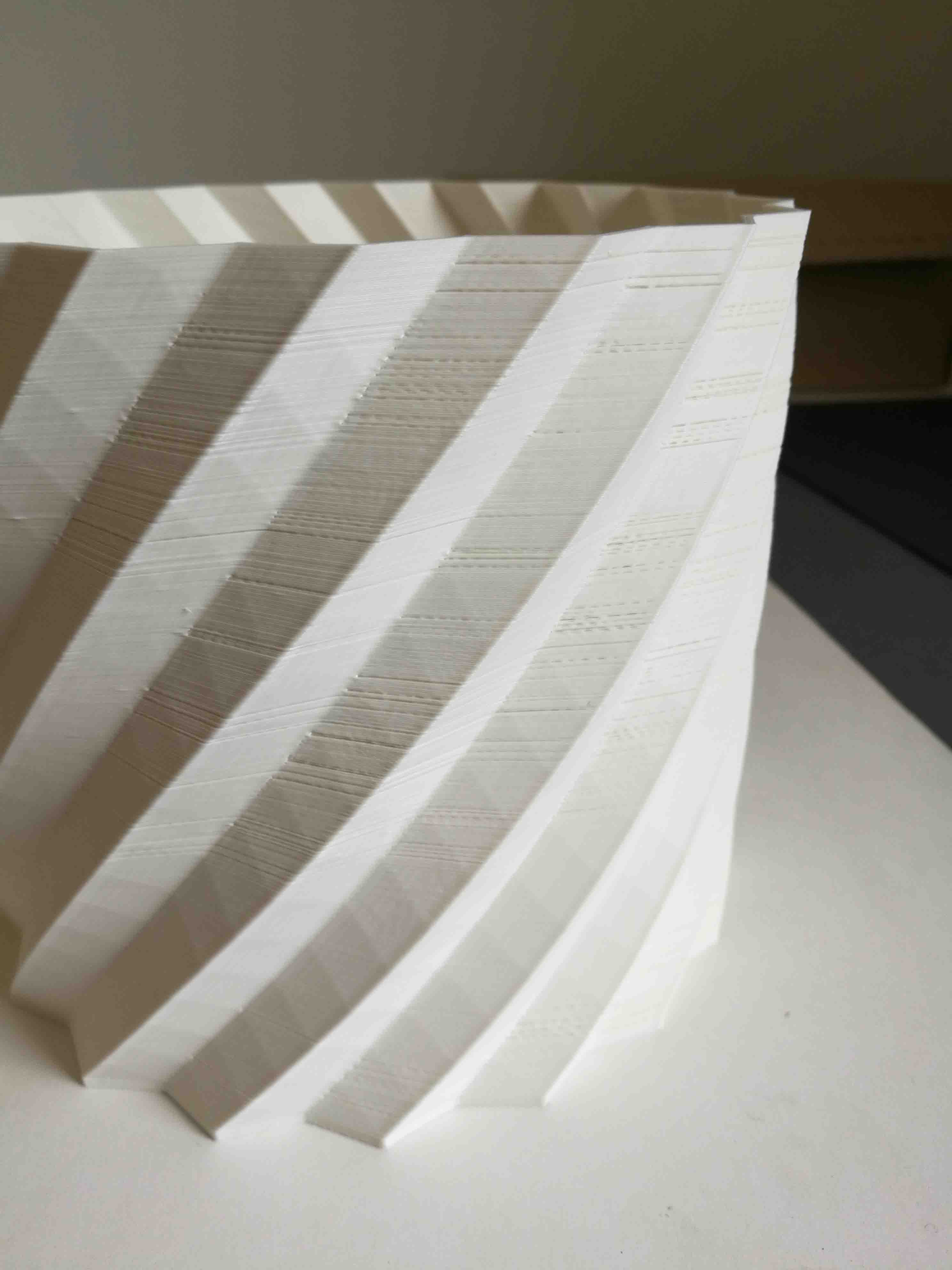
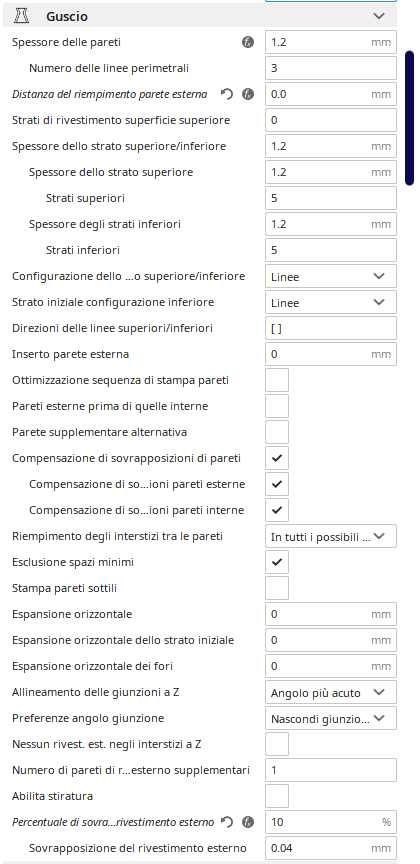
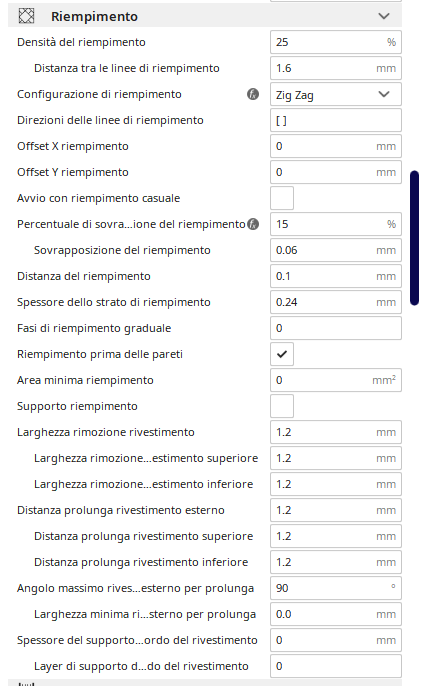
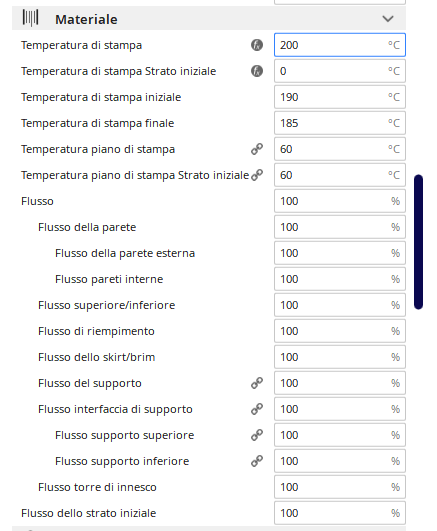
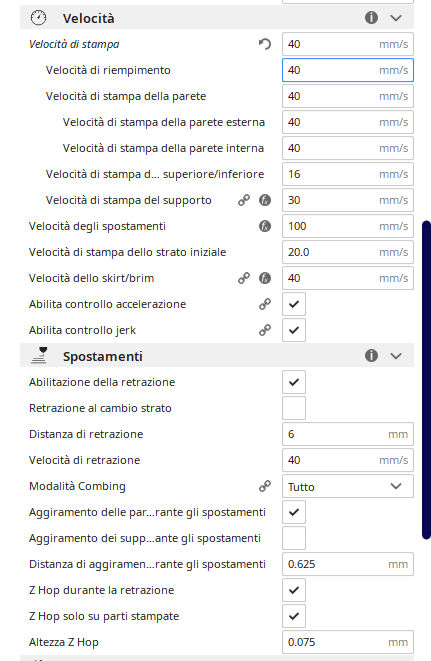
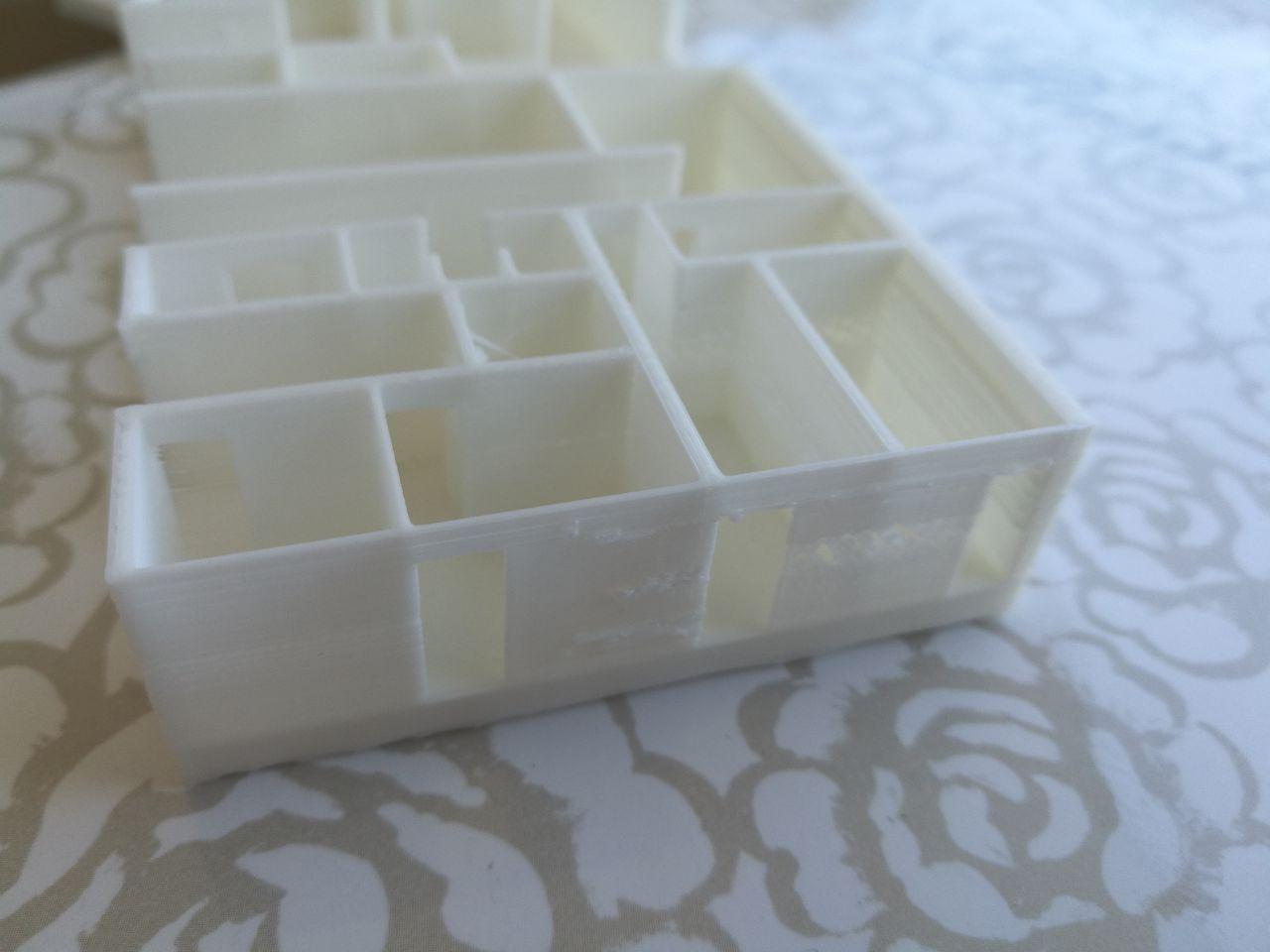
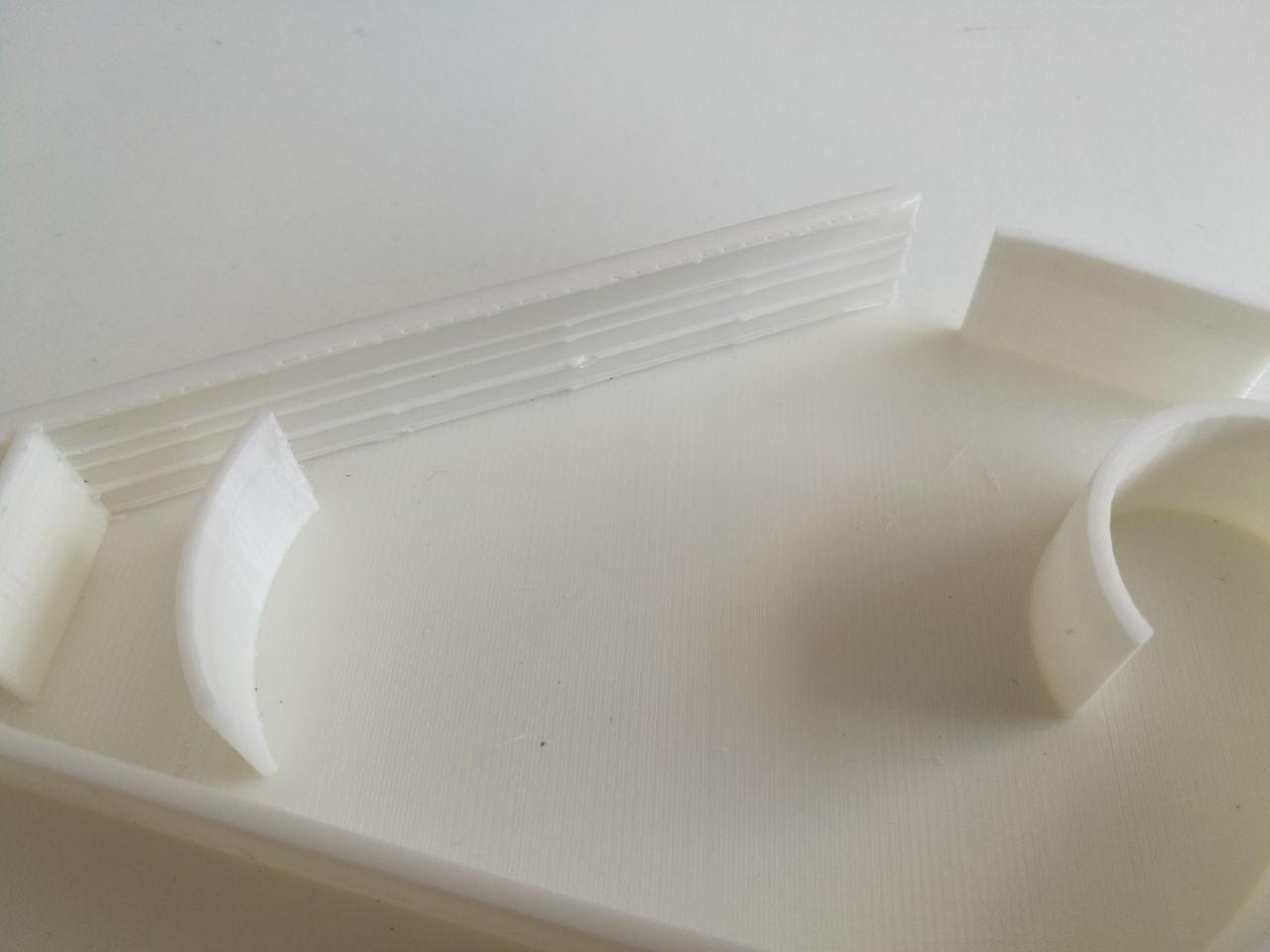
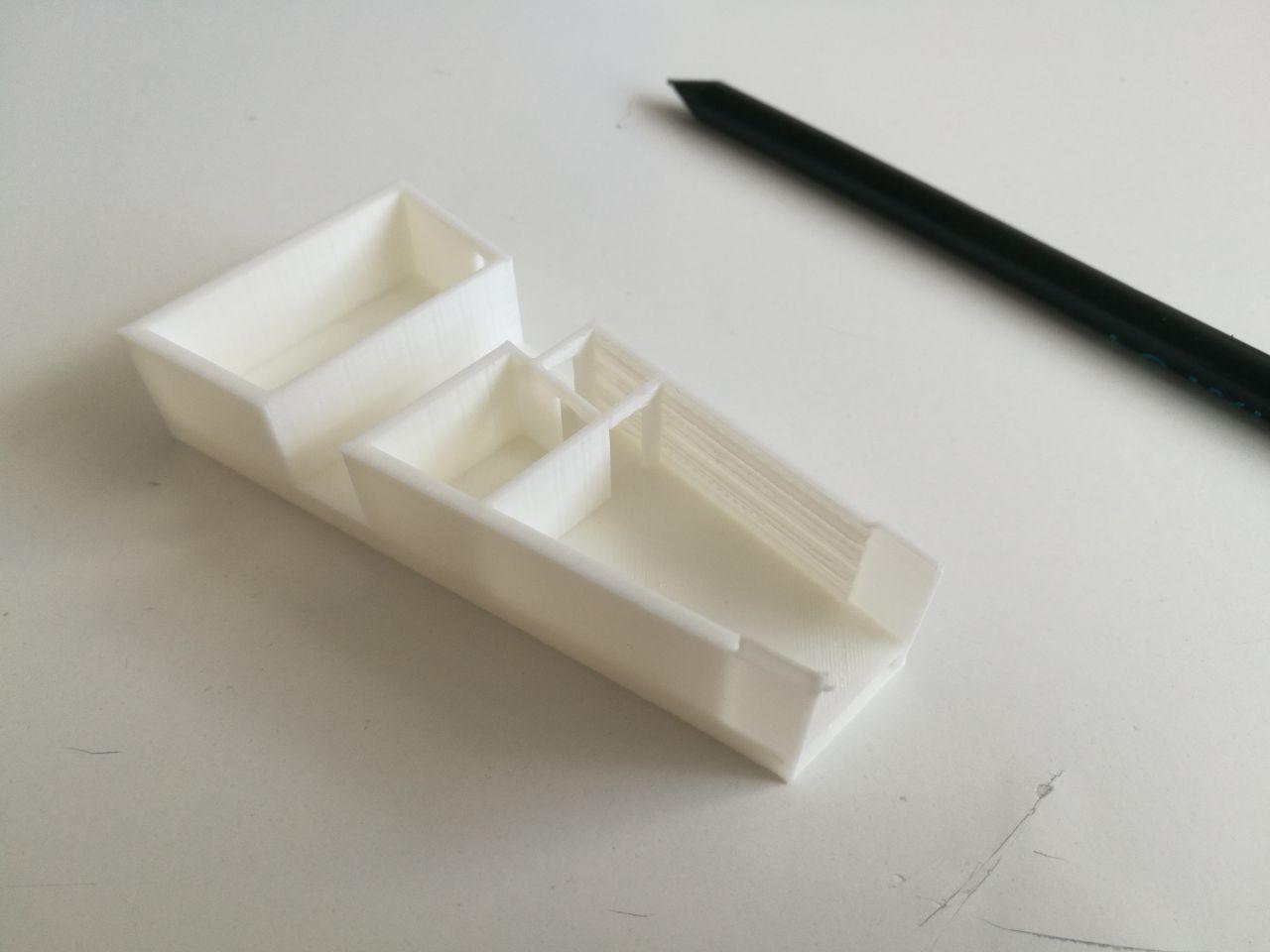
Te lo chiedo perché nella seconda foto del tuo post hai il muro lungo a sinistra,quello obliquo, che ha le righe,mentre quello piccolo alla sua destra, parallelo alla base, non ne ha nemmeno una di righe!!
esatto! non riesco però a trovare una correlazione tra i muri con questo difetto.. lo si trova spesso su muri paralleli dello stesso modello ma mai su tutti! ed inoltre è presente anche con muri con diversa inclinazione...
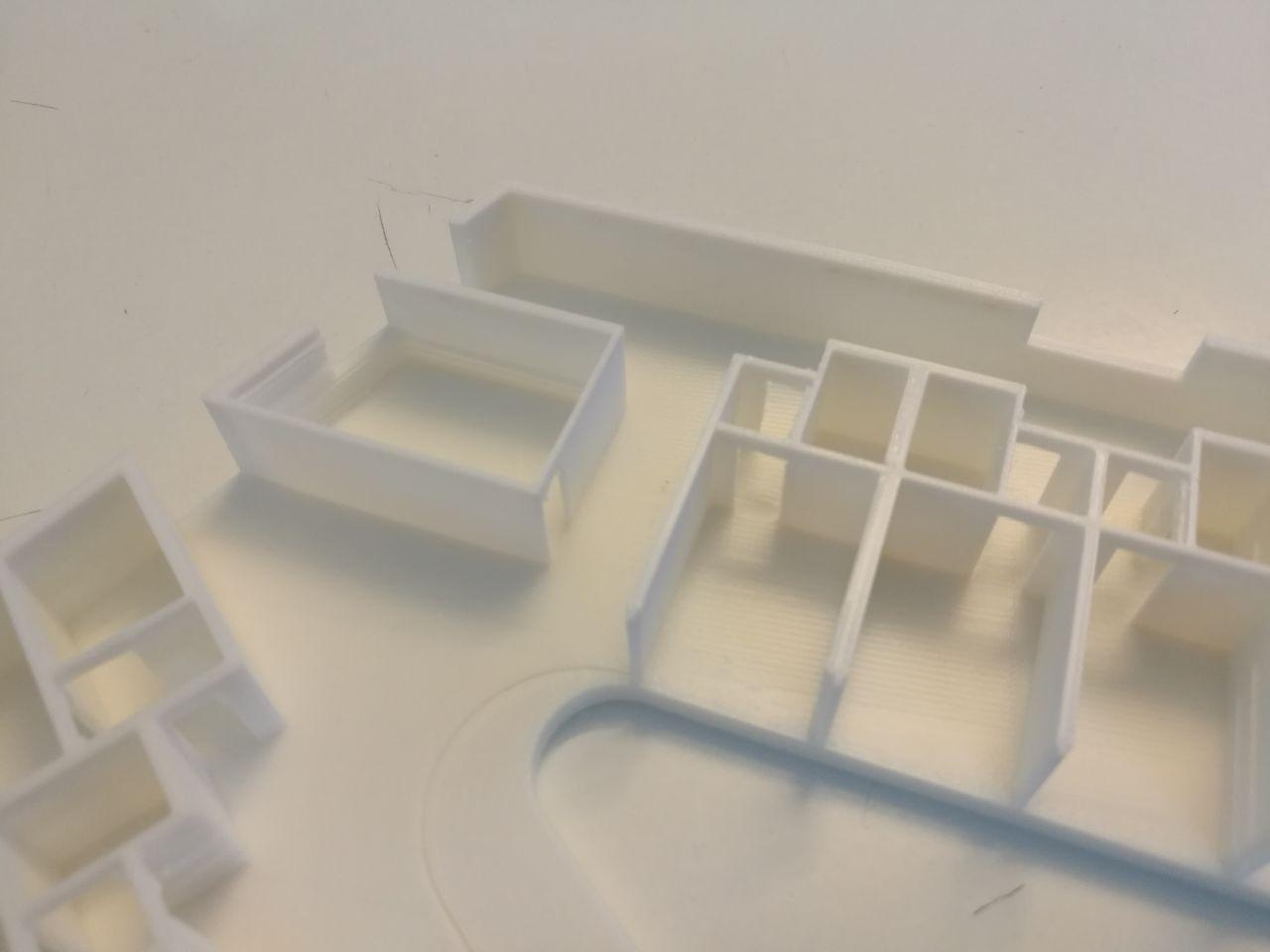
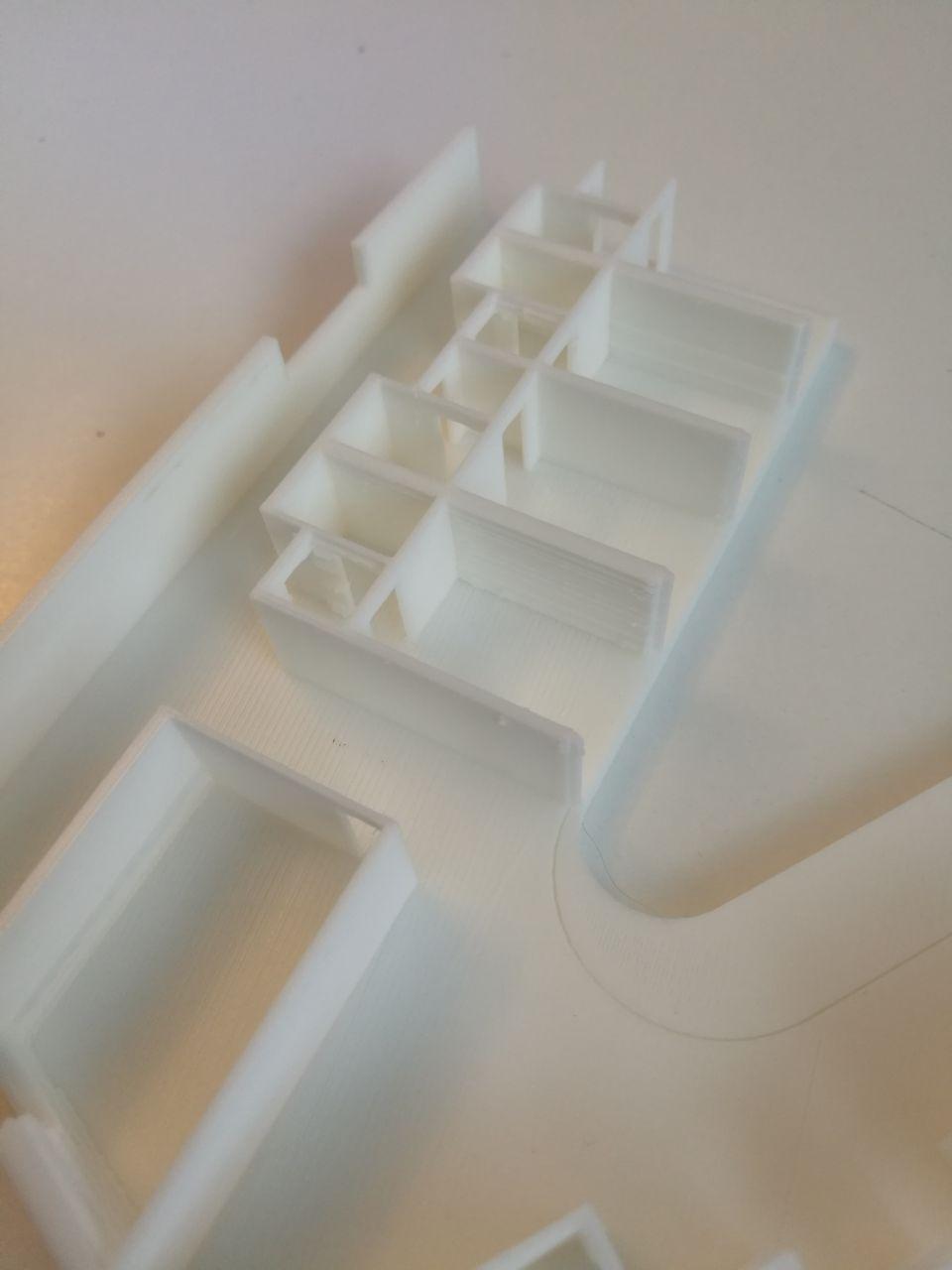
@Killrob questo è il risultato abbassando la percentuale di flusso al 93... mi sembra che il problema rimanga sui muri più spessi e sulel murature più sottili diventano "trasparenti"
-
@MAL1190 purtroppo non ho foto del pezzo sul piatto ma la prossima volta le farò.
Inizialmente mi sembrava un errore casuale..ma guardando bene vedo che è sempre su "muri" paralleli dello stesso modello.. non saprei dire però se questi piani verticali nei differenti modelli erano sullo stesso asse di stampa.. se fosse così cosa si potrebbe fare?
anzi..a guardar bene ho trovato lo stesso difetto anche su piani quasi ortogonali..mai su superfici curve
-
grazie mille @Killrob! Se fosse così mi risolveresti tanti problemi...
Avevo anche pensato che fosse una questione di ore di stampa: tu con la tua Ender hai mai notato problemi dopo tante ore di utilizzo? sto stampando modelli dalla durata di 6-10 ore da 2-3 giorni con pause dalla mezz'ora alle poche ore.....😅
-
ok ho provato ad abbassare al 95 % e ora sta stampando.. appena finisce ti dico il risultato.
Vista la tua esperienza vorrei porti un ulteriore dubbio.. durante queste stampe (durata 8-10 ore) mi è capitato che smettesse di uscire il filamento dall'ugello e ritrovassi il modello come in foto.
Quale potrebbe essere il problema? Ho ipotizzato fosse un difetto del filamento ma non ne son così sicuro.. il filo all'interno della macchina risulta bloccato e faccio veramente fatica a toglierlo.. riesco solamente alzando la temperatura a 240... sto stampando con pla geetech
Grazie!
-
ok faccio una prova!
ma quale può essere l´origine di questo difetto? a me sembra che si verifichi un pò casualmente solo su alcune superfici piane verticali del modello...ma in ogni differente modello è presente una o 2 superfici con quel difetto
-
nozzle 0.4 e percentuale 100%
-
@Killrobhai ragione:
altezza livello 0.12 mm - spessore pareti 0.8 mm - spessore base 1.2 mm
velocità di stampa 50 mm/s - temperatura 200 C e 60 C
PLA Geetech 1.75
Grazie!
-
Ciao a tutt*! ho un problema con un difetto di stampa ricorrente e magari Voi potete aiutarmi: ultimamente in stampe di piccoli modelli architettonici sulle superfici verticali ritrovo delle rigature parallele simili a "sbavature" (vedere foto). Al momento utilizzo una Ender 3 Pro e ritrovo questo errore su superfici piane verticali di altezza dell'ordine di qualche cm, indipendentemente dal modello stampato... Qualcuno ha qualche idee di cosa potrebbe essere il problema?
Vi ringrazio!









problema Anycubic Chiron
in Problemi generici o di qualità di stampa
Inviato
scusa ho sbagliato il caricamento delle foto..volevo mostrarti anche queste:
come vedi l'estrusione è molto irregolare e si alternano zone con buchi ad angoli invece dove il il filamento è in eccesso.
Purtroppo non trovo informazioni a riguardo dal pannello della Chiron (a diifferenza della Ender3) e non saprei come altro fare..
Grazie