

Meldro
-
Numero contenuti
404 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Meldro
-
-
12 minuti fa, Killrob ha scritto:
la opacità o meno è data, come hai già detto tu, dallo spessore delle pareti.
Già... pensavo ci fosse qualcosa di un pò più "opaco"... stampare a 1 millimetro... è praticamente semitrasparente. 😞
-
Ciao a tutti,
avrei bisogno di una info.
Ho stampato poco il bianco, un PLA Geetech e un PETG Sunlu il punto è che entrambi non sono opachi al 100% ma risultano tipo semi trasparenti (a meno di non stampare spessori importanti).
E' così per tutti i bianchi o devo cercare qualche marca/prodotto particolare?Nel caso sapreste consigliarmi?
Grazie in anticipo.
-
6 minuti fa, dnasini ha scritto:
mmm mi vengono in mente 2 opzioni
1) utilizzi un piano ruvido (es PEI a polvere) o con texture a rilievo
2) applichi una Texture ruvida (es effetto ruggine) solo al top layerLa soluzione ignorante potrebbe essere andare di lima bastarda o carta a grana grossa a fine stampa 🙂
BTW, potresti provare anche ad aumentare il flusso del top layer cosi' da creare eccesso di materiale che di sua natura nn e' liscio
Grazie per le dritte.
Alla prima non avevo pensato. Proverò una delle 2 opzioni.Grazie
-
Ciao a tutti,
dovrei creare un semplice parallelepipedo che dovrebbe avere la superficie superiore irregolare, non liscia per dare più grip possibile ad un collante.
Ho visto l'opzione fuzzy di cura ma se non ho capito male lo fa su tutte le superfici esterne mentre a me serve solo sulla superficie superiore.
Come potrei ottenerlo?
Grazie in anticipo -
2 minuti fa, Cubo ha scritto:
Allora le Bambu potrebbero essere una buona scelta.
Da come la vedo io il loro "difetto" è essere sistemi chiusi dove tutto è proprietario quindi non puoi metterci mano (facilmente). Si trovano i ricambi sul loro sito e non costano neanche troppo (per ora). I nozzle/hotend fortunatamente si trovano anche da terzi.
Il "problema" della A1mini secondo me è il letto un po' troppo piccolo (poi dipende dagli usi chiaro).Quello che mi sta attirando, basandomi esclusivamente sulle recensioni che vedo su youtube, sia di italiani e canali stranieri è la qualità di stampa, la velocità, e la facilità con cui "sembra" si riesca a stampare...
Non vorrei però che fosse tutta "promozione" e alla fine ti ritrovi con una stampante come un'altra un pò più veloce (?!?) -
Sto pensando di cambiare stampante e passare da una Geetech A20 del 2020 a qualcos'altro...
soprattutto qualcos'altro che all'apparenza lasci più tempo alla stampa e meno alla configurazione/risoluzione di problemi.
Guardandomi attorno vedo, ultimamente, un gran parlare delle BambuLab dalla P1 alla A1 mini (quest'ultima mi sta veramente tentando).
Qualcuno ha esperienze in merito?
Perchè se dovessi basarmi sulle recensioni di youtube sembrano veramente eccezionali e "pronte all'uso".Che ne pensate?
-
2 minuti fa, eaman ha scritto:
Magari hai cotto i tubi in silicone / PTFE che proteggono il termistore. Anche se cambi la gola devi tener conto del materiale del termistore.
Allora... è la prima cosa che ho pensato ma ho estratto il PTFE era integro e non c'erano segni di bruciatura che mi aspettavo... quindi cos'altro poteva far fumo? mmmh...
-
6 minuti fa, eaman ha scritto:
A quanto e' impostata MAXTEMP? Prova ad alzare il valore.
1. Se hai il bowden in line a 260 lo cuoci
2. Non servono piu' di ~240 per il PETg
La MAXTEMP da firmware è impostata a 265.
Ma difatti il PETG lo stampo, come scritto sopra, a 235/240, è la prima volta che lo usavo e la prima cosa che ho fatto è stata la temp tower da 260 a 220 che però fa fatto quello che ho descritto sopra...E ora mi succede quanto sopra, mi va in errore, con questi picchi, tra una stampa e l'altra.
-
2 minuti fa, dnasini ha scritto:
ho problemi simili ma nn con spike cosi' repentini. Anche nel mio caso il problema non e' sistematico ma a volte accade a volte no. Premesso che la temperatura nn puo' passare da 240C a 280C cosi' rapidamente, la causa piu' probabile e' da imputare al termistore che non legge correttamente la temperatura. Puoi fare due cose:
- la piu' veloce e' verificare che il termistore sia ben alloggiato nel heatblock e che nn sia rovinato
- la piu' "lunga" e' sostituirlo e togliersi il pensieroio ho fatto la prima (senza risolvere granche') e per pigrizia nn ho ancora fatto la seconda
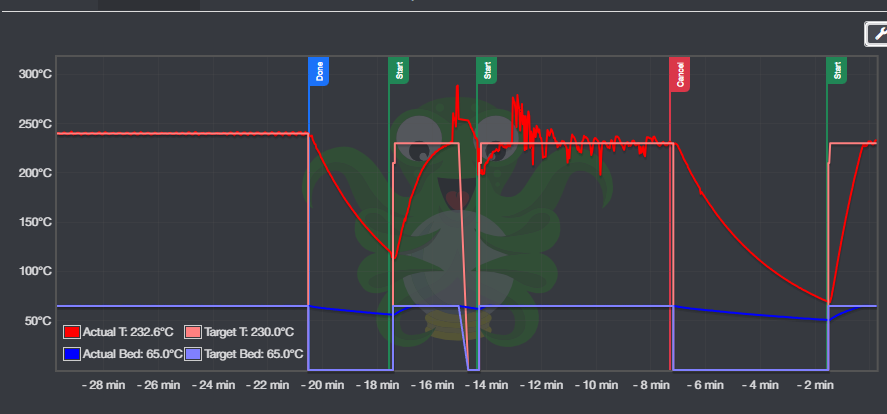
Se non lo hai gia' fatto (e dal grafico nn sembra) fai un PID dell'hotend almeno da ricalibrare l'algoritmo che gestisce il riscaldamento. Non sempre risolve ma almeno ci si prova
Ciao, grazie per la risposta,
ma come faccio a capire che il termistore nell'heatblock non sia rovinato?
(il "PID dell'hotend", scusa l'ignoranza ma non so cosa sia e/o come si faccia... 😕 )
PS: nel mio caso il problema E' SISTEMATICO, una stampa OK, la seconda KO, una si e uno no praticamente. -
Ciao a tutti,
mi aiutare a capire cosa può essere che fa succedere questo alle temperature?
Praticamente, l'antefatto è quello descritto qui:
Sintetizzo ho iniziato a stampare PETG.
Il primo tentativo è stata una temp tower che doveva partire da 260 gradi e scendere fino a 220, dico "doveva" perchè è iniziato ad uscire fumo dall'hotend e si è bloccata (è descritto nel post linkato sopra).
Ora sono riuscito a stampare con temp fino a 240° ma succede che tra una stampa e l'altra mi vada in errore.
Esempio:
- lancio una stampa a 230/235 o 240°, la stampa va a buon fine.
- il tempo di staccare il pezzo dal piatto...
- lancio un'altra stampa, la stessa di prima
- la stampare va in errore e si riavvia (Error:MAXTEMP triggered, system stopped! Heater_ID...)
- octoprint si disconnette
- mi riconnetto rilancio la stampa e parte.
Da questo flusso la novità è che oggi ho notato questi picchi che salgono fino a 280/285° e che quindi potrebbero effettivamente creare il problema ma mi chiedo... perchè ci sono questi picchi?Per completezza, prima che provassi il PETG in 3 anni di PLA mai successo.

-
1 minuto fa, dnasini ha scritto:
o li preriscaldi a mano singolarmente e poi lanci la stampa, oppure da slicer dovrebbe esserci la possibilita' di dirgli se scaldarli contemporaneamente oppure uno alla volta
Credo che lo script che ho nello slicer... lo faccia già?
Ho questo:
... M104 S210 M140 S{material_bed_temperature_layer_0} ; set bed temp G92 E0 M109 S{material_print_temperature_layer_0} ; wait for extruder temp M107 ... -
1 minuto fa, dnasini ha scritto:
E' un problema che ultimamente sta uscendo anche a me sulla ender 5 plus. La stampante va in protezione solutamente quando tenti di scaldare simultaneamente piatto e nozzle da 0..... un workaround e' quello di riscaldarli uno alla volta
Strano perche' a me qualche volta capita sistematicamente, mentre per altre stampe (ne ho fatte anche una decina da 20 min l'una una dietro l'altra) non capita
La cosa strana che mi sta facendo è che una stampa parte... arriva a completamento.
Lancio la seconda stampa (stesso GCODE) va in errore... mi si disconnette octoprint.
Aspetto un attimo, riconnetto e riparte.
Quindi si... da l'impressione che qualcosa vada in protezione...
Come posso fare per far riscaldare prima il piatto e poi l'hotend? -
Ciao a tutti,
ho la stessa stampante con lo stesso firmware dal 2020, Marlin 1.1.8.
Ora ho sempre stampato PLA e non ho mai avuto problemi, da qualche giorno sto provando il PETG e qualche problema mi sta uscendo fuori (credo che sia legato alle temperature del PETG impostate più alte... non saprei ci sto ancora lavorando).
In tutto questo mi sono chiesto se non sia il caso di aggiornare il firmware e se è una operazione "indolore" oppure rischiosa.
Che ne dite?
Grazie in anticipo.
-
16 ore fa, eaman ha scritto:
Ah be' la migliore e' andare piu' piano, poi fare piu' ritrazione (distanza) e/o farla piu' piano. Se monti la gola bimetal e' pure peggio 😉
Occhio che con il PETG in genere la ventola del materiale non si usa a piu' del 30-50%, altro motivo per cui si va' piu' piano.
Scusa ora sto riuscendo a stampare ma...
Tra una stampa e l'altra mi esce questo errore
maxtemp triggered, system stopped! heater_id: 0 - printer halted. kill() called!
Cioè riesco ad eseguire una stampa fino in fondo.
Quando lancio la successiva mi esce questo errore (su Octoprint) e mi si disconette la stampante da Octoprint ma poi se attendo un attimo mi si riconnette e riparte (me lo fa sempre praticamente, col PLA mai successo).
-
10 ore fa, eaman ha scritto:
Ah be' la migliore e' andare piu' piano, poi fare piu' ritrazione (distanza) e/o farla piu' piano. Se monti la gola bimetal e' pure peggio 😉
Occhio che con il PETG in genere la ventola del materiale non si usa a piu' del 30-50%, altro motivo per cui si va' piu' piano.
Attualmente viaggia a 60 mm/s
Retraction distance 5 mm
e speed retraction a 80mm
e con il PLA avevo raggiunto la pace dei sensi... 🙂
Ok, vedo se ho voglia di rimodificare tutti i settaggi fare ore di prove o tornare al PLA con i settaggi ormai ben definiti che avevo 🙂 -
17 minuti fa, eaman ha scritto:
Quelli bianchi sono pessimi, sono anche larghi e perdi in ritrazione.
Detto questo teoricamente arrivano anche a 240-250, il problema e' come: cosi' a occhio se stampo a 235 col Capricorn devo spuntare un po' il bowden per ogni 1kg di PETG, se vai piu' su' lo devi fare piu' spesso.
Comunque il PETG si stampa anche a 230, anzi quello della SUNLU mi sembra vada anche a 215, se conti di usarlo spesso ti conviene comprare una gola bimetal da 2-15 euro e sei a posto per sempre, anche con il bowden bianco.
Grazie per la risposta,
in effetti lo sto stampando a 230 ma anche a 200 ! (una temptower da 230 a 200).
Sto usando lo stesso profilo del PLA e l'unica cosa, vado un pò OT, è che fa molto stringing e dopo anni di PLA......non mi ricordo quali parametri modificare per ridurlo (fa stringing a tutte le temperature dai 230 ai 200).
-
1 minuto fa, lever63 ha scritto:
ogni stampante è un po' diversa (o meglio i sensori non sono così uguali e precisi); prova una temp tower con un intervallo più basso (per es. 210-235), se vedi che stampa bene e i layer sono ben attaccati non hai bisogno di salire di temperatura
PS: io il petg lo stampo tra i 215 e i 220 sia sulla FBG5 che sulla Q5
Lo farà.
Anche se da firmware (Marlin 1.1.8) sembra che la temp max sia impostata a 265. -
5 minuti fa, eaman ha scritto:
Prova a scaldare prima il piatto e poi l'estrusore, non entrambi contemporaneamente, evidentemente il tuo alimentatore non ce la fa.
Se ti esce fumo dall'hotend c'e' qualcosa che brucia: hai il bowden che va a contatto con il nozzle? Nel caso non puoi andare a 260, gia' ~235 e' molto, oltre il bowden in PTFE comincia a bruciare. Nel caso smonta e taglia gli ultimi centimetri bruciati del bowden, per salire di temperatura dovrai cambiare almeno la gola ma il PETG dovresti stamparlo anche a 235.
Grazie per la risposta.
Farò come dici, la smonto perchè qualcosa s'è bruciato di sicuro e verifco/cambio/accorcio il PTFE.
Fino a 220 ci ho stampato il PLA quindi proverò fino a quella temperatura.
Probabilmente il PTFE (di quelli bianchi) non regge la temperatura come hai detto tu.
Ma in questo caso devo rinunciare a stampare PETG o posso fare qualcosa (tipo cambio il PTFE con quello blu della Capricorn). -
Ciao a tutti,
dopo qualche anno di stampa in PLA sto provando per la prima volta a stampare PETG.
Ho messo su una temp TOWER da 260 a 230 gradi.
Il problema è che a circa 235 si blocca la stampante con questo errore:
Heating failed, system stopped! Heater_ID: 0 - Printer halted. kill() called!
Premetto che già a 200° riusciva a stampare i primi layer della temp tower, poi ho interrotto perchè non avevo settato le temp giusto.A quel punto l'ho fatto partire da 260° ma a 230° ha cominciato ad uscire fumo dall'hotend e poi s'è bloccata salendo ancora.
Ho rotto tutto o cosa sto sbagliando?
La stampante è una GEETECH A20 e il PETG è SUNLU.
-
12 minuti fa, Ziki00 ha scritto:
Se intendi i parametri di stampa ti fai un altro profilo per l'ABS poi quando stampi pla richiami il vecchio profilo con tutte le impostazioni, se usi cura ha già dei profili "base" per i vari materiali che poi andranno rifiniti. Setup meccanici non ce ne sono da fare di diversi. Al massimo Se hai il piano in vetro dovrai usare la lacca e se hai tipo ultrabase giralo al contrario perché potresti rovinarlo (ABS ritirando ti stacca dei pezzi a lungo andare)
Quindi dici che problemi al nozzle o al tubo PTFE non dovrei averne?
-
1 ora fa, Ziki00 ha scritto:
ABS senza camera chiusa si stampa tranquillamente, qualche noia di più rispetto al pla si vero.. dipende dalle dimensioni del pezzo. Io stampo con pei ruvido, primo layer più perfetto possibile e brim (praticamente mai raft) anche in inverno quando la temperatura del garage è 10/12 gradi
Siccome dovrò stampare una tantum ABS ho un pò paura di "scazzare" tutto il setup che ora funziona prefettamente, dopo anni di messa a punto, per il PLA....
-
4 minuti fa, NicoNico ha scritto:
A proposito delle difficoltà di stampa, se il pezzo è grande o il materiale estruso è tanto darà un bel po di noie, ovviamente poi camera chiusa e piatto in PEI o PET.
Grazie per la risposta... mi sa che dovrò rinunciare... camera chiusa non ho proprio modo... 😕
-
Ciao a tutti,
devo stampare dei pezzi ad uso "esterno", quindi saranno soggetti a pioggia e sole etc...
Fino ad ora ho sempre stampato PLA che ovviamente non è il caso di usare all'esterno, tra ABS e ASA quale dei due consigliereste?
Non vorrei impazzire con settaggi astrusi, vorrei qualcosa che si stampi in maniera abbastanza agevola con la mia GEETECH A20.
Grazie in anticipo.
-
2 minuti fa, il_cosmo ha scritto:
Ho visto adesso le caratteristiche della tua e non mi sembrano male (rispetto alle mie aspettative); mi accontenterei di qualcosa di simile in termini di dimensioni di stampa, aggiungendo però un estrusore direct-drive, piatto riscaldato autolivellante.
Sul mercato ne ho viste diverse ma, forse, il budget di 200/300 euro si sfora di qualcosina in più.
Ciao, non mi lamento in quanto a "dimensioni"... 🙂
Più che altro mi chiedevo se, nel frattempo, era uscito qualcosa di più performante tipo con una gestione del livellamento "nativo" più semplice (senza dover ricorre ad addon e modifiche firmware), con una precisione maggiore dell'estrusore insomma qualcosa di più plug'n play (per quanto anche la mia non è che gliene ho dovute fare molte...).
-
 1
1
-
Consiglio PETG o PLA bianco OPACO 100%
in Materiali di stampa
Inviato
Grazie! Lo proverò!